Засіб монтажу валків двовалкової зубчастої дробарки та пристрій для його здійснення
Номер патенту: 1369
Опубліковано: 25.03.1994
Автори: Соколовський Юрій Олександрович, Лаєвський Леонід Семенович, Асс Віктор Львович, Лаєвський Фелікс Леонідович, Трубчанін Віктор Іванович, Добровольський Леонід Миколайович
Формула / Реферат
1. Способ монтажа валков двухвалковой зубчатой дробилки, включающий установку осей валков параллельно друг другу, поворот валков и/или их дробящих органов вокруг оси вращения во взаимосогласованное положение при их вращении, закрепление валков и/или их дробящих органов и фиксацию валков на раме, отличающийся тем, что, с целью повышения качества дробленого продукта путем снижения в нем выхода мелких классов за счет повышения точности настойки при одновременном снижении трудоемкости сборки, а также ремонтных и наладочных работ, предварительно для каждого валка устанавливают и фиксируют проходящую через ось валка перпендикулярно ей отсчетную линию замера, одну из которых располагают под произвольным углом к соединяющей оси валков линии, а вторую сначала располагают симметрично первой относительно вертикальной оси симметрии пары валков, а затем поворачивают вокруг оси вращения соответствующего валка на угол a=g+nb, где a — угол поворота второй отсчетной линии замера, град; g — заданный установочный угол рассогласования зубьев, град; b — угловой шаг зубьев, град; n — целое число (порядковый номер ряда зубьев), а поворот каждого валка и/или его дробящих органов во взаимосогласованное положение при их вращении осуществляют до совмещения произвольных одноименных точек каждого валка с его отсчетной линией замера, после чего закрепляют валки и/или их дробящие органы.
2. Способ по п. 1, отличающийся тем, что фиксацию отсчетных линий замера осуществляют в виде визирных рисок на шаблоне или корпусе дробилки.
3. Способ по пп.1, 2, отличающийся тем, что в качестве произвольной одноименной точки каждого валка берут точки замера, принадлежащие поверхностям дробящих органов.
4. Устройство для монтажа валков двухвалковой зубчатой дробилки, содержащее рамку и базовые поверхности, отличающееся тем, что рамка выполнена с базовыми поверхностями аркообразной формы, отсчетными линиями замера и ориентированными по последним смотровыми окнами, при этом верхние части базовых поверхностей выполнены полуцилиндрическими с радиусом, равным радиусу вала валка, а центры полуцилиндрических поверхностей расположены на расстоянии, равном расстоянию между осями валков, причем одна из отсчетных линий замера расположена под острым углом к линии, проходящей через центры полуцилиндрических поверхностей, а вторая — под углом, большим, чем первая на угол a=g+nb, где a — угол поворота второй отсчетной линии замера, град; g — заданный установочный угол рассогласования зубьев, град; b — угловой шаг зубьев, град; n — целое число (порядковый номер ряда зубьев).
5. Устройство по п.4, отличающееся тем, что оно имеет расположенный на каждой отсчетной линии замера неподвижный указатель.
6. Устройство по пп. 4, 5, отличающееся тем, что рамка выполнена со сквозными щелями.
Текст
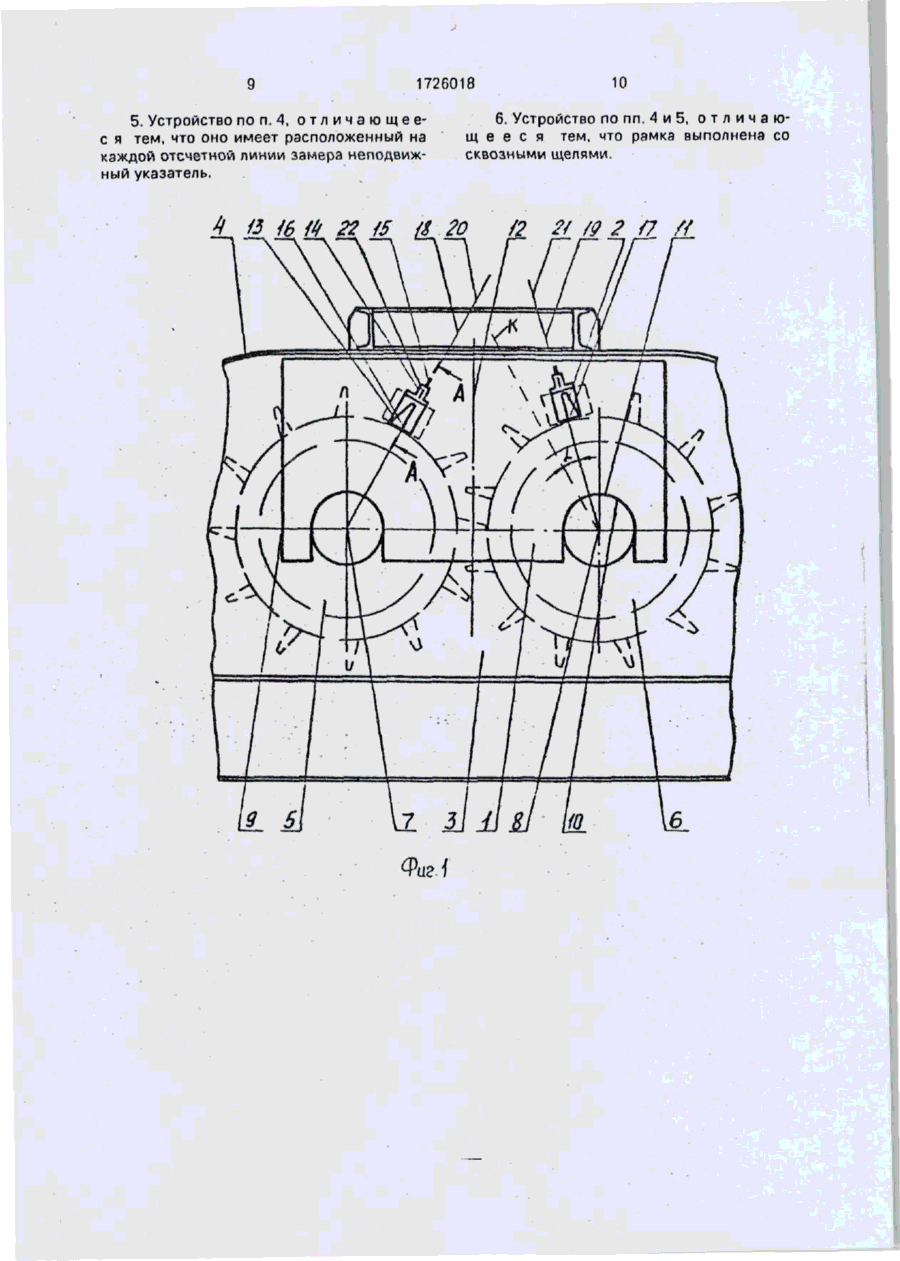
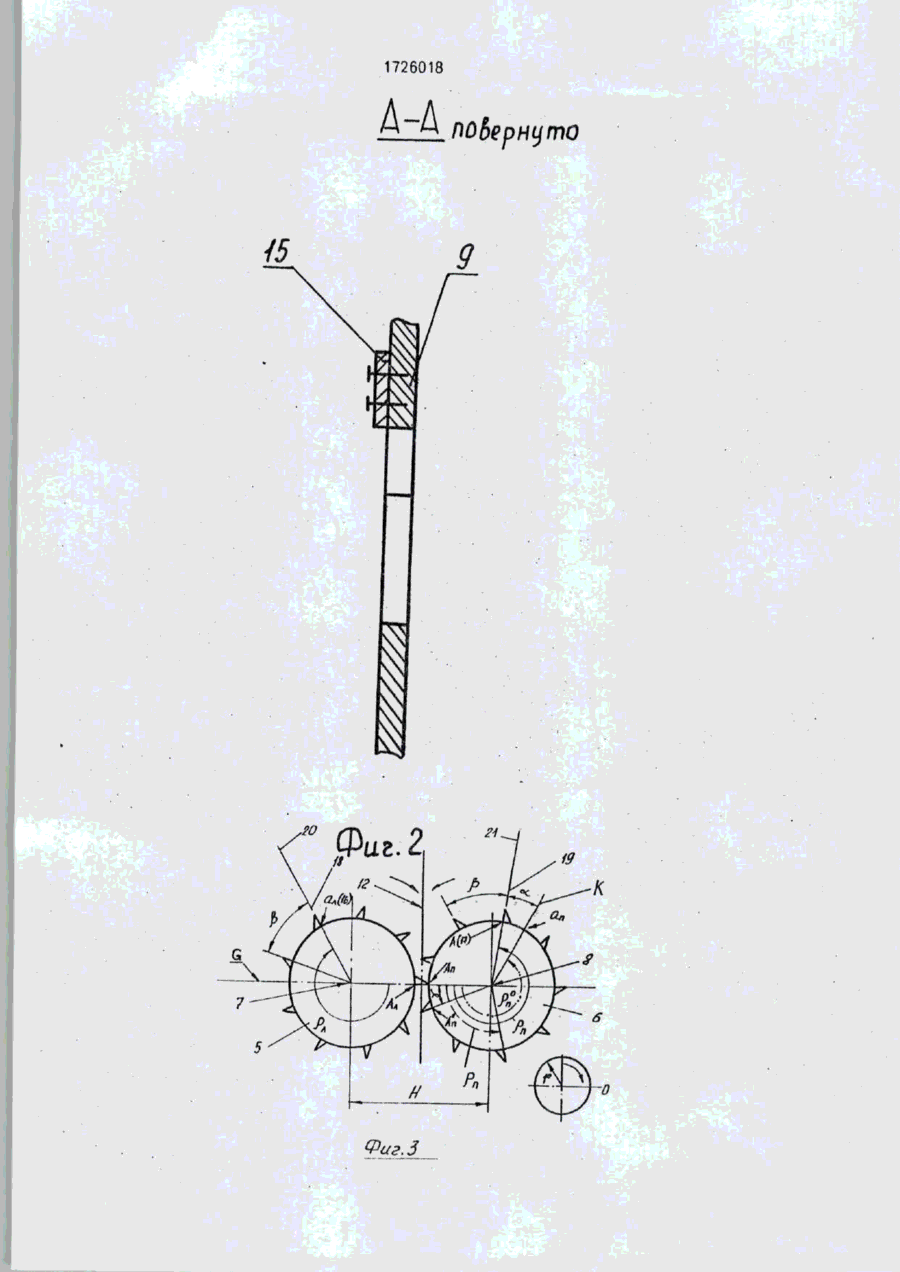
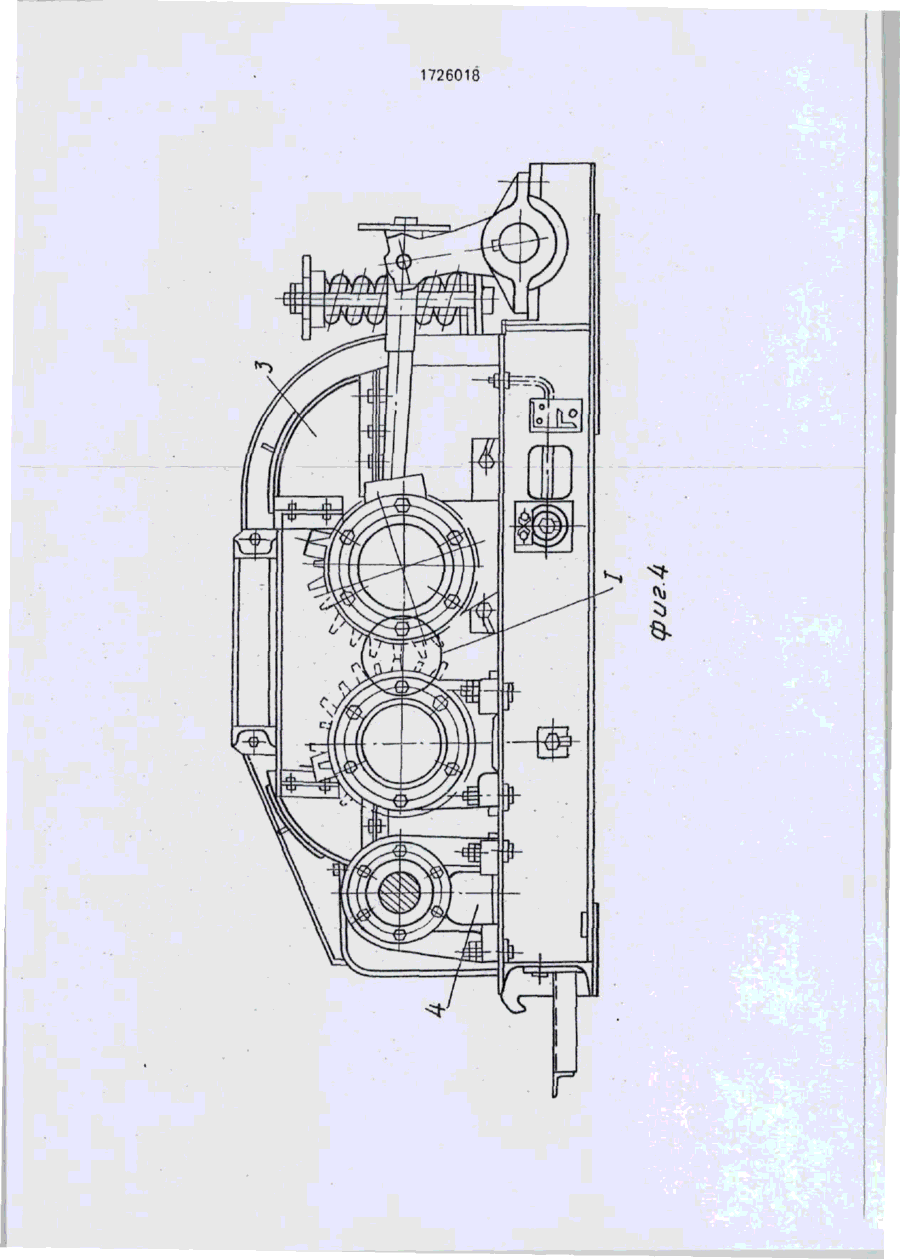
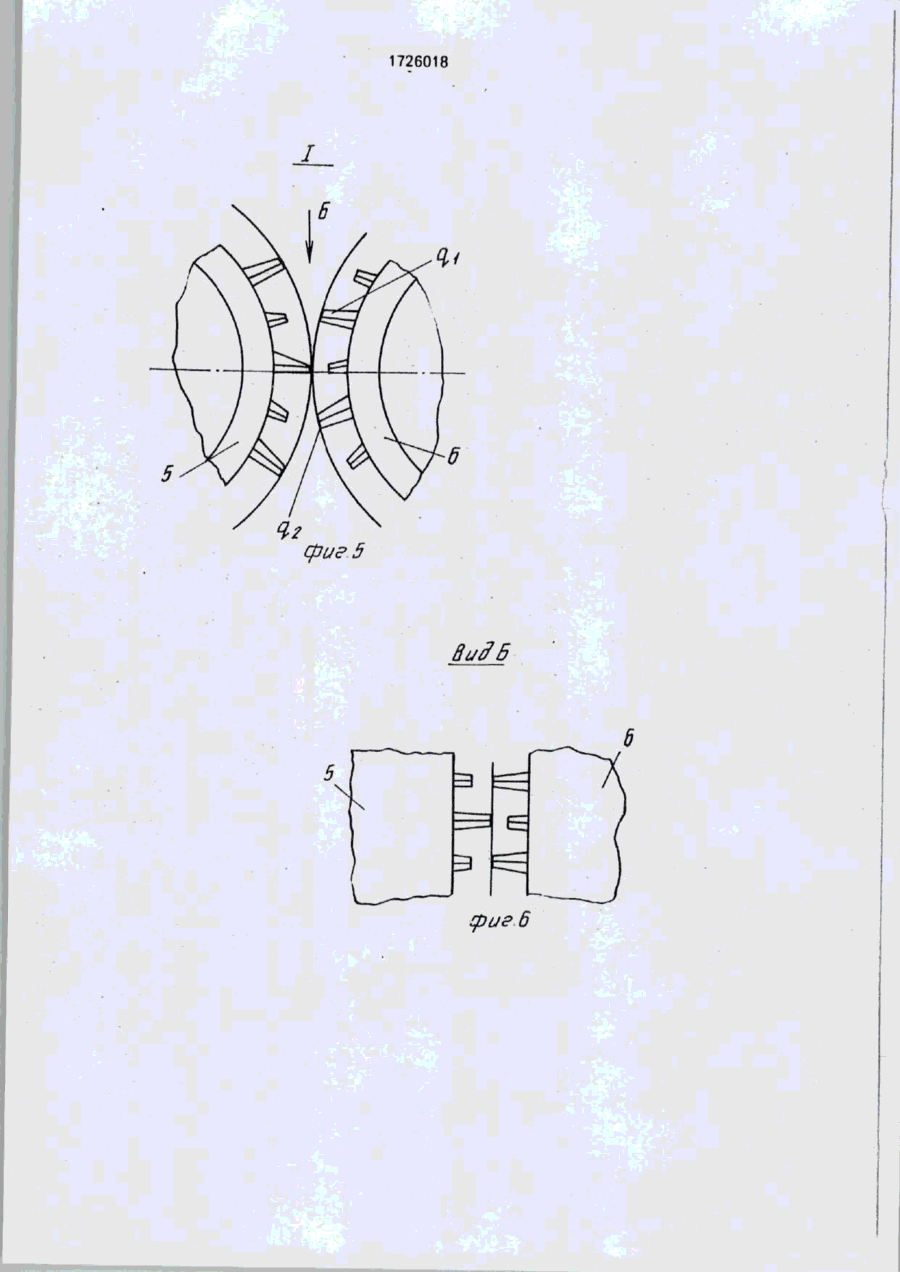
Использование: дробление и измельчение угля и руд. Сущность изобретения: на рамке, с помощью которой осуществляют Изобретение относится к оборудованию для дробления и измельчения различных материалов и может быть использовано в валковых дробилках, применяемых в угольной, горнорудной и других отраслях промышленности. Цель изобретения - повышение качества дробленого продукта путем снижения в нем выхода мелких классов за счет повышения точности настройки при одновременном снижении трудоемкости сборки, а также ремонтных и наладочных работ. Поставленная цель достигается тем, что предварительно для каждого валка устанавливают и фиксируют проходящую через ось монтаж валков двухвалковой зубчатой дробилки, выполнены базовые поверхности аркообразной формы, верхние полуцилиндрические части которых имеют радиус, равный радиус еала валка, а центры полуцилиндрических частей расположены на расстоянии, равном расстоянию между осями валков. Рамка имеет также две отсчетных линии замера и ориентированные по ним смотровые окна. Одна отсчетная линия замера расположена под острым углом к линии, проходящей через центры полуцилиндрических поверхностей, а вторая - под углом, большим, чем первая, на угол а = у + п Д где а - угол поворота второй отсчетной линии замера, град; у-заданный установочный угол рассогласования зубьев, град; р - угловой шаг зубьев, град; п - целое число (порядковый номер ряда зубьев). 2 с. и 4 з.п. ф-лы, 7 ил. валка перпендикулярно ей отсчетную линию замера, одну из которых располагают под произвольным углом к линии, соединяющей оси валков, а вторую скачала располагают симметрично первой относительно вертикальной оси симметрии валков, а затем поворачивают вокруг оси вращения второго валка на угол а = у + П/?, где а- угол поворота второй отсчетной линии замера, град; у- заданный установочный угол рассогласования зубьев, град; /?- угловой шаг зубьев, град; п - целое число (порядковый номер ряда зубьев), с 1726018 а поворот каждого валка и/или его дробящих органов во взаимосогласованное положение при их вращении осуществляют до совмещения произвольных одноименных точек каждого валка с его отсчетной линией замера, после чего закрепляют валки и/или их дробящие органы. Кроме того, фиксацию отсчетных линий замера осуществляют в виде визирных рисок на шаблоне или корпусе дробилки. В качестве произвольной одноименной точка каждого валка берут точки замера, принадлежащие поверхностям дробящих органов, например крайние передние точки вершин дробящих зубьев. Рамка, которую содержит устройство для монтажа валков двухвалковой зубчатой дробилки, выполнена с базовыми поверхностями л-обрззной (аркообразной) формы, отсчетными линиями замера и ориентированными по последним смотровыми окнами, при этом верхние части базовых поверхностей указанного устройства выполнены полуцилиндрическими с радиусом, равным радиусу вала валка, а центры полуцу'-'индрических поверхностей расположены на расстоянии, равном расстоянию между осями валков, причем одна из отсчетных линий замера расположена под острым углом к линии, соединяющей центры цилмндрических поверхностей, а вторая - под углом, большим, чем первая, на угол 5 10 15 20 25 30 а =у + г\р где а- угол поворота второй отсчетной линии замера, град.; 35 у-заданный установочный угол рассогласования зубьев, град.; /3 - угловой шаг зубьев, град ; п - целое число(порядковый номер ряда зубьев). 40 Устройство для монтажа валков двухвалковой зубчатой дробилки имеет неподвижные и н д е к с ы , р а с п о л о ж е н н ы е на отсчетных линиях замера. Рамка устройства для монтажа валков 45 двухвалковой зубчатой дробилки выполнена со сквозными щелями Технико-экономические преимущества предлагаемых способа и устройства обусловлены повышением точности настройки 50 валков и снижением трудоемкости сборочных и ремонтных операций. На фиг. 1 изображено предлагаемое устройство для настройки, установленное на дробилке в рабочем положении; на фиг. 2 - 5 5 разрез А-А на фиг. 1; на фиг. 3 - схема настройки; на фиг. 4 - двухвалковая зубчатая дробилка, вид сбоку; на фиг 5 - узел I на фиг. 4; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - передаточный механизм двухвалковой зубчатой дробилки. Устройство 1 для настройки взаимно согласованного положения дробящих органов 2 дробилки 3, включающей установленные в корпусе 4 дробилки зубчатые валки (левый 5 и правый 6) со взаимно параллельными осями 7и8вращения, содержит рамку 9 с двумя базовыми поверхностями 10 ггобраэной формы (фиг. 1). Верхние части базовых поверхностей 10 выполнены полуцилиндрическими с радиусами, равными радиусам соответствующих цилиндрических поверхностей 11 валов валков, на которых они базируются, а центры полуцилиндрических поверхностей 10 расположены на расстоянии Н, равном расстоянию между осями 7 и 8 валков. Валки 5 и 6 размещены симметрично относительно оси 12. Устройство 1 вып о л н е н о со с м о т р о в ы м и о к н а м и 13, сквозными щелями 14 и с неподвижными отсчетными индексами 15. Смотровые окна 13 предназначены для наблюдения за принадлежащими поверхностям дробящих органов 2 точками замера (левой 16 и правой 17) и размещены рядом с отсчетными индексами 15. Последние размещены на отсчетных линиях замера 18 и 19 соответствующего валка, размещенных на полупрямых 20 и 21 (соответственно левого и правого валков), проведенных из осей 7 и 8 вращения валков перпендикулярно этим осям (при этом полупрямые размещены под некоторым острым углом, как указано ниже). На этих же отсчетных линиях 18 и 19 размещены и сквозные щели 14, предназначенные для подметки, например, с помощью чертилки и нанесения визирных рисок 22 на корпусе дробилки. Условием встречного синхронного вращения зубчатых валков 5 и 6 является симметричное (относительно оси 12 симметрии этих валков) положение принадлежащих валкам точек Ал и А п , назначаемых из условия, что при вращении валков указанные точки одновременно пересекают горизонтальную прямую G, проведенную через оси 7 и 8 валков. Если для определения текущего центрального с вершиной на оси 7 и 8 угла поворота указанных точек А л и А п принять за начало отсчета прямую G, а направление вращения одного (любого) из валков принять за положительное, то имеют место соотношения /?л і £)п — ' \ ) И Рп =pR (2) где рп - угол поворота левого валка, град; г& - угол поворота правого валка, град. 1726018 Используя соотношения (!) и (2), можно осуществлять настройку (установку точек Ал и А п на прямой G) косвенно посредством установки в симметричное относительно оси 12 положение точек ал и а п . отстоящих 5 от точек Ал и Ап на равные центральные углы. На практике удобнее использовать для настройки односменные точки, т.е. точки, которые в пределах одного валка периодически повторяются через целое число п 10 угловых шагов Д например, точки А0 и А на фиг, 3, точки qi nq2 на фиг. 5, и точки, между которыми на парных валках существует взаимно однозначное соответствие (биективное отображение), например, точки А л ° и Ап, 15 а также ал и А на фиг. 3. Так, в случае настройки с использованием одноименных точек может быть использована точка ал (передняя точка у основания зуба) и любая из одноименных ей точек, например, точка А (передняя точка у основания зуба), отсто- 20 ящая от точки An на центральный угол f$ -f «, при этом а = у + п£ (3) Предлагаемый способ включает следующие операции. 1. Нахождение координат отсчетных линий замера для каждого валка. 2. Фиксация найденных отсчетных линий замера, например, в виде материальных отметок (рисок) на материальном носителе(предлагаемом устройстве, шаблоне, стенке корпуса дробилки и т.п.). 3. Настройка дробящих органов (зубчатых валков, зубчатых сегментов, зубчатых колец и т.д.) по найденным отсчетным линиям замера, которая включает: при необходимости (например, при замене изношенных дробящих органов на месте эксплуатации) рассоединение, расцепление зубчатых колес соединяющего зубчатые валки передаточного механизма (для случая зубчатых валков) и рассоединение, раскрепление зубчатых сегментов и зубчатых колец (для случая зубчатых сегментов и колец) для обеспечения возможности свободного углового перемещения валков, сегментов, колец и т.п.; угловое перемещение вокруг оси вращения валка (поворот валка вокруг своей оси вращения; скользящее перемещение дробящего сегмента по цилиндрической поверхности корпуса валка, т.е. также поворот его вокруг оси валка; поворот зубчатого кольца вокруг оси валка и т.п.); совмещение одноименных точек (например, крайних передних точек вершин зубьев на реальной поверхности дробящих органов) с отметками (рисками и т.п.) на предлагаемом устройстве, на шаблоне, корпусе дробилки и т.д. 25 30 35 40 45 50 55 4. Закрепление взаимного положения дробящих органов (валков, сегментов и т.п.) посредством соединения зубчатых колес межвалкового передаточного механизма, посредством закрепления сегментов к корпусу валка болтами и т.д. В случае применения предлагаемого устройства для настройки при реализации способа можно различить следующие его этапы; изготовление устройства; настройка с помощью устройства; закрепление взаимного положения настроенных дробящих органов. Предлагаемый способ монтажа дробилки осуществляется следующим образом. При применении предлагаемого устройства для монтажа валков двухвалковой зубчатой дробилки для реализации способа сначала изготовляют это устройство. Изготовление устройства для настройки взаимно согласованного положения дробящих органов осуществляют следующим образом. На рамке 9 устройства 1 на расстоянии Н друг от друга производят разметку центров Ол и On, соответствующих осям 7 и 8; производят разметку оси 12 симметрии; через центр Ол проводят полупрямую (луч) 20, а через центр Оп - полупрямую К, симметричную (с осью 12 симметрии) полупрямой 20, под углом а к последней через центр On проводят полупрямую (луч) 21 (угол а откладывается в зависимости от его знака согласно схеме в правой нижней части фиг. 3 по или против часовой стрелки). На полупрямых 20 и 21 размещают отсчетные линии 18 и 19 замера, крепят неподвижные отсчетные индексы 15, выполняют смотровые окна 13, а при необходимости - сквозные щели 14. Механически обрабатываютл-образной (аркообразной) формы базоаые поверхности по разметке центров Ол и On- Выбор расположения отсчеткых линий замера 18 и 19 зависит от конструктивных параметров дробилки и удобства расположения смотровых окон с точки зрения обслуживания дробилки. Настройку взаимно согласованного положения дробящих органов с помощью ранее изготовленного устройства осуществляют следующим образом. Пару дробящих валков, включающую левый 5 и правый 6 валки, устанавливают в корпусе 4 дробилки 3 в фиксированном положении, при котором оси 7 и 8 вращения валков взаимно параллельны и находятся на заданном расстоянии Н друг от друга. Для такой установки валков может использоваться предлагаемое устройство, которое 8 1726018 обеспечивает контроль расстояния Н, а при устанете на опорные поверхности по обе стороны валков {например, поочередно) контроль параллельности осей. После установки и фиксации валков а указанном положении предназначенный для передачи вращения межвалковый механизм (фиг. 7) должен быть рассоединен и валки 5 и 6 при повороте вокруг осей 7 и 8 должны иметь возможность разворота один относительно другого на любой угол. (В другом случае при установке дробящих колец или сегментов-рассоединение необязательно, но тогда кольца или сегменты должны иметь возможность углового перемещения скольжения - вокруг осей 7 и 8). На кольцевые базовые поверхности 11 валков сверху устанавливают/т-образиой формы базовые поверхности 10 устройства 1; с левым неподвижным отсчетным индексом 15 совмещают крайнюю переднюю точку 16 замера, принадлежащую вершине зуба левого валка, а с правым неподвижным отсчетным индексом 15 совмещают крайнюю переднюю точку 17 замера, одноименную с точкой 16 и принадлежащую вершине зуба правого валка. После этого достигнутое новое взаимное положение дробящих органов фиксируют известным способом: либо с помощью установки в рабочее положение звена межвалкового передаточного механизма, либо закреплением на корпусе валка дробящего кольца или сегмента. 5 перпендикулярно ей отсчетную линию замера, одну из которых располагают под произвольным углом к соединяющей оси валков линии, а вторую сначала располагают симметрично первой относительно вертикальной оси симметрии пары валков, а затем поворачивают вокруг оси вращения соответствующего валка на угол а~у + п/3, 10 где а- угол поворота второй отсчетной пинии замера, град; у- заданный установочный угол рассогласования зубьев, град; Р~ угловой шаг зубьев, град; 15 п - целое число (порядковый номер ряда зубьев), а поворот каждого валка и/или его дробящих органов во взаимосогласованное положение при их вращении осуществляют до 20 совмещения произвольных одноименных точек каждого валка с его отсчетной линией замера, после чего закрепляют валки и/или из дробящие органы. 25 30 Предлагаемый способ монтажа дробилки может быть осуществлен и без предлагаемого 35 устройства, например с использованием оптико-механических измерительных приборов. В этом случае отсчетные линии замера фиксируют в самом приборе и с ними в процессе настройки совмещают соответствую- но щие т о ч к и з а м е р а , п р и н а д л е ж а щ и е реальным поверхностям дробящих органов. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что фиксацию отсчетных линий замера осуществляют в виде визирных рисок на шаблоне или корпусе дробилки. 3. Способ по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что в качестве произвольной одноименной точки каждого валка берут точки замера, принадлежащие поверхностям дробящих органов, 4. Устройство для монтажа валков двухвалковой зубчатой дробилки, содержащее рамку и базовые поверхности, о т л и ч а ю щ е е с я тем, что рамка выполнена с базовыми поверхностями аркообразной формы, отсчетными линиями замера и ориентированными по последним смотровыми окнами, при этом верхние части базовых поверхностей выполнены полуцилиндрическими с радиусом, равным радиусу вала валка, а центры полуцилиндрических поверхностей расположены на расстоянии, равном расстоянию между осями валков, причем одна из отсчетных линий замера расположена под острым углом к линии, проходящей через центры полуцилиндрических поверхностей, а вторая - под углом, большим, чем первая, на угол Формула изобретения 1. Способ монтажа валков двухвалковой 45 зубчатой дробилки, включающий установку осей валкоа параллельно друг другу, поворот валков и/или их дробящих органов вокруг оси вращения во взаимосогласованное положение при ик вращении, закрепление 50 валков и/или их дробящих органов и фиксацию валков на раме, о т л и ч а ю щ и й с я а ~ул-пр} тем, что, с целью повышения качества дробгде а~ угол поворота второй отсчетной лиленого продукта путем снижения а нем вынии замера, град; хода мелких классов за счет повышения 55 у - заданный установочный угол рассогточности настройки при одновременном ласования зубьев, град; снижении трудоемкости сборки, а также реft - угловой шаг зубьев, град; монтных и наладочных работ, предварип - целое число (порядковый номер ряда тельно для каждого валка устанавливают и зубьев). фиксируют проходящую через ось валка 10 1726018 5. Устройство по п. 4, о т л и ч а ю щ е е с я тем, что оно имеет расположенный на кзждой отсчетной линии замера неподвижный указатель. 6. Устройство по пп. 4 и 5, о т л и ч а ю щ е е с я тем, что рамка выполнена со сквозными щелями. 2/ /g 2 /7 // \\\ УМ V [ • 1726018 A-A повернуто -Ю риг. 2 24. 19 К Фаг.З 1726018 Г 1726018 сриг 5 фиг 6 1726018 Редактор М.Циткина Составитель В.Асе Техред М.Моргентал Корректор С.Черни Заказ 1224 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 «5. % .
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for installation of rolls of double-roll crusher
Автори англійськоюLaievskyi Feliks Leonidovych, Ass Viktor Lvovych, Sokolovskyi Yurii Oleksandrovych, Trubchanin Viktor Ivanovych, Laievskyi Leonid Semenovych, Dobrovolskyi Leonid Mykolaiovych
Назва патенту російськоюСпособ монтажа валков двухвалковой дробилки и устройство для его осуществления
Автори російськоюЛаевский Феликс Леонидович, Асс Виктор Львович, Соколовский Юрий Александрович, Трубчанин Виктор Иванович, Лаевский Леонид Семенович, Добровольский Леонид Николаевич
МПК / Мітки
МПК: B02C 4/28
Мітки: дробарки, засіб, монтажу, пристрій, двовалкової, зубчастої, валків, здійснення
Код посилання
<a href="https://ua.patents.su/10-1369-zasib-montazhu-valkiv-dvovalkovo-zubchasto-drobarki-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Засіб монтажу валків двовалкової зубчастої дробарки та пристрій для його здійснення</a>
Засіб спалювання скидних газів та пристрій для його здійснення
Номер патенту: 679
Опубліковано: 15.12.1993
Автори: Гориславець Сергій Петрович, Ільєнко Борис Кузьмич, Надоненко Петро Павлович
МПК: F23G 7/06, F23Q 13/00, F23D 14/00
Мітки: скидних, газів, спалювання, пристрій, здійснення, засіб
Формула / Реферат:
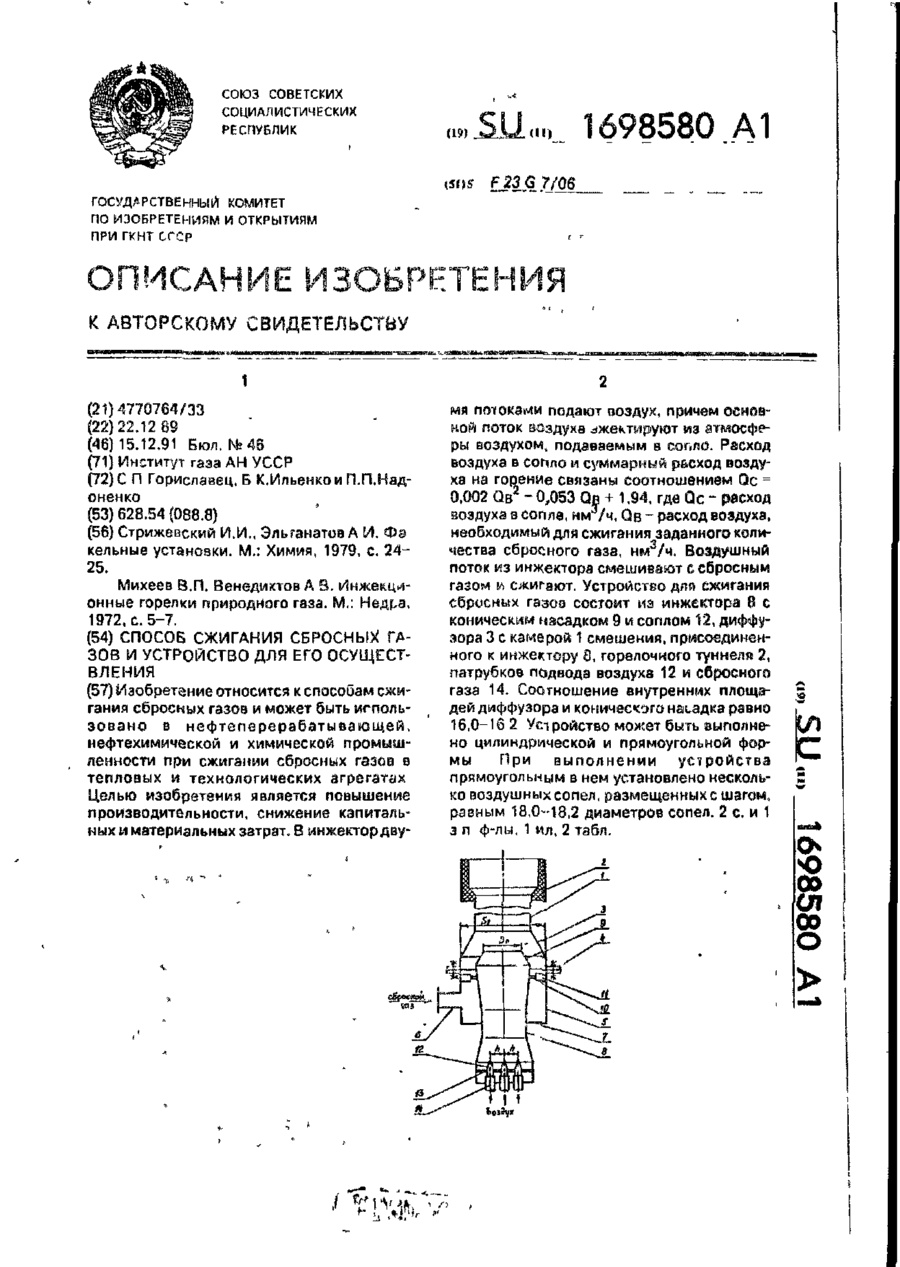
Формула изобретения1. Способ сжигания сбросных газов, включающий подачу воздуха в сопло инжектора, подачу сбросного газа на смешение с воздухом и сжигание смеси, отличающийся тем, что, с целью повышения производительности, снижения капиталовложений и материальных затрат, воздух в инжектор подают двумя потоками, при этом основной поток воздуха эжектируют из атмосферы воздухом, подаваемым в сопло инжектора, причем расход воздуха в сопло...
Підбирач валків
Номер патенту: 311
Опубліковано: 30.04.1993
Автори: Краснов Григорій Андрійович, Воробкін Олександр Васильович, Гусманов Рашид Зуфарович, Троян Лариса Валеріївна, Остринський Максим Вікторович, Троян Валерій Хомич, Терещенко Анатолій Степанович
МПК: A01D 89/00
Формула / Реферат:
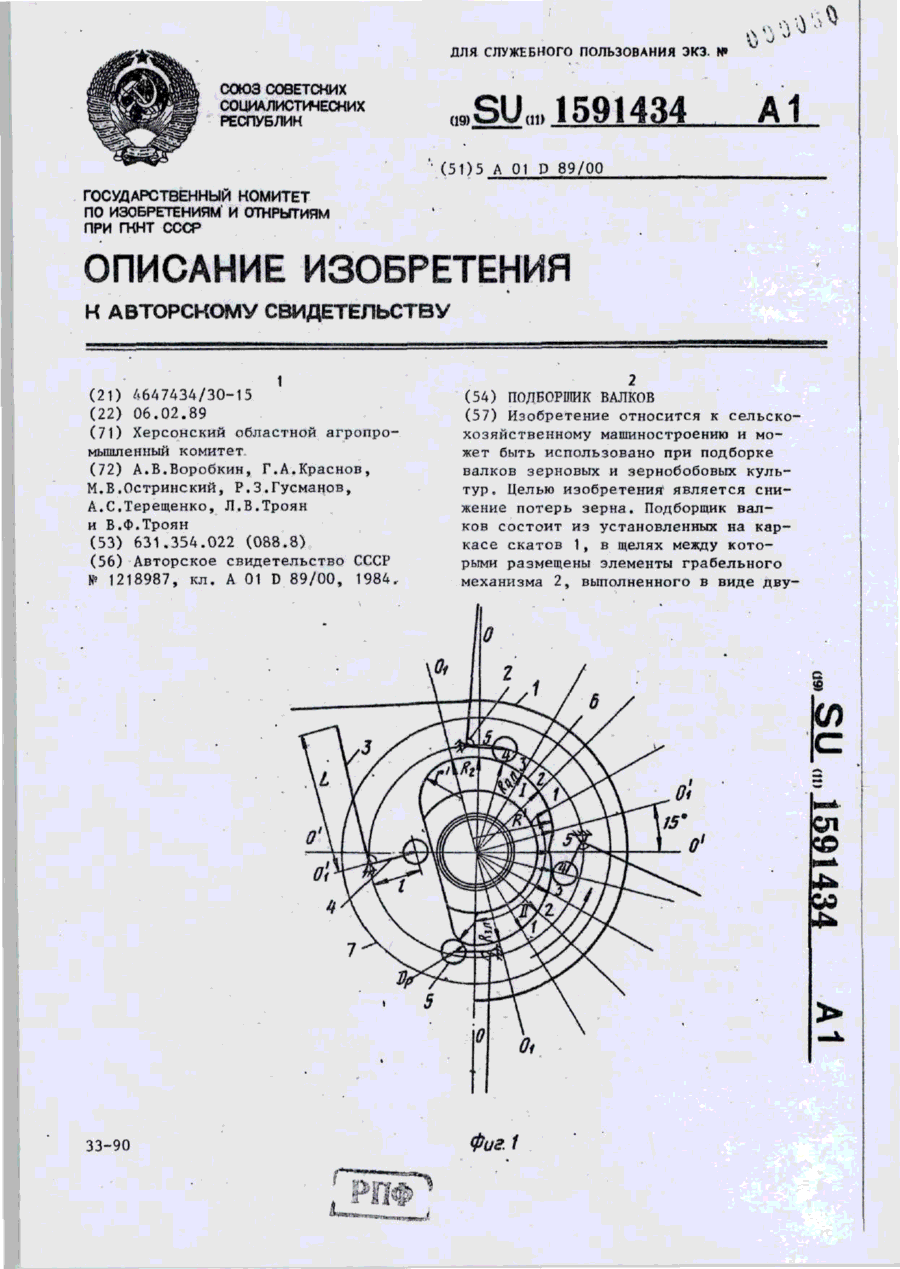
1. Подборщик валков, содержащий барабан, каркас, скаты, грабельный механизм, выполненный в виде шарнирно установленных двуплечих рычагов, одно плечо из которых является рабочим органом, а конец другого оснащен роликом, контактирующим с фигурной беговой дорожкой кулачка, рабочая часть которого имеет верхнюю выпуклую поверхностьпеременного радиуса р, описываемого уравнениемгде R - постоянный заданный радиус...
Передаточний механізм валкової дробарки

Номер патенту: 1368
Опубліковано: 25.03.1994
Автори: Пахно Віктор Петрович, Лаєвський Фелікс Леонідович, Асс Віктор Львович, Гершман Валерій Якович, Яроцький Микола Іванович, Трубчанін Віктор Іванович
МПК: B02C 4/42
Мітки: дробарки, механізм, передаточний, валкової
Формула / Реферат:
1. Передаточный механизм валковой дробилки, содержащий дробящие валы с закрепленными на них ведущим и ведомым зубчатыми колесами, выполненными соответственно с наружными и внутренними зубьями, входящими в зацепление с промежуточными шестернями, жестко связанными между собой и концентрично расположенными на общей оси, которая соединена с ведомым зубчатым колесом посредством шарнирно закрепленной на его ступице щековой подвески и с ведущим...
Спосіб одержання штапельних волокон та пристрій для його здійснення
Номер патенту: 560
Опубліковано: 15.12.1993
Автори: Чувашов Юрій Миколайович, Трефилов Віктор Іванович, Калін Михайло Миколайович, Сергеєв Володимир Петрович, Божко Василь Іванович, Тутаков Олег Васильович, Шусть Емма Олександрівна, Гаврилюк Микола Семенович, Євгеньєв Віктор Миколайович, Волинець Ольга Олексіївна
МПК: C03B 37/01
Мітки: одержання, здійснення, спосіб, штапельних, волокон, пристрій
Формула / Реферат:
1. Способ получения штапельных волокон путем приготовления расплава, формования из расплава струи, раздува ее высокоскоростным энергоносителем, отличающийся тем, что скорость подачи высокоскоростного энергоносителя составляет 3000-5000 м/с, а на нижний торец струи расплава перпендикулярно ее оси воздействуют однонаправленным с потоком энергоносителя когерентным, лучом мощностью 5 х 105-9.105Вт/см2.2. Устройство для получения...
Спосіб місцевого знеболювання та пристрій для його здійснення
Номер патенту: 107
Опубліковано: 30.04.1993
Автор: Гришанін Геннадій Григорович
МПК: A61H 39/00
Мітки: пристрій, спосіб, місцевого, здійснення, знеболювання
Формула / Реферат:
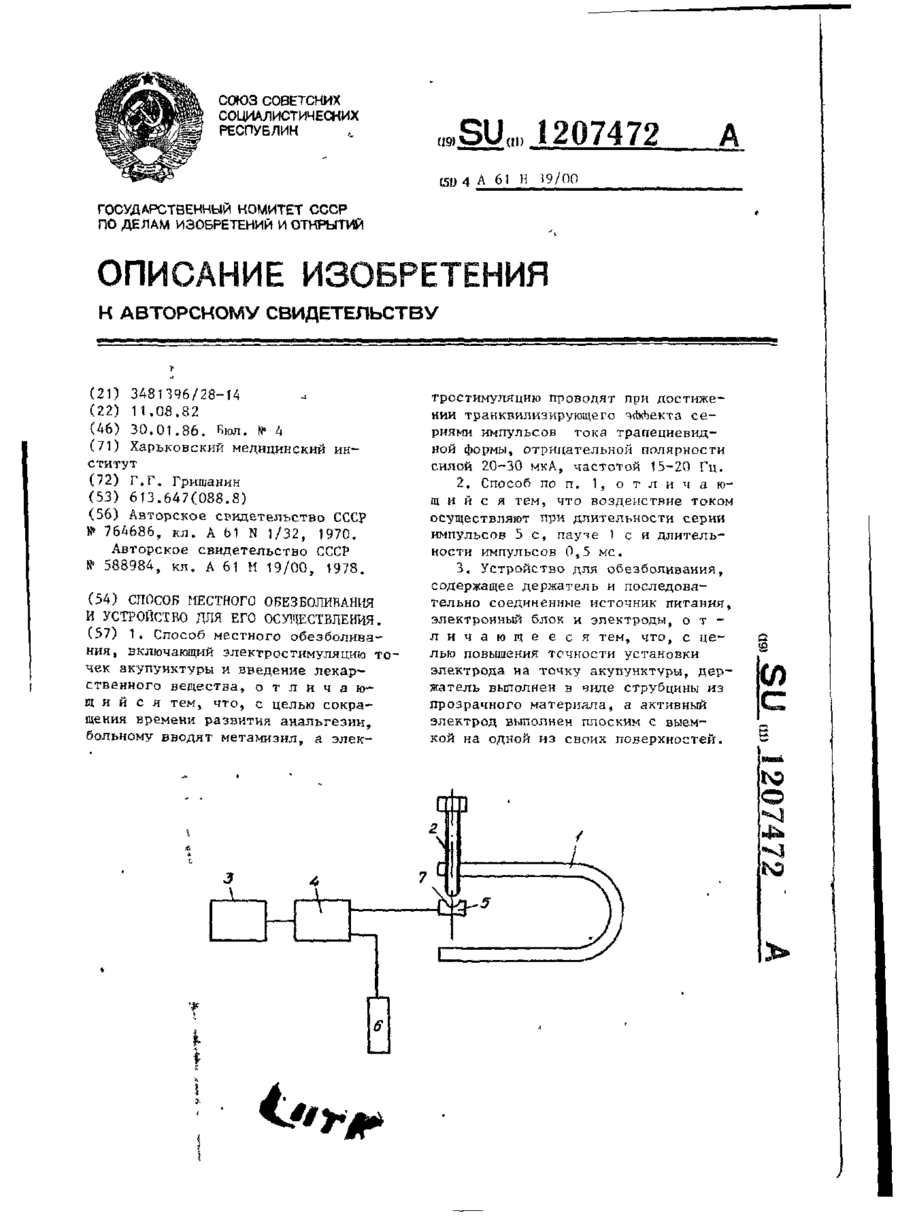
(57)1. Способ местного обезболивания, включающий электростимуляцию точек акупунктуры и введение лекарственного вещества, отличающийся тем, что, с целью сокращения времени развития анальгезии, больному вводят метамизил, а электростимуляцию проводят при достижении транквилизирующего эффекта сериями импульсов тока трапециевидной формы, отрицательной полярности силой 20-30 мкА, частотой 15-20 Гц.2. Способ по п. 1, отличающийся тем, что...
Попередній патент: Передаточний механізм валкової дробарки
Наступний патент: Шіхта для виготовлення деталей контейнеру камери високого тиску
Випадковий патент: Літальний апарат вертикального зльоту і посадки