Дворізцева адаптивна розточувальна головка
Номер патенту: 114667
Опубліковано: 10.07.2017

Формула / Реферат
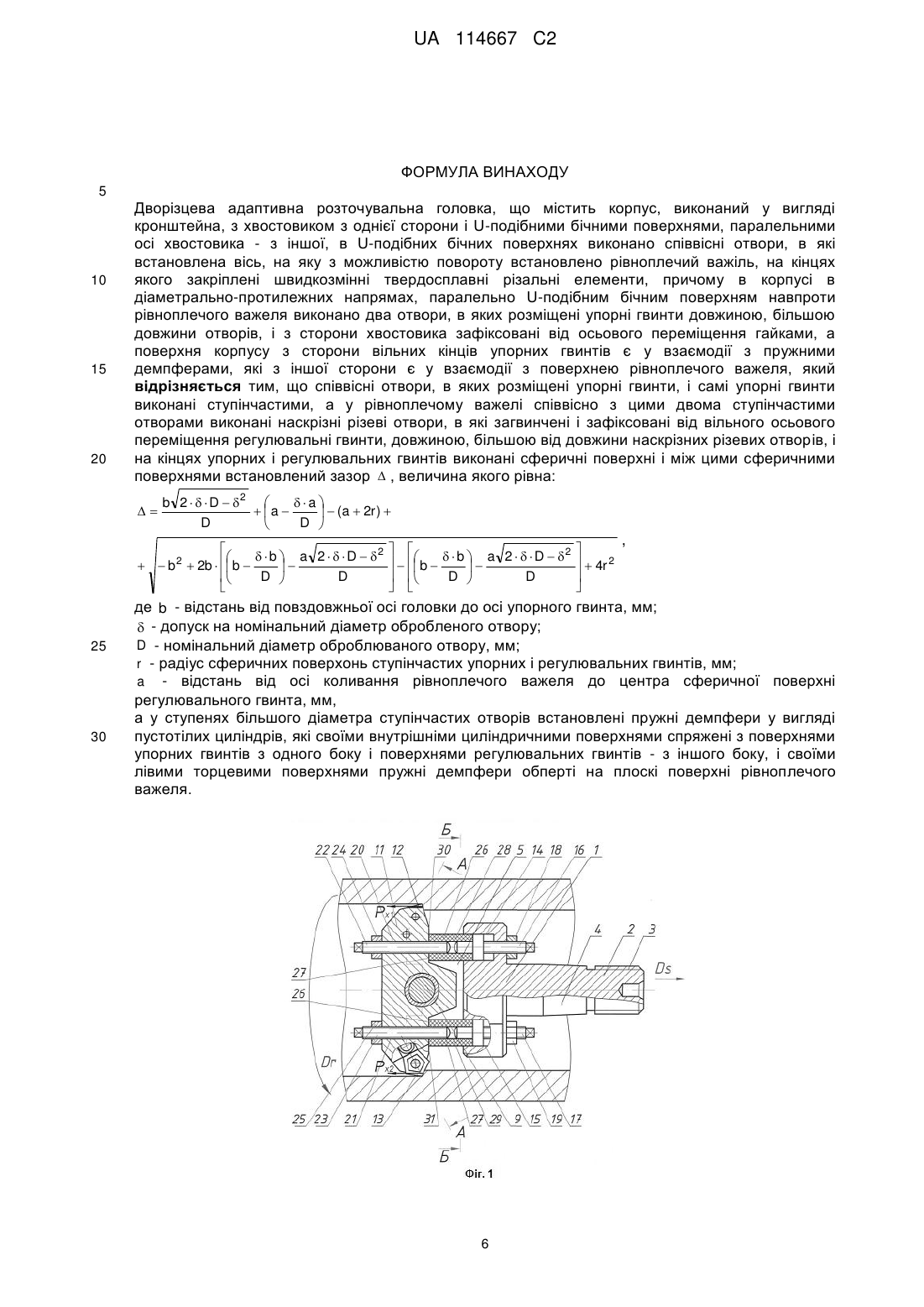
Дворізцева адаптивна розточувальна головка, що містить корпус, виконаний у вигляді кронштейна, з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика - з іншої, в U-подібних бічних поверхнях виконано співвісні отвори, в які встановлена вісь, на яку з можливістю повороту встановлено рівноплечий важіль, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи, причому в корпусі в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням навпроти рівноплечого важеля виконано два отвори, в яких розміщені упорні гвинти довжиною, більшою довжини отворів, і з сторони хвостовика зафіксовані від осьового переміщення гайками, а поверхня корпусу з сторони вільних кінців упорних гвинтів є у взаємодії з пружними демпферами, які з іншої сторони є у взаємодії з поверхнею рівноплечого важеля, який відрізняється тим, що співвісні отвори, в яких розміщені упорні гвинти, і самі упорні гвинти виконані ступінчастими, а у рівноплечому важелі співвісно з цими двома ступінчастими отворами виконані наскрізні різеві отвори, в які загвинчені і зафіксовані від вільного осьового переміщення регулювальні гвинти, довжиною, більшою від довжини наскрізних різевих отворів, і на кінцях упорних і регулювальних гвинтів виконані сферичні поверхні і між цими сферичними поверхнями встановлений зазор ![]() , величина якого рівна:
, величина якого рівна:
 ,
,
де ![]() - відстань від повздовжньої осі головки до осі упорного гвинта, мм;
- відстань від повздовжньої осі головки до осі упорного гвинта, мм;
![]() - допуск на номінальний діаметр обробленого отвору;
- допуск на номінальний діаметр обробленого отвору;
![]() - номінальний діаметр оброблюваного отвору, мм;
- номінальний діаметр оброблюваного отвору, мм;
![]() - радіус сферичних поверхонь ступінчастих упорних і регулювальних гвинтів, мм;
- радіус сферичних поверхонь ступінчастих упорних і регулювальних гвинтів, мм;
![]() - відстань від осі коливання рівноплечого важеля до центра сферичної поверхні регулювального гвинта, мм,
- відстань від осі коливання рівноплечого важеля до центра сферичної поверхні регулювального гвинта, мм,
а у ступенях більшого діаметра ступінчастих отворів встановлені пружні демпфери у вигляді пустотілих циліндрів, які своїми внутрішніми циліндричними поверхнями спряжені з поверхнями упорних гвинтів з одного боку і поверхнями регулювальних гвинтів - з іншого боку, і своїми лівими торцевими поверхнями пружні демпфери обперті на плоскі поверхні рівноплечого важеля.
Текст
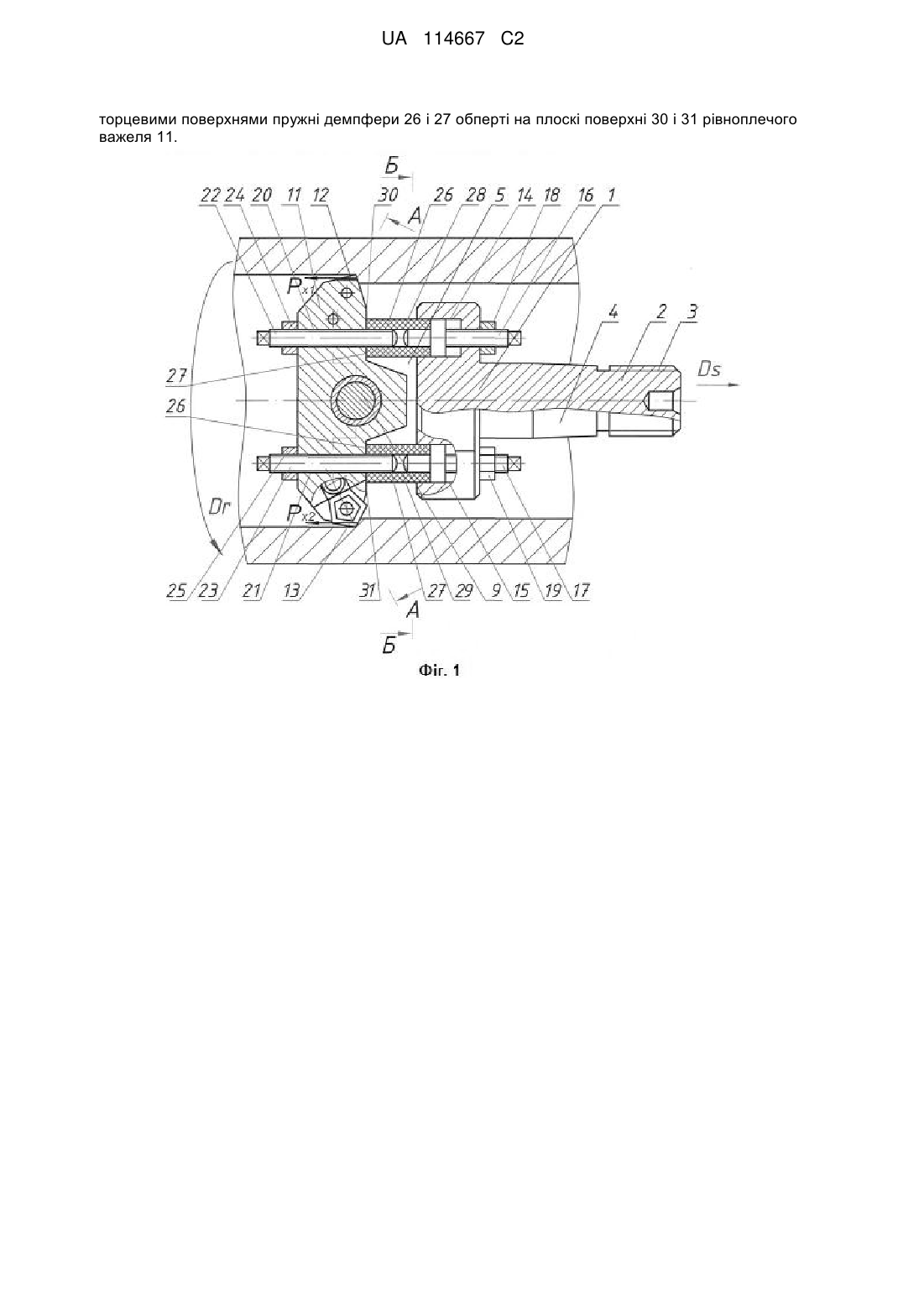
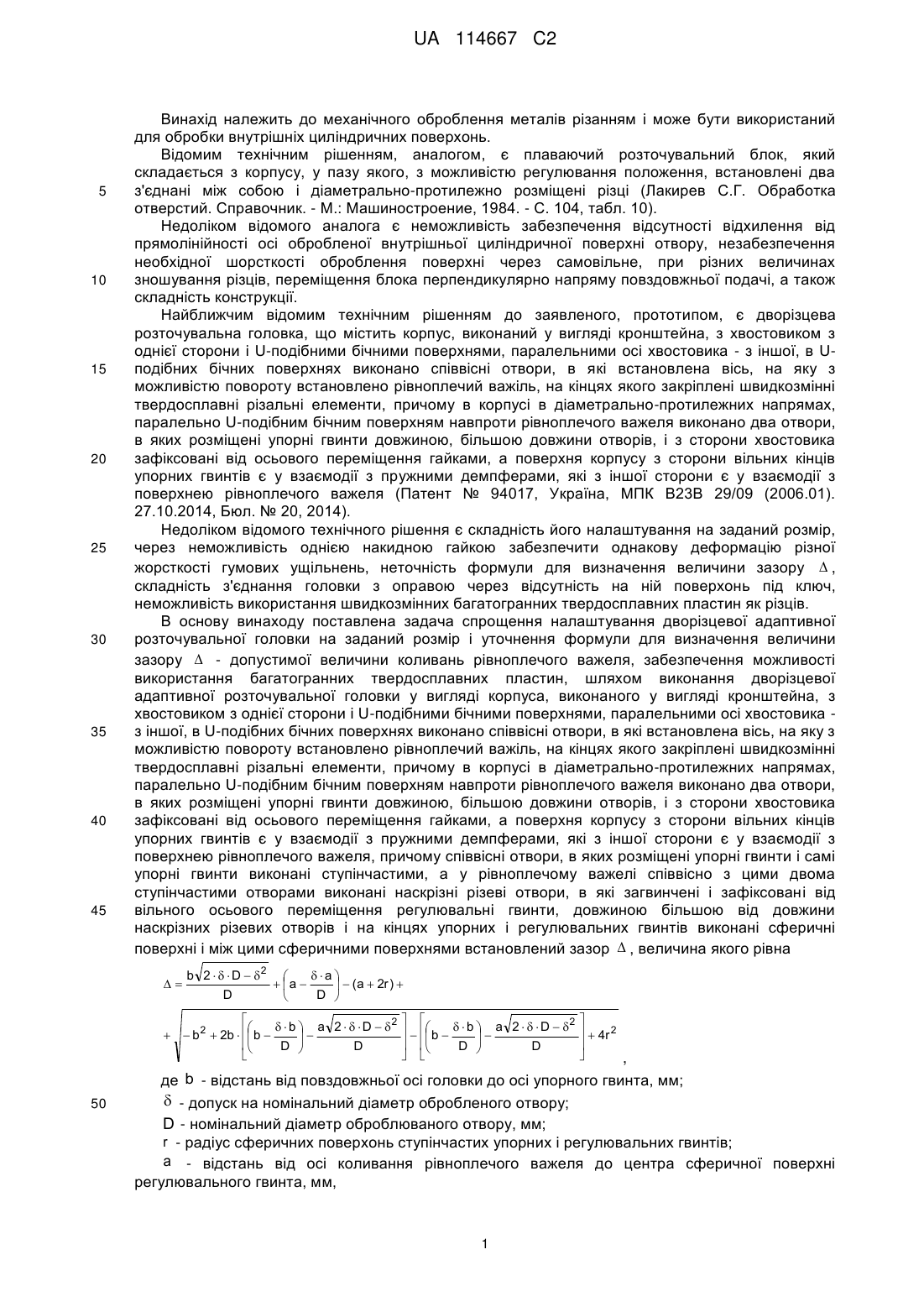
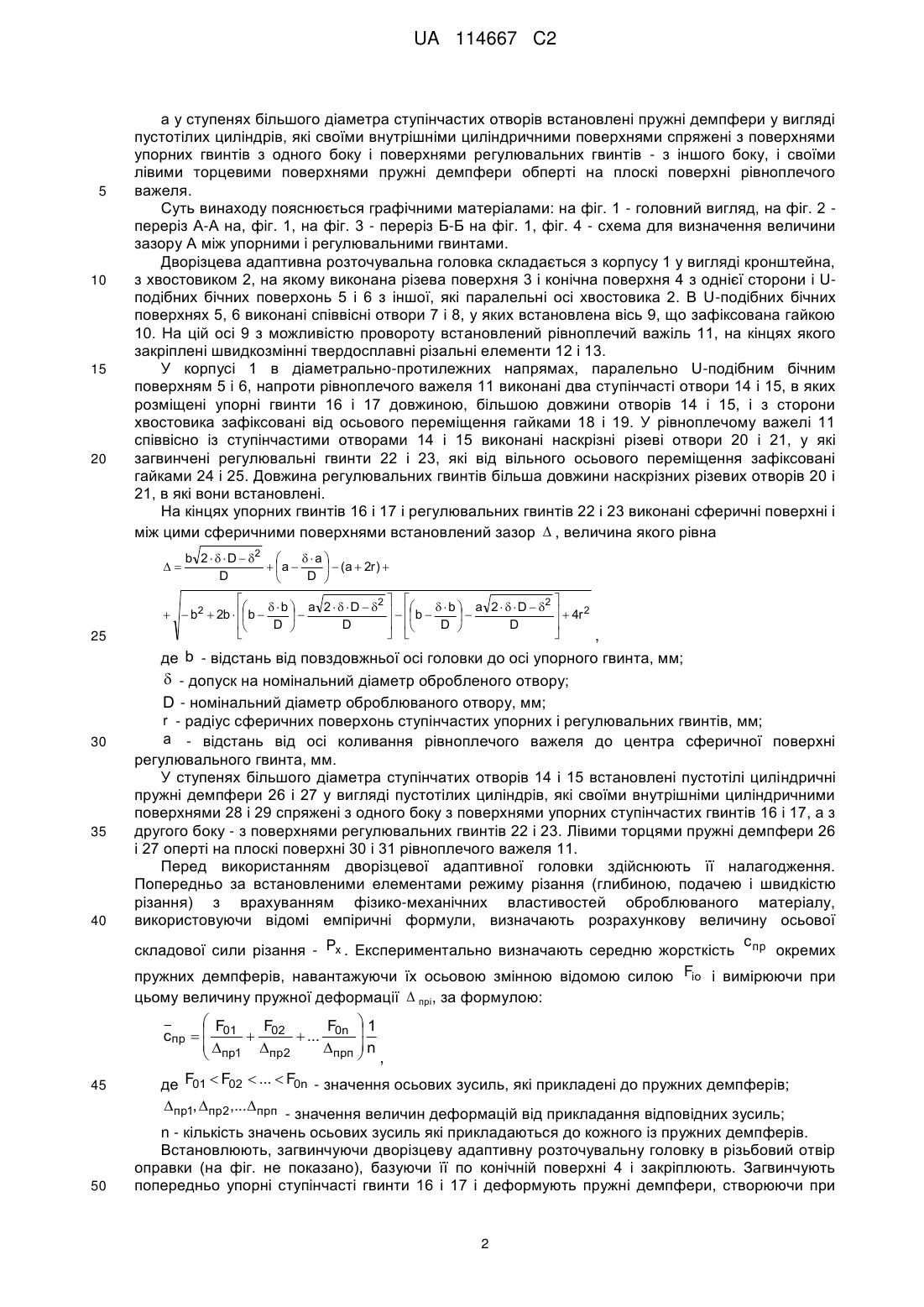
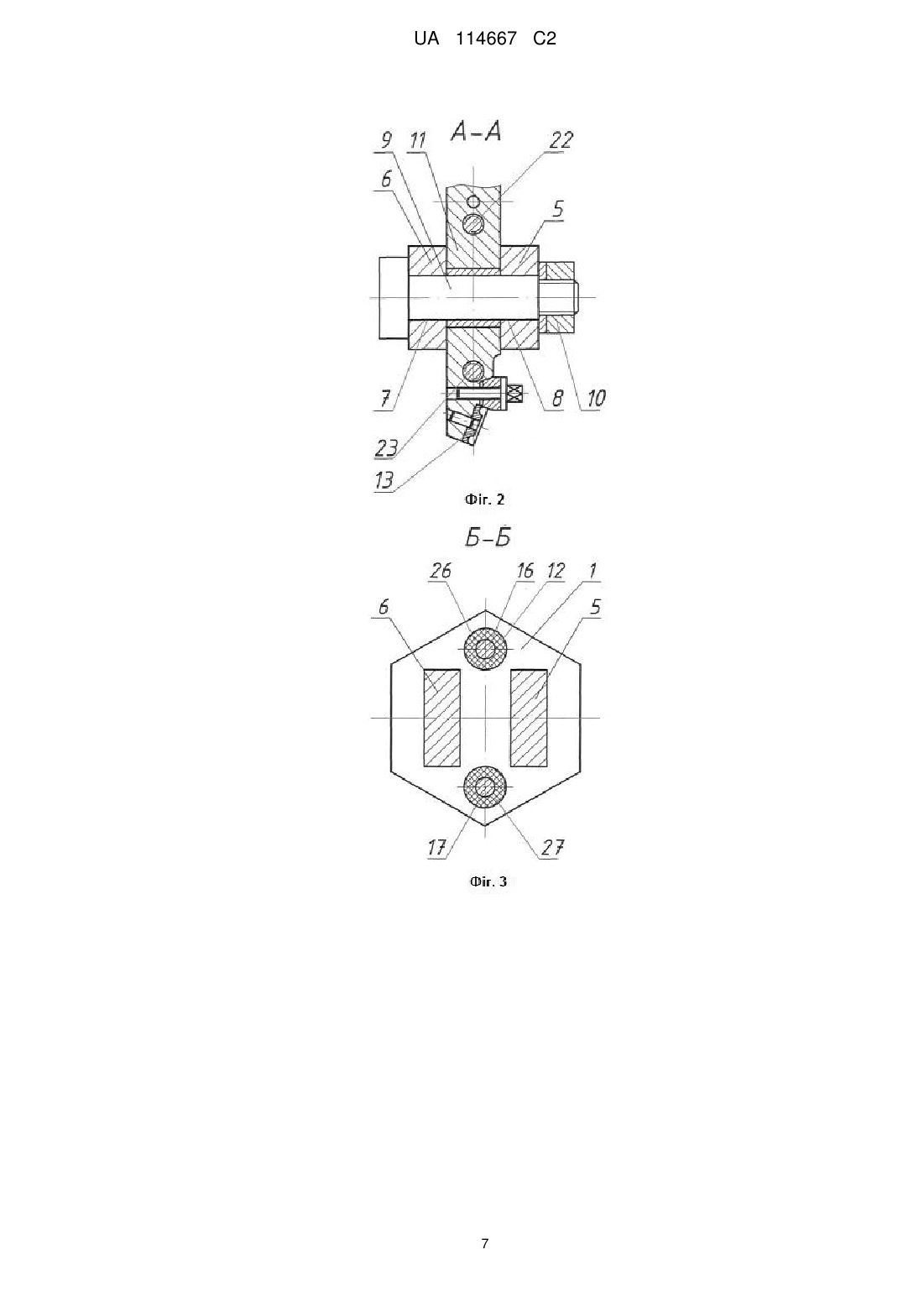
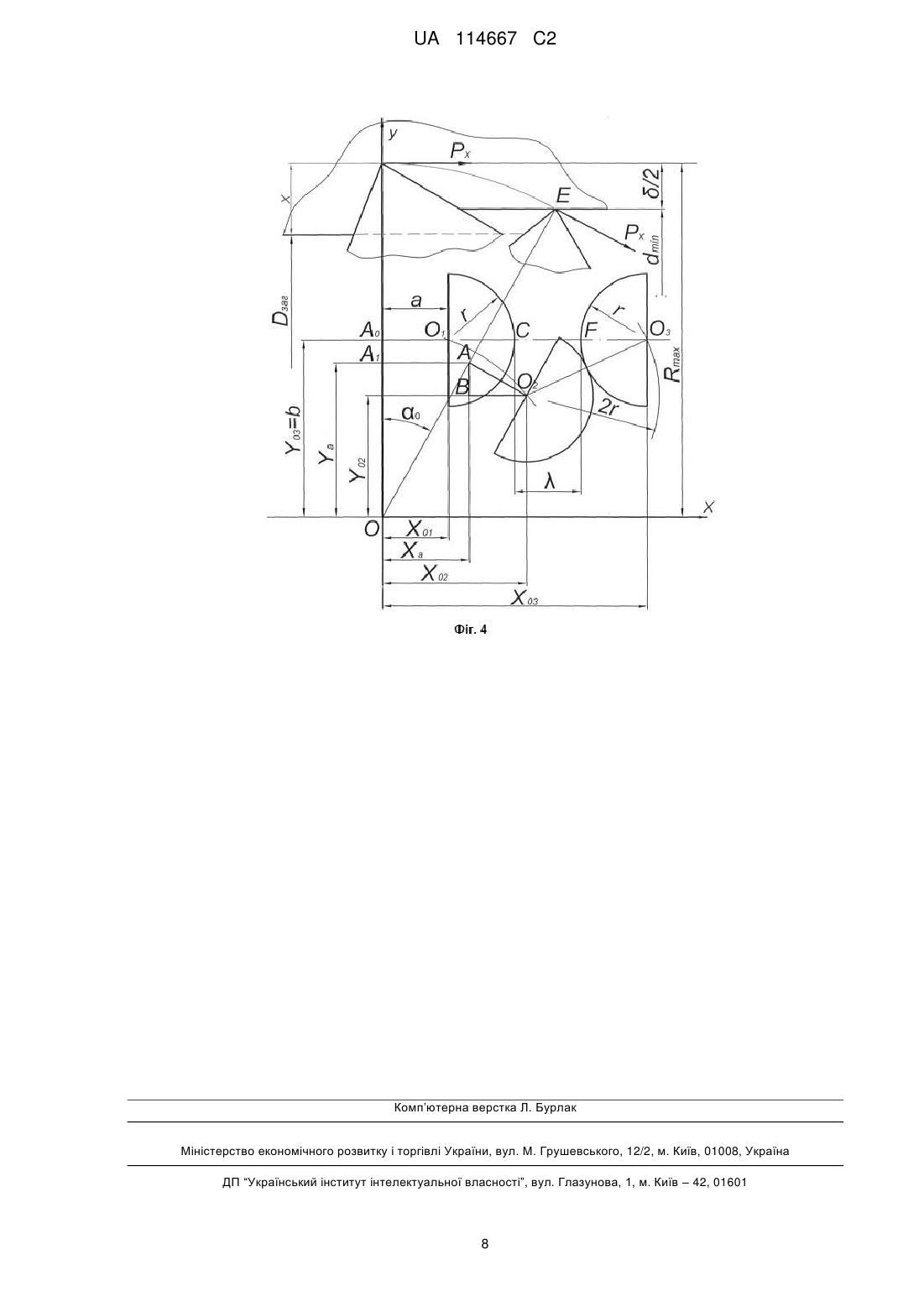
Реферат: Винахід належить до механічного оброблення металів різанням і може бути використаний для обробки внутрішніх циліндричних поверхонь, що забезпечує спрощення налаштування дворізцевої адаптивної розточувальної головки на заданий розмір і уточнення формули для визначення величини зазору А - допустимої величини коливань рівноплечого важеля, забезпечення можливості використання багатогранних твердосплавних пластин, шляхом виконання дворізцевої адаптивної розточувальної головки, що містить корпус 1 у вигляді кронштейна, з хвостовиком 2 з однієї сторони і U-подібними бічними поверхнями 5 і 6, паралельними осі хвостовика 2 - з іншої. В U-подібних бічних поверхнях 5 і 6 виконано співвісні отвори 7 і 8, в які встановлена вісь 9. На вісь 9 з можливістю повороту встановлено рівноплечий важіль 11, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи 12 і 13. В корпусі 1 в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням 5 і 6 навпроти рівноплечого важеля 11 виконано два отвори 14 і 15. В ці отвори 14 і 15 розміщені упорні гвинти 16 і 17 довжиною, більшою довжини отворів 14 і 15, які з сторони хвостовика 2 зафіксовані від осьового переміщення гайками 18 і 19. Поверхня корпусу 1 зі сторони вільних кінців упорних гвинтів 16 і 17 є у взаємодії з пружними демпферами 26 і 27, які з іншої сторони є у взаємодії з поверхнею рівноплечого важеля 11. Співвісні отвори 14 і 15, в яких розміщені упорні гвинти 16 і 17, і самі упорні гвинти виконані ступінчастими. У рівноплечому важелі 11 співвісно з цими двома ступінчастими отворами 14 і 15 виконані наскрізні різеві отвори 20 і 21, в які загвинчені і зафіксовані від вільного осьового переміщення регулювальні гвинти 22 і 23. Довжина регулювальних гвинтів 22 і 23 більша довжини наскрізних різевих отворів 20 і 21. На кінцях упорних 16 і 17 і регулювальних і 23 гвинтів виконані сферичні поверхні і між цими сферичними поверхнями встановлений зазор , а у ступенях більшого діаметра ступінчастих отворів 14 і 15 встановлені пружні демпфери 26 і 27 у вигляді пустотілих циліндрів, які своїми внутрішніми циліндричними поверхнями 28 і 29 спряжені з поверхнями упорних гвинтів 16 і 17 з одного боку і поверхнями регулювальних гвинтів 22 і 23 - з іншого боку. Своїми лівими UA 114667 C2 (12) UA 114667 C2 торцевими поверхнями пружні демпфери 26 і 27 обперті на плоскі поверхні 30 і 31 рівноплечого важеля 11. UA 114667 C2 5 10 15 20 25 30 35 40 45 Винахід належить до механічного оброблення металів різанням і може бути використаний для обробки внутрішніх циліндричних поверхонь. Відомим технічним рішенням, аналогом, є плаваючий розточувальний блок, який складається з корпусу, у пазу якого, з можливістю регулювання положення, встановлені два з'єднані між собою і діаметрально-протилежно розміщені різці (Лакирев С.Г. Обработка отверстий. Справочник. - М.: Машиностроение, 1984. - С. 104, табл. 10). Недоліком відомого аналога є неможливість забезпечення відсутності відхилення від прямолінійності осі обробленої внутрішньої циліндричної поверхні отвору, незабезпечення необхідної шорсткості оброблення поверхні через самовільне, при різних величинах зношування різців, переміщення блока перпендикулярно напряму повздовжньої подачі, а також складність конструкції. Найближчим відомим технічним рішенням до заявленого, прототипом, є дворізцева розточувальна головка, що містить корпус, виконаний у вигляді кронштейна, з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика - з іншої, в Uподібних бічних поверхнях виконано співвісні отвори, в які встановлена вісь, на яку з можливістю повороту встановлено рівноплечий важіль, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи, причому в корпусі в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням навпроти рівноплечого важеля виконано два отвори, в яких розміщені упорні гвинти довжиною, більшою довжини отворів, і з сторони хвостовика зафіксовані від осьового переміщення гайками, а поверхня корпусу з сторони вільних кінців упорних гвинтів є у взаємодії з пружними демпферами, які з іншої сторони є у взаємодії з поверхнею рівноплечого важеля (Патент № 94017, Україна, МПК В23В 29/09 (2006.01). 27.10.2014, Бюл. № 20, 2014). Недоліком відомого технічного рішення є складність його налаштування на заданий розмір, через неможливість однією накидною гайкою забезпечити однакову деформацію різної жорсткості гумових ущільнень, неточність формули для визначення величини зазору , складність з'єднання головки з оправою через відсутність на ній поверхонь під ключ, неможливість використання швидкозмінних багатогранних твердосплавних пластин як різців. В основу винаходу поставлена задача спрощення налаштування дворізцевої адаптивної розточувальної головки на заданий розмір і уточнення формули для визначення величини зазору - допустимої величини коливань рівноплечого важеля, забезпечення можливості використання багатогранних твердосплавних пластин, шляхом виконання дворізцевої адаптивної розточувальної головки у вигляді корпуса, виконаного у вигляді кронштейна, з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика з іншої, в U-подібних бічних поверхнях виконано співвісні отвори, в які встановлена вісь, на яку з можливістю повороту встановлено рівноплечий важіль, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи, причому в корпусі в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням навпроти рівноплечого важеля виконано два отвори, в яких розміщені упорні гвинти довжиною, більшою довжини отворів, і з сторони хвостовика зафіксовані від осьового переміщення гайками, а поверхня корпусу з сторони вільних кінців упорних гвинтів є у взаємодії з пружними демпферами, які з іншої сторони є у взаємодії з поверхнею рівноплечого важеля, причому співвісні отвори, в яких розміщені упорні гвинти і самі упорні гвинти виконані ступінчастими, а у рівноплечому важелі співвісно з цими двома ступінчастими отворами виконані наскрізні різеві отвори, в які загвинчені і зафіксовані від вільного осьового переміщення регулювальні гвинти, довжиною більшою від довжини наскрізних різевих отворів і на кінцях упорних і регулювальних гвинтів виконані сферичні поверхні і між цими сферичними поверхнями встановлений зазор , величина якого рівна b 2 D 2 a a (a 2r ) D D b a 2 D 2 b2 2b b D D 50 2 b b a 2 D D D 4r 2 , де b - відстань від повздовжньої осі головки до осі упорного гвинта, мм; - допуск на номінальний діаметр обробленого отвору; D - номінальний діаметр оброблюваного отвору, мм; r - радіус сферичних поверхонь ступінчастих упорних і регулювальних гвинтів; a - відстань від осі коливання рівноплечого важеля до центра сферичної поверхні регулювального гвинта, мм, 1 UA 114667 C2 5 10 15 20 а у ступенях більшого діаметра ступінчастих отворів встановлені пружні демпфери у вигляді пустотілих циліндрів, які своїми внутрішніми циліндричними поверхнями спряжені з поверхнями упорних гвинтів з одного боку і поверхнями регулювальних гвинтів - з іншого боку, і своїми лівими торцевими поверхнями пружні демпфери обперті на плоскі поверхні рівноплечого важеля. Суть винаходу пояснюється графічними матеріалами: на фіг. 1 - головний вигляд, на фіг. 2 переріз А-А на, фіг. 1, на фіг. 3 - переріз Б-Б на фіг. 1, фіг. 4 - схема для визначення величини зазору А між упорними і регулювальними гвинтами. Дворізцева адаптивна розточувальна головка складається з корпусу 1 у вигляді кронштейна, з хвостовиком 2, на якому виконана різева поверхня 3 і конічна поверхня 4 з однієї сторони і Uподібних бічних поверхонь 5 і 6 з іншої, які паралельні осі хвостовика 2. В U-подібних бічних поверхнях 5, 6 виконані співвісні отвори 7 і 8, у яких встановлена вісь 9, що зафіксована гайкою 10. На цій осі 9 з можливістю провороту встановлений рівноплечий важіль 11, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи 12 і 13. У корпусі 1 в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням 5 і 6, напроти рівноплечого важеля 11 виконані два ступінчасті отвори 14 і 15, в яких розміщені упорні гвинти 16 і 17 довжиною, більшою довжини отворів 14 і 15, і з сторони хвостовика зафіксовані від осьового переміщення гайками 18 і 19. У рівноплечому важелі 11 співвісно із ступінчастими отворами 14 і 15 виконані наскрізні різеві отвори 20 і 21, у які загвинчені регулювальні гвинти 22 і 23, які від вільного осьового переміщення зафіксовані гайками 24 і 25. Довжина регулювальних гвинтів більша довжини наскрізних різевих отворів 20 і 21, в які вони встановлені. На кінцях упорних гвинтів 16 і 17 і регулювальних гвинтів 22 і 23 виконані сферичні поверхні і між цими сферичними поверхнями встановлений зазор , величина якого рівна 25 30 35 40 b 2 D 2 a a (a 2r ) D D b a 2 D 2 b a 2 D 2 b2 2b b b 4r 2 D D D D , де b - відстань від повздовжньої осі головки до осі упорного гвинта, мм; - допуск на номінальний діаметр обробленого отвору; D - номінальний діаметр оброблюваного отвору, мм; r - радіус сферичних поверхонь ступінчастих упорних і регулювальних гвинтів, мм; a - відстань від осі коливання рівноплечого важеля до центра сферичної поверхні регулювального гвинта, мм. У ступенях більшого діаметра ступінчатих отворів 14 і 15 встановлені пустотілі циліндричні пружні демпфери 26 і 27 у вигляді пустотілих циліндрів, які своїми внутрішніми циліндричними поверхнями 28 і 29 спряжені з одного боку з поверхнями упорних ступінчастих гвинтів 16 і 17, а з другого боку - з поверхнями регулювальних гвинтів 22 і 23. Лівими торцями пружні демпфери 26 і 27 оперті на плоскі поверхні 30 і 31 рівноплечого важеля 11. Перед використанням дворізцевої адаптивної головки здійснюють її налагодження. Попередньо за встановленими елементами режиму різання (глибиною, подачею і швидкістю різання) з врахуванням фізико-механічних властивостей оброблюваного матеріалу, використовуючи відомі емпіричні формули, визначають розрахункову величину осьової c складової сили різання - Px . Експериментально визначають середню жорсткість пр окремих пружних демпферів, навантажуючи їх осьовою змінною відомою силою Fio і вимірюючи при цьому величину пружної деформації прі, за формулою: F F F 1 cпр 01 02 ... 0n пр1 пр2 прп n , 45 50 де F01 F02 ... F0n - значення осьових зусиль, які прикладені до пружних демпферів; пр1, пр2,...прп - значення величин деформацій від прикладання відповідних зусиль; n - кількість значень осьових зусиль які прикладаються до кожного із пружних демпферів. Встановлюють, загвинчуючи дворізцеву адаптивну розточувальну головку в різьбовий отвір оправки (на фіг. не показано), базуючи її по конічній поверхні 4 і закріплюють. Загвинчують попередньо упорні ступінчасті гвинти 16 і 17 і деформують пружні демпфери, створюючи при 2 UA 114667 C2 5 10 цьому зусилля на кожному демпфері величиною (0,3-0,5)Рх. На супорті верстата встановлюють мікроскоп, на лінзах оптичної системи якого розміщена Декартова система координат. Мікроскоп встановлюють так, щоб горизонтальна вісь співпадала з твірною ребра шестигранної призми, а вертикальна вісь співпадала з вершиною одного із швидкозмінних твердосплавних різальних елементів. У випадку, коли вершина іншого швидкозмінного твердосплавного різального елемента не співпадає з вертикальною віссю шкали, догвинчуванням відповідних упорних гвинтів 16 і 17, домагаються співпадання вершин різальних елементів з вертикальною віссю Декартової системи координат. Положення упорних ступінчастих гвинтів 16 і 17 зафіксовують гайками 18 і 19. В подальшому загвинчують регулювальні гвинти 22 і 23 до контакту їх сферичних поверхонь з сферичними поверхнями упорних ступінчастих гвинтів 16 і 17 зафіксованих гайками 18 і 19. Знаючи крок різі tp на регулювальних гвинтах 22 і 23 і величину , ці регулювальні гвинти відгвинчують на кут 0 із наступною їх фіксацією, який визначається із залежності: 15 20 25 360 tp , град. Величина визначається із розрахункової схеми, поданої на фіг. 4. В загальному, використавши позначення A0O1 a ; O1C FO 3 r ; AO3 X03, отримаємо: A 0O3 ( A 0O1 O1C FO 3 ) або XO3 (a 2r ) , (1) XO3 - відстань від осі ОХ до центра сферичної поверхні ступінчастого упорного гвинта, яка дорівнює абсцисі точки O3 у системі координат XOY, a - відстань від осі OY до центра сферичної поверхні регулювального гвинта, яка дорівнює абсцисі точки О і у системі координат XOY у вихідному положенні встановлюють конструктивно, r - радіус сферичних поверхонь упорних ступінчастих і регулювальних гвинтів. Таким чином із (1) виходить, щоб визначити величину як параметр налаштування дворізцевої адаптивної розточувальної головки, необхідно визначити величину XO3 . Координати точки O3 знайдемо як координати точки перетину кола радіусом 2r з центром в т. O2 з прямою A 0O3 , у системі координат XOY. Для того, щоб записати рівняння кола радіусом r з центром в т. O2 , потрібно дізнатись 30 координати точки O2 . Знайдемо спочатку величину кута 0 . OD Rmin Rmax OE Rmax ; 2. Розглянемо ODE ; де Rmax - максимальний радіус обробленої циліндричної поверхні; 35 - допуск на діаметр обробленої поверхні; OD 2Rmax cos 0; cos 0 1 OE 2Rmax 2Rmax . 0 arccos1 2R max . Відповідно Використовуючи властивості обернених тригонометричних функцій, можемо записати: sin 0 sin arccos1 2 R max . Після перетворення отримаємо: sin 0 40 4 Rmax 2 2 Rmax . 3 UA 114667 C2 Розглянувши OA1A і врахувавши, що AO A0O , і прийнявши, що OA 0 OA b , в кінцевому результаті отримаємо абсцису точки A XA : XA b 4 Rmax 2 2 Rmax і ординату точки A YA , виконавши дії: 5 A1O cos 0; A1O AO cos 0 b cos arccos1 2R AO max , YA A1O b1 2R max . Отже координати точки А будуть: XA 10 b 4 Rmax 2 2 Rmax YA b1 2R max . ; Розглянемо ABO2 і визначимо координати центра кола, яке розміщене у точці O 2 з радіусом r, тобто точки O2 в системі координат XOY. XO 2 X A BO 2 ; YO2 YA AB . Для визначення BO 2 і AB скористаємось ABO2 . OA 2 a ; ABO2 0 ; ABO2 / 2 . 15 BO 2 cos 0 AO2 ; BO 2 AO2 cos 0 ; BO2 a cos arccos1 2Rmax a 1 2Rmax . Тоді X 02 b 4 R max 2 2 R max b Y02 b 2 Rmax 20 a a 2 R max , a 4 Rmax 2 2 Rmax . Запишемо рівняння кола для кола з центром в точці О3 з координатами X03 Y03 R2 (b Y02 )2 ( X03 X03 )2 . Оскільки R 2r , то (2r )2 (b Y02 )2 ( X03 X03 )2 2 2 2 4r 2 b 2 2bY02 Y02 X03 2 X03 X02 X02 25 2 2 2 X03 2 X03 X02 X03 b 2 2bY02 Y02 4r 2 0 . Зробимо заміну 2 2 c X02 b 2 2bY02 Y02 4r 2 . З врахуванням заміни отримаємо: 2 X 03 2 X 03 X 02 c 0 30 . Розв'яжемо квадратне рівняння, корені якого знаходяться за формулою: X03 2X02 ( 2X02 )2 4c 2 2 2X02 2X02 4c 2 . Спростивши вираз, отримаємо 4 UA 114667 C2 2 X03 X02 X02 c Враховуючи заміну . 2 2 c X 02 b 2 2bY02 Y02 4r 2 . 2 2 2 2 2 2 Отримаємо X03 X02 X02 ( X02 ( X02 b 2bY02 Y02 4r ) 2 X03 X02 b2 2bY02 Y02 4r 2 5 . Виразивши формули для визначення X03 , Y03 через D=Rmax/2, отримаємо X 02 b 4 Rmax 2 2 Rmax b Y02 b 2 Rmax a a 2R max b 2 D 2 a a D D , a 4 Rmax 2 b a 2 D 2 b 2 Rmax D D . X03 Підставивши отримані значення у вираз для отримання X03 b 2 D 2 a a D D b a 2 D 2 b 2b b D D 2 10 , отримаємо 2 b b a 2 D D D 2 4r 2 ; оскільки XO3 (a 2r ) , то b 2 D 2 a a (a 2r ) D D b a 2 D 2 b 2 2b b D D 2 b b a 2 D D D 2 4r 2 . Налагоджена головка працює наступним чином. Включають обертовий рух заготовки Dr і подачу головки Ds . При однакових осьових складових сил різання, що виникають в процесі 15 різання на першому і другому різальних елементах, тобто Px1 Px2 , рівноплечий важіль 11 знаходиться у статичному нерухомому положенні відносно своєї осі. У випадку, коли рівновага порушується, тобто Px1 Px2 , а наприклад, Px1 Px2 , тобто, коли на різальному елементі 12 сила Px більша, ніж на різальному елементі 13, важіль 11 повертається проти годинникової стрілки, зменшуючи при цьому подачу на різальний елемент 12 і одночасно збільшуючи подачу на різальний елемент 11, забезпечуючи при цьому умову рівноваги Px1 Px2 . 20 Якщо ж осьова складова сили різання на другому різці 13 Px2 виявиться більшою ніж Px1 , 25 то поворотом рівноплечого важеля у протилежному напрямі забезпечиться умова Px1 Px2 . Пружні демпфери 26 і 27 гасять коливання осьових складових сил, особливо на етапах врізання і виходу із контакту різців з оброблювальною поверхнею. У випадку, коли, наприклад, різальний елемент 12 відхилився на таку величину, при якій умова рівноваги не може бути забезпечена, рівноплечий важіль 11 повернеться проти годинникової стрілки на певний кут і при цьому усунеться зазор між сферичними поверхнями упорного ступінчастого гвинта 17 і регулювального гвинта 23 і головка працюватиме як головка із жорстко закріпленими різцями, забезпечуючи при цьому задану точність. Аналогічна ситуація буде мати місце, коли осьова складова сили різання на різальному елементі 13 буде більша, 30 35 ніж на різальному елементі 12, тобто Px1 Px2 . Таким чином, запропонована дворізцева розточувальна головка забезпечує спрощення налаштування на заданий розмір та забезпечує можливість використання багатогранних твердосплавних пластин, а в певних умовах дозволить не втрачати своєї працездатності і працювати як інструмент із жорстко закріпленими різцями, що підвищує надійність роботи. Крім цього запропоноване технічне рішення містить уточнену формулу для визначення величини зазору . 5 UA 114667 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 Дворізцева адаптивна розточувальна головка, що містить корпус, виконаний у вигляді кронштейна, з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика - з іншої, в U-подібних бічних поверхнях виконано співвісні отвори, в які встановлена вісь, на яку з можливістю повороту встановлено рівноплечий важіль, на кінцях якого закріплені швидкозмінні твердосплавні різальні елементи, причому в корпусі в діаметрально-протилежних напрямах, паралельно U-подібним бічним поверхням навпроти рівноплечого важеля виконано два отвори, в яких розміщені упорні гвинти довжиною, більшою довжини отворів, і з сторони хвостовика зафіксовані від осьового переміщення гайками, а поверхня корпусу з сторони вільних кінців упорних гвинтів є у взаємодії з пружними демпферами, які з іншої сторони є у взаємодії з поверхнею рівноплечого важеля, який відрізняється тим, що співвісні отвори, в яких розміщені упорні гвинти, і самі упорні гвинти виконані ступінчастими, а у рівноплечому важелі співвісно з цими двома ступінчастими отворами виконані наскрізні різеві отвори, в які загвинчені і зафіксовані від вільного осьового переміщення регулювальні гвинти, довжиною, більшою від довжини наскрізних різевих отворів, і на кінцях упорних і регулювальних гвинтів виконані сферичні поверхні і між цими сферичними поверхнями встановлений зазор , величина якого рівна: b 2 D 2 a a (a 2r ) D D b a 2 D 2 b 2b b D D 2 25 30 2 b b a 2 D D D 4r 2 , де b - відстань від повздовжньої осі головки до осі упорного гвинта, мм; - допуск на номінальний діаметр обробленого отвору; D - номінальний діаметр оброблюваного отвору, мм; r - радіус сферичних поверхонь ступінчастих упорних і регулювальних гвинтів, мм; a - відстань від осі коливання рівноплечого важеля до центра сферичної поверхні регулювального гвинта, мм, а у ступенях більшого діаметра ступінчастих отворів встановлені пружні демпфери у вигляді пустотілих циліндрів, які своїми внутрішніми циліндричними поверхнями спряжені з поверхнями упорних гвинтів з одного боку і поверхнями регулювальних гвинтів - з іншого боку, і своїми лівими торцевими поверхнями пружні демпфери обперті на плоскі поверхні рівноплечого важеля. 6 UA 114667 C2 7 UA 114667 C2 Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 29/03
Мітки: розточувальна, головка, адаптивна, дворізцева
Код посилання
<a href="https://ua.patents.su/10-114667-dvorizceva-adaptivna-roztochuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Дворізцева адаптивна розточувальна головка</a>
Дворізцева розточувальна головка

Номер патенту: 94017
Опубліковано: 27.10.2014
Автор: Дзюра Володимир Олексійович
МПК: B23B 29/03
Мітки: головка, дворізцева, розточувальна
Формула / Реферат:
Дворізцева розточувальна головка, що складається з корпусу, в якому з можливістю регулювання положення встановлені два діаметрально-протилежні різці, яка відрізняється тим, що корпус виконаний у вигляді кронштейна з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика - з іншої, а різці закріплені на рівноплечому важелі, встановленому з можливістю повороту на осі, яка розміщена у співвісних отворах,...
Дворізцева розточувальна головка з торсіонним гасником коливань
Номер патенту: 106945
Опубліковано: 10.05.2016
Автори: Дичковський Михайло Григорович, Дзюра Володимир Олексійович, Кривий Петро Дмитрович
МПК: B23B 29/03
Мітки: торсіонним, розточувальна, головка, коливань, дворізцева, гасником
Формула / Реферат:
Дворізцева розточувальна головка з торсіонним гасником коливань, що виконана у вигляді кронштейна з хвостовиком з однієї сторони і U-подібними бічними поверхнями, паралельними осі хвостовика, - з іншої, а різці закріплені на рівноплечому важелі, встановленому через центральний отвір, співвісний з отворами у U-подібних бічних поверхнях, з можливістю обертання, причому в кронштейні в діаметрально-протилежних напрямах, паралельно U-подібним...
Дворізцева розточувальна головка
Номер патенту: 101187
Опубліковано: 25.08.2015
Автори: Кривий Петро Дмитрович, Дзюра Володимир Олексійович
МПК: B23B 29/03
Мітки: дворізцева, головка, розточувальна
Формула / Реферат:
Дворізцева розточувальна головка, що складається з рівноплечого важеля на протилежних кінцях якого встановлені два різці, важіль закріплений на оправці з можливістю повороту і від самовільного провертання зафіксований обмежувачами руху, який відрізняється тим, що рівноплечий важіль своїм центральним отвором встановлено з можливістю повороту на підшипник, що розміщений на оправці з отвором, співвісним з центральним отвором рівноплечого...
Дворізцева розточувальна головка
Номер патенту: 99316
Опубліковано: 25.05.2015
Автори: Дзюра Володимир Олексійович, Грушицький Олег Мирославович, Кривий Петро Дмитрович, Колісник Іван Васильович
МПК: B23B 29/03
Мітки: розточувальна, головка, дворізцева
Формула / Реферат:
Дворізцева розточувальна головка, що виконана у вигляді корпусу, в якому на бокових стінках виконано співвісні отвори, в які встановлено вісь, а на вісь встановлено різець, виконаний у вигляді важеля, кінці якого встановлені у вікнах, виконаних на стінках корпусу, які розміщені перпендикулярно до співвісних наскрізних отворів, у які встановлено пружні елементи, який відрізняється тим, що вісь виконана у вигляді гвинта з головкою з однієї...
Дворізцева розточувальна головка
Номер патенту: 93918
Опубліковано: 27.10.2014
Автори: Крупа Володимир Васильович, Кривий Петро Дмитрович, Дзюра Володимир Олексійович
МПК: B23B 29/03
Мітки: дворізцева, головка, розточувальна
Формула / Реферат:
Дворізцева розточувальна головка, що складається з корпусу, в якому з можливістю регулювання положення встановлені два діаметрально-протилежні різці, яка відрізняється тим, що різці закріплені на рівноплечому важелі, встановленому з можливістю провороту на осі, яка розміщена у співвісних отворах, виконаних на бічній поверхні корпуса, що має вигляд товстостінного циліндра із наскрізними вікнами, осі симетрії цих вікон розміщені...
Попередній патент: Спосіб уретероілеорезервуарного анастомозу при формуванні артифіціального сечового міхура
Наступний патент: Спосіб плазмового формування міжшарової ізоляції структур великих інтегральних схем
Випадковий патент: Ємність для напоїв