Пакувальна ємність та заготовка для її виготовлення
Текст
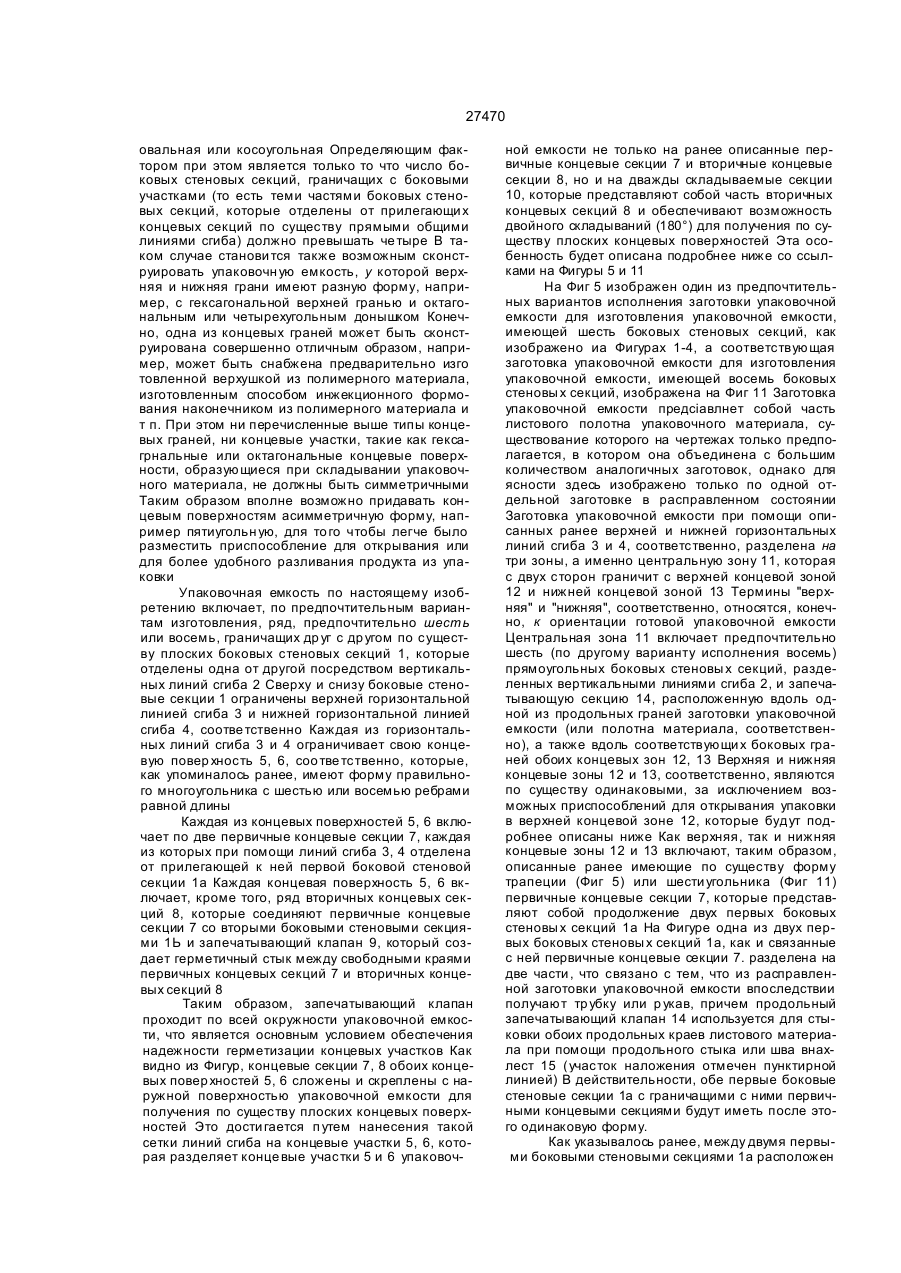
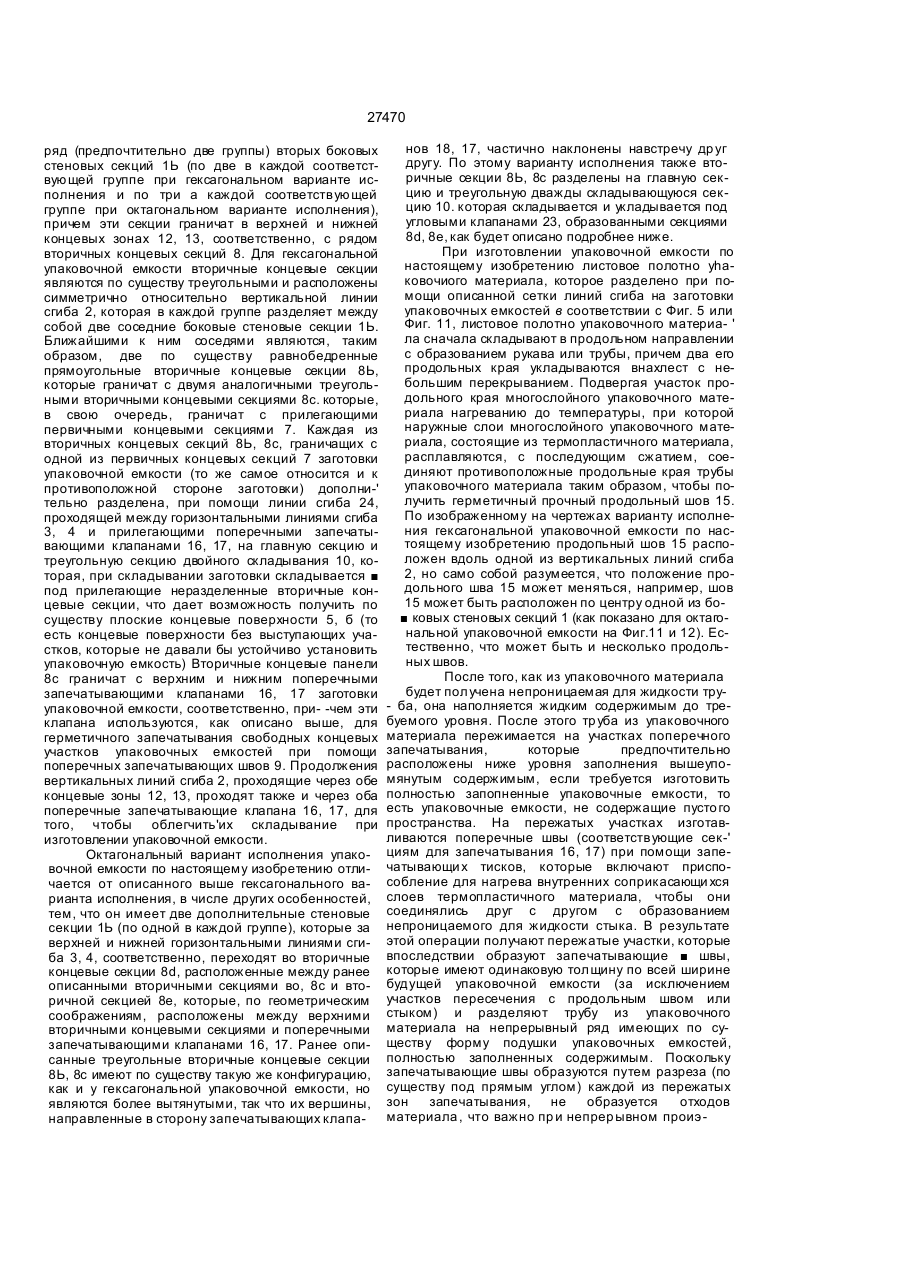
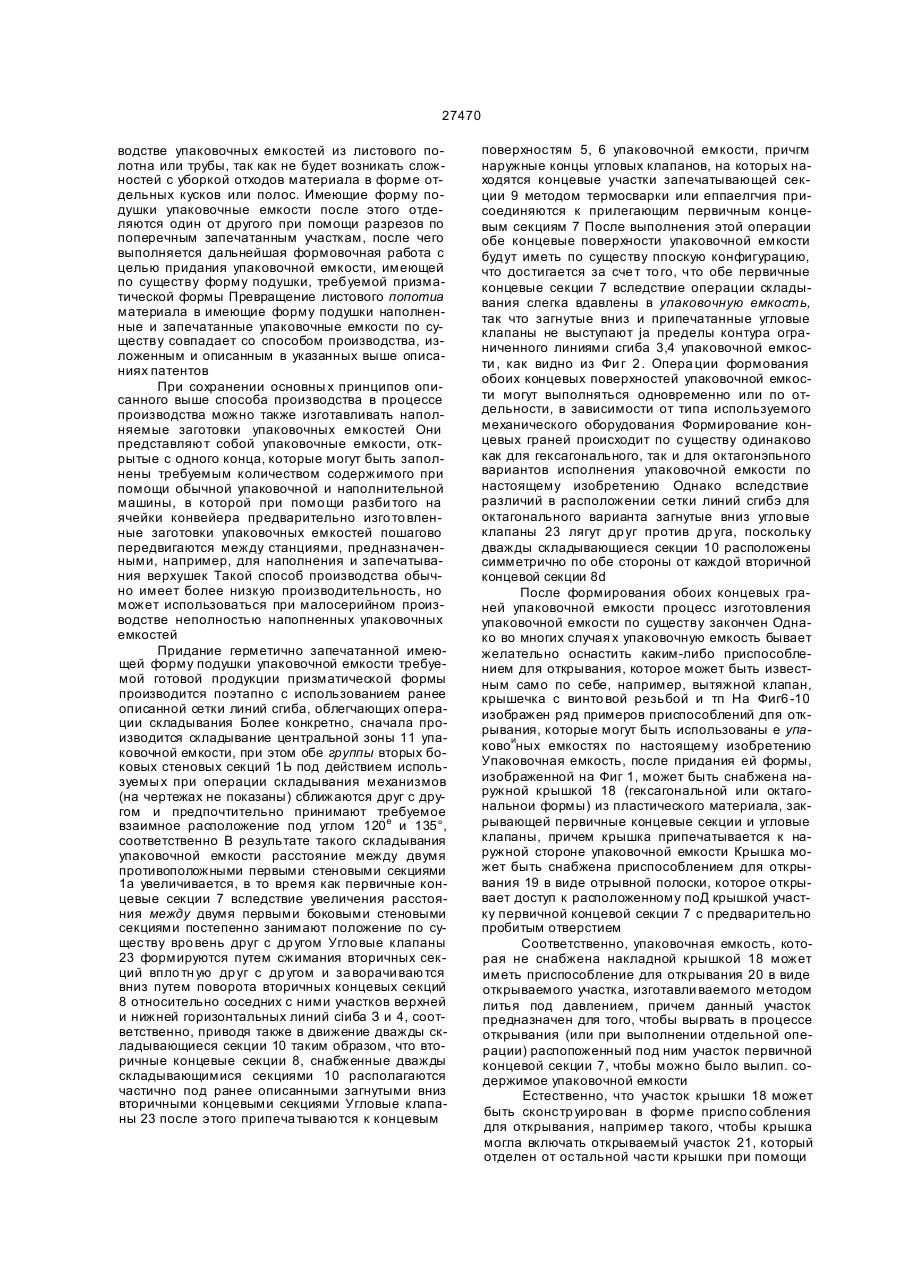
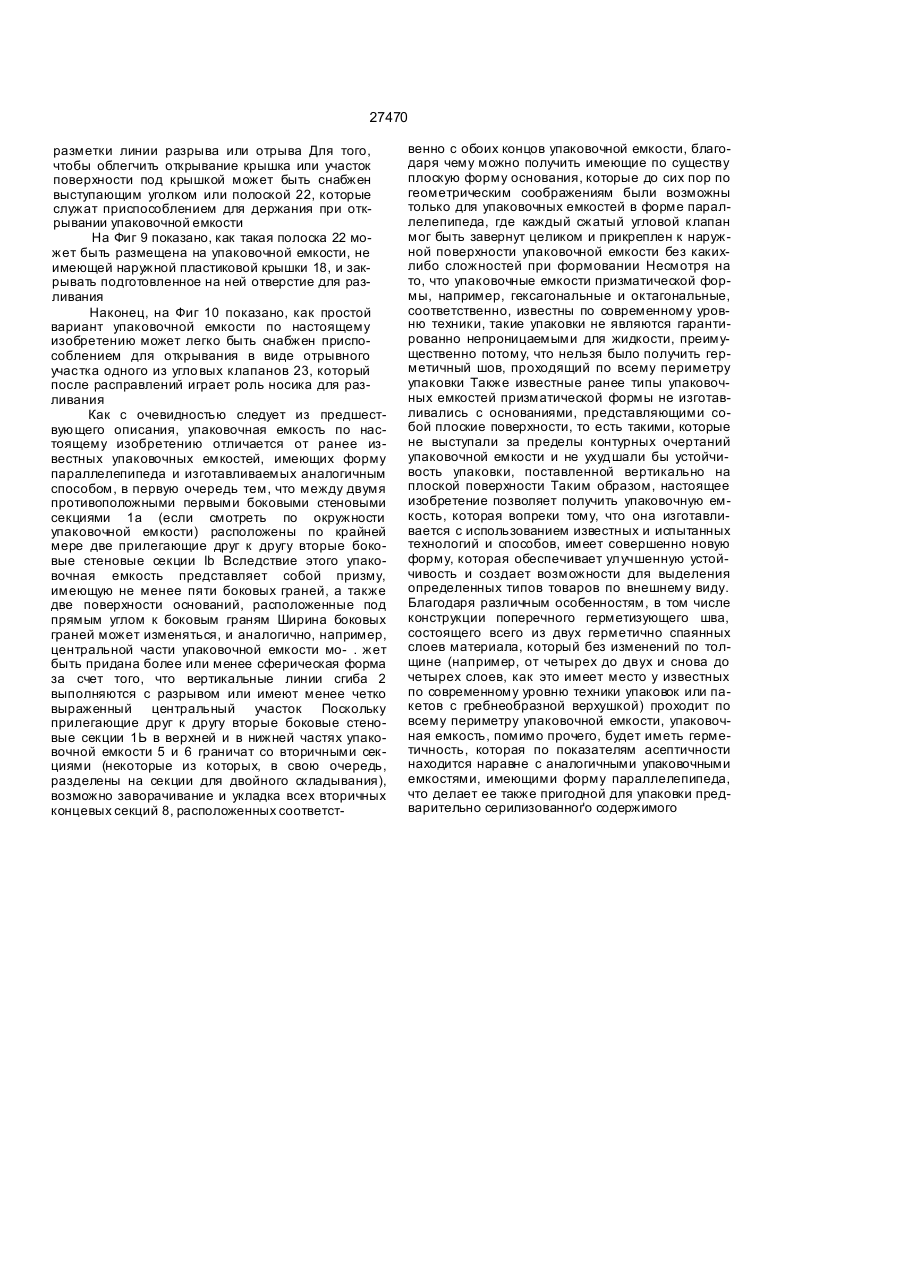
1 Упаковочная емкость, изготовленная путем складывания и герметизации упаковочного мате риала, включающего ряд взаимно граничащих друг с др угом боковых стеновых секций и два кон цевых участка, по крайней мере, один из которых включает две первичные концевые секции, каждая из которых при помощи линий сгиба о тделена о т прилегающей к ней первой боковой стеновой сек ции, и герметиэующий стык, отличающаяся тем, что упаковочный материал дополнительно вклю чает ряд вторичны х концевых секций, которые соединяют первичные концевые секции с другими боковыми стеновыми секциями, причем число бо ковых стеновы х секций упаковочной емкости, гра ничащих с указанным концевым участком, превы шае т че тыре , первая боковая стено вая секция граничит с первичной концевой секцией, э, по крайней мере, две др угие боковые стеновые сек ции, расположенные друг рядом с др угом, грани чат каждая со своей вторичной концевой секцией, а герметизирующий стык, состоя щий из двух сло ев материала , герме тично сое диненных др уг с другом соединяет между собой края как первич ных концевы х секций, так и втори чны х конце вы х секций по всей ширине положенной в плоском сос тоянии упаковочной емкости 2 Упаковочная емкость no n 1, отл ичающаяся тем, что она включает горизонтальные линии сгиба, каждая из которых отделяет концевой участок и ориентир ованные по существу паралле льно друг др угу вертикальные линии сгиба, расположенные между концевыми участками, причем указанные линии сгиба в совокупности ограничивают боковые стеновые секции. 3 Упаковочная емкость по п 1 или 2, отл ичаю щаяся тем, что она имеет шесть четырехугольных боковых стеновых секций 4 Упаковочная емкость по п 3 , отл ичающаяся тем, что боковые стеновые секции попарно обра зуют между собой угол равный 120е 5 Упаково чная емкость п о п 1 и ли 2 , о тли ча ю щаяся тем, что она имеет восемь че тыре хуголь ных боковых стеновых секций 6 Упаковочная емкость по п 5 , отл ичающаяся тем, что боковые стеновые секции попарно обра зуют между собой угол, равный 135" 7 Упаковочная емкость по любому одному из предшествующи х пунктов, отличающаяся тем, что боковые стеновые секции имеют продольный шов 8 Упаковочная емкость по любому из предше ст вующих пунктов, отличающаяся тем, что вторич ные концевые секции образуют плоско сложенные угловые клапаны, которые заворачиваются вниз и скрепляются с наружной поверхностью упаковоч ной емкости 9 Упаковочная емкость no n 8, отл ичающаяс я тем, что угловые клапаны скрепляются с концевы ми участками упаковочной емкости 1G Упаковочная емкость по любому из предшествующих пунктов, отличающаяся тем, что две из вторичных концевых секций включают сходные по форме треугопьные секции для двойного складывания 11 Упаковочная емкость по любому из пп 8-10, от личающаяся тем, что один из концевы х уча стко в снабжен крышкой, закрывающей как первичные концевые секции, так и угловые клапаны 12 Упаковочная емкость по любому из предшест вующих пунктов, отличающаяся тем, что один из концевых участков снабжен приспособлением для открывания 13 Упаковочная емкость по п 12, отличающаяся тем, что приспособление для о ткрывания распо ложено на участке одной из перви чны х концевы х секций, не закрытом загнутыми сложенными угло выми клапанами 14 Загото вка упаковочной емкости, которая при помощи линий сгиба разделена на три поперечно расположенных зоны, а именно центральную зону, включающую ряд четыре хугольных боковы х сте новых секций и продольный клапан для запечаты вания две концевых зоны, расположенные по обе стороны от данной центральной зоны, каждая из СМ О t CS 27470 указанных концевых зон включает ряд концевых секций и клапан для поперечной герметизации, отличающаяся тем, что каждая концевая зона включает, по крайней мере, одну первичную концевую секцию и вторичные концевые секции, расположенные по обе стороны от нее, причем, первичная концевая секция представляет собой продолжение первой боковой стеновой секции, а ряд вторичных концевых секций представляет собой продолжение, по край ней мере, двух вторых боковых стеновых секций, расположенных в центральной зоне 15 Заготовка упаковочной емкости по п. 14, отличающаяся тем, что две вторичные секции включают разграниченные при помощи линий сгиба треугольные секции для двойного складывания. 16. Заготовка упаковочной емкости по п. 14, отличающаяся тем, что первичные концевые секции по форме представляют собой трапецию. Настоящее изобретение относится к упаковочной емкости, изготавливаемой путем складывания и запечатывания упаковочного материала, включающего ряд расположенных последовательно друг рядом с другом стеновых секций, два концевых участка, из которых по крайней мере один включает две первичные концевые секции, каждая из которых отделена от прилегающей первой стеновой секции и ряда вторичных концевых секций, соединяющих первичные концевые секции с другими стеновыми секциями при помощи линий сгиба, и гребень для запечатывания, причем упаковочная емкость имеет более четырех стеновых секций, граничащих с указанным концевым участком, из которых первая стеновая секция граничит с первичной концевой секцией, а по крайней мере две другие стеновые секции, расположенные друг рядом с другом, граничат каждая со вторичной концевой секцией. Настоящее изобретение относится также к заготовке упаковочной емкости для изготовления указанной упаковочной емкости, которая разделена рядом намеченных линий сгиба на три поперечно расположенные зоны, а именно центральную зону, которая включает ряд стеновых секций и секцию продольного запечатывающего шва и две концевые зоны, каждая из которых включает ряд концевых секций и секцию поперечного запечатывающего шва, причем концевая зона включает по крайней мере одну первичную концевую секцию и расположенные по обе стороны от нее вторичные концевые секции. Упаковочные емкости для молока, сока или други х напитков для розничной торговли изготавливаются из многослойного бумажно-полимерного материала, который подвергают операциям складывания и запечатывания швов для получения упаковочных емкостей требуемой формы. Наиболее близкой, выбранной в качестве прототипа, является упаковочная емкость, описанная в патенте США № 3325961. Известная упаковочная емкость изготавливается из гибкого листового упаковочного материала, который имеет намеченные линии сгиба, путем складывания и герметизации. Упаковочный материала включает четыре взаимно граничащих друг с другом боковых стеновых секций, и два концевых участка, по крайней мере один из которых включает две первичные концевые секции, каждая из которых при помощи линий сгиба отделена от прилегающей к ней первой боковой стеновой секции. Упаковочная емкость постепенно преобразуется а тр убку и снабжается продольным непроницаемым для жидкости стыком Трубка заполняется требуемым содержимым, после чего пережинается через одинаковые по длине отрезки и запечатывается в поперечном направлении с образованием имеющих по существу форму подушек упаковочных емкостей, наполненных содержимым. После этого такие запечатанные пакеты отделяют от трубы и подвергают формованию, в том числе прессованием с приданием плоской формы и загибанием треугольных угловых клапанов, для получения имеющих форму параллелепипеда упаковочных емкостей известного типа. Описанная выше упаковочная емкость имеет, как было указано ранее, характерную основную форму параллелепипеда с плоскими, по существу тре угольными, угловыми клапанами, загнутыми до соприкосновения с наружной поверхностью упаковочной емкости Такая форма паке-' тов доказала свою пригодность для осуществления плотной укладки и транспортировки больших количеств компактно уложенных упаковочных емкостей. Поскольку данный вид упаковочных емкостей особенно часто используется для упаковки поступающе го в розничную продажу молока, она (в определенных регионах) настолько тесно ассоциируется с таким типом содержимого, что, с учетом общественных отношений и отличительных особенностей, может считаться непригодной для други х типов содержимого Это особенно важно в тех случая х, когда требуется упаковывать более дорогие и более изысканные продукты, такие как ароматизованные чищенные молочные продукты, вино, кофе или чай. Обычная упаковка е форме параллелепипеда, которая была описана выше, имеет относительно большие боковые стеновые секции, зз которые потребитель берется для того, чтобы открыть упаковочную емкость и вылить содержимое. Во избежание слишком сильного сдавливания при этой операции боковых стеновых секций, упаковочная емкость должна быть из готовлена из относительно толстого многослойного упаковочного материала. По другому варианту, упаковочная емкость должна быть сконструирована так. чтобы боковые стеновые секции имели уменьшенный размер, что представляет трудную задачу при использовании данной упаковки, имеющей форму параллелепипеда, для больших объемов. Наиболее близкой является также известная из патента ЕП № 25235 заготовка упаковочной емкости, которая при помощи пиний сгиба разделена на три поперечно расположенных зоны, а именно центральную зону, включающую ряд четы 27470 рехугольных боковых стеновых секций и продольный клапан для запечатывания, две концевых зоны, расположенные по обе стороны от данной центральной зоны, каждая из указанных концевых зон включает ряд концевых секций и клапан для поперечной герметизации, из которой можно изготовить контейнер паралпепепипедной формы Однако, для надежного хранения и пользования такой контейнер должен иметь достаточно толстые стенки, так как должен выдерживать значительные внешние давления, которым подвергается такой контейнер при хранении и при захвате широких боковых поверхностей Задачей изобретения является усовершенствование упаковочной емкости, в которой за счет увеличения количества боковых стеновых секций и концевых секций, соединенных по всей ширине герметичным стыком, позволяет усилить жесткость упаковочной емкости, а также облегчить захват и удерживание упаковочной емкости. Задачей изобретения является также усовершенствование заготовки упаковочной емкости, в которой за счет снабжения концевых зон вторичными концевыми секциями позволяет так изменить форму упаковочной емкости, что не только облегчает ее захват, но и усиливает жесткость упаковочной емкости. Таким образом, несмотря на использование в основном вышеописанного известного подхода, упаковочная емкость свободна от указанных выше недостатков, присущи х упаковочной емкости в форме параллелепипеда. Увеличение количества боковых панелей и, соответственно, уменьшение площади каждой панели, облегчает захват (взятие) и удерживание контейнера, и усиливает его жесткость. Поскольку меньшие стенки панели могут лучше выдерживать наружное давление, то практически можно уменьшить толщину материала в предложенной упаковочной емкости. Предложенное выполнение заготовки и упаковочной емкости обеспечивает его более высокую степень устойчивости и легкость при манипулировании. Указанные преимущества позволяют снизить расходы при упаковке продукта конкретного объема. Кроме того, изобретение позволяет получить упаковочную емкость, имеющую отличн ую от други х форму, которая была бы характерной, легко узнаваемой и отличалась бы от ранее известных герметичных упаковочных емкостей, изготовленных из гибкого многослойного бумажно-полимерного материала. Поставленная задача достигается предложенной упаковочной емкостью, изготовленной путем складывания и герметизации упаковочного материала, включающего ряд взаимно граничащи х др уг с др угом боковых стеновых секций и два концевых участка, по крайней мере один из которых включает две первичные концевые секции, каждая из которых при помощи линий сгиба отделена от прилегающей к ней первой боковой стеновой секции, и герметизующий стык, в которой упаковочный материал дополнительно включает ряд вторичных концевых секций, которые соединяют первичные концевые секции с другими боковыми стеновыми секциями, причем число боковых стенавых секций упаковочной емкости, граничащих с указанным концевым участком, превышает четы ре, первая боковая стеновая секция граничит с первичной концевой секцией, а по крайней мере две другие боковые стеновые секции, расположенные друг рядом с другом, граничат каждая со своей вторичной концевой секцией, а герметизирующий стык, состоящий из двух слоев материала, герметично соединенных друг с др угом, соединяет между собой края как первичных концевых секций, так и вторичных концевых секций по всей ширине положенной в плоском состоянии упаковочной емкости. При этом, упаковочная емкость включает горизонтальные линии сгиба, каждая из которых отделяет концевой участок и ориентированные по существу параллельно друг другу вертикальные линии сгиба, расположенные между концевыми участками, причем указанные линии сгиба в совокупности ограничивают боковые стеновые секции. Например, упаковочная может имеет, по крайней мере, шесть четырехугольных боковых стеновых секций. При этом боковые стеновые секции попарно образуют между собой угол, равный 120° Нап ример , упако во чная емко сть може т иметь имеет восемь четырехугольных боковых стеновы х секций. При этом, боковые стеновые секции попарно образуют между собой угол, равный 135°. Боковые стеновые секции упаковочной емкости имеют продольный шов. Вторичные концевые секции упаковочной емкости образуют плоско сложенные угловые клапаны, которые заворачиваются вниз и скрепляются с наружной поверхностью упаковочной емкости или угловые клапаны скрепляются с концевыми участками упаковочной емкости. При этом, две из вторичны х концевы х секций упаковочной емкости включают сходные по форме треугольные секции для двойного складывания При этом один из концевых участков упаковочной емкости может быть снабжен крышкой, закрывающей как первичные концевые секции, так и угловые клапаны, а также один из концевых участков может быть снабжен приспособлением для открывания. При этом, приспособление для открывания расположено на участке одной из первичных концевых секций, не закрытом загнутыми сложенными угловыми клапанами. Поставленная задача решается также заготовкой упаковочной емкости, которая при помощи линий сгиба разделена на три поперечно расположенных зоны, а именно центральную зону, включающую ряд че тырехугольных боковых стеновы х секций и продольный клапан для запечатывания, две кочцевых зоны, расположенные по обе стороны от данной центральной зоны, каждая из указанных концевы х зон включает ряд концевых секций и клапан для поперечной герметизации, в которой каждая концевая зона включает по крайней мере одну первичную концевую секцию и вторичные концевые секции, расположенные по обе стороны от нее, причем, первичная концевая секция представляет собой продолжение первой боковой стеновой секции, а ряд вторичных концевых секций представляет собой продолжение по крайней ме 2?A70 ре двух вторых боковых стеновых секций, расположенных в центральной зоне Например, две вторичные секции включают разграниченные при помощи линий сгиба треугольные секции для двойного складывания, а первичные концевые секции по форме представляют собой трапецию. Предпочтительные варианты исполнения заготовки упаковочной емкости по настоящему изобретению имеют также другие характерные особенности, перечисленные в пунктах 15 и 16 прилагаемой Формулы изобретения. Разработка упаковочной емкости и заготовки упаковочной емкости по настоящему изобретению позволяет получить упаковочную емкость, имеющую характерную призматическую форму, которая, несмотря на то, что принципиальная схема ее изготовления в основном совпадает с принципиальной схемой изготовления упаковочной емкости, имеющей форму параллелепипеда, значительно отличается от нее по внешнему виду. Благодаря этому герметичная упаковсная емкость, имеющая новую форму и пригоднао для фасовки напитков или другого содержимого, может быть изготовлена с использованием отработанных и испытанных методов, доказавших свою надежность и эффективность. Призматические упаковочные емкости, предпочтительно гексагональной или октагонэльной формы (в дополнение к двум кс щевым стенкам) обладают также устойчивостью, которая, при заданном значении объема емкости, позволяет уменьшить толшину многослойного упаковочного мэтериала по сравнению с ранее описанной упаковочной емкостью, имеющей форму параллелепипеда, без увеличения опасности нежелательно сильного сдавливания. Предпочтительные варианты исполнения упаковочной емкости и заготовки упаковочной емкости по настоящему изобретению будут далее описаны более подробно с конкрегными ссылками на прилагаемые схематические чертежи, на которых изображены только детали, необходимые для понимания изобретения. На Фиг 1 изображен первый (гексагональный) вариант исполнения упаковочной емкости по настоящему изобретению. На Фиг.2 изображен вид сбоку упаковочной емкости по Фиг. 1. На Фиг 3 изображен вид снизу упаковочной емкости по Фиг.1 На Фиг 4 изображен вид сверху упаковочной емкости по Фиг. 1 На Фиг 5 изображена заготовка упаковочной емкости для изготовления первого варианта исполнения упаковочной емкости по настоящему изобретению. На Фиг. 6 изобр ажен вер хни й конец упаковочной емкости по настоящем у изобретению, снабженной конце вым участком пер во го типа На Фиг. 7 изображен вер хний конец упаковочной емкости по настоящему изобретению, снабженной конце вым участком второ го типа На Фиг, 8 изображен верхний конец упаковочной емкости по настоящему изобретению, снабженной концевым участком третьего типа. На Фиг.9 изображен верхний, конец упаковочной емкости по настоящему изобретению, снабженной концевым участком четвертого типа. На Фиг 10 изображен верхний конец упаковочной емкости по настоящему изобретению, снабженной концевым участком пятого типа. На Фиг 11 изображена заготовка упаковочной емкости для изготовления второго (октагонального) варианта исполнения упаковочной емкости по настоящему изобретению. На Фиг. 12 приведен вид сверху упаковочной емкости по настоящему изобретению, изготовленной из за го то вки упаковочн ой емкости по Фиг. 11. Предпочтительные варианты исполнения упаковочной емкости по настоящему изобретению, изображенные на Фигурах, изготавливают из многослойного упаковочного материала, который включает центральный слой бумаги, покрытый с обоих сторон тонкими слоями термопластичного материала, например, полиэтилена. Многослойный упаковочный материал может также включать дополнительные слои барьерного материала, например, алюминиевой фольги Такой тип многослойного упаковочного материала известен из современного уровня техники и используется для изготовления различных типов упаковочных емкостей, например, упаковочных емкостей в форме параллелепипеда, поступающих в продажу под торговой маской Tetra Brik"", которые описаны, например, в патенте США № 3325961 и Европейском патенте № ЕР 25235, где приводи тся ин формация гкак об упаковочной емкое™ и ее конструкции, так и о принципиальной схеме производства и машине для ее изготовления. Упаковочная емкость по настоящему изобретению имеет по существу форму правильной прямоугольной призмы, которая предпочтительно является гексагональной или октагональной или, во всяком случае, имеет более четырех боковых граней (в дополнение к боковым поверхностям имеются две по существу плоские концевые грани или концевые поверхности, а выражения "гексагональный" и "октагональный" здесь и далее используются для указания количества боковых стеновых секций, граничащих с концевыми сторонами). Боковые грани призмы или упаковочной емкости совпадают с боковыми стеновыми секциями, которые по существу являются планзрными (и предпочтительно прямоугольными), но могут, в свою очередь, быть разделены (при помощи соответствующим образом нанесенных линий сгиба) на ряд белее мелких секций Ьазапьные поверхности призмы соотезетствуют концевым участкам упаковочной емкости, которые предпочтительно имеют форму правильного многогранника Боковые грани или боковые стеновые секции, как уже упоминалось, могут также быть разделены на ряд более мелких подсекций при помощи нанесенных желаемым образом пиний сгиба, для того, чтобы можно было создать множество отличающихся по внешнему виду вариантов базовой формы упаковочной емкости Несмотря на то, что отдельные боковые стеновые секции в изображенных на чертежах предпочтительных вариантах исполнения имеют предпочтительно прямоугольную форму, боковым стеновым секциям на бсльшей части промежутка между двумя концевыми участками может быть придана по существу любая заданная форма , такая как тре уюльная . 27470 овальная или косоугольная Определяющим фактором при этом является только то что число боковых стеновых секций, граничащих с боковыми участками (то есть теми частями боковых стеновых секций, которые отделены от прилегающи х концевых секций по существу прямыми общими линиями сгиба) должно превышать че тыре В таком случае станови тся также возможным сконструировать упаковочн ую емкость, у которой верхняя и нижняя грани имеют разную форму, например, с гексагональной верхней гранью и октагональным или четырехугольным донышком Конечно, одна из концевых граней может быть сконструирована совершенно отличным образом, например, может быть снабжена предварительно изго товленной верхушкой из полимерного материала, изготовленным способом инжекционного формования наконечником из полимерного материала и т п. При этом ни перечисленные выше типы концевых граней, ни концевые участки, такие как гексагрнальные или октагональные концевые поверхности, образующиеся при складывании упаковочного материала, не должны быть симметричными Таким образом вполне возможно придавать концевым поверхностям асимметричную форму, например пятиугольн ую, для то го чтобы легче было разместить приспособление для открывания или для более удобного разливания продукта из упаковки Упаковочная емкость по настоящему изобретению включает, по предпочтительным вариантам изготовления, ряд, предпочтительно шесть или восемь, граничащих др уг с др угом по существу плоских боковых стеновых секций 1, которые отделены одна от другой посредством вертикальных линий сгиба 2 Сверху и снизу боковые стеновые секции 1 ограничены верхней горизонтальной линией сгиба 3 и нижней горизонтальной линией сгиба 4, соотве тственно Каждая из горизонтальных линий сгиба 3 и 4 ограничивает свою концевую повер хность 5, 6, соо тве тственно, которые, как упоминалось ранее, имеют форму правильного многоугольника с шестью или восемью ребрами равной длины Каждая из концевых поверхностей 5, 6 включает по две первичные концевые секции 7, каждая из которых при помощи линий сгиба 3, 4 отделена от прилегающей к ней первой боковой стеновой секции 1а Каждая концевая поверхность 5, 6 включает, кроме того, ряд вторичных концевых секций 8, которые соединяют первичные концевые секции 7 со вторыми боковыми стеновыми секциями 1Ь и запечатывающий клапан 9, который создает герметичный стык между свободными краями первичных концевых секций 7 и вторичных концевых секций 8 Таким образом, запечатывающий клапан проходит по всей окружности упаковочной емкости, что является основным условием обеспечения надежности герметизации концевых участков Как видно из Фигур, концевые секции 7, 8 обоих концевых повер хностей 5, 6 сложены и скреплены с наружной поверхностью упаковочной емкости для получения по существу плоских концевых поверхностей Это дости гается п утем нанесения такой сетки линий сгиба на концевые участки 5, 6, которая разделяет концевые участки 5 и 6 упаковоч ной емкости не только на ранее описанные первичные концевые секции 7 и вторичные концевые секции 8, но и на дважды складываемые секции 10, которые представляют собой часть вторичных концевых секций 8 и обеспечивают возможность двойного складываний (180°) для получения по существу плоских концевых поверхностей Эта особенность будет описана подробнее ниже со ссылками на Фигуры 5 и 11 На Фиг 5 изображен один из предпочтительных вариантов исполнения заготовки упаковочной емкости для изготовления упаковочной емкости, имеющей шесть боковых стеновых секций, как изображено иа Фигурах 1-4, а соответствующая заготовка упаковочной емкости для изготовления упаковочной емкости, имеющей восемь боковых стеновы х секций, изображена на Фиг 11 Заготовка упаковочной емкости предсіавлнет собой часть листового полотна упаковочного материала, существование которого на чертежах только предполагается, в котором она объединена с большим количеством аналогичных заготовок, однако для ясности здесь изображено только по одной отдельной заготовке в расправленном состоянии Заготовка упаковочной емкости при помощи описанных ранее верхней и нижней горизонтальных линий сгиба 3 и 4, соответственно, разделена на три зоны, а именно центральную зону 11, которая с двух сторон граничит с верхней концевой зоной 12 и нижней концевой зоной 13 Термины "верхняя" и "нижняя", соответственно, относятся, конечно, к ориентации готовой упаковочной емкости Центральная зона 11 включает предпочтительно шесть (по другому варианту исполнения восемь) прямоугольных боковых стеновы х секций, разделенных вертикальными линиями сгиба 2, и запечатывающую секцию 14, расположенную вдоль одной из продольных граней заготовки упаковочной емкости (или полотна материала, соответственно), а также вдоль соответствующи х боковых граней обоих концевых зон 12, 13 Верхняя и нижняя концевые зоны 12 и 13, соответственно, являются по существу одинаковыми, за исключением возможных приспособлений для открывания упаковки в верхней концевой зоне 12, которые будут подробнее описаны ниже Как верхняя, так и нижняя концевые зоны 12 и 13 включают, таким образом, описанные ранее имеющие по существу форму трапеции (Фиг 5) или шести угольника (Фиг 11) первичные концевые секции 7, которые представляют собой продолжение двух первых боковых стеновы х секций 1а На Фигуре одна из двух первых боковых стеновы х секций 1а, как и связанные с ней первичные концевые секции 7. разделена на две части , что связано с тем, что из расправленной заготовки упаковочной емкости впоследствии получают тр убку или р укав, причем продольный запечатывающий клапан 14 используется для стыковки обоих продольных краев листового материала при помощи продольного стыка или шва внахлест 15 (участок наложения отмечен пунктирной линией) В действительности, обе первые боковые стеновые секции 1а с граничащими с ними первичными концевыми секциями будут иметь после этого одинаковую форму. Как указывалось ранее, между двумя первыми боковыми стеновыми секциями 1а расположен 27470 ряд (предпочтительно две группы) вторых боковых стеновых секций 1Ь (по две в каждой соответствующей группе при гексагональном варианте исполнения и по три а каждой соответствующей группе при октагональном варианте исполнения), причем эти секции граничат в верхней и нижней концевых зонах 12, 13, соответственно, с рядом вторичных концевых секций 8. Для гексагональной упаковочной емкости вторичные концевые секции являются по существу треугольными и расположены симметрично относительно вертикальной линии сгиба 2, которая в каждой группе разделяет между собой две соседние боковые стеновые секции 1Ь. Ближайшими к ним соседями являются, таким образом, две по существу равнобедренные прямоугольные вторичные концевые секции 8Ь, которые граничат с двумя аналогичными треугольными вторичными концевыми секциями 8с. которые, в свою очередь, граничат с прилегающими первичными концевыми секциями 7. Каждая из вторичных концевых секций 8Ь, 8с, граничащих с одной из первичных концевых секций 7 заготовки упаковочной емкости (то же самое относится и к противоположной стороне заготовки) дополни-' тельно разделена, при помощи линии сгиба 24, проходящей между горизонтальными линиями сгиба 3, 4 и прилегающими поперечными запечатывающими клапанами 16, 17, на главную секцию и треугольную секцию двойного складывания 10, которая, при складывании заготовки складывается под прилегающие неразделенные вторичные концевые секции, что дает возможность получить по существу плоские концевые поверхности 5, б (то есть концевые поверхности без выступающих участков, которые не давали бы устойчиво установить упаковочную емкость) Вторичные концевые панели 8с граничат с верхним и нижним поперечными запечатывающими клапанами 16, 17 заготовки упаковочной емкости, соответственно, при- -чем эти клапана используются, как описано выше, для герметичного запечатывания свободных концевых участков упаковочных емкостей при помощи поперечных запечатывающих швов 9. Продолжения вертикальных линий сгиба 2, проходящие через обе концевые зоны 12, 13, проходят также и через оба поперечные запечатывающие клапана 16, 17, для того, чтобы облегчить'их складывание при изготовлении упаковочной емкости. Октагональный вариант исполнения упаковочной емкости по настоящему изобретению отличается от описанного выше гексагонального варианта исполнения, в числе других особенностей, тем, что он имеет две дополнительные стеновые секции 1Ь (по одной в каждой группе), которые за верхней и нижней горизонтальными линиями сгиба 3, 4, соответственно, переходят во вторичные концевые секции 8d, расположенные между ранее описанными вторичными секциями во, 8с и вторичной секцией 8е, которые, по геометрическим соображениям, расположены между верхними вторичными концевыми секциями и поперечными запечатывающими клапанами 16, 17. Ранее описанные треугольные вторичные концевые секции 8Ь, 8с имеют по существу такую же конфигурацию, как и у гексагональной упаковочной емкости, но являются более вытянутыми, так что их вершины, направленные в сторону запечатывающих клапа нов 18, 17, частично наклонены навстречу др уг другу. По этому варианту исполнения также вторичные секции 8Ь, 8с разделены на главную секцию и треугольную дважды складывающуюся секцию 10. которая складывается и укладывается под угловыми клапанами 23, образованными секциями 8d, 8e, как будет описано подробнее ниже. При изготовлении упаковочной емкости по настоящему изобретению листовое полотно yhaковочиого материала, которое разделено при помощи описанной сетки линий сгиба на заготовки упаковочных емкостей в соответствии с Фиг. 5 или Фиг. 11, листовое полотно упаковочного материа- ' ла сначала складывают в продольном направлении с образованием рукава или трубы, причем два его продольных края укладываются внахлест с небольшим перекрыванием. Подвергая участок продольного края многослойного упаковочного материала нагреванию до температуры, при которой наружные слои многослойного упаковочного материала, состоящие из термопластичного материала, расплавляются, с последующим сжатием, соединяют противоположные продольные края трубы упаковочного материала таким образом, чтобы получить герметичный прочный продольный шов 15. По изображенному на чертежах варианту исполнения гексагональной упаковочной емкости по настоящему изобретению продопьный шов 15 расположен вдоль одной из вертикальных линий сгиба 2, но само собой разумеется, что положение продольного шва 15 может меняться, например, шов 15 может быть расположен по центру одной из бо ковых стеновых секций 1 (как показано для октагональной упаковочной емкости на Фиг.11 и 12). Естественно, что может быть и несколько продольных швов. После того, как из упаковочного материала будет получена непроницаемая для жидкости тру- ба, она наполняется жидким содержимым до требуемого уровня. После этого тр уба из упаковочного материала пережимается на участках поперечного запечатывания, которые предпочтительно расположены ниже уровня заполнения вышеупомянутым содержимым, если требуется изготовить полностью запопненные упаковочные емкости, то есть упаковочные емкости, не содержащие пусто го пространства. На пережатых участках изготавливаются поперечные швы (соответствующие сек-' циям для запечатывания 16, 17) при помощи запечатывающи х тисков, которые включают приспособление для нагрева внутренних соприкасающи хся слоев термопластичного материала, чтобы они соединялись друг с другом с образованием непроницаемого для жидкости стыка. В результате этой операции получают пережатые участки, которые впоследствии образуют запечатывающие швы, которые имеют одинаковую толщину по всей ширине будущей упаковочной емкости (за исключением участков пересечения с продольным швом или стыком) и разделяют трубу из упаковочного материала на непрерывный ряд имеющих по существу форму подушки упаковочных емкостей, полностью заполненных содержимым. Поскольку запечатывающие швы образуются путем разреза (по существу под прямым углом) каждой из пережатых зон запечатывания, не образуется отходов материала , что важно пр и непрер ывном проиэ 27470 водстве упаковочных емкостей из листового полотна или трубы, так как не будет возникать сложностей с уборкой отходов материала в форме отдельных кусков или полос. Имеющие форму подушки упаковочные емкости после этого отделяются один от другого при помощи разрезов по поперечным запечатанным участкам, после чего выполняется дальнейшая формовочная работа с целью придания упаковочной емкости, имеющей по существу форму подушки, требуемой призматической формы Превращение листового попотиа материала в имеющие форму подушки наполненные и запечатанные упаковочные емкости по существу совпадает со способом производства, изложенным и описанным в указанных выше описаниях патентов При сохранении основны х принципов описанного выше способа производства в процессе производства можно также изготавливать наполняемые заготовки упаковочных емкостей Они представляют собой упаковочные емкости, открытые с одного конца, которые могут быть заполнены требуемым количеством содержимого при помощи обычной упаковочной и наполнительной машины, в которой при помо щи разби того на ячейки конвейера предварительно изго то вленные заготовки упаковочных емкостей пошагово передвигаются между станциями, предназначенными, например, для наполнения и запечатывания верхушек Такой способ производства обычно имеет более низкую производительность, но может использоваться при малосерийном производстве неполностью напопненных упаковочных емкостей Придание герметично запечатанной имеющей форму подушки упаковочной емкости требуемой готовой продукции призматической формы производится поэтапно с использованием ранее описанной сетки линий сгиба, облегчающих операции складывания Более конкретно, сначала производится складывание центральной зоны 11 упаковочной емкости, при этом обе группы вторых боковых стеновых секций 1Ь под действием используемы х при операции складывания механизмов (на чертежах не показаны) сближаются друг с другом и предпочтительно принимают требуемое взаимное расположение под углом 120е и 135°, соответственно В результате такого складывания упаковочной емкости расстояние между двумя противоположными первыми стеновыми секциями 1а увеличивается, в то время как первичные концевые секции 7 вследствие увеличения расстояния между двумя первыми боковыми стеновыми секциями постепенно занимают положение по существу вро вень друг с др угом Угло вые клапаны 23 формируются путем сжимания вторичных секций впло тн ую др уг с др угом и за ворачи ваются вниз путем поворота вторичных концевых секций 8 относительно соседних с ними участков верхней и нижней горизонтальных линий сіиба З и 4, соответственно, приводя также в движение дважды складывающиеся секции 10 таким образом, что вторичные концевые секции 8, снабженные дважды складывающимися секциями 10 располагаются частично под ранее описанными загнутыми вниз вторичными концевыми секциями Угловые клапаны 23 после этого припеча тываются к концевым поверхностям 5, 6 упаковочной емкости, причгм наружные концы угловых клапанов, на которых находятся концевые участки запечатывающей секции 9 методом термосварки или еппаелгчия присоединяются к прилегающим первичным концевым секциям 7 После выполнения этой операции обе концевые поверхности упаковочной емкости будут иметь по существу ппоскую конфигурацию, что достигается за сче т то го, что обе первичные концевые секции 7 вследствие операции складывания слегка вдавлены в упаковочную емкость, так что загнутые вниз и припечатанные угловые клапаны не выступают ja пределы контура ограниченного линиями сгиба 3,4 упаковочной емкости , как видно из Фи г 2. Опера ции формования обоих концевых поверхностей упаковочной емкости могут выполняться одновременно или по отдельности, в зависимости от типа используемого механического оборудования Формирование концевых граней происходит по существу одинаково как для гексагонального, так и для октагонэпьного вариантов исполнения упаковочной емкости по настоящему изобретению Однако вследствие различий в расположении сетки линий сгибэ для октагонального варианта загнутые вниз угло вые клапаны 23 лягут др уг против др уга, поскольку дважды складывающиеся секции 10 расположены симметрично по обе стороны от каждой вторичной концевой секции 8d После формирования обоих концевых граней упаковочной емкости процесс изготовления упаковочной емкости по существу закончен Однако во многих случая х упаковочную емкость бывает желательно оснастить каким-либо приспособлением для открывания, которое может быть известным само по себе, например, вытяжной клапан, крышечка с винто вой резьбой и тп На Фиг6 -10 изображен ряд примеров приспособлений дпя открывания, которые могут быть использованы е упаковоиных емкостях по настоящему изобретению Упаковочная емкость, после придания ей формы, изображенной на Фиг 1, может быть снабжена наружной крышкой 18 (гексагональной или октагональнои формы) из пластического материала, закрывающей первичные концевые секции и угловые клапаны, причем крышка припечатывается к наружной стороне упаковочной емкости Крышка может быть снабжена приспособлением для открывания 19 в виде отрывной полоски, которое открывает доступ к расположенному поД крышкой участку первичной концевой секции 7 с предварительно пробитым отверстием Соответственно, упаковочная емкость, которая не снабжена накладной крышкой 18 может иметь приспособление для открывания 20 в виде открываемого участка, изготавли ваемого методом литья под давлением, причем данный участок предназначен для того, чтобы вырвать в процессе открывания (или при выполнении отдельной операции) распопоженный под ним участок первичной концевой секции 7, чтобы можно было вылип. содержимое упаковочной емкости Естественно, что участок крышки 18 может быть сконстр уиро ван в форме приспо собления для открывания, например такого, чтобы крышка могла включать открываемый участок 21, который отделен от остальной части крышки при помощи 27470 разметки линии разрыва или отрыва Для того, чтобы облегчить открывание крышка или участок поверхности под крышкой может быть снабжен выступающим уголком или полоской 22, которые служат приспособлением для держания при открывании упаковочной емкости На Фиг 9 показано, как такая полоска 22 может быть размещена на упаковочной емкости, не имеющей наружной пластиковой крышки 18, и закрывать подготовленное на ней отверстие для разливания Наконец, на Фиг 10 показано, как простой вариант упаковочной емкости по настоящему изобретению может легко быть снабжен приспособлением для открывания в виде отрывного участка одного из угло вых клапанов 23, который после расправлений играет роль носика для разливания Как с очевидностью следует из предшествующего описания, упаковочная емкость по настоящему изобретению отличается от ранее известных упаковочных емкостей, имеющих форму параллелепипеда и изготавливаемых аналогичным способом, в первую очередь тем, что между двумя противоположными первыми боковыми стеновыми секциями 1а (если смотреть по окружности упаковочной емкости) расположены по крайней мере две прилегающие друг к другу вторые боковые стеновые секции Ib Вследствие этого упаковочная емкость представляет собой призму, имеющую не менее пяти боковых граней, а также две поверхности оснований, расположенные под прямым углом к боковым граням Ширина боковых граней может изменяться, и аналогично, например, центральной части упаковочной емкости мо- . жет быть придана более или менее сферическая форма за счет того, что вертикальные линии сгиба 2 выполняются с разрывом или имеют менее четко выраженный центральный участок Поскольку прилегающие друг к другу вторые боковые стеновые секции 1Ь в верхней и в нижней частях упаковочной емкости 5 и 6 граничат со вторичными секциями (некоторые из которых, в свою очередь, разделены на секции для двойного складывания), возможно заворачивание и укладка всех вторичных концевых секций 8, расположенных соответст венно с обоих концов упаковочной емкости, благодаря чему можно получить имеющие по существу плоскую форму основания, которые до сих пор по геометрическим соображениям были возможны только для упаковочных емкостей в форме параллелепипеда, где каждый сжатый угловой клапан мог быть завернут целиком и прикреплен к наружной поверхности упаковочной емкости без какихлибо сложностей при формовании Несмотря на то, что упаковочные емкости призматической формы, например, гексагональные и октагональные, соответственно, известны по современному уровню техники, такие упаковки не являются гарантированно непроницаемыми для жидкости, преимущественно потому, что нельзя было получить герметичный шов, проходящий по всему периметру упаковки Также известные ранее типы упаковочных емкостей призматической формы не изготавливались с основаниями, представляющими собой плоские поверхности, то есть такими, которые не выступали за пределы контурных очертаний упаковочной емкости и не ухудшали бы устойчивость упаковки, поставленной вертикально на плоской поверхности Таким образом, настоящее изобретение позволяет получить упаковочную емкость, которая вопреки тому, что она изготавливается с использованием известных и испытанных технологий и способов, имеет совершенно новую форму, которая обеспечивает улучшенную устойчивость и создает возможности для выделения определенных типов товаров по внешнему виду. Благодаря различным особенностям, в том числе конструкции поперечного герметизующего шва, состоящего всего из двух герметично спаянных слоев материала, который без изменений по толщине (например, от четырех до двух и снова до четырех слоев, как это имеет место у известных по современному уровню техники упаковок или пакетов с гребнеобразной верхушкой) проходит по всему периметру упаковочной емкости, упаковочная емкость, помимо прочего, будет иметь герметичность, которая по показателям асептичности находится наравне с аналогичными упаковочными емкостями, имеющими форму параллелепипеда, что делает ее также пригодной для упаковки предварительно серилизованноґо содержимого 27470 2 1b 1а 1 Фиг. 1 =Е Фиг. 2 Фиг. 5 1Ь 27470 -18 Фиг. 7 Фиг. 6 Фиг. 9 Фиг. 8 -23 Фиг 10 Фиг. 12 12 U Фиг. 11 Тираж 50 виз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, еул Гагаржа, 101 (03122) 3-72-89 (03122) 2-57-03 10
ДивитисяДодаткова інформація
Назва патенту англійськоюPacking capacity and billet for its manufacture
Автори англійськоюPalm Lars-Eric
Назва патенту російськоюУпаковочная емкость и заготовка для ее изготовления
Автори російськоюПалм Ларс-Эрик
МПК / Мітки
Мітки: заготовка, виготовлення, ємність, пакувальна
Код посилання
<a href="https://ua.patents.su/10-27470-pakuvalna-ehmnist-ta-zagotovka-dlya-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Пакувальна ємність та заготовка для її виготовлення</a>
Пакувальна тара
Номер патенту: 13103
Опубліковано: 28.02.1997
Автори: Погорєлий Віктор Григорович, Вол Дмитро Владиславович
МПК: B65D 85/38, B65D 81/02
Мітки: тара, пакувальна
Формула / Реферат:
(57) Упаковочная тара, содержащая прямоугольный короб и два рамочных амортизатора из пенопласта, расположенных внутри у торцевых стенок короба, отличающаяся тем, что тара снабжена планками, длина которых меньше расстояния между торцами тары, но больше расстояния между амортизаторами, на внешних продольных ребрах которых выполнены углубления для установки концов планок, при этом длина углубления равна половине разности длины планки и...
Ємність з еластичного матеріалу для рідини
Номер патенту: 767
Опубліковано: 15.12.1993
Автор: Бурлака Трохим Андрійович
МПК: B65D 88/16
Мітки: ємність, матеріалу, еластичного, рідини
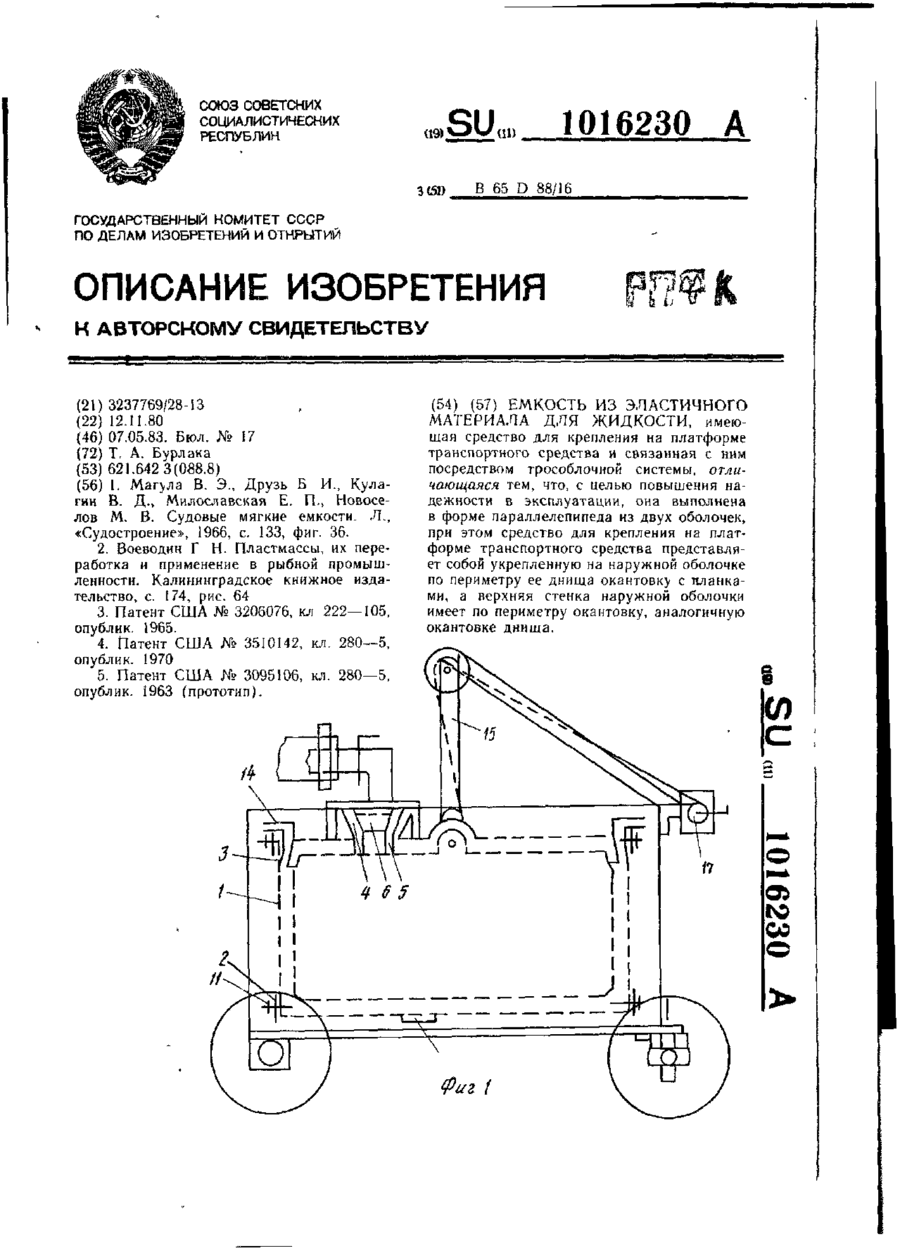
Формула / Реферат:
(57) Емкость из эластичного материала для жидкости, имеющая средство для крепления на платформе транспортного средства и связанная с ним посредством трособлочной системы, отличающаяся тем, что, с целью повышения надежности в эксплуатации, она выполнена в форме параллелепипеда из двух оболочек, при этом средство для крепления на платформе транспортного средства представляет собой укрепленную на наружной оболочке по периметру ее днища...
Пакувальна машина

Номер патенту: 18081
Опубліковано: 17.06.1997
Автори: Рязанцев Василь Якович, Рязанцев Олександр Васильович
МПК: B65B 1/00
Мітки: пакувальна, машина
Формула / Реферат:
1. Упаковочная машина для упаковки цемента в бумажные клапанные мешки весом до 50 кг, включающая в себя пневматическую подачу цемента через наполнительную трубу-штуцер в бумажные клапанные мешки, механизм взвешивания и автоматическое сбрасывание мешков, наполненных цементом со штуцера, отличающаяся тем, что взвешивание наполненных мешков цементом производится с помощью контрольного груза-эталона, навешенного на заднем конце качающегося в...
Ємкість для текучих матеріалів та заготовка для неї
Номер патенту: 25077
Опубліковано: 25.12.1998
Автор: Джордано Маньоні
МПК: B65D 35/02
Мітки: неї, ємкість, матеріалів, текучих, заготовка
Формула / Реферат:
1. Емкость для текучих материалов, включающая корпус с закрывающимся отверстием, состоящий из основания и четырех боковых поверхностей, которые стыкуются друг с другом по четырем боковым кромкам, и с поверхностью основания, отличающаяся тем, что поверхность основания состоит из четырех частей, соединенных между собой в виде крыши.2. Емкость по п. 1, отличающаяся тем, что каждая из частей основания ограничена кромкой а части размещены...
Ємність для пакування стрічкових магнітних носіїв запису, які намотані на серцевину
Номер патенту: 26642
Опубліковано: 11.10.1999
Автори: Тілє Хартмуг, Ліпольд Аугуст, Брандштеттер Херманн, Торал Хосе, Лутц Готтфрід
МПК: G11B 23/02
Мітки: запису, магнітних, пакування, ємність, носіїв, намотані, стрічкових, серцевину
Формула / Реферат:
1. Емкость для упаковки ленточных магнитных носителей записи, намотанных на снабженную внутренним отверстием сердцевину (пэнкейс), причем емкость в основном выполнена в виде прямоугольного параллелепипеда и состоит из двух деталей из упаковочного материала, причем одна из деталей представляет собой донную часть со связанными с ней боковыми участками, а другая деталь - квадратную крышку, при этом, по меньшей мере, два боковых участка снабжены...
Наступний патент: Котел-утилізатор і спосіб його експлуатації
Випадковий патент: Спосіб очистки дифузійного соку