Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів
Номер патенту: 115618
Опубліковано: 27.11.2017
Автори: Русаков Петро Володимирович, Затуловський Андрій Сергійович, Верховлюк Анатолій Михайлович, Дубодєлов Віктор Іванович
Формула / Реферат
1. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів, що складається з корпусу, на дні якого встановлено інерційну платформу, а всередині корпусу розташовано індукційний нагрівач з тиглем, яка відрізняється тим, що дно тигля спирається на інерційну платформу через опірну подушку, а всередині подушки встановлено електродинамічний збудник поштовхів, жорстко з'єднаний з інерційною платформою, окрім того між індукційним нагрівачем і тиглем введено термосиловий протектор, складений з неметалевої обичайки і термоізоляційної гільзи, між якими в кільцевому зазорі містяться надувні термозахистні трубки, опірна подушка включає встановлений датчик тиску газу, а електродинамічний збудник поштовхів має встановлений датчик електричного струму, причому вихід датчика тиску газу і вихід електричного датчика струму приєднані до входів блока обчислення та реєстрації станів об'єкта.
2. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів за п. 1, яка відрізняється тим, що всередині термосилового протектора розташовано звукоуловлювальні камери, які притиснуті до бічної поверхні тигля, а гнучкі звукопровідні трубки від яких виведені за корпус печі і приєднані до мікрофонів, причому виходи мікрофонів з'єднані з входами блока обчислення та реєстрації станів об'єкта.
3. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів за п. 1, яка відрізняється тим, що електродинамічний збудник поштовхів виконаний таким, що він забезпечує формування імпульсів струму синусоїдальної або експоненціальної форми.
Текст
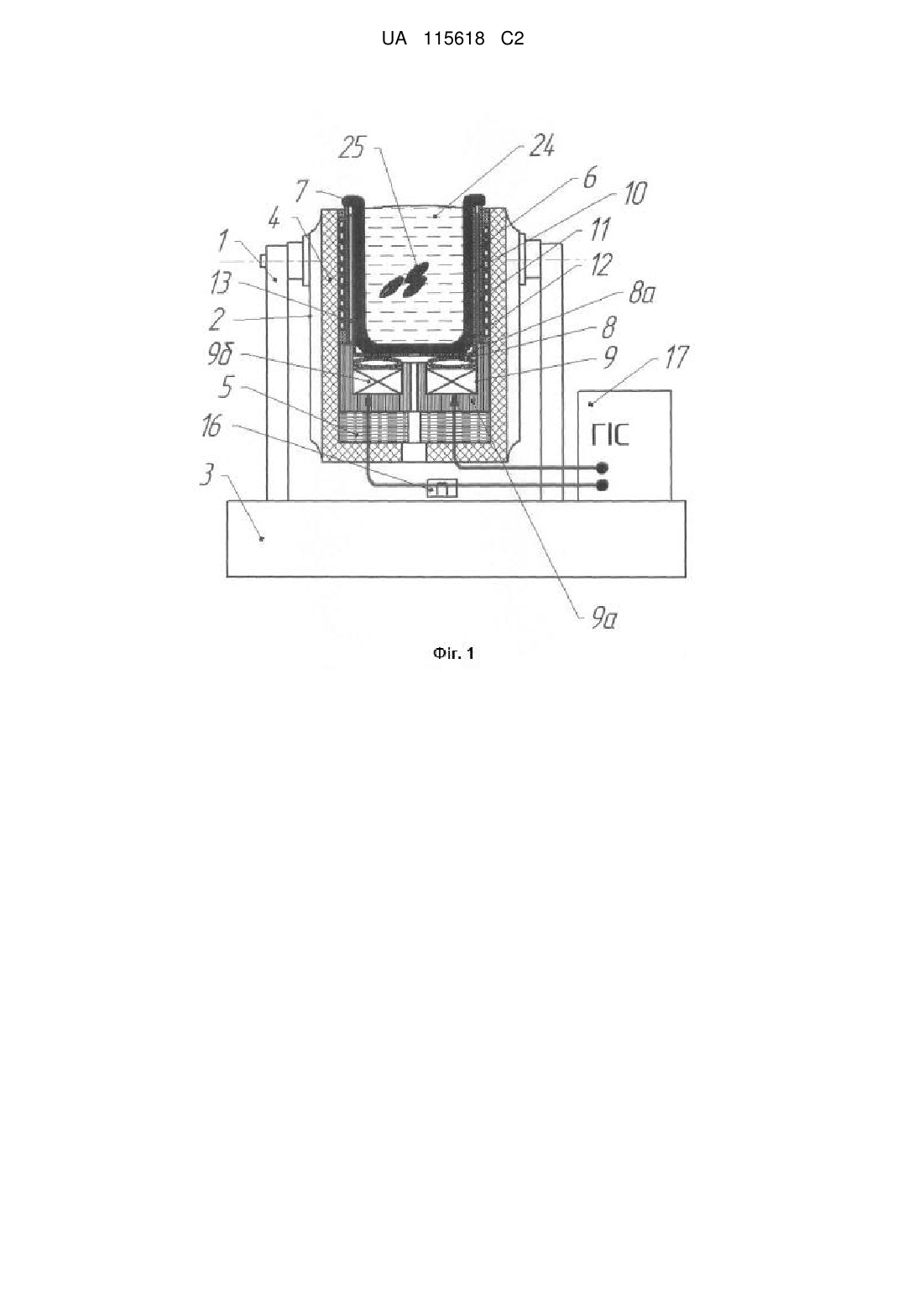
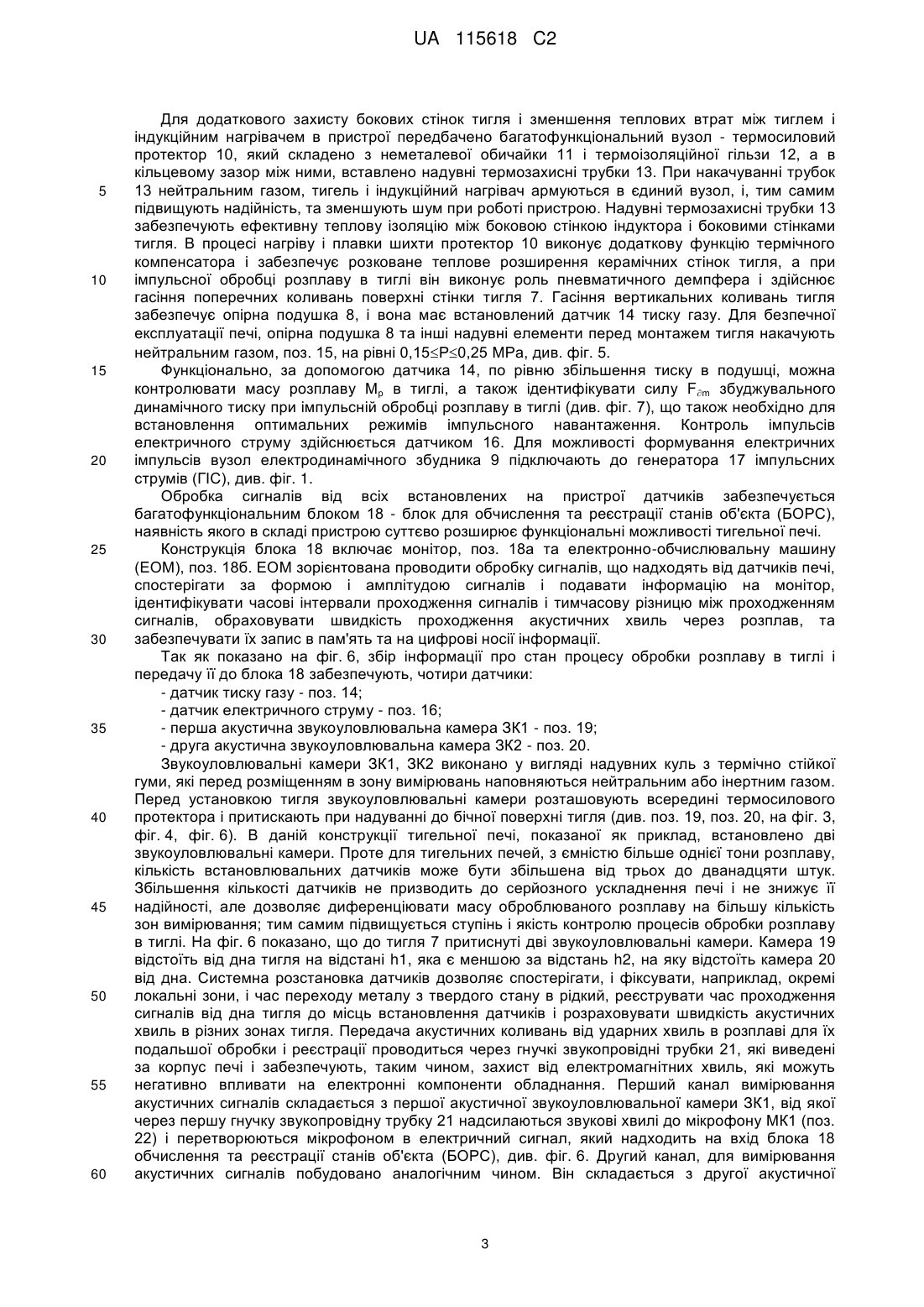
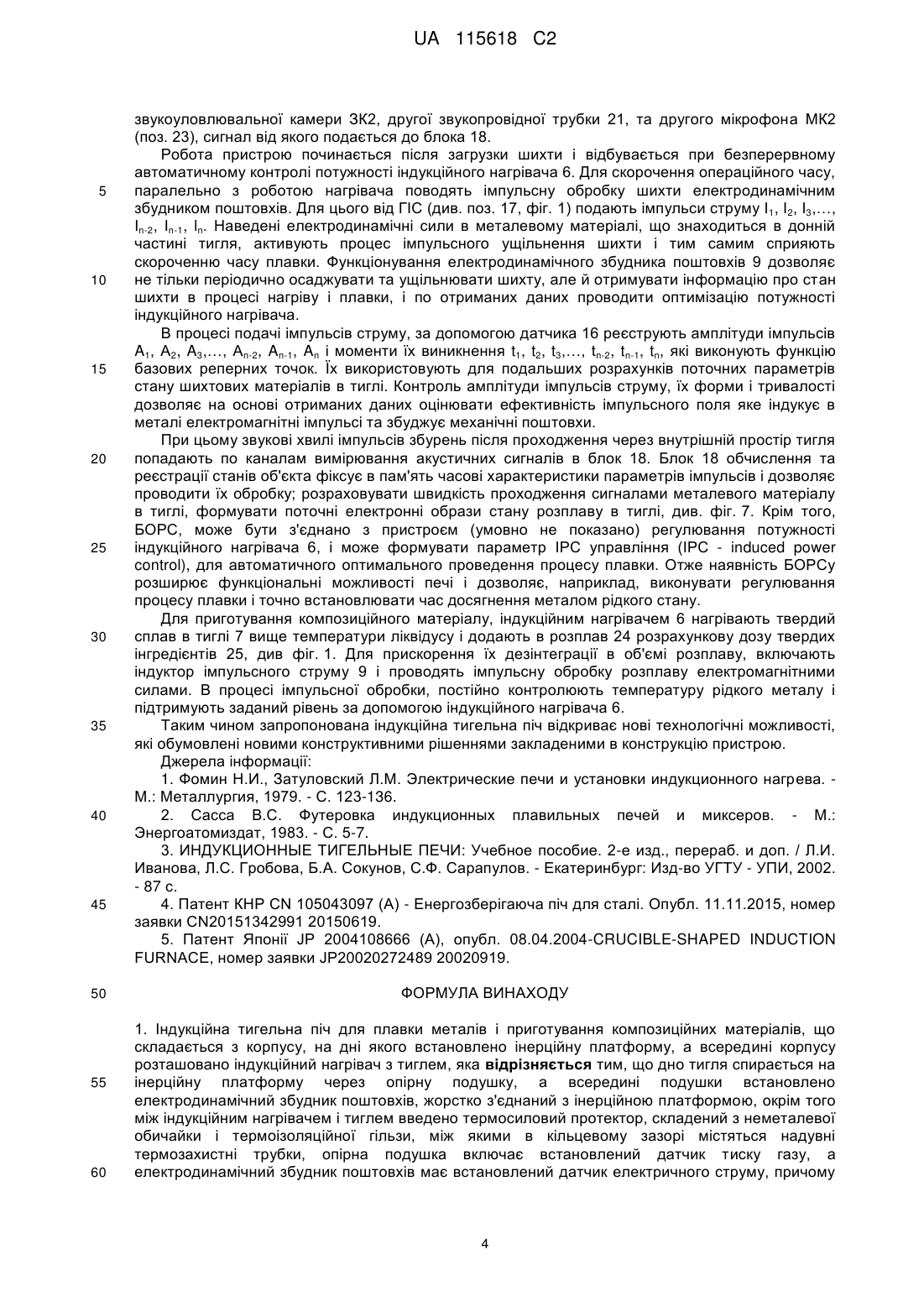
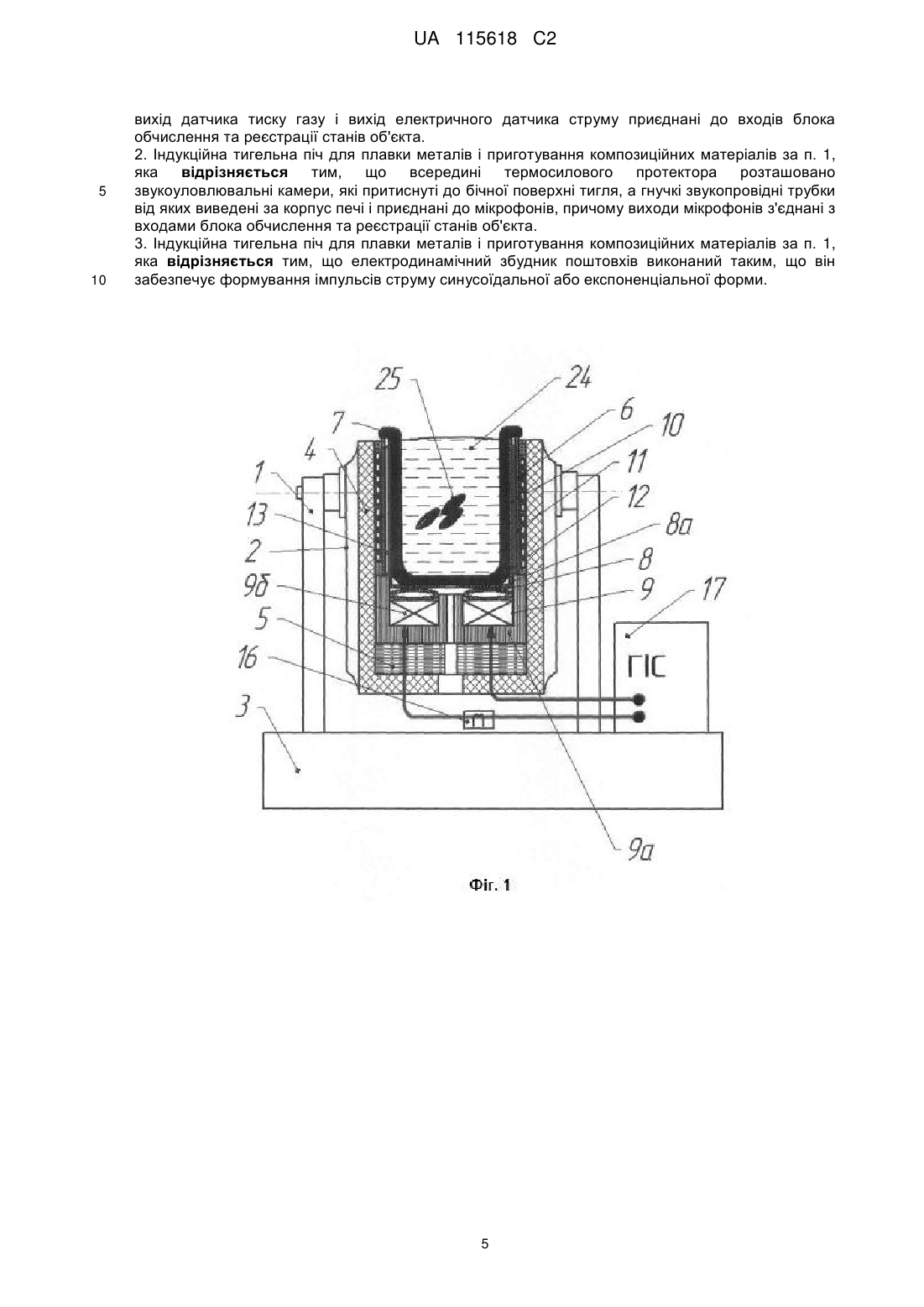
Реферат: Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів складається з корпусу, на дні якого встановлено інерційну платформу, а всередині корпусу розташовано індукційний нагрівач з тиглем. Дно тигля спирається на інерційну платформу через опірну подушку. Всередині опірної подушки встановлено електродинамічний збудник поштовхів, жорстко з'єднаний з інерційною платформою. Між індукційним нагрівачем і тиглем введено термосиловий протектор, складений з неметалевої обичайки і термоізоляційної гільзи, між якими в кільцевому зазорі містяться надувні термозахисні трубки. Опірна подушка включає встановлений датчик тиску газу. Електродинамічний збудник поштовхів має встановлений датчик електричного струму. Вихід датчика тиску газу і вихід електричного датчика струму приєднані до входів блока обчислення та реєстрації станів об'єкта. Забезпечується розширення функціональних можливості та реалізація принципів керованого контролю за процесами плавки і обробки розплавів. UA 115618 C2 (12) UA 115618 C2 UA 115618 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується конструкцій індукційних тигельних печей і належить до металургії та ливарного виробництва. Винахід може бути застосовано для плавки кольорових і чорних металів, приготування широкого спектра різних за своїми структурними властивостями литих композиційних матеріалів, а також може бути використано для регенерації металів з їхніх сполук. Відомі конструкції індукційних тигельних печей, що складаються з вогнетривкого тигля, розміщеного в порожнині індуктора, який підключається до джерела змінного струму [1-3]. При проходженні струму через індуктор в металевій шихті, що знаходиться у вогнетривкому тиглі, наводиться індукований струм і виділяється теплова енергія, за рахунок якої відбувається процес розплавлення металу. Переважне використання індукційних тигельних печей в ливарному виробництві обумовлено їхніми достатньо широкими можливостями в порівнянні з конструкціями плавильних апаратів інших типів: енергія виділяється безпосередньо в електропровідний розплав без використання будь яких проміжних нагрівальних елементів; забезпечується електродинамічна циркуляція розплаву в тиглі; значно легше і швидше створюється необхідний рівень температур в розплавах. Проте, слід відзначити, що використання відомих конструкцій тигельних печей для приготування композиційних матеріалів не забезпечує достатніх можливостей для якісного змішування твердих інгредієнтів з рідким металом. Вказане пов'язано з тим, що за допомогою одного індукційного нагрівача дуже складно одночасно виконувати дві задачі: - підтримувати температуру розплаву, - і вести ефективне перемішування та обробку інгредієнтів в тиглі в процесі приготування композиційного матеріалу. Відома також енергозберігаюча індукційна тигельна піч для плавки сталі [4], що містить корпус, складений з окремих частин так, що між ними відсутній гальванічний зв'язок, і яка має електромеханічний привідний вузол, для м'якого (без поштовхів) нахилу тигля, наприклад, для зливу розплаву в ливарну форму. Вказане технічне рішення знайшло застосування на ливарних підприємствах, для приготування сплавів чавуну і сталі, але заявлений пристрій не має достатніх функціональних можливостей і не є досить привабливим для процесів приготування композиційних матеріалів склад яких містить значну долю твердих інгредієнтів. Як найближчий аналог розглянута конструкція печі [5], що складається з циліндричного тигля, вставленого в індуктор для нагріву металевої шихти, і яка додатково має електромагнітний пристрій кругових обертів магнітного поля: статор, який дозволяє збуджувати обертальний рух рідкого металу в циліндричному тиглі навколо осі циліндра. Конструкція печі дозволяє роздільно вести нагрів і одночасно формувати горизонтально-кругову циркуляцією рідкого металу в тиглі. Тому, наявність двох параметричного керування рідким станом розплаву більш сприятливе для активації процесів фрагментації і перемішування дисперсних інгредієнтів у рідкому металі. Однак, слід зазначити, що розміщення статора на бічній поверхні тигля зменшує активну нагрівальну поверхню індуктора, і до того ж встановлює з нагрівальним елементом електромагнітний зв'язок близького порядку, що спричинює розігрів котушок та інших деталей статора. Статором кругових обертів також технічно складно вийти на необхідний рівень силового тиску на розплав, для того, щоб він став ефективним для відтворення процесів фрагментації, диспергування і розчинення твердих інгредієнтів. Небажаним також є той факт, що при роботі статора в рідкому металі виникають відцентрові сили які викликають бічний тиск металу на стінки тигля, і, таким чином, породжують процеси ерозії і руйнування. Отже, наведений аналіз існуючих конструкцій індукційних тигельних печей показує про недостатність в них функціональних можливостей для створення необхідних технологій приготування композиційних матеріалів; в основному через відсутність ефективних елементів для обробки розплаву всередині тигля, а також датчиків для спостереження і контролю за процесами плавки і обробки розплавів. Враховуючи те, що основна більшість реакційних процесів, відбувається всередині тигля, і їх неможливо спостерігати, то режими обробки розплаву встановлюють за допомогою розрахунків, які базуються на попередніх плавках. Одначе, недолік використання розрахункових підходів полягає в тому, що при роботі печі не визначаються і не реєструються у відповідь на енергетичне збудження параметри стану металу в тиглі. При недостатній кількості енергії, що наводиться в розплав, процеси дезінтеграції твердих інгредієнтів відбуваються в уповільненому темпі, а при надмірно високому рівні енергетичного впливу, підвищується температура і можливе зародження процесів руйнування тигля. Ці обставини ускладнюють проведення операцій обробки розплавів і знижують коефіцієнт корисної дії (ККД). В основі пристрою, що заявляється, запропонована конструкція індукційної печі, яка ставить за мету розширення функціональних можливостей, та реалізацію принципів керованого 1 UA 115618 C2 5 10 15 20 25 30 35 40 45 50 55 контролю за процесами плавки і обробки розплавів, і таким чином, створює додаткові резерви подальшого удосконалення технологій плавки металів і приготування композиційних матеріалів. Одержуваний технічний результат при реалізації винаходу, полягає в розширенні функціональних можливостей пристрою і вирішенні проблеми створення багатофункціонального плавильного апарата, здатного за своїми технічними параметрами ефективно проводити процеси плавки й обробки розплавів, точно відслідковувати і гнучко управляти процесами приготування композиційних матеріалів. Конструктивні особливості пристрою дозволяють підвищити ефективність фрагментації, диспергування, і розмішування інгредієнтів, які вводяться в розплав, а наявність в конструкції печі апаратів спостереження за процесами, що відбуваються в шихті і розплаві, додає пристрою функції контролювати процеси у внутрішньому середовищі тигля, при цьому окремі технологічні параметри обробки розплавів дисперсними інгредієнтами стають вимірювальними. Застосування нових конструктивних елементів, що входять в конструкцію печі, спрощує обслуговування і дозволяє без ускладнень проводити розбирання печі і швидку заміну жаростійких тиглів. Поставлена задача вирішується тим, що індукційна тигельна піч для плавки металів і приготування композиційних матеріалів, яка складається з корпусу, на дні якого встановлено інерційну платформу, а всередині корпусу розташовано індукційний нагрівач з вставленим тиглем, дно якого через опірну подушку спирається на інерційну платформу а всередині подушки встановлено електродинамічний збудник поштовхів, жорстко з'єднаний з інерційною платформою, окрім того, між індукційним нагрівачем і тиглем вкладено термосиловий протектор, виконаний у вигляді циліндричної обичайки з термоізоляційною гільзою, між котрими в кільцевому зазорі містяться надувні термозахисні трубки, опірна подушка включає встановлений датчик тиску газу, а електродинамічний збудник поштовхів має встановлений датчик електричного струму, причому, вихід датчика тиску газу і вихід електричного датчика струму приєднані до входів блока обчислення та реєстрації станів об'єкта, крім цього, всередині термосилового протектора розташовано звукоуловлювальні камери, які притиснуті до бічної поверхні тигля, а гнучкі звукопровідні трубки від яких, виведені за корпус печі і приєднані до мікрофонів, причому виходи мікрофонів з'єднані з входами блоку обчислення та реєстрації станів об'єкта, а електродинамічний збудник поштовхів виконаний таким, що забезпечує формування імпульсів струму синусоїдальної або експоненціальної форми. Конструкція печі і принцип її роботи додатково розкривається в описі та доданих кресленнях. На фіг. 1 зображено загальний вигляд конструкції індукційної тигельної печі з позначеними номерами конструктивних елементів, що входять до її складу. На фіг. 2 показане те ж саме - конструкція індукційної тигельної печі, вигляд зверху. На фіг. 3 показаний у збільшеному вигляді фрагмент конструкції печі, вигляд збоку. На фіг. 4 показана показаний у збільшеному вигляді фрагмент конструкції печі, вигляд зверху. На фіг. 5 наведено схему швидкої заміни тиглів при обслуговуванні пристрою. На фіг. 6 показано приклад виконання схемного рішення блока обчислення та реєстрації станів об'єкта. На фіг. 7 як приклад, приведені часові характеристики параметрів імпульсів на стадії обробки розплаву у внутрішній реакційній зоні тигля. На всіх кресленнях, що додаються до опису, для ідентичних деталей, які входять до складу пристрою, застосовані однакові цифрові позиції. Індукційна піч 1 складаєтеся з корпусу 2, який спирається на фундамент 3. В центральній частині корпусу печі розташовано електроізоляційну жорстку корзину 4, на дні якої для захисту корпусу від вібрацій встановлено масивну інерційну платформу 5, всередині корпусу розташовано індукційний нагрівач 6 з вставленим тиглем 7. Також, для створення вібраційної і теплової ізоляції між поверхнею дна тигля 7 і платформою 5 прокладено опірну подушку 8. опірна подушка 8 виконана у форму тороїда з термостійкої резини і на неї додатково покладено теплозахисну ковдру 8а. Такий підхід дозволяє всередині подушки 8 скомпонувати електричний збудник 9 поштовхів, і додатково захистити його від дії теплової радіації. Вузол електричного збудника 9 поштовхів жорстко з'єднаний з інерційною платформою 5. Конструкція електричного збудника сконструйована для формування імпульсів струму експоненціальної або синусоїдальної форми з тривалістю імпульсів, що має діапазон -4 -1 інтервалів від 1*10 до 1*10 секунд, він складається з кільцевого магнітопроводу 9а і котушки 9б, див. фіг. 1. Зазначена конструктивна компоновка наведених функціональних елементів сприяє додатковому захисту тигля від руйнації та термосилової втоми, при навантаженні розплаву електродинамічними імпульсами. 2 UA 115618 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для додаткового захисту бокових стінок тигля і зменшення теплових втрат між тиглем і індукційним нагрівачем в пристрої передбачено багатофункціональний вузол - термосиловий протектор 10, який складено з неметалевої обичайки 11 і термоізоляційної гільзи 12, а в кільцевому зазор між ними, вставлено надувні термозахисні трубки 13. При накачуванні трубок 13 нейтральним газом, тигель і індукційний нагрівач армуються в єдиний вузол, і, тим самим підвищують надійність, та зменшують шум при роботі пристрою. Надувні термозахисні трубки 13 забезпечують ефективну теплову ізоляцію між боковою стінкою індуктора і боковими стінками тигля. В процесі нагріву і плавки шихти протектор 10 виконує додаткову функцію термічного компенсатора і забезпечує розковане теплове розширення керамічних стінок тигля, а при імпульсної обробці розплаву в тиглі він виконує роль пневматичного демпфера і здійснює гасіння поперечних коливань поверхні стінки тигля 7. Гасіння вертикальних коливань тигля забезпечує опірна подушка 8, і вона має встановлений датчик 14 тиску газу. Для безпечної експлуатації печі, опірна подушка 8 та інші надувні елементи перед монтажем тигля накачують нейтральним газом, поз. 15, на рівні 0,15Ρ0,25 МРа, див. фіг. 5. Функціонально, за допомогою датчика 14, по рівню збільшення тиску в подушці, можна контролювати масу розплаву Мр в тиглі, а також ідентифікувати силу Fm збуджувального динамічного тиску при імпульсній обробці розплаву в тиглі (див. фіг. 7), що також необхідно для встановлення оптимальних режимів імпульсного навантаження. Контроль імпульсів електричного струму здійснюється датчиком 16. Для можливості формування електричних імпульсів вузол електродинамічного збудника 9 підключають до генератора 17 імпульсних струмів (ГІС), див. фіг. 1. Обробка сигналів від всіх встановлених на пристрої датчиків забезпечується багатофункціональним блоком 18 - блок для обчислення та реєстрації станів об'єкта (БОРС), наявність якого в складі пристрою суттєво розширює функціональні можливості тигельної печі. Конструкція блока 18 включає монітор, поз. 18а та електронно-обчислювальну машину (ЕОМ), поз. 18б. ЕОМ зорієнтована проводити обробку сигналів, що надходять від датчиків печі, спостерігати за формою і амплітудою сигналів і подавати інформацію на монітор, ідентифікувати часові інтервали проходження сигналів і тимчасову різницю між проходженням сигналів, обраховувати швидкість проходження акустичних хвиль через розплав, та забезпечувати їх запис в пам'ять та на цифрові носії інформації. Так як показано на фіг. 6, збір інформації про стан процесу обробки розплаву в тиглі і передачу її до блока 18 забезпечують, чотири датчики: - датчик тиску газу - поз. 14; - датчик електричного струму - поз. 16; - перша акустична звукоуловлювальна камера ЗК1 - поз. 19; - друга акустична звукоуловлювальна камера ЗК2 - поз. 20. Звукоуловлювальні камери ЗК1, ЗК2 виконано у вигляді надувних куль з термічно стійкої гуми, які перед розміщенням в зону вимірювань наповняються нейтральним або інертним газом. Перед установкою тигля звукоуловлювальні камери розташовують всередині термосилового протектора і притискають при надуванні до бічної поверхні тигля (див. поз. 19, поз. 20, на фіг. 3, фіг. 4, фіг. 6). В даній конструкції тигельної печі, показаної як приклад, встановлено дві звукоуловлювальні камери. Проте для тигельних печей, з ємністю більше однієї тони розплаву, кількість встановлювальних датчиків може бути збільшена від трьох до дванадцяти штук. Збільшення кількості датчиків не призводить до серйозного ускладнення печі і не знижує її надійності, але дозволяє диференціювати масу оброблюваного розплаву на більшу кількість зон вимірювання; тим самим підвищується ступінь і якість контролю процесів обробки розплаву в тиглі. На фіг. 6 показано, що до тигля 7 притиснуті дві звукоуловлювальні камери. Камера 19 відстоїть від дна тигля на відстані h1, яка є меншою за відстань h2, на яку відстоїть камера 20 від дна. Системна розстановка датчиків дозволяє спостерігати, і фіксувати, наприклад, окремі локальні зони, і час переходу металу з твердого стану в рідкий, реєструвати час проходження сигналів від дна тигля до місць встановлення датчиків і розраховувати швидкість акустичних хвиль в різних зонах тигля. Передача акустичних коливань від ударних хвиль в розплаві для їх подальшої обробки і реєстрації проводиться через гнучкі звукопровідні трубки 21, які виведені за корпус печі і забезпечують, таким чином, захист від електромагнітних хвиль, які можуть негативно впливати на електронні компоненти обладнання. Перший канал вимірювання акустичних сигналів складається з першої акустичної звукоуловлювальної камери ЗК1, від якої через першу гнучку звукопровідну трубку 21 надсилаються звукові хвилі до мікрофону МК1 (поз. 22) і перетворюються мікрофоном в електричний сигнал, який надходить на вхід блока 18 обчислення та реєстрації станів об'єкта (БОРС), див. фіг. 6. Другий канал, для вимірювання акустичних сигналів побудовано аналогічним чином. Він складається з другої акустичної 3 UA 115618 C2 5 10 15 20 25 30 35 40 45 50 55 60 звукоуловлювальної камери ЗК2, другої звукопровідної трубки 21, та другого мікрофона МК2 (поз. 23), сигнал від якого подається до блока 18. Робота пристрою починається після загрузки шихти і відбувається при безперервному автоматичному контролі потужності індукційного нагрівача 6. Для скорочення операційного часу, паралельно з роботою нагрівача поводять імпульсну обробку шихти електродинамічним збудником поштовхів. Для цього від ГІС (див. поз. 17, фіг. 1) подають імпульси струму І1, І2, І3,…, Іn-2, Іn-1, ln. Наведені електродинамічні сили в металевому матеріалі, що знаходиться в донній частині тигля, активують процес імпульсного ущільнення шихти і тим самим сприяють скороченню часу плавки. Функціонування електродинамічного збудника поштовхів 9 дозволяє не тільки періодично осаджувати та ущільнювати шихту, але й отримувати інформацію про стан шихти в процесі нагріву і плавки, і по отриманих даних проводити оптимізацію потужності індукційного нагрівача. В процесі подачі імпульсів струму, за допомогою датчика 16 реєструють амплітуди імпульсів A1, А2, A3,…, Аn-2, An-1, An і моменти їх виникнення t1, t2, t3,…, tn-2, tn-1, tn, які виконують функцію базових реперних точок. Їх використовують для подальших розрахунків поточних параметрів стану шихтових матеріалів в тиглі. Контроль амплітуди імпульсів струму, їх форми і тривалості дозволяє на основі отриманих даних оцінювати ефективність імпульсного поля яке індукує в металі електромагнітні імпульсі та збуджує механічні поштовхи. При цьому звукові хвилі імпульсів збурень після проходження через внутрішній простір тигля попадають по каналам вимірювання акустичних сигналів в блок 18. Блок 18 обчислення та реєстрації станів об'єкта фіксує в пам'ять часові характеристики параметрів імпульсів і дозволяє проводити їх обробку; розраховувати швидкість проходження сигналами металевого матеріалу в тиглі, формувати поточні електронні образи стану розплаву в тиглі, див. фіг. 7. Крім того, БОРС, може бути з'єднано з пристроєм (умовно не показано) регулювання потужності індукційного нагрівача 6, і може формувати параметр ІРС управління (ІРС - induced power control), для автоматичного оптимального проведення процесу плавки. Отже наявність БОРСу розширює функціональні можливості печі і дозволяє, наприклад, виконувати регулювання процесу плавки і точно встановлювати час досягнення металом рідкого стану. Для приготування композиційного матеріалу, індукційним нагрівачем 6 нагрівають твердий сплав в тиглі 7 вище температури ліквідусу і додають в розплав 24 розрахункову дозу твердих інгредієнтів 25, див фіг. 1. Для прискорення їх дезінтеграції в об'ємі розплаву, включають індуктор імпульсного струму 9 і проводять імпульсну обробку розплаву електромагнітними силами. В процесі імпульсної обробки, постійно контролюють температуру рідкого металу і підтримують заданий рівень за допомогою індукційного нагрівача 6. Таким чином запропонована індукційна тигельна піч відкриває нові технологічні можливості, які обумовлені новими конструктивними рішеннями закладеними в конструкцію пристрою. Джерела інформації: 1. Фомин Н.И., Затуловский Л.М. Электрические печи и установки индукционного нагрева. Μ.: Металлургия, 1979. - С. 123-136. 2. Cacca В.С. Футеровка индукционных плавильных печей и миксеров. - М.: Энергоатомиздат, 1983. - С. 5-7. 3. ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ: Учебное пособие. 2-е изд., перераб. и доп. / Л.И. Иванова, Л.С. Гробова, Б.А. Сокунов, С.Ф. Сарапулов. - Екатеринбург: Изд-во УГТУ - УПИ, 2002. - 87 с. 4. Патент КНР CN 105043097 (А) - Енергозберігаюча піч для сталі. Опубл. 11.11.2015, номер заявки CN20151342991 20150619. 5. Патент Японії JP 2004108666 (А), опубл. 08.04.2004-CRUCIBLE-SHAPED INDUCTION FURNACE, номер заявки JP20020272489 20020919. ФОРМУЛА ВИНАХОДУ 1. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів, що складається з корпусу, на дні якого встановлено інерційну платформу, а всередині корпусу розташовано індукційний нагрівач з тиглем, яка відрізняється тим, що дно тигля спирається на інерційну платформу через опірну подушку, а всередині подушки встановлено електродинамічний збудник поштовхів, жорстко з'єднаний з інерційною платформою, окрім того між індукційним нагрівачем і тиглем введено термосиловий протектор, складений з неметалевої обичайки і термоізоляційної гільзи, між якими в кільцевому зазорі містяться надувні термозахистні трубки, опірна подушка включає встановлений датчик тиску газу, а електродинамічний збудник поштовхів має встановлений датчик електричного струму, причому 4 UA 115618 C2 5 10 вихід датчика тиску газу і вихід електричного датчика струму приєднані до входів блока обчислення та реєстрації станів об'єкта. 2. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів за п. 1, яка відрізняється тим, що всередині термосилового протектора розташовано звукоуловлювальні камери, які притиснуті до бічної поверхні тигля, а гнучкі звукопровідні трубки від яких виведені за корпус печі і приєднані до мікрофонів, причому виходи мікрофонів з'єднані з входами блока обчислення та реєстрації станів об'єкта. 3. Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів за п. 1, яка відрізняється тим, що електродинамічний збудник поштовхів виконаний таким, що він забезпечує формування імпульсів струму синусоїдальної або експоненціальної форми. 5 UA 115618 C2 6 UA 115618 C2 7 UA 115618 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H05B 6/24, F27B 14/08, H05B 6/18, F27B 14/06
Мітки: індукційна, композиційних, матеріалів, приготування, плавки, металів, піч, тигельна
Код посилання
<a href="https://ua.patents.su/10-115618-indukcijjna-tigelna-pich-dlya-plavki-metaliv-i-prigotuvannya-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Індукційна тигельна піч для плавки металів і приготування композиційних матеріалів</a>
Спосіб обробки розплавів і приготування композиційних матеріалів в індукційній тигельній печі

Номер патенту: 115617
Опубліковано: 27.11.2017
Автори: Русаков Петро Володимирович, Затуловський Андрій Сергійович, Дубодєлов Віктор Іванович
МПК: C22C 1/02, H05B 6/02, B22D 27/02
Мітки: спосіб, тигельній, розплавів, обробки, композиційних, матеріалів, печі, індукційний, приготування
Формула / Реферат:
1. Спосіб обробки розплавів і приготування композиційних матеріалів в індукційній тигельній печі, який включає нагрівання шихти вище температури ліквідусу, введення в розплав твердих дисперсних інгредієнтів і обробку розплаву електромагнітними силами, який відрізняється тим, що тверді дисперсні інгредієнти вводять в прошарок розплаву, товщина якого становить 0,2Dвт внутрішнього діаметра тигля, і знаходиться прошарок від дна тигля на висоті...
Тигель для сумісної індукційної і електронно-променевої плавки металів у вакуумі
Номер патенту: 65860
Опубліковано: 15.04.2004
Автори: Добкина Юлія Георгіївна, Аникін Юрій Пилипович, Ладохін Сергій Васильович, Левицький Микола Іванович
МПК: C21C 5/56, F27B 14/00
Мітки: сумісної, тигель, металів, електронно-променевої, вакуумі, індукційної, плавки
Формула / Реферат:
1.Тигель для плавки металів у вакуумі методом сумісного індукційного і електронно-променевого нагріву, що включає керамічну ємність з металевим кільцем в її верхній частині і індуктор, що охоплює цю ємність з її зовнішнього боку, який відрізняється тим, що металеве кільце виконано з наскрізними розрізами по твірній, і навколо нього розміщена система електромагнітного перемішування.2. Тигель за п.1, який відрізняється тим, що металеве...
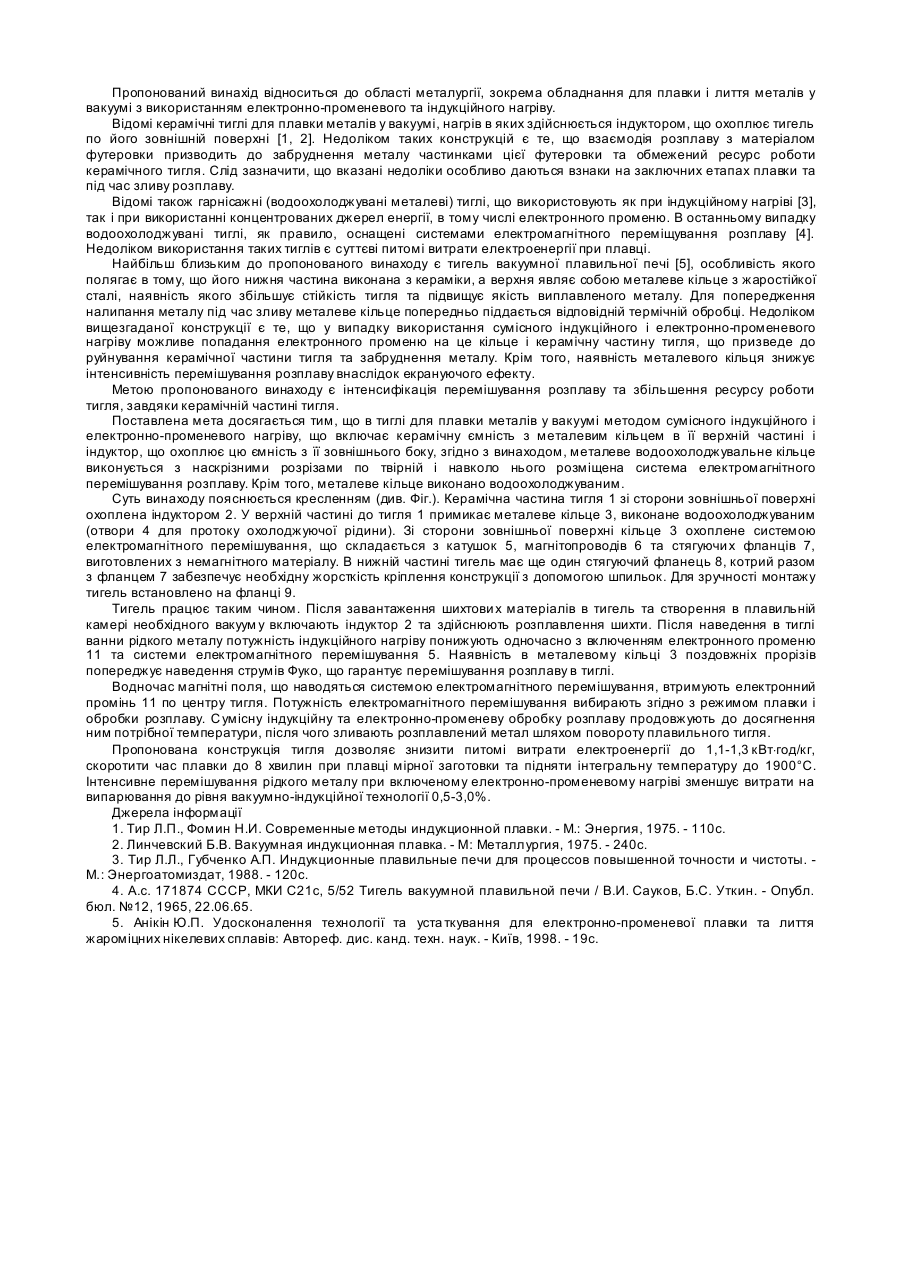
Спосіб плавки і лиття тугоплавких металів і сплавів та пристрій для його реалізації
Номер патенту: 76973
Опубліковано: 16.10.2006
Автори: Левицький Микола Іванович, Ладохін Сергій Васильович, Мірошниченко Володимир Іванович
МПК: C22B 34/00, C22B 9/22
Мітки: пристрій, металів, плавки, тугоплавких, спосіб, сплавів, реалізації, лиття
Формула / Реферат:
1. Спосіб плавки і лиття тугоплавких металів і сплавів, що включає плавку завантаженої шихти в плавильному тиглі з системою електромагнітного перемішування одержаного розплаву з подальшим зливанням його у ливарну форму, який відрізняється тим, що зливання розплаву здійснюють миттєвим поворотом тигля на 180°.2. Спосіб за п.1, який відрізняється тим, що на шляху до ливарної форми розплав додатково прискорюється в металопроводі під дією...
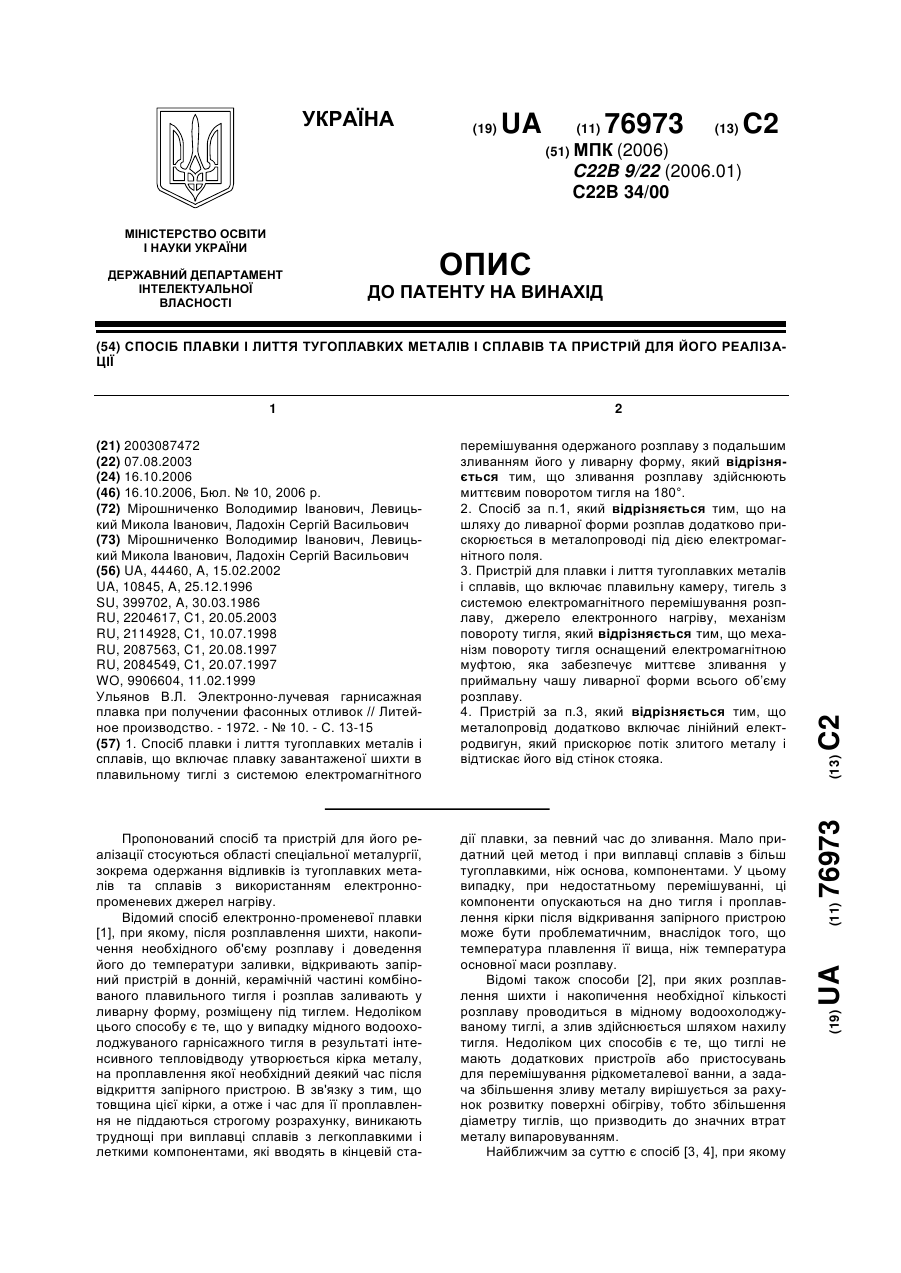
Проміжний тигель для плавки металів і сплавів
Номер патенту: 70992
Опубліковано: 15.11.2004
Автори: Канавченко Денис Віталійович, ТРИГУБ Микола Петрович, Калинюк Олексій Миколайович, Жук Геннадій Віліорович
МПК: C22B 9/22, F27B 14/00
Мітки: металів, сплавів, плавки, тигель, проміжний
Формула / Реферат:
Проміжний тигель для плавки металів і сплавів, що складається з металевого корпуса з каналами охолодження, який відрізняється тим, що на стінці проміжного тигля виконаний якнайменше один проріз для зливу рідкого металу.
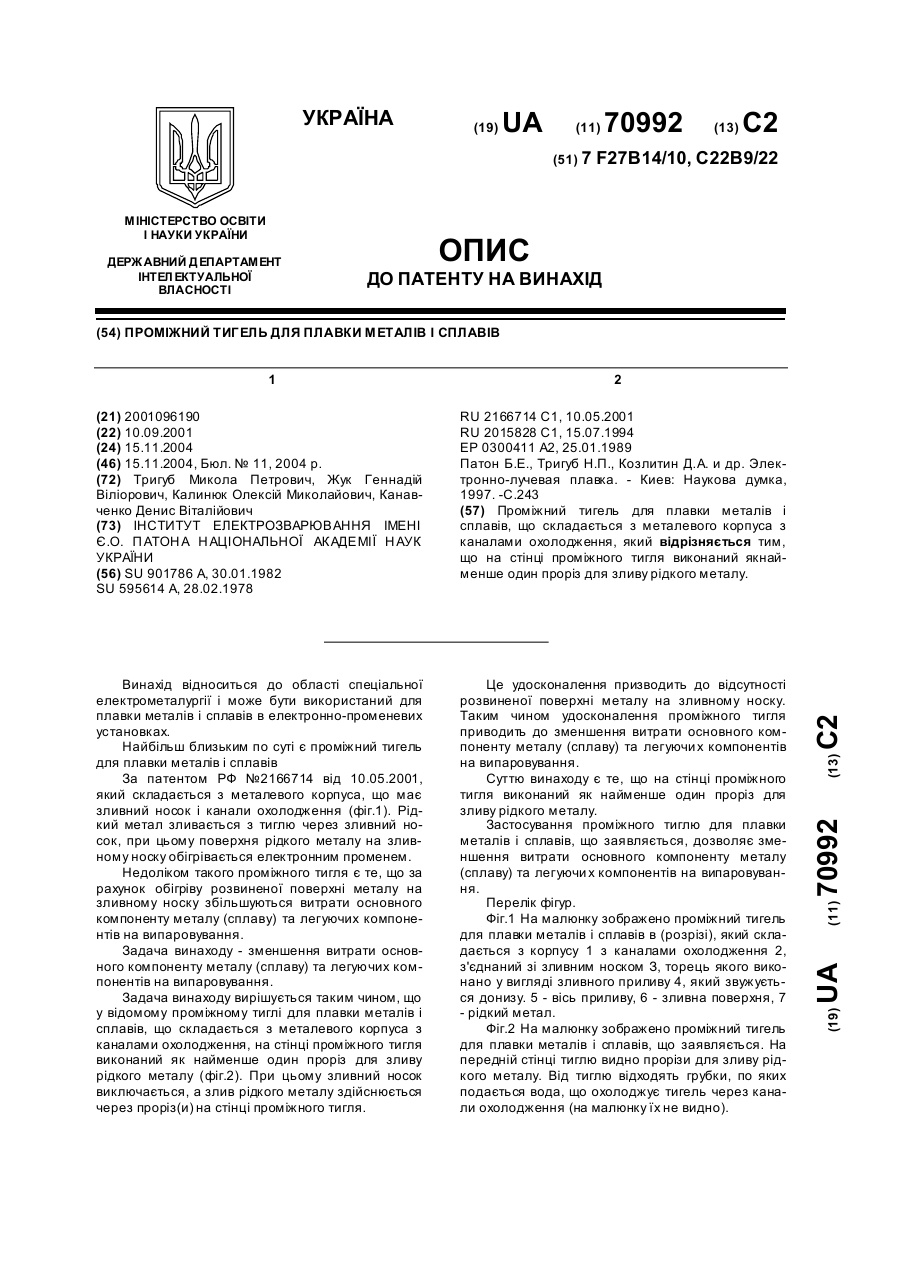
Спосіб плавки металів у дуговій печі постійного струму
Номер патенту: 30615
Опубліковано: 15.12.2000
Автори: Іванов Валентин Георгійович, Кравченко Наталія Олександрівна
Мітки: плавки, постійного, дуговій, струму, спосіб, металів, печі
Формула / Реферат:
Спосіб плавки металів у дуговій печі постійного струму шляхом загрузки шихтових матеріалів, опускання графітованого електроду до шихтових матеріалів, подачі напруження, пропускання струму через масу шихти і її розплавлення, який відрізняється тим, що плавильний процес ведуть при безперервному охолоджуванні порожнин основ металевих стержнів подового електроду, при цьому після зливу металу, піч витримують до утворення на поверхні подини, у зоні...
Попередній патент: Спосіб обробки розплавів і приготування композиційних матеріалів в індукційній тигельній печі
Наступний патент: Спосіб виготовлення підшипника ковзання
Випадковий патент: Вальці для перероблення термопластичних матеріалів