Тренажер для навчання зварювальників ручному дуговому зварюванню та спосіб визначення параметрів руху плями зварювальної дуги на цьому тренажері
Номер патенту: 113969
Опубліковано: 10.04.2017
Автори: Долгих В'ячеслав Володимирович, Ребров Сергій Анатолійович
Формула / Реферат
1. Тренажер для навчання зварювальників ручному дуговому зварюванню, який містить імітатор зварювального інструмента, джерело зварювального струму, вимірювальний блок, блок керування, програмний модуль, маніпулятор для зварювальних зразків, оснащений струмопідводами, струмоведучі гілки, пристрій для визначення просторового положення зварювального електрода та ЕОМ, який відрізняється тим, що в тренажер введений блок керування, з'єднаний із джерелом зварювального струму, імітатором зварювального інструмента та ЕОМ, а струмопідводи маніпулятора приєднані до напряму до джерела зварювального струму та до вимірювального блока.
2. Тренажер за п. 1, який відрізняється тим, що містить додаткові засоби введення/вводу даних, приєднані до ЕОМ, та одну або більше відеокамер.
3. Тренажер за п. 2, який відрізняється тим, що пристрій для визначення просторового положення зварювального електрода містить трикоординатний датчик положення.
4. Спосіб визначення параметрів руху плями зварювальної дуги на тренажері за п. 1 шляхом виміру параметрів електричного ланцюга, утвореного зварювальним зразком і струмоведучими гілками, отриманий сигнал подають в аналого-цифровий перетворюючий пристрій, з якого передають на подальшу програмну обробку, який відрізняється тим, що вимірюють різницеву напругу в діагоналі резистивного моста, утвореного опорами струмоведучих гілок та опором зварювального зразка, на якому виникає пляма зварювальної дуги.
Текст
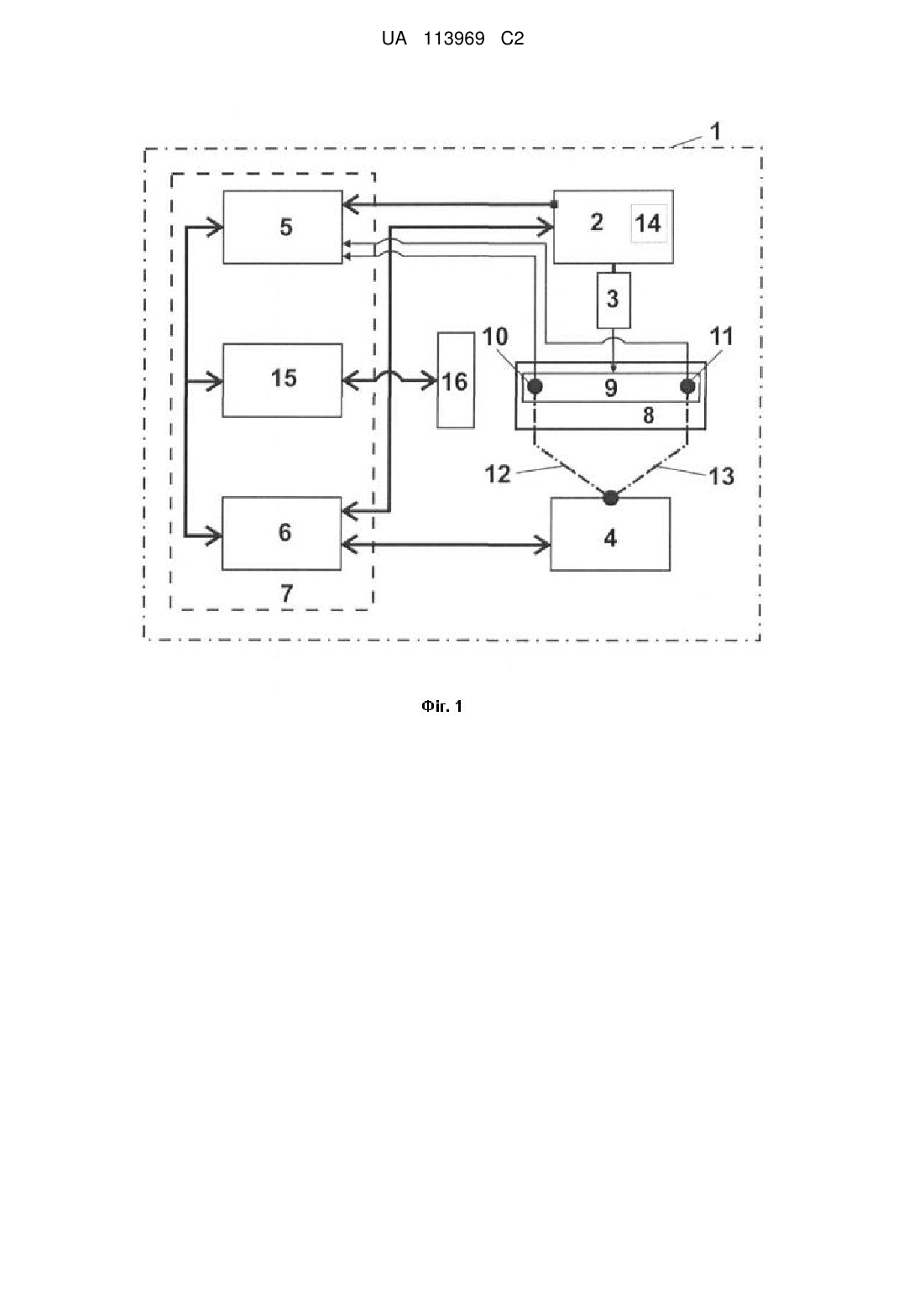
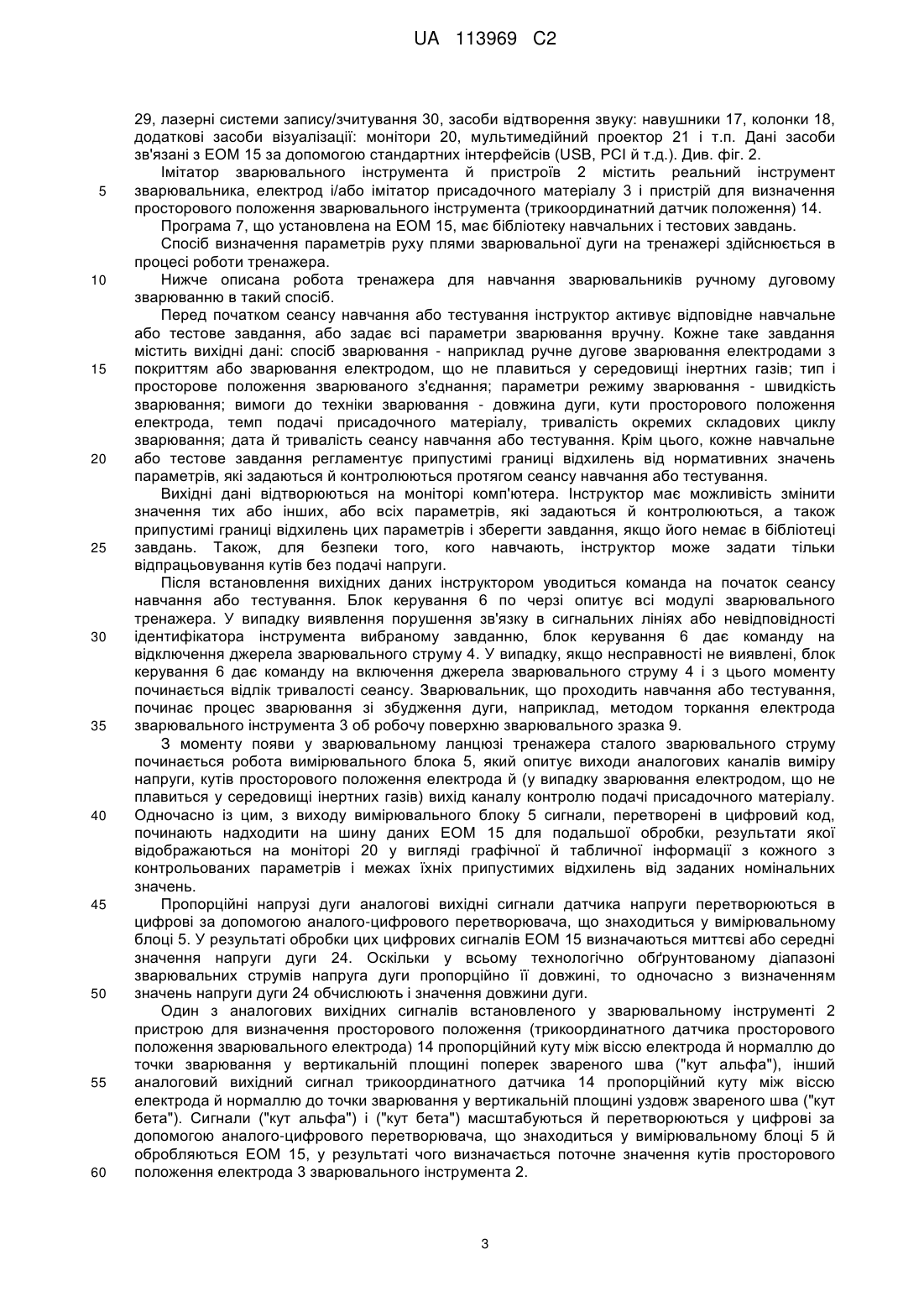
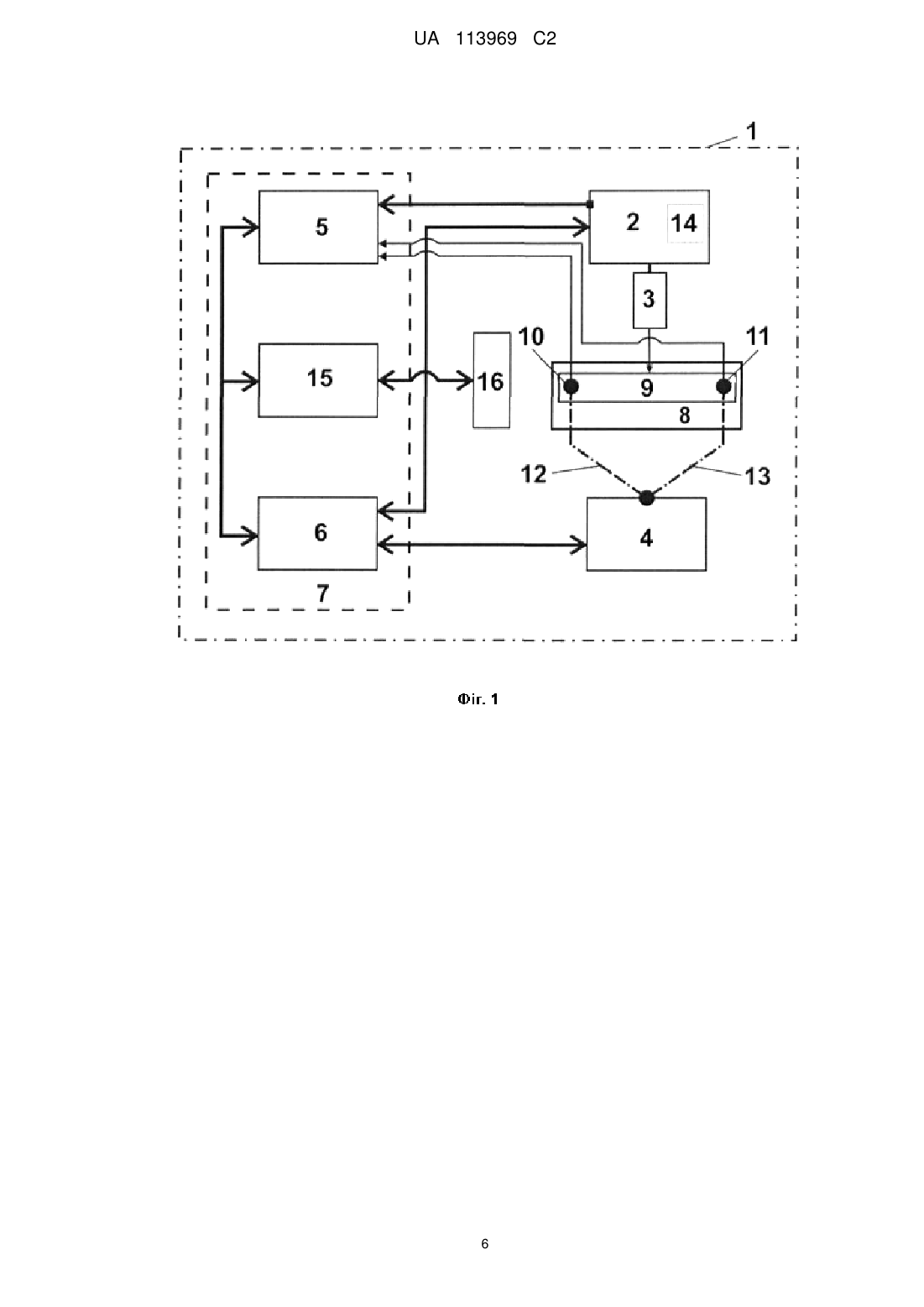
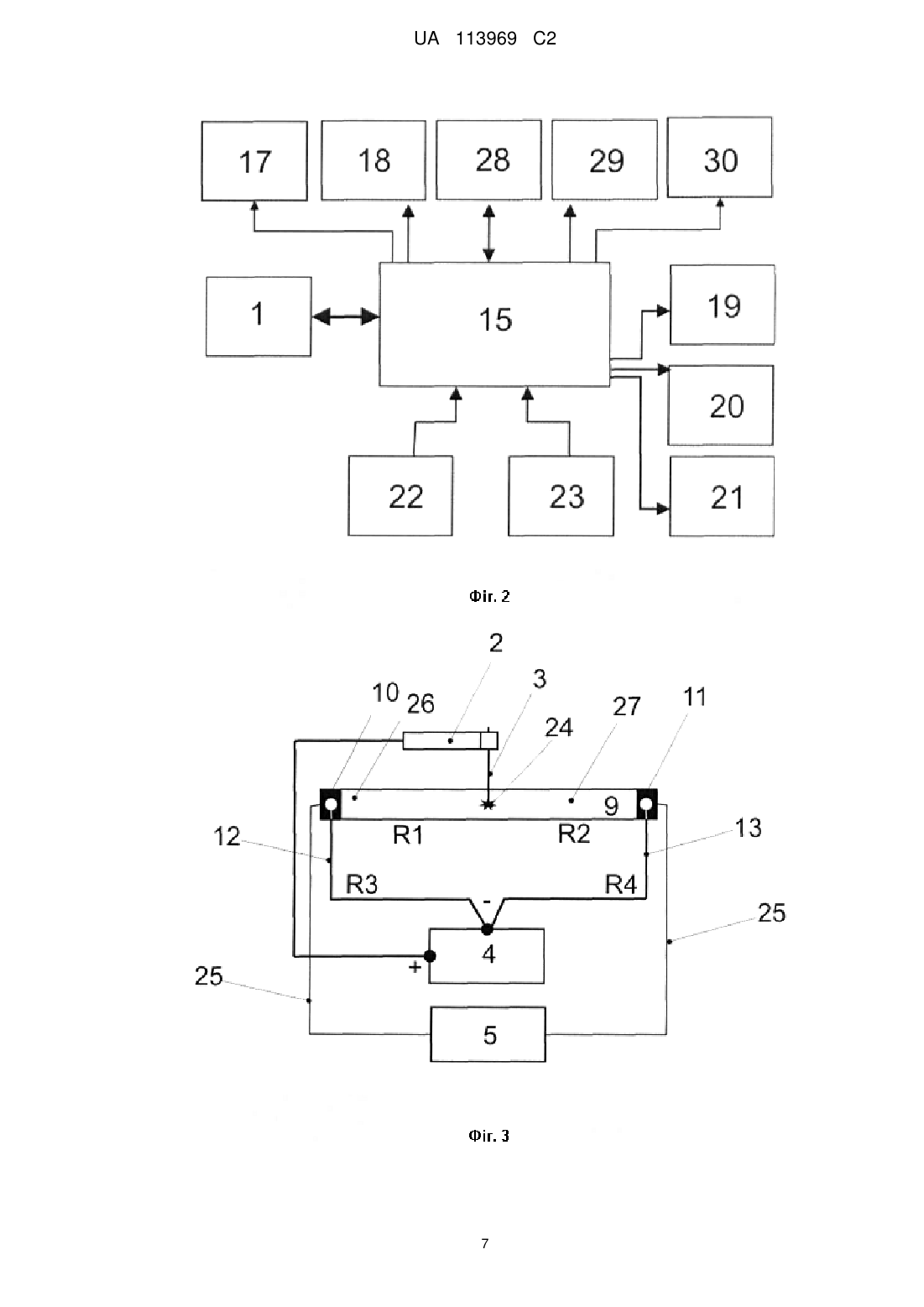
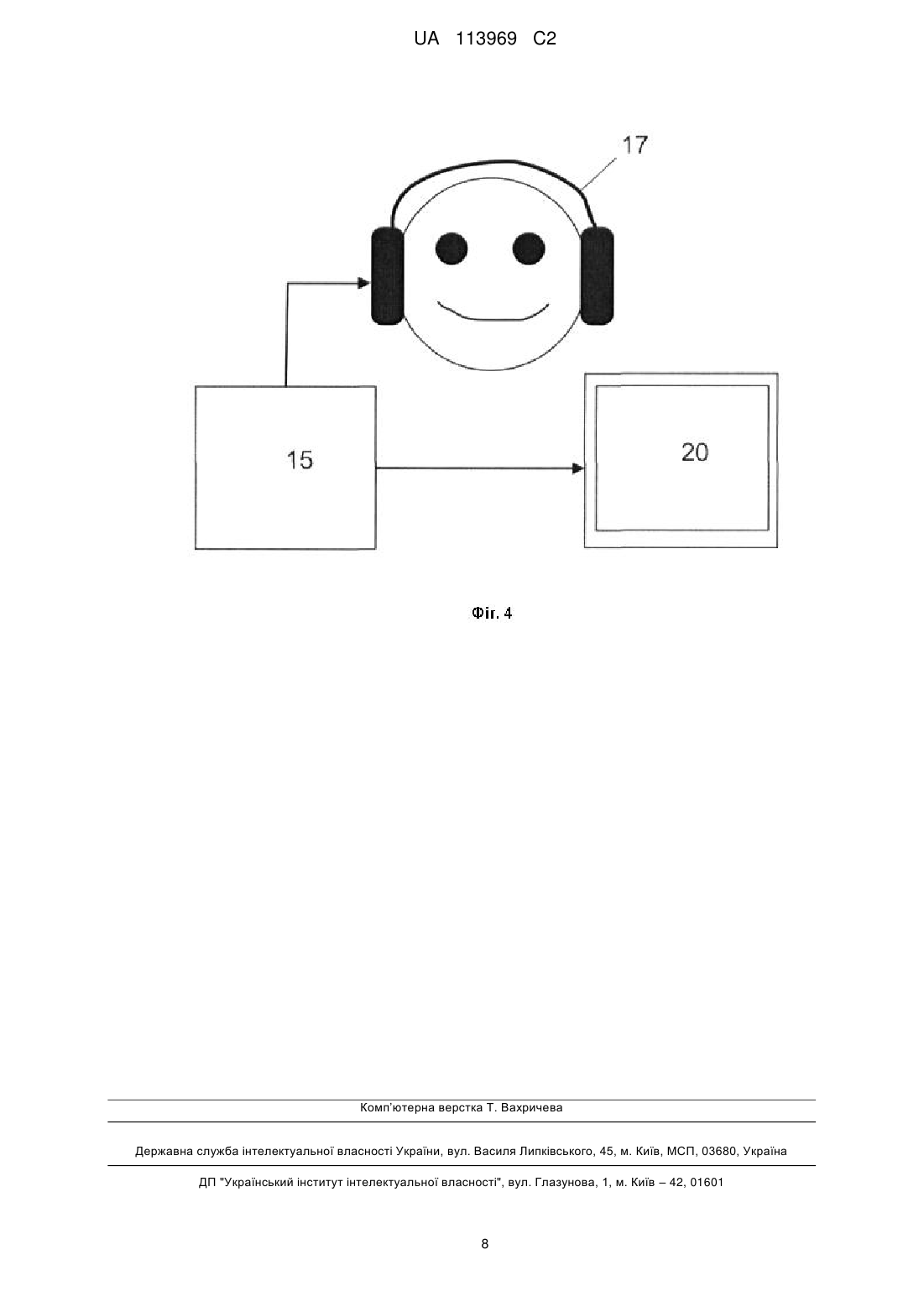
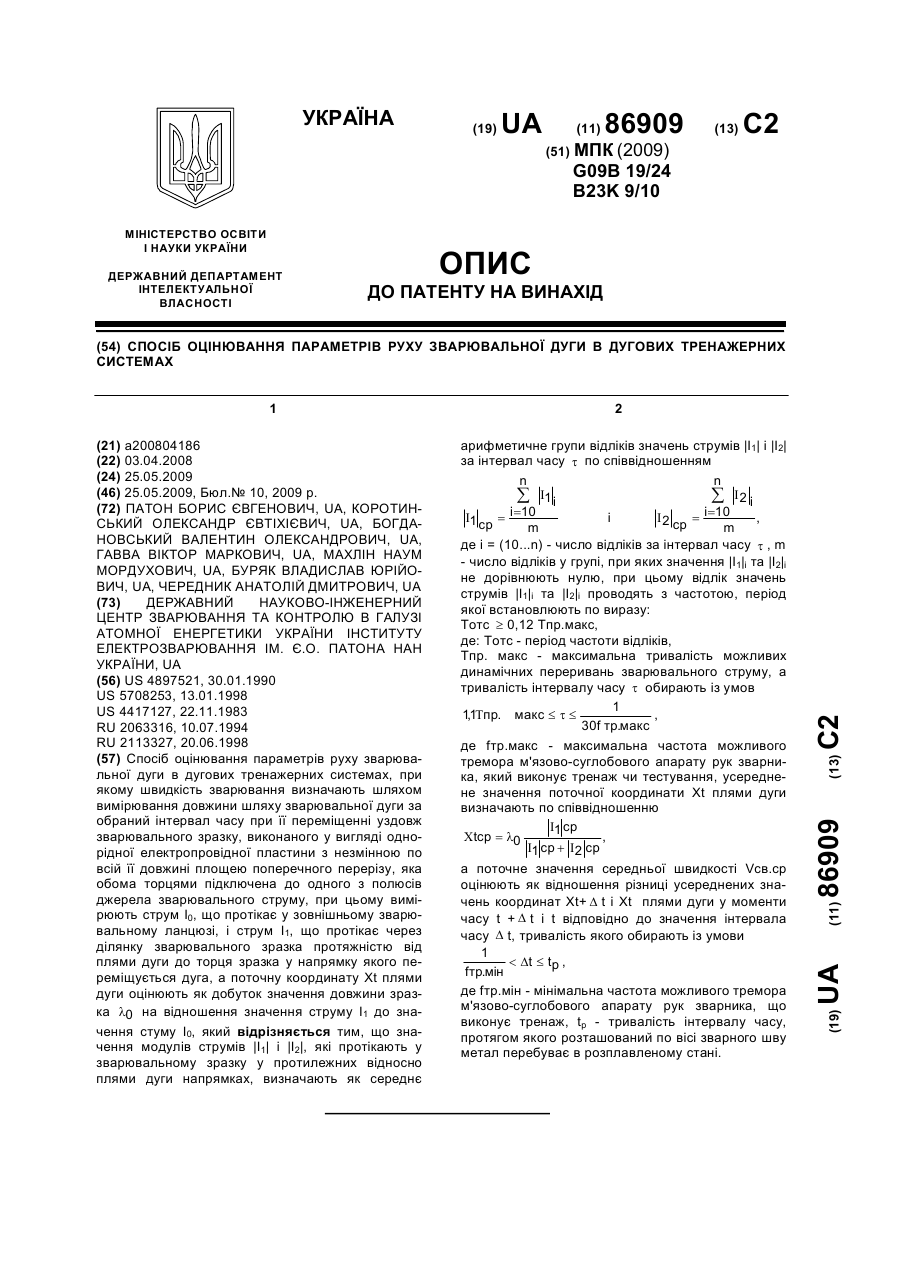
Реферат: Винахід належить до галузі зварювання. Тренажер для навчання зварювальників ручному дуговому зварюванню містить імітатор зварювального інструмента, джерело зварювального струму, вимірювальний блок, блок керування, програмний модуль, маніпулятор для зварювальних зразків, оснащений струмопідводами, струмоведучі гілки, пристрій для визначення просторового положення зварювального інструмента та ЕОМ, блок керування, з'єднаний із джерелом зварювального струму, імітатором зварювального інструмента та ЕОМ, а струмопідводи маніпулятора приєднані до напряму до джерела зварювального струму та до вимірювального блока. Параметри руху плями зварювальної дуги на тренажері визначають шляхом вимірювання різницевої напруги в діагоналі резистивного моста, утвореного опорами струмоведучих гілок та опором зварювального зразка, на якому виникає пляма, і подальшої програмної обробки. Запропонований тренажер розширює діапазон вимірюваних значень, підвищує чутливість вимірювальної схеми та підвищує безпеку при використанні. UA 113969 C2 (12) UA 113969 C2 UA 113969 C2 5 10 15 20 25 30 35 40 45 50 55 Запропонований винахід належить до галузі технічних засобів навчання, а саме пристроїв навчання електрозварювальників прийомам ручного дугового зварювання різними методами, для вироблення в зварювальників, яких навчають, правильних психомоторних навичок по підтриманню нормативних значень довжини зварювальної дуги, положення зварювального електрода, визначення параметрів руху плями зварювальної дуги та інших необхідних параметрів при здійсненні реального зварювального процесу. Відомий тренажер для навчання зварювальників ручному дуговому зварюванню, який містить імітатор зварювального інструмента, джерело зварювального струму, вимірювальний блок, блок керування, програмний модуль, маніпулятор для зварювальних зразків, оснащений струмопідводами, струмоведучі гілки, датчик положення зварювального інструмента й ЕОМ (патент РФ № 2 373 040, найближчий аналог). Відомий тренажер містить також два датчики струму, датчик напруги, двокоординатний датчик кутових положень зварювального електрода, блок контролю присадочного матеріалу, нормуючі підсилювачі, багатоканальний АЦП, персональний комп'ютер і пристрій відтворення звукових сигналів. При цьому виходи датчиків струму, датчика напруги, двокоординатного датчика кутових положень зварювального електрода й блока контролю подачі присадочного матеріалу підключені до відповідних входів відповідних нормуючих підсилювачів, виходи яких підключені до входів АЦП, вихід якого підключений до шини даних персонального комп'ютера, один полюс джерела струму приєднаний до струмопідводу зварювального електрода, а інший полюс - до точки з'єднання двох струмоведучих гілок маніпулятора, а кожна зі струмоведучих гілок іншою точкою підключена до одного із двох струмопідводів маніпулятора, у якому встановлений і закріплений зварювальний зразок протилежними по його довжині торцями, причому кожний з датчиків струму включений в одну з відповідних струмоведучих гілок маніпулятора. Основним недоліком відомого тренажера є недостатня електробезпечність і неможливість відпрацьовування на початковому етапі тільки заданих кутів положення електрода без запалювання дуги. Це пояснюється тим, що у відомому пристрої відсутня можливість керування джерелом зварювального струму й використання тренажера без запалювання дуги, можливість включення й відключення зварювального джерела живлення. Крім того, недоліком є використання двокоординатного датчика положення зварювального електрода, що дозволяє контролювати положення електрода тільки в площині й знижує дидактичні можливості відомого пристрою. Недоліком відомого пристрою є використання у вимірювальній схемі двох датчиків струму, вмонтованих у маніпулятор. З огляду на те, що основою виміру є визначення різниці струмів, що течуть у двох плечах струмопідводів відносно спільного провідника, а опори зварювальних зразків дуже малі, діапазон вимірюваних значень струму також буде надзвичайно малий, і підданий впливу перешкод від джерела зварювального струму, що помітно знижує точність виміру швидкості ведення зварювання. Крім того, подібна схема виміру, через вкрай малі значення вимірюваних опору й струму, схильності впливу перешкод, надзвичайно чутлива до погіршення контакту в кожному з елементів пристрою: затиски маніпулятора, утворення нагару на електроді, зварювальному зразку й т. п. Погіршення контакту в будь-якому місці, у підсумку, призводить до зниження точності визначення швидкості ведення зварювання й надійності пристрою. Більше того, дана схема, через необхідність розміщення двох датчиків струму в струмоведучих гілках маніпулятора, спричиняє складну конструкцію маніпулятора, збільшення кількості виконуваних при виробництві операцій, збільшення його ваги й, як наслідок, високу собівартість виготовлення. Також при даній вимірювальній схемі, через малі значення вимірюваних величин, і, як наслідок, складного настроювання вимірювальної схеми, неможливе використання зварювальних зразків довільної форми й змінного поперечного перерізу, що також знижує дидактичні можливості відомого пристрою. При такій структурній будові тренажера неминучі істотні апаратні витрати, що призводить до підвищеної небезпеки враження електричним струмом, зростанню витрат на його подальше технічне обслуговування й збільшенню його собівартості. Відомий спосіб визначення параметрів руху плями зварювальної дуги при тренажі на тренажері шляхом виміру параметрів електричного ланцюга, утвореного зварювальним зразком і струмоведучими гілками, отриманий сигнал подають в аналого-цифровий перетворюючий пристрій, з якого передають на подальшу програмну обробку (патент РФ 2396158, найближчий аналог). 1 UA 113969 C2 5 10 15 20 25 30 35 40 45 50 55 60 Недоліком відомого способу є те, що швидкість зварювання обчислюють по різниці струмів у струмоведучих гілках, що призводить до низької точності вимірювання швидкості зварювання й у віддаленому у часі до процесу відображення швидкості зварювання. Задачею запропонованого винаходу є в тренажері для навчання зварювальників ручному дуговому зварюванню за рахунок зміни його схеми й елементного наповнення спростити конструкцію й знизити собівартість тренажера, розширити діапазон вимірюваних значень і підвищити чутливість вимірювальної схеми, зробити її несприйнятливою до зовнішніх перешкод, а також розширити функціональні й дидактичні можливості і підвищити безпеку при тренажі. Поставлена задача вирішується тим, що в тренажер для навчання зварювальників ручному дуговому зварюванню, що містить імітатор зварювального інструмента, джерело зварювального струму, вимірювальний блок, блок керування, програмний модуль, маніпулятор для зварювальних зразків, оснащений струмопідводами, струмоведучі гілки, пристрій для визначення просторового положення зварювального інструмента й ЕОМ, відповідно до винаходу, в тренажер введений блок керування, з'єднаний із джерелом зварювального струму, імітатором зварювального інструмента й ЕОМ, а струмопідводи маніпулятора приєднані прямо до джерела зварювального струму й до вимірювального блока. Згаданий блок керування по команді користувача або у випадку виявлення несправності відключає подачу живлення від джерела зварювальної дуги. Блок керування має можливість розпізнавання інструмента, що дозволяє контролювати наявність інструмента й відповідність підключеного інструмента виконуваному завданню. Тренажер також містить додаткові засоби уведення/виведення даних, приєднані до ЕОМ, одну або більше відеокамер, додаткові монітори, мультимедійний програвач, аудіовідтворюючі пристрої, зовнішні накопичувачі даних, лазерні системи зчитування/запису й т. п. У запропонованому тренажері пристрій для визначення просторового положення зварювального електрода містить трикоординатний датчик положення. Введення трикоординатного датчика положення зварювального електрода дозволяє контролювати положення електрода в повній сфері. Поставлена задача вирішується також тим, що у відповідності зі способом визначення параметрів руху плями зварювальної дуги на запропонованому тренажері шляхом виміру параметрів електричного ланцюга, утвореного зварювальним зразком і струмоведучими гілками, отриманий сигнал подають в аналого-цифровий перетворюючий пристрій, з якого передають на подальшу програмну обробку. Відповідно до винаходу вимірюють різницеву напругу в діагоналі резистивного моста, утвореного опорами струмоведучих гілок і опором зварювального зразка, на якому виникає пляма зварювальної дуги. Таким чином, для визначення переміщення плями дуги по зразку і визначення швидкості зварювання використається принципово відмінна схема виміру, основана на вимірі різниці напруг в одній точці. Це дозволяє не використовувати датчики струму, розширити діапазон вимірюваних значень і підвищити чутливість вимірювальної схеми, зробити її несприйнятливоюдо зовнішніх перешкод, погіршенню контакту в кожному з вузлів маніпулятора й зміні форми й поперечного перерізу зварювальних зразків. Крім того, відмова від використання датчиків струму дозволяє значно спростити конструкцію маніпулятора, знизити його вагу, практично звівши конструкцію до типового лабораторного штатива. Як імітатор присадочного матеріалу використовується реальний присадочний матеріал з ізольованою середньою частиною, що дозволяє виробити правильні психомоторні навички у того, кого навчають, роботи із присадочним матеріалом. Запропонований тренажер для навчання зварювальника пояснюють креслення. На фіг. 1 блок-схема тренажера зварювальника. На фіг. 2 блок-схема взаємодії тренажера зварювальника, ЕОМ і периферійних пристроїв. На фіг. 3 схема для пояснення способу визначення швидкості зварювання. На фіг. 4 схема взаємодії тренажера зварювальника й того, кого навчають. Тренажер для навчання зварювальників ручному дуговому зварюванню 1 містить імітатор зварювального інструмента й пристроїв 2, що містить імітатори електродів і присадочного матеріалу 3, підключений до джерела зварювального струму 4, вимірювальний блок 5, блок керування 6, програмний модуль 7, маніпулятор 8 для зварювальних зразків 9, оснащений струмопідводами 10, 11, струмоведучі гілки 12, 13, пристрій для визначення просторового положення зварювального електрода 14, ЕОМ 15 і додаткові засоби вводу/виводу даних 16, приєднані до ЕОМ. До ЕОМ 15 підключені додаткові засоби вводу/виводу даних 16, такі як: монітор 20, клавіатура 23, комп'ютерна миша 22, відеокамера 28, принтер 19, зовнішні накопичувачі даних 2 UA 113969 C2 5 10 15 20 25 30 35 40 45 50 55 60 29, лазерні системи запису/зчитування 30, засоби відтворення звуку: навушники 17, колонки 18, додаткові засоби візуалізації: монітори 20, мультимедійний проектор 21 і т.п. Дані засоби зв'язані з ЕОМ 15 за допомогою стандартних інтерфейсів (USB, PCI й т.д.). Див. фіг. 2. Імітатор зварювального інструмента й пристроїв 2 містить реальний інструмент зварювальника, електрод і/або імітатор присадочного матеріалу 3 і пристрій для визначення просторового положення зварювального інструмента (трикоординатний датчик положення) 14. Програма 7, що установлена на ЕОМ 15, має бібліотеку навчальних і тестових завдань. Спосіб визначення параметрів руху плями зварювальної дуги на тренажері здійснюється в процесі роботи тренажера. Нижче описана робота тренажера для навчання зварювальників ручному дуговому зварюванню в такий спосіб. Перед початком сеансу навчання або тестування інструктор активує відповідне навчальне або тестове завдання, або задає всі параметри зварювання вручну. Кожне таке завдання містить вихідні дані: спосіб зварювання - наприклад ручне дугове зварювання електродами з покриттям або зварювання електродом, що не плавиться у середовищі інертних газів; тип і просторове положення зварюваного з'єднання; параметри режиму зварювання - швидкість зварювання; вимоги до техніки зварювання - довжина дуги, кути просторового положення електрода, темп подачі присадочного матеріалу, тривалість окремих складових циклу зварювання; дата й тривалість сеансу навчання або тестування. Крім цього, кожне навчальне або тестове завдання регламентує припустимі границі відхилень від нормативних значень параметрів, які задаються й контролюються протягом сеансу навчання або тестування. Вихідні дані відтворюються на моніторі комп'ютера. Інструктор має можливість змінити значення тих або інших, або всіх параметрів, які задаються й контролюються, а також припустимі границі відхилень цих параметрів і зберегти завдання, якщо його немає в бібліотеці завдань. Також, для безпеки того, кого навчають, інструктор може задати тільки відпрацьовування кутів без подачі напруги. Після встановлення вихідних даних інструктором уводиться команда на початок сеансу навчання або тестування. Блок керування 6 по черзі опитує всі модулі зварювального тренажера. У випадку виявлення порушення зв'язку в сигнальних лініях або невідповідності ідентифікатора інструмента вибраному завданню, блок керування 6 дає команду на відключення джерела зварювального струму 4. У випадку, якщо несправності не виявлені, блок керування 6 дає команду на включення джерела зварювального струму 4 і з цього моменту починається відлік тривалості сеансу. Зварювальник, що проходить навчання або тестування, починає процес зварювання зі збудження дуги, наприклад, методом торкання електрода зварювального інструмента 3 об робочу поверхню зварювального зразка 9. З моменту появи у зварювальному ланцюзі тренажера сталого зварювального струму починається робота вимірювального блока 5, який опитує виходи аналогових каналів виміру напруги, кутів просторового положення електрода й (у випадку зварювання електродом, що не плавиться у середовищі інертних газів) вихід каналу контролю подачі присадочного матеріалу. Одночасно із цим, з виходу вимірювального блоку 5 сигнали, перетворені в цифровий код, починають надходити на шину даних ЕОМ 15 для подальшої обробки, результати якої відображаються на моніторі 20 у вигляді графічної й табличної інформації з кожного з контрольованих параметрів і межах їхніх припустимих відхилень від заданих номінальних значень. Пропорційні напрузі дуги аналогові вихідні сигнали датчика напруги перетворюються в цифрові за допомогою аналого-цифрового перетворювача, що знаходиться у вимірювальному блоці 5. У результаті обробки цих цифрових сигналів ЕОМ 15 визначаються миттєві або середні значення напруги дуги 24. Оскільки у всьому технологічно обґрунтованому діапазоні зварювальних струмів напруга дуги пропорційно її довжині, то одночасно з визначенням значень напруги дуги 24 обчислюють і значення довжини дуги. Один з аналогових вихідних сигналів встановленого у зварювальному інструменті 2 пристрою для визначення просторового положення (трикоординатного датчика просторового положення зварювального електрода) 14 пропорційний куту між віссю електрода й нормаллю до точки зварювання у вертикальній площині поперек звареного шва ("кут альфа"), інший аналоговий вихідний сигнал трикоординатного датчика 14 пропорційний куту між віссю електрода й нормаллю до точки зварювання у вертикальній площині уздовж звареного шва ("кут бета"). Сигнали ("кут альфа") і ("кут бета") масштабуються й перетворюються у цифрові за допомогою аналого-цифрового перетворювача, що знаходиться у вимірювальному блоці 5 й обробляються ЕОМ 15, у результаті чого визначається поточне значення кутів просторового положення електрода 3 зварювального інструмента 2. 3 UA 113969 C2 5 10 15 20 25 30 35 40 Під час усього сеансу навчання або тестування здійснюється зворотний зв'язок зі зварювальником за допомогою підключеного до аудіовиходу ЕОМ 15 пристрою відтворення звукових сигналів зворотного зв'язку 17. Як такий пристрій використають навушники, акустичні колонки й т. п. Якщо при веденні зварювального процесу порушуються раніше встановлені навчальним або тестовим завданням межі припустимих відхилень від нормативних значень параметрів, які задані й контролюються, ЕОМ 15 формує голосову підказку, що відтворюється пристроєм 14 у вигляді слова, що підказує вірна дія, наприклад, "Довже" (у випадку, якщо довжина дуги менше нижньої границі її припустимого значення), "Коротше" (у випадку, коли довжина дуги вище чим верхня границя її припустимого значення). При порушеннях швидкості зварювання словесна підказка звучить як "Швидше" або "Повільніше" (див. фіг. 4). Починаючи з моменту появи зварювальної дуги 24 на початку сеансу навчання або тестування й до моменту його автоматичного завершення, відповідно до заданої тривалості сеансу, на моніторі 20 відображається інформація в числовому, графічному або табличному вигляді про процес протікання зварювання й поточних значень його параметрів, які визначаються вимірами або обчисленнями. Вся отримана протягом сеансу навчання або тестування інформація зберігається в пам'яті ЕОМ 15 необмежений час і може в будь-який момент відтворюватися на моніторі 20, копіюватися й документуватися на магнітних або оптичних носіях, при необхідності роздруковуватися на папері за допомогою принтера 19 з використанням стандартних периферійних пристроїв комп'ютера: мишки 22 й, при необхідності, клавіатури 23. Виконання навчальних або тестових завдань, що передбачають використання зразків різного типу зварених з'єднань, а також їх різні просторові положення, забезпечуються за допомогою маніпулятора 8, що повинен забезпечити надійну фіксацію зварювального зразка 9 у потрібнім положенні. Параметри руху плями зварювальної дуги 24 визначають шляхом виміру параметрів електричного ланцюга, утвореного зварювальним зразком 9 і струмоведучими гілками 12, 13, отриманий сигнал подають в аналого-цифровий перетворюючий пристрій у вимірювальному блоці 5, з якого передають на подальшу програмну обробку на ЕОМ 15, де виміряється різницева напруга в діагоналі резистивного моста, утвореного опорами струмоведучих гілок 12, 13 й опором частин 26, 27 зварювального зразка 9, на якому виникає пляма зварювальної дуги. Для цього вимірюється різницева напруга Up у діагоналі резистивного моста, утвореного опорами струмовідводів й опором зварювального зразка, на якому виникає пляма зварювальної дуги. Підключення вимірювального блока виконано по чотири провідній схемі (див. фіг. 3). При цьому загальний опір зразка умовно ділиться на дві половини (10, 11), що розташовуються по обох сторонах від плями дуги, уздовж довгої сторони зразка (8). Таким чином, напруга Up є різницею між напругою, що падає на дільнику, утвореному резисторами R1, R3 і напругою на дільнику R2, R4. Якщо опір резисторів R3 й R4 прийняти постійним і незмінним, то Up буде визначатися різницею опорів R1 й R2, а, відповідно, буде прямо пропорційно проекції плями зварювальної дуги на лінію з'єднуючої точки кріплення струмовідводів. Таким чином, шлях пройдений плямою зварювальної дуги, визначається як L 45 Up , (1) K де: - Up різниця напруг у початковій і кінцевій точках шляху; - K коефіцієнт пропорційності відповідний відношенню різниці напруг у крайніх точках робочої області зразка, що перебувають на лінії з'єднуючій вузли кріплення струмовідводів, до відстані між цими точками. У загальному випадку коефіцієнт пропорційності знаходиться з вираження 50 K Up max Up min L . (2) При необхідності можна одержати координату плями на зварювальному зразку із прив'язкою до деякої точки відліку, для цього формула (1) видозмінюється в такий спосіб 55 4 UA 113969 C2 Xп 5 10 15 20 25 Up Upx0 , (3) K де Upx 0 - різницева напруга, обмірювана у вибраній точці відліку. Швидкість (Vп) переміщення плями зварювальної дуги визначається як відношення пройденого шляху до часу, за яке він пройдений. Тривалість одиничних тимчасових відрізків, що визначають дозвіл з яким ми можемо вимірювати час проходження шляху зварювальною плямою, дорівнює часу затрачуваному АЦПУ на одержання одиничного відліку значення Up. Таким чином, швидкість проходження ділянки шляху визначається як Vп L , (4) t де t - час, що пройшов між одержанням відліку Up, у початковій і кінцевій точках ділянки L . Вибір частоти дискретизації АЦПУ, обґрунтовується виходячи з типу використовуваного зварювального джерела, необхідного дозволу по швидкості й іншим вимогам. Наведена вище схема визначення параметрів руху плями зварювальної дуги на тренажері дозволяє використати зварювальні зразки довільної форми, що, у свою чергу, дозволяє тому, кого навчають, відпрацювати всі можливі види зварювання в різних положеннях. Описаний дуговий тренажер зварювальника має достатню гнучкість у реалізації навчання або тестування зварювальників різного ступеня професійної підготовки й здатний ефективно працювати в системах інтерактивного навчання. Такий тренажер дозволяє з високим ступенем визначити місця можливих дефектів при здійсненні реального зварювального процесу шляхом аналізу отриманих його параметрів, а спеціалізоване програмне забезпечення дозволяє візуалізувати зварювальний шов і графік тепловитрат, виходячи з параметрів, одержуваних під час виконання вправи. ФОРМУЛА ВИНАХОДУ 30 35 40 45 1. Тренажер для навчання зварювальників ручному дуговому зварюванню, який містить імітатор зварювального інструмента, джерело зварювального струму, вимірювальний блок, блок керування, програмний модуль, маніпулятор для зварювальних зразків, оснащений струмопідводами, струмоведучі гілки, пристрій для визначення просторового положення зварювального електрода та ЕОМ, який відрізняється тим, що в тренажер введений блок керування, з'єднаний із джерелом зварювального струму, імітатором зварювального інструмента та ЕОМ, а струмопідводи маніпулятора приєднані до напряму до джерела зварювального струму та до вимірювального блока. 2. Тренажер за п. 1, який відрізняється тим, що містить додаткові засоби введення/вводу даних, приєднані до ЕОМ, та одну або більше відеокамер. 3. Тренажер за п. 2, який відрізняється тим, що пристрій для визначення просторового положення зварювального електрода містить трикоординатний датчик положення. 4. Спосіб визначення параметрів руху плями зварювальної дуги на тренажері за п. 1 шляхом виміру параметрів електричного ланцюга, утвореного зварювальним зразком і струмоведучими гілками, отриманий сигнал подають в аналого-цифровий перетворюючий пристрій, з якого передають на подальшу програмну обробку, який відрізняється тим, що вимірюють різницеву напругу в діагоналі резистивного моста, утвореного опорами струмоведучих гілок та опором зварювального зразка, на якому виникає пляма зварювальної дуги. 5 UA 113969 C2 6 UA 113969 C2 7 UA 113969 C2 Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюТренажер для обучения сварщиков ручной дуговой сварке и способ определения параметров движения пятна сварочной дуги на этом тренажере
МПК / Мітки
МПК: B23K 9/095, B23K 9/10, G09B 19/24
Мітки: зварювальників, зварювальної, дуговому, плями, спосіб, цьому, тренажер, руху, ручному, навчання, тренажері, параметрів, зварюванню, визначення, дуги
Код посилання
<a href="https://ua.patents.su/10-113969-trenazher-dlya-navchannya-zvaryuvalnikiv-ruchnomu-dugovomu-zvaryuvannyu-ta-sposib-viznachennya-parametriv-rukhu-plyami-zvaryuvalno-dugi-na-comu-trenazheri.html" target="_blank" rel="follow" title="База патентів України">Тренажер для навчання зварювальників ручному дуговому зварюванню та спосіб визначення параметрів руху плями зварювальної дуги на цьому тренажері</a>
Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах
Номер патенту: 86909
Опубліковано: 25.05.2009
Автори: Чередник Анатолій Дмитрович, Махлін Наум Мордухович, Гавва Віктор Маркович, Буряк Владислав Юрійович, Богдановський Валентин Олександрович, Патон Борис Євгенович, Коротинський Олександр Євтихієвич
МПК: G09B 19/24, B23K 9/10
Мітки: руху, оцінювання, дуги, дугових, параметрів, спосіб, тренажерних, зварювальної, системах
Формула / Реферат:
Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах, при якому швидкість зварювання визначають шляхом вимірювання довжини шляху зварювальної дуги за обраний інтервал часу при її переміщенні уздовж зварювального зразку, виконаного у вигляді однорідної електропровідної пластини з незмінною по всій її довжині площею поперечного перерізу, яка обома торцями підключена до одного з полюсів джерела зварювального...
Спосіб оцінки стійкості електричної зварювальної дуги
Номер патенту: 23766
Опубліковано: 11.06.2007
Автори: Малигіна Світлана Валеріївна, Лисак Віталій Карпович, Донченко Євген Іванович
МПК: B23K 35/02
Мітки: стійкості, оцінки, спосіб, зварювальної, електричної, дуги
Формула / Реферат:
Спосіб оцінки стійкості електричної зварювальної дуги, що включає збудження дуги між електродом і пластиною з різним станом поверхні та забезпечення горіння дуги до її обриву, який відрізняється тим, що забезпечується горіння дуги при переміщенні електрода по пластині зі швидкістю зварювання, а як критерій стійкості горіння дуги приймають коефіцієнт К, що дорівнює:
Спосіб оцінки стабільності горіння електричної зварювальної дуги
Номер патенту: 112992
Опубліковано: 10.01.2017
Автори: Вакуленко Ігор Олексійович, Кирєєнко Ярослав Дмитрович, Макаревич Дмитро Миколайович, Плітченко Сергій Олександрович, Попко Віктор Вікторович
МПК: B23K 9/00
Мітки: горіння, спосіб, стабільності, оцінки, дуги, зварювальної, електричної
Формула / Реферат:
Спосіб оцінки стабільності горіння електричної зварювальної дуги плавким стрижнем (електродом), за яким збуджують дугу між нерухомим металевим стрижнем (електродом) і металевою пластиною з попереднім заповненням міжелектродного проміжку дрібнодисперсним порошком речовини, який відрізняється тим, що з метою підвищення достовірності отриманих результатів хімічні речовини спресовують.
Пристрій для початкового та повторних запалювань зварювальної дуги змінного струму

Номер патенту: 62596
Опубліковано: 12.09.2011
Автори: Москович Григорій Миколайович, Халіков Володимир Акнафович, Шатан Олександр Федорович, Заруба Ігор Іванович, Патон Борис Євгенович, Андреєв Вячеслав Валентинович
МПК: B23K 9/00
Мітки: змінного, запалювань, початкового, струму, пристрій, дуги, повторних, зварювальної
Формула / Реферат:
Пристрій для початкового та повторних запалювань зварювальної дуги змінного струму і стабілізації її горіння, що підключається паралельно до вихідних клем зварювального трансформатора та містить випрямляючий міст, високовольтний транзистор і схему керування, який відрізняється тим, що в схему керування введено вузли синхронізації та затримки, з можливістю комутації вказаного транзистора відразу при зміні полярності зварювального струму та...
Резонансне джерело живлення зварювальної дуги

Номер патенту: 44911
Опубліковано: 26.10.2009
Автори: Коротинський Олександр Євтіхійович, Скопюк Михайло Іванович
МПК: B23K 9/00
Мітки: зварювальної, джерело, резонансне, живлення, дуги
Формула / Реферат:
Резонансне джерело живлення зварювальної дуги, що містить зварювальний понижуючий трансформатор, первинна обмотка якого підключена до мережі живлення; виводи вторинної обмотки зварювального трансформатора підключені до змінного струму (АС) входів мостового випрямляча напруги через ємнісний реактор, що складається з двох однополярних електролітичних конденсаторів, виходи постійного струму мостового випрямляча підключені до входів зварювального...
Попередній патент: Тверді форми нематоцидних сульфонамідів
Наступний патент: Синергетична гербіцидна композиція, яка містить пеноксулам і глуфосинатамоній
Випадковий патент: Спосіб визначення життєздатності м'яких тканин