Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах
Номер патенту: 86909
Опубліковано: 25.05.2009
Автори: Буряк Владислав Юрійович, Коротинський Олександр Євтихієвич, Богдановський Валентин Олександрович, Чередник Анатолій Дмитрович, Махлін Наум Мордухович, Гавва Віктор Маркович, Патон Борис Євгенович
Формула / Реферат
Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах, при якому швидкість зварювання визначають шляхом вимірювання довжини шляху зварювальної дуги за обраний інтервал часу при її переміщенні уздовж зварювального зразку, виконаного у вигляді однорідної електропровідної пластини з незмінною по всій її довжині площею поперечного перерізу, яка обома торцями підключена до одного з полюсів джерела зварювального струму, при цьому вимірюють струм І0, що протікає у зовнішньому зварювальному ланцюзі, і струм І1, що протікає через ділянку зварювального зразка протяжністю від плями дуги до торця зразка у напрямку якого переміщується дуга, а поточну координату Xt плями дуги оцінюють як добуток значення довжини зразка ![]() на відношення значення струму І1 до значення стуму І0, який відрізняється тим, що значення модулів струмів |І1| і |І2|, які протікають у зварювальному зразку у протилежних відносно плями дуги напрямках, визначають як середнє арифметичне групи відліків значень струмів |І1| і |І2| за інтервал часу
на відношення значення струму І1 до значення стуму І0, який відрізняється тим, що значення модулів струмів |І1| і |І2|, які протікають у зварювальному зразку у протилежних відносно плями дуги напрямках, визначають як середнє арифметичне групи відліків значень струмів |І1| і |І2| за інтервал часу ![]() по співвідношенням
по співвідношенням
де і = (10...n) - число відліків за інтервал часу ![]() , m - число відліків у групі, при яких значення |І1|і та |І2|і не дорівнюють нулю, при цьому відлік значень струмів |І1|і та |І2|і проводять з частотою, період якої встановлюють по виразу:
, m - число відліків у групі, при яких значення |І1|і та |І2|і не дорівнюють нулю, при цьому відлік значень струмів |І1|і та |І2|і проводять з частотою, період якої встановлюють по виразу:
Тотс ![]() 0,12 Тпр.макс,
0,12 Тпр.макс,
де: Тотс - період частоти відліків,
Тпр. макс - максимальна тривалість можливих динамічних переривань зварювального струму, а тривалість інтервалу часу ![]() обирають із умов
обирають із умов
![]() ,
,
де fтр.макс - максимальна частота можливого тремора м'язово-суглобового апарату рук зварника, який виконує тренаж чи тестування, усереднене значення поточної координати Xt плями дуги визначають по співвідношенню
![]()
а поточне значення середньої швидкості Vcв.cp оцінюють як відношення різниці усереднених значень координат Xt+![]() t і Xt плями дуги у моменти часу t +
t і Xt плями дуги у моменти часу t +![]() t і t відповідно до значення інтервала часу
t і t відповідно до значення інтервала часу ![]() t, тривалість якого обирають із умови
t, тривалість якого обирають із умови
![]() ,
,
де fтр.мін - мінімальна частота можливого тремора м'язово-суглобового апарату рук зварника, що виконує тренаж, tp - тривалість інтервалу часу, протягом якого розташований по вісі зварного шву метал перебуває в розплавленому стані.
Текст
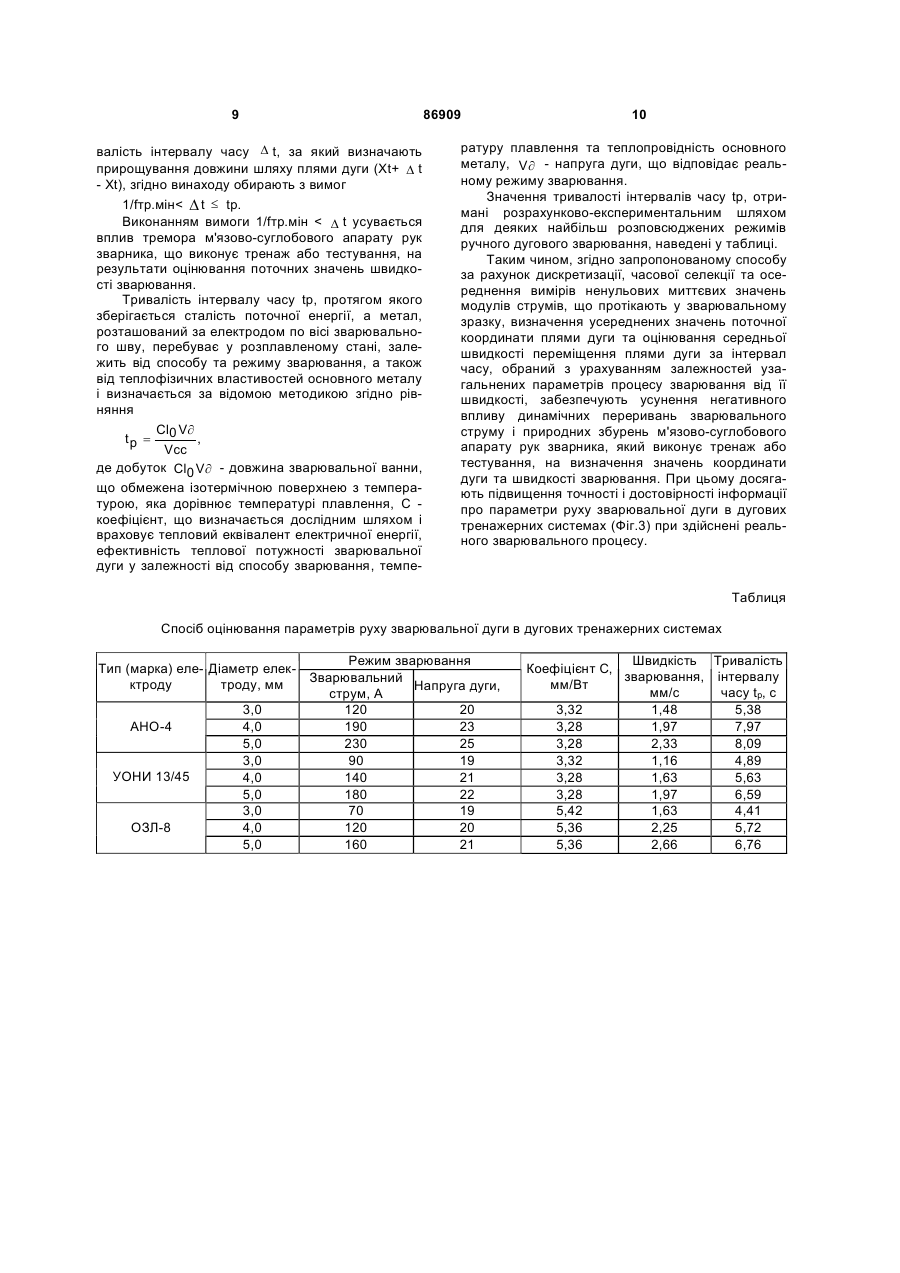
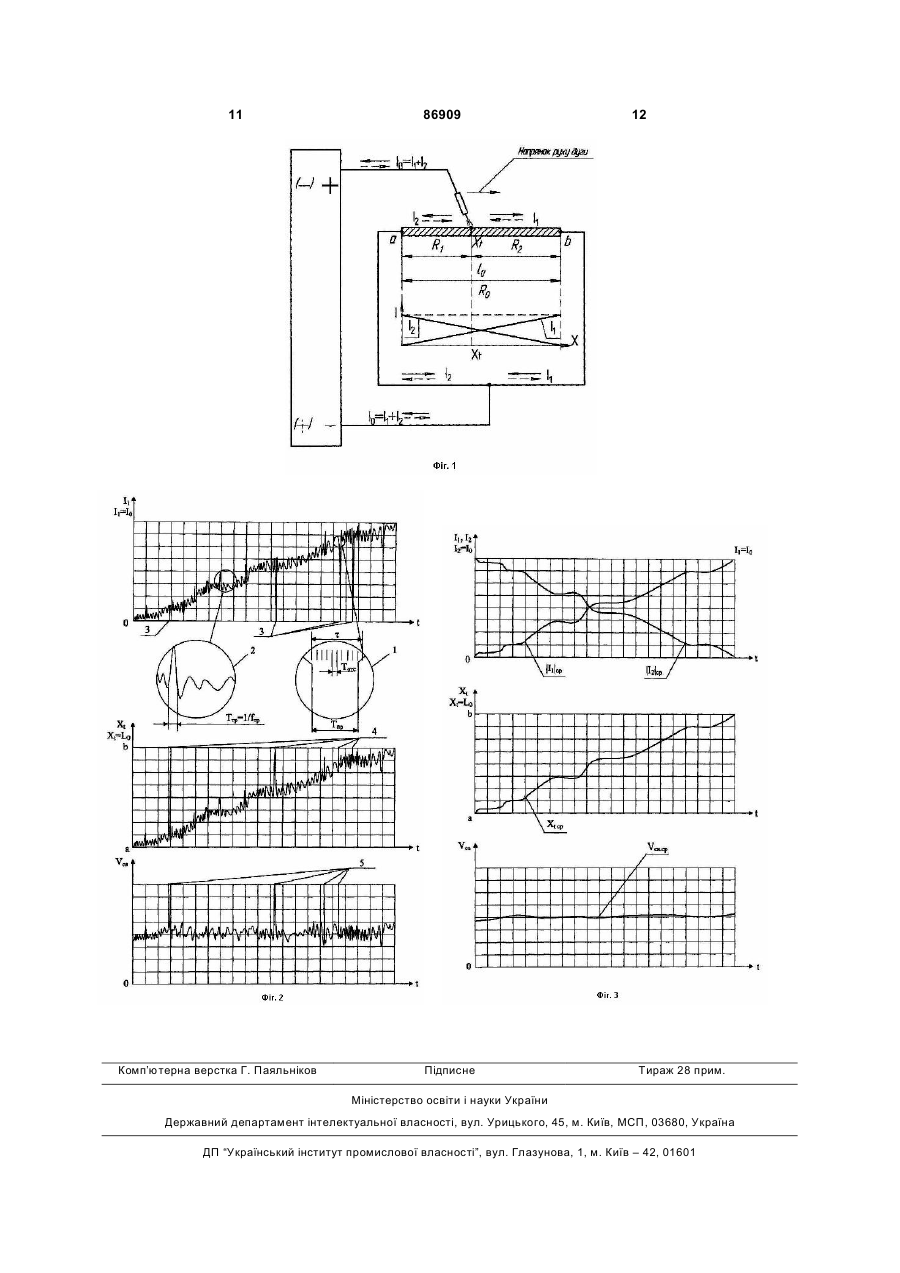
Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах, при якому швидкість зварювання визначають шляхом вимірювання довжини шляху зварювальної дуги за обраний інтервал часу при її переміщенні уздовж зварювального зразку, виконаного у вигляді однорідної електропровідної пластини з незмінною по всій її довжині площею поперечного перерізу, яка обома торцями підключена до одного з полюсів джерела зварювального струму, при цьому вимірюють струм І0, що протікає у зовнішньому зварювальному ланцюзі, і струм І1, що протікає через ділянку зварювального зразка протяжністю від плями дуги до торця зразка у напрямку якого переміщується дуга, а поточну координату Xt плями дуги оцінюють як добуток значення довжини зразка l0 на відношення значення струму І1 до значення стуму І0, який відрізняється тим, що значення модулів струмів |І1| і |І2|, які протікають у зварювальному зразку у протилежних відносно плями дуги напрямках, визначають як середнє 2 (19) 1 3 Винахід відноситься до галузі дугового зварювання, а саме до способу оцінювання просторового положення зварювальної дуги координат зварювальної дуги в дугових тренажерних системах. Володіння навиками переміщення електроду зварювального інструмента(зварювальної дуги) та підтримки у заданих межах швидкості зварювання є одною з найбільш суттєвих складових професійної підготовки електрозварників, в силу чого забезпечення контролю швидкості зварювання є важливою задачею при створенні дугових тренажерних систем. Швидкість дугового зварювання є величина, яка визначається як довжина шляху зварювальної дуги за обраний інтервал часу. Отже, оцінювання швидкості зварювання зводиться до визначення поточних значень координати зварювальної дуги на траєкторії її переміщення у процесі зварювання. Основними джерелами інформації про просторове положення та параметри руху зварювальної дуги можуть бути її оптичне або теплове випромінювання, а також електромагнітні поля у основному металі та у зоні термічного впливу дуги і зварювальної ванни. Відомо спосіб контролю руху електроду у тренажері оператора ручного дугового зварювання, при якому для стеження за рухом електроду використовують відеозйомку за допомогою використання двох цифрових відеокамер, розташованих ортогонально відносно робочого столу зварника, та двох джерел світла, що знаходяться на вісі електрода, по результатам обробки отриманих у вигляді двох світових плям відеобразів проводять оцінювання лінійних і кутових параметрів руху електрода.[Бут С.Н., Чернов А.В., Кривин В.В. Система отслеживания движения в тренажёре оператора ручной дуговой сварки. Известия вузов., Электромеханика., 2003г., №3, с.74-75]. Недоліком відомого способу є складність його технічної реалізації, особливо при здійснені імітації різних типів зварних з'єднань та просторових положень зварного шва, а також обмежені функціональні і дидактичні можливості з причин придатності тільки для імітації процесу зварювання без малоамперної або реальної зварювальної дуги. Відомо спосіб контролю просторового положення дуги та швидкості зварювання в тренажері зварника, [А. с. СРСР № 1302313, МПК: G09B19/24, опуб. 15.08.1987, Б.№30] при якому для визначення поточної координати зварювальної дуги використовують її теплове випромінювання, інформацію про яку отримують за допомогою розташованої вздовж траєкторії руху дуги системи терморезисторів та системи пошуку максимального сигналу, що переміщується услід за дугою, яка рухається з подальшою обробкою отриманої інформації і оцінюють положення дуги та швидкість процесу зварювання. Недоліком відомого способу є складність математичної обробки отриманої інформації та низька точність оцінювання поточних координат зварювальної дуги та швидкості зварювання. Розширити технологічні та дидактичні можливості дугових тренажерних систем, забезпечити простоту технічної реалізації та необхідну для рі 86909 4 шення завдань навчання чи тестування електрозварників точність визначення положення і параметрів руху зварювальної дуги і при цьому у значній мірі уникнути недоліків, притаманних способам контролю швидкості, які базуються на отриманні і обробці інформації про оптичне чи теплове випромінювання зварювальної дуги, дозволяє спосіб оцінювання швидкості зварювання, який базується на визначенні координат точкового об'єкту у потенційному полі провідного середовища. Найбільш близьким способом того ж призначення до заявленого способу, обраний як прототип, є спосіб визначення координат переміщення точкового об'єкту [Моделирование динамических систем: Аспекты мониторинга и обработки сигналов./ Васильев В.В., Грездов Г.И. Синак Л.А. и др./ Киев, НАН Украины,2002. - С.314-324]. Згідно даного способу, визначення координат переміщення точкового об'єкту, який знаходиться у викликаному джерелом струму потенціальному полі у однорідній провідній пластині прямокутної форми, торці якої і один з полюсів джерела струму з'єднані між собою або заземлені, при якому вимірюють ток І0, що протікає у зовнішньому ланцюгу, і струм І1, що протікає через ділянку пластини протяжністю від точкового об'єкту до торця пластини у напрямку якого переміщується точковий об'єкт, а його поточну координату оцінюють як добуток значення довжини пластини на відношення значення струму І1, до значення струму І0. Згідно з відомим способом, струм її, що протікає через ділянку пластини протяжністю від точкового об'єкту, яким може бути пляма дуги, до торця пластини у напрямку якого переміщується точковий об'єкт, визначають по виразу: I I1 = 0 x t , l0 де Xt - поточна координата точкового об'єкту, який рухається уздовж пластини від одного з її торців, який обрано у якості початку системи координати; l0 - довжина провідної пластини, виходячи з цього поточну координату Xt точкового об'єкту оцінюють по співвідношенню: I C t = l0 1 , I0 Різниця значень поточних координат точкового об'єкту, які відповідають моментам початку і закінчення обраного інтервалу часу, представляють собою значення довжини шляху точкового об'єкта, а відношення значення довжини шляху до значення тривалості обраного інтервалу часу - значення швидкості руху точкового об'єкту. Відомий спосіб простий за можливостями своєї технічній реалізації і дозволяє розширити технологічні й дидактичні можливості при побудові дугових тренажерних систем, але при цьому має суттєві недоліки. При здійснені реального процесу дугового зварювання можливі динамічні переривання зварювального струму, для яких характерні короткочасні тривалості з швидким поновленням зварювального струму по закінченню його переривання внаслідок достатнього ступеню залишкової іоніза 5 86909 6 ції дугового проміжку. Причинами таких перерияк середнє арифметичне групи відліків значень вань зварювального струму можуть бути помилки струмів |І1| і |І2І за інтервал часу t по співвідноу техніці зварювання, у тому числі такі, що пов'яшенням: зані з особливостями переносу металу плавкого n n електроду при порушенні нормативних значень å I1 i å I2 i довжини дугового проміжку, дисонанс між реглаi , I2 = i= 10 I1 = i = 10 cp cp ментованими та фактичними зварювальними маm m теріалами або значеннями параметрів режиму де і=(10...n)- число відліків за інтервал часу t , m зварювання, а також внаслідок змін у процесі звачисло відліків у групі, при яких значення |І1|і та |І2|і рювання значень характеристик м'язовоне дорівнюють нулю, при цьому відлік значень суставного апарату рук зварника, який виконує струмів |І1|і та |І2|і виконують з частотою, період тренаж чи тестування. Оскільки при перериванні якої встановлюють по виразу зварювального струму відношення струмів І 1/І0, що Тотс ³ 0,12 Тпр.макс, входить у вираз для координати Xt плями дуги, де: Тотс - період частоти відліків, набуває вид невизначеності 0/0, то відповідно виТпр. макс - максимальна тривалість можливих никає невизначеність як у визначенні значення динамічних переривань зварювального струму, а координати Xt плями дуги, так й в оцінюванні тривалість інтервалу часу t , обирають з умов швидкості зварювання Vcв, ЩО знижує точність та 1 достовірність вимірів довжини шляху зварюваль1,1Tпр.макс £ t £ 30f тр.макс ної дуги за обраний інтервал часу й викривлює результати тренажу або тестування зварника по де: fтр.макс. - максимальна частота можливого параметру Vcв. тремора м'язово-суглобного апарату рук зварника, Окрім того, відомий спосіб не передбачає усуякий виконує тренаж чи тестування, усереднене нення фіксації відхилень параметрів руху зварюзначення поточної координати Xt плями дуги вивальної дуги, які пов'язані з тремором - природнизначають по співвідношенню ми внутрішніми збуреннями м'язово-суглобного I1 cp , Ctcp апарату рук зварника, який виконує тренаж чи тес- = l0 I1 cp + I2 cp тування, і проявляється у мимовільних рухах рук з а поточне значення середньої швидкості Vcв.cp різною амплітудою й частотою, що знижує достооцінюють як відношення різниці усереднених знавірність інформації про координату Xt плями дуги і, отже, про швидкість зварювання Vcв. чень координат Xt+ D t і Xt плями дуги у момент Таким чином, до основних недоліків слід відчасу t + D t і t відповідно до значення інтервалу нести: часу D t, тривалість якого обирають з умови - невизначеність при оцінюванні координати та 1 < Dt £ tp, швидкості руху плями дуги, яка з'являється при fтр.мін динамічних перериваннях зварювального струму; де fтр.мін - мінімальна частота можливого тремора - недостатню достовірність результатів вимірів м'язово-суглобного апарату рук зварника, що вита обробки інформації з причин впливу на них психофізіологічних характеристик зварника, значення конує тренаж, tp - тривалість інтервалу часу, протяяких природно змінюються у процесі зварювання. гом якого розташований по вісі зварного шву меВ основу винаходу поставлена задача підвитал перебуває в розплавленому стані. щення точності й достовірності оцінювання коорЗапропонований спосіб поясняють наведені кресдинати зварювальної дуги та швидкості зварюванлення та графіки, де: - на Фіг.1 зображені схема та ня в дугових тренажерних системах. ідеалізовані діаграми розподілу струмів у зварювальному зразку, виконаному у вигляді однорідної Поставлена задача вирішується тим, що у електропровідної пластини прямокутної форми; способі оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах, при яких - на Фіг.2 зображений приклад графіка, який швидкість зварювання визначають шляхом виміру відображує вплив динамічних переривань зварюдовжини шляху зварювальної дуги за обраний вального струму і тремора м'язово-суглобного інтервал часу при її переміщені уздовж зварюваапарату рук зварника, який виконує тренаж на рельного зразка, який виконаний у вигляді однорідзультати вимірів значень струму її і оцінювання ної електропровідної пластини з незмінною по всій координати Xt плями дуги та швидкості зварювання Vcв. її довжині площею поперечного перерізу, яка обо- на Фіг.3 зображений приклад графіка , який ма торцями підключена до одного з полюсів джерела зварювального струму. При цьому вимірюють відображує результати вимірів усереднених знаструм І0, що протікає у зовнішньому зварювальночень струмів |І1|ср і |І2|ср і оцінювання усереднених му ланцюгу, і струм І1, що протікає через ділянку значень координати Xtcp плями дуги та середньої зварювального зразка протяжністю від плями дуги швидкості зварювання Vcв.ср. до торця зразка у напрямку якого переміщується Основою запропонованого способу є дискредуга. Поточну координату Xt плями дуги оцінюють тизація вимірів, часова селекція та осереднення вимірів миттєвих значень струмів, що протікають у як добуток значення довжини зразка l0 на віднопротилежних відносно плями дуги напрямках у шення значення струму І1 до значення стуму І0. зварювальному зразку, який виконаний у вигляді Згідно винаходу, значення модулів струмів |І1| і |І2|, однорідної електропровідної пластини прямокутної що протікають у зварювальному зразку в протилеформи, обидва торця якої підключені до одного з жних відносно плями дуги напрямках, визначають 7 86909 полюсів джерела зварювального струму. По результатам осереднених вимірів значень струмів, що протікають у зварювальному зразку, визначають усередненні значення координати плями дуги, що рухається, і оцінюють значення середньої швидкості зварювання за обраний інтервал часу. Виходячи з очевидної рівності R0 = R1+R2 (Фіг.1), де R0 - електричний опір зварювального зразку, який представляє собою однорідну провідну пластину з незмінною по всій її довжині to площею поперечного перерізу, R1 - опір ділянки зварювального зразка a xt, R2 - опір ділянки Xtb зварювального зразка протяжністю від плями дуги до торцю зразка у напрямку якого переміщається дуга, відношення для координати Xt плями дуги можуть бути представлені як: R R Ct = l0 1 , Ct = l0 (1 - 1 ), або R0 R0 Враховуючи еквіпотенціальність торців а і b зварювального зразку та рішень відповідних законам Кирхгофа рівнянь І0 = І1 +І2 і І2 R1 = І1R2, де І0 - струм, що протікає у зовнішньому зварювальному ланцюгу, І1 - струм, що протікає через ділянку зварювального зразка, опір якого R2, І2 - струм, що протікає через ділянку зварювального зразка, опір якого R1, миттєві значення струмів І1 і І2 визначають по виразам: Xt Xt I1 = I0 i I1 = I0 (1 ), l0 l0 а значення поточної координати Xt плями дуги-по виразам: Ct = l0 I1 , I1 + I 2 або Ct = l0 (1 I1 ), I1 + I 2 Згідно винаходу, для визначення значень струмів І1 і І2 вимірюють модулі їх миттєвих значень |І1| і |І2|, що забезпечує можливість реалізації запропонованого способу незалежно від полярності зварювального струму, яка визначається способом зварювання-наприклад, ручне дугове зварювання покритими електродами та механізоване зварювання плавким електродом здійснюють переважно на „зворотній" полярності зварювального струму („плюс" на електроді), а зварювання неплавким електродом у середовищі інертних газів на „прямій" полярності („мінус "на електроді). Виміри модулів миттєвих значень струмів |І1| і |І2| виконують шляхом їх дискретних відліків , результати вимірів осереднюють визначенням середнього арифметичного значень |І1|ср і |І2|ср за інтервал часу t , при цьому враховують результати тільки тих відліків, при яких миттєві значення струмів |І1|і і |І2|і не дорівнюють нулю. Виконанням встановлених згідно запропонованому способу вимог Тотс ³ 0,12 Тпр..макс та t ³ 0,12 Тпр..макс, досягається усунення фіксування нульових миттєвих значень струмів |І1|і і |І2|і при динамічних перериваннях зварювального струму (криві 3 на Фіг.1), бо навіть у випадку, коли момент першого відліку із їх групи, що відповідає 8 інтервалу часу t , співпадає з моментом початку тривалості Тпр.макс динамічних переривань зварювального струму, загальне число відліків у групі становить 10(фрагмент 1 на Фіг.2), а тривалість інтервалу часу Т дорівнює 1,1.Тпр.макс, принаймні один з відліків цієї групи буде мати ненульове значення. Таким чином, відповідно до винаходу, виключається невизначеність у оцінюванні координати плями дуги (криві 4 на Фіг.2) та швидкості зварювання (криві 5 на Фіг.2) при можливих динамічних пререваннях зварювального струму. З другого боку, експериментально встановлено, що для практично повного усунення впливу тремора м'язово-суглобного апарату рук зварника, який виконує тренаж (фрагмент 2 на Фіг.2) на результати визначення координати плями дуги, частота вимірів значень струмів, що протікають у зварювальному зразку повинна перевищувати максимальну частоту тремора не менш, ніж у 30 разів, що і обумовлює вимогу t £ 1/30 fтр.макс. Тривалість можливих динамічних переривань зварювального струму залежить від цілої низки чинників - хімічного складу зварювальних матеріалів, їх покриття та захисного середовища, щільності зварювального струму, що протікає через електрод, ступеню іонізації дугового проміжку у момент, передуючий динамічному перериванню зварювального струму, теплового режиму зварювальної ванни та інше. Дослідним шляхом встановлено, що при різноманітних способах дугового зварювання максимальна тривалість Тпр.макс динамічних переривань зварювального струму не перевищує 0,8•10-3с. Разом з тим відомо, що діапазон частот можливого тремора м'язовосуглобного апарату рук зварника, який виконує тренаж (фрагмент 2 на Фіг.2), складає (5...30)Гц. Отже, при значенні Тпр.макс = 0,8•10-3 с, згідно із пропонованим способом, Тотс - період частоти відліків миттєвих значень струмів |І1| і |І2| повинен бути не менше ніж 0,096•10-Зс, а тривалість інтервалу часу t повинна складати не менш, ніж 0,88•10-3с, але не більш, ніж 1,1 • 10-3 а, Діапазон тривалості інтервалу часу t , що відповідає умові 1 , забезпечує визнаTпр.макс £ t £ 30f тр.макс чення усереднених значень поточної координати Xtcp з незначною похибкою відносно її реального миттєвого значення Xt. Приклад: При тривалості інтервалу часу t = 1,1•10-3 с та за умови, що на протязі інтервалу часу t переміщення зварювального інструменту (плями дуги) здійснюють з максимальною для ручного дугового зварювання швидкістю 15м/год (4,16мм/с), максимальна абсолютна похибка визначення значення поточної координати Xt плями дуги становить не більш, ніж 4,58•10-3мм, а відносна похибка - не більш, ніж 0,11%. Для забезпечення точності оцінювання поточного значення середньої швидкості зварювання Усв.ср з урахуванням її взаємозв'язку з узагальненими параметрами реального зварювального процесу та психофізіологічними характеристиками зварника, що виконує тренаж або тестування, три 9 валість інтервалу часу D t, за який визначають прирощування довжини шляху плями дуги (Xt+ D t - Xt), згідно винаходу обирають з вимог 1/fтр.мін< D t £ tp. Виконанням вимоги 1/fтр.мін < D t усувається вплив тремора м'язово-суглобового апарату рук зварника, що виконує тренаж або тестування, на результати оцінювання поточних значень швидкості зварювання. Тривалість інтервалу часу tp, протягом якого зберігається сталість поточної енергії, а метал, розташований за електродом по вісі зварювального шву, перебуває у розплавленому стані, залежить від способу та режиму зварювання, а також від теплофізичних властивостей основного металу і визначається за відомою методикою згідно рівняння Cl0 V¶ , tp = Vсс де добуток Cl0 V¶ - довжина зварювальної ванни, що обмежена ізотермічною поверхнею з температурою, яка дорівнює температурі плавлення, С коефіцієнт, що визначається дослідним шляхом і враховує тепловий еквівалент електричної енергії, ефективність теплової потужності зварювальної дуги у залежності від способу зварювання, темпе 86909 10 ратуру плавлення та теплопровідність основного металу, V¶ - напруга дуги, що відповідає реальному режиму зварювання. Значення тривалості інтервалів часу tp, отримані розрахунково-експериментальним шляхом для деяких найбільш розповсюджених режимів ручного дугового зварювання, наведені у таблиці. Таким чином, згідно запропонованому способу за рахунок дискретизації, часової селекції та осереднення вимірів ненульових миттєвих значень модулів струмів, що протікають у зварювальному зразку, визначення усереднених значень поточної координати плями дуги та оцінювання середньої швидкості переміщення плями дуги за інтервал часу, обраний з урахуванням залежностей узагальнених параметрів процесу зварювання від її швидкості, забезпечують усунення негативного впливу динамічних переривань зварювального струму і природних збурень м'язово-суглобового апарату рук зварника, який виконує тренаж або тестування, на визначення значень координати дуги та швидкості зварювання. При цьому досягають підвищення точності і достовірності інформації про параметри руху зварювальної дуги в дугових тренажерних системах (Фіг.3) при здійснені реального зварювального процесу. Таблиця Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах Режим зварювання Тип (марка) еле- Діаметр елекЗварювальний ктроду троду, мм Напруга дуги, струм, А 3,0 120 20 АНО-4 4,0 190 23 5,0 230 25 3,0 90 19 УОНИ 13/45 4,0 140 21 5,0 180 22 3,0 70 19 ОЗЛ-8 4,0 120 20 5,0 160 21 Швидкість Тривалість Коефіцієнт С, зварювання, інтервалу мм/Вт мм/с часу tp, с 3,32 1,48 5,38 3,28 1,97 7,97 3,28 2,33 8,09 3,32 1,16 4,89 3,28 1,63 5,63 3,28 1,97 6,59 5,42 1,63 4,41 5,36 2,25 5,72 5,36 2,66 6,76 11 Комп’ютерна верстка Г. Паяльніков 86909 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for evaluation of parameters of motion of welding arc in arc simulation systems
Автори англійськоюPaton Borys Yevhenovych, Korotynskyi Oleksandr Yevtikhievych, Bohdanovskyi Valentyn Oleksandrovych, Havva Viktor Markovych, Makhlin Naum Mordukhovych, Buriak Vladyslav Yuriiovych, Cherednyk Anatolii Dmytrovych
Назва патенту російськоюСпособ оценки параметров движения сварочной дуги в дуговых тренажерных системах
Автори російськоюПатон Борис Евгениевич, Коротинский Александр Евтихиевич, Богдановский Валентин Александрович, Гавва Виктор Маркович, Махлин Наум Мордухович, Буряк Владислав Юрьевич, Чередник Анатолий Дмитриевич
МПК / Мітки
МПК: B23K 9/10, G09B 19/24
Мітки: тренажерних, спосіб, системах, оцінювання, дуги, руху, дугових, параметрів, зварювальної
Код посилання
<a href="https://ua.patents.su/6-86909-sposib-ocinyuvannya-parametriv-rukhu-zvaryuvalno-dugi-v-dugovikh-trenazhernikh-sistemakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінювання параметрів руху зварювальної дуги в дугових тренажерних системах</a>
Спосіб оцінки стійкості електричної зварювальної дуги
Номер патенту: 23766
Опубліковано: 11.06.2007
Автори: Донченко Євген Іванович, Лисак Віталій Карпович, Малигіна Світлана Валеріївна
МПК: B23K 35/02
Мітки: електричної, оцінки, зварювальної, дуги, стійкості, спосіб
Формула / Реферат:
Спосіб оцінки стійкості електричної зварювальної дуги, що включає збудження дуги між електродом і пластиною з різним станом поверхні та забезпечення горіння дуги до її обриву, який відрізняється тим, що забезпечується горіння дуги при переміщенні електрода по пластині зі швидкістю зварювання, а як критерій стійкості горіння дуги приймають коефіцієнт К, що дорівнює:
Джерело живлення зварювальної дуги змінним прямокутним струмом
Номер патенту: 81980
Опубліковано: 25.02.2008
Автори: Стемковський Євген Петрович, Пентегов Ігор Володимирович, Кісліцин Віктор Михайлович, Полуян Станіслав Онуфрійович, Шейковський Дмитро Олексійович, Письменний Олександр Семенович
МПК: B23K 9/00
Мітки: живлення, зварювальної, прямокутним, змінним, джерело, дуги, струмом
Формула / Реферат:
Джерело живлення зварювальної дуги змінним прямокутним струмом, що містить: керований випрямляч; два реакторних індуктивних накопичувачі енергії (ІНЕ), кожний з яких одним виводом з'єднаний із плюсом згаданого випрямляча, два діоди, анодами приєднані до відповідних вільних виводів, що залишилися, згаданих ІНЕ, а катодами - до різних полюсів комутуючого конденсатора й одночасно до анодів двох тиристорів, у яких катоди з'єднані з мінусом...
Джерело живлення зварювальної дуги
Номер патенту: 69593
Опубліковано: 15.09.2004
Автори: Пентегов Ігор Володимирович, Римар Сергій Володимирович, Лавренюк Андрій Валентинович, Полуян Станіслав Онуфріевич
МПК: B23K 9/00
Мітки: дуги, зварювальної, живлення, джерело
Формула / Реферат:
1. Джерело живлення для зварювання в середовищі вуглекислого газу електродом, що плавиться, яке містить зварювальний трансформатор, двомостовий випрямляч і дросель, що виконаний з відпайками для регулювання індуктивності в залежності від вибраного режиму роботи джерела живлення і включений послідовно з дуговим проміжком, яке відрізняється тим, що воно містить трифазно-двофазний зварювальний трансформатор, що на вторинній стороні має дві...
Спосіб визначення електричних параметрів характерних зон піделектродного простору дугових та рудотермічних електропечей
Номер патенту: 6554
Опубліковано: 16.05.2005
Автори: Кузьменко Сергій Миколайович, Ольшанський Володимир Ілліч, Грунов Володимир Петрович, Ніколенко Анатолій Васильович, Лапін Євген Володимирович
МПК: H05B 7/00
Мітки: зон, простору, рудотермічних, електропечей, електричних, спосіб, дугових, параметрів, визначення, піделектродного, характерних
Формула / Реферат:
Спосіб визначення електричних параметрів характерних зон піделектродного простору дугових і рудотермічних електропечей, який містить в собі вимірювання миттєвих значень струмів електродів кожної фази і падіння напруг на ділянці "електрод - струмопровідна подина" на часовому інтервалі, кратному періоду зміни струму, визначення їх спектральних складових, який відрізняється тим, що знаходять диференційний активний опір електрода,...
Спосіб визначення індивідуальних сагітальних параметрів зубної дуги верхньої щелепи
Номер патенту: 22976
Опубліковано: 25.04.2007
Автор: Філімонов Юрій Вікторович
МПК: A61C 19/00
Мітки: верхньої, спосіб, визначення, дуги, зубної, індивідуальних, параметрів, сагітальних, щелепи
Формула / Реферат:
Спосіб визначення індивідуальних сагітальних параметрів зубної дуги верхньої щелепи, який відрізняється тим, що вимірюють мезіодистальні розміри 12, 11, 21, 22 зубів та визначають сагітальні параметри зубної дуги між центральними різцями та премолярною лінією (передня відстань) та відстань між премолярною лінією і молярною лінією за допомогою наступних лінійних рівнянь, для хлопчиків: відстань передня (МД11+МД12+МД21+МД22)*100/184,66...
Попередній патент: Спосіб тривалого зберігання мікроводоростей
Наступний патент: Пристрій для вимірювання швидкості ультразвуку
Випадковий патент: Рибні пресерви в апельсиновому соусі "нептун"