Прилад для виготовлення упаковочних заготівок з стрічкового матеріалу
Формула / Реферат
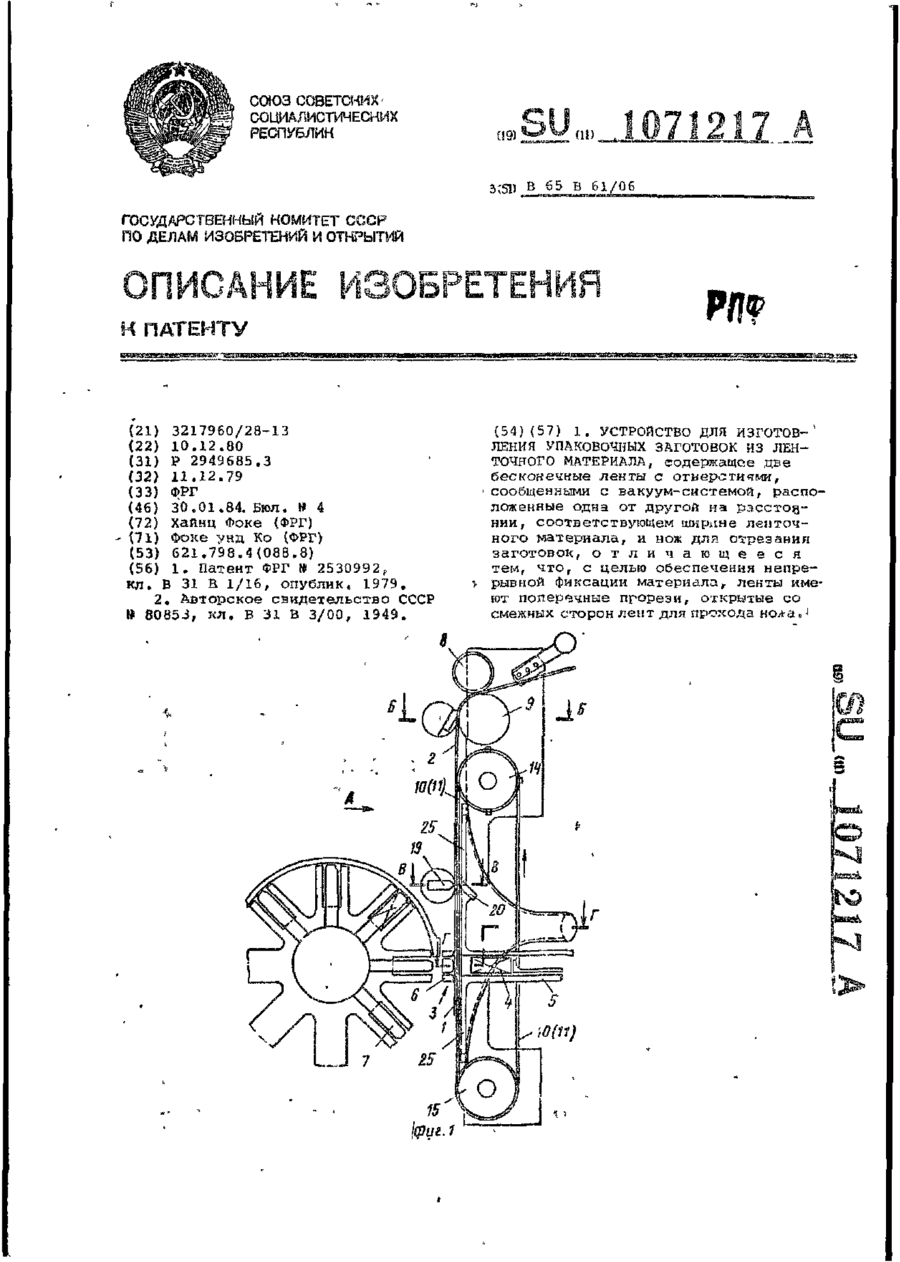
1. Устройство для изготовления упаковочных заготовок из ленточного материала, содержащее две бесконечные ленты с отверстиями, сообщенными с вакуум-системой, расположенные одна от другой на расстоянии, соответствующем ширине ленточного материала, и нож для отрезания заготовок, отличающееся тем, что, с целью обеспечения непрерывной фиксации материала, ленты имеют поперечные прорези, открытые со смежных сторон лент для прохода ножа.
2. Устройство по п. 1, отличающееся тем, что концы прорезей, обращенные к наружным сторонам лент, выступают на расстоянии, превышающем ширину ленточного материала.
3. Устройство по пп. 1 и 2, отличающееся тем, что ленты имеют отверстия для поводковых элементов.
4. Устройство по пп. 1-3, отличающееся тем, что, с целью предотвращения образования складок на материале, ленты имеют привод для их ускоренного перемещения по сравнению со скоростью перемещения материала.
Текст
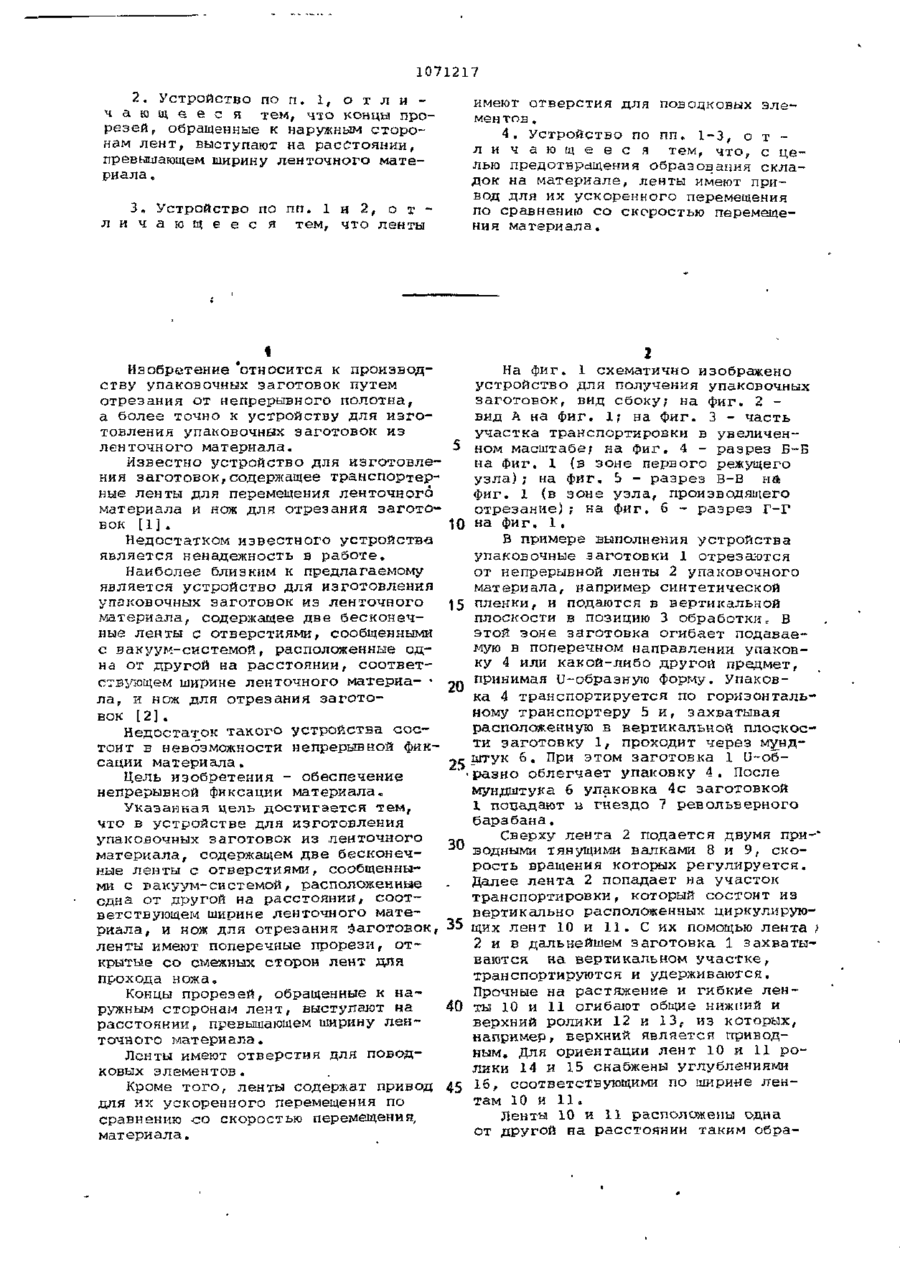
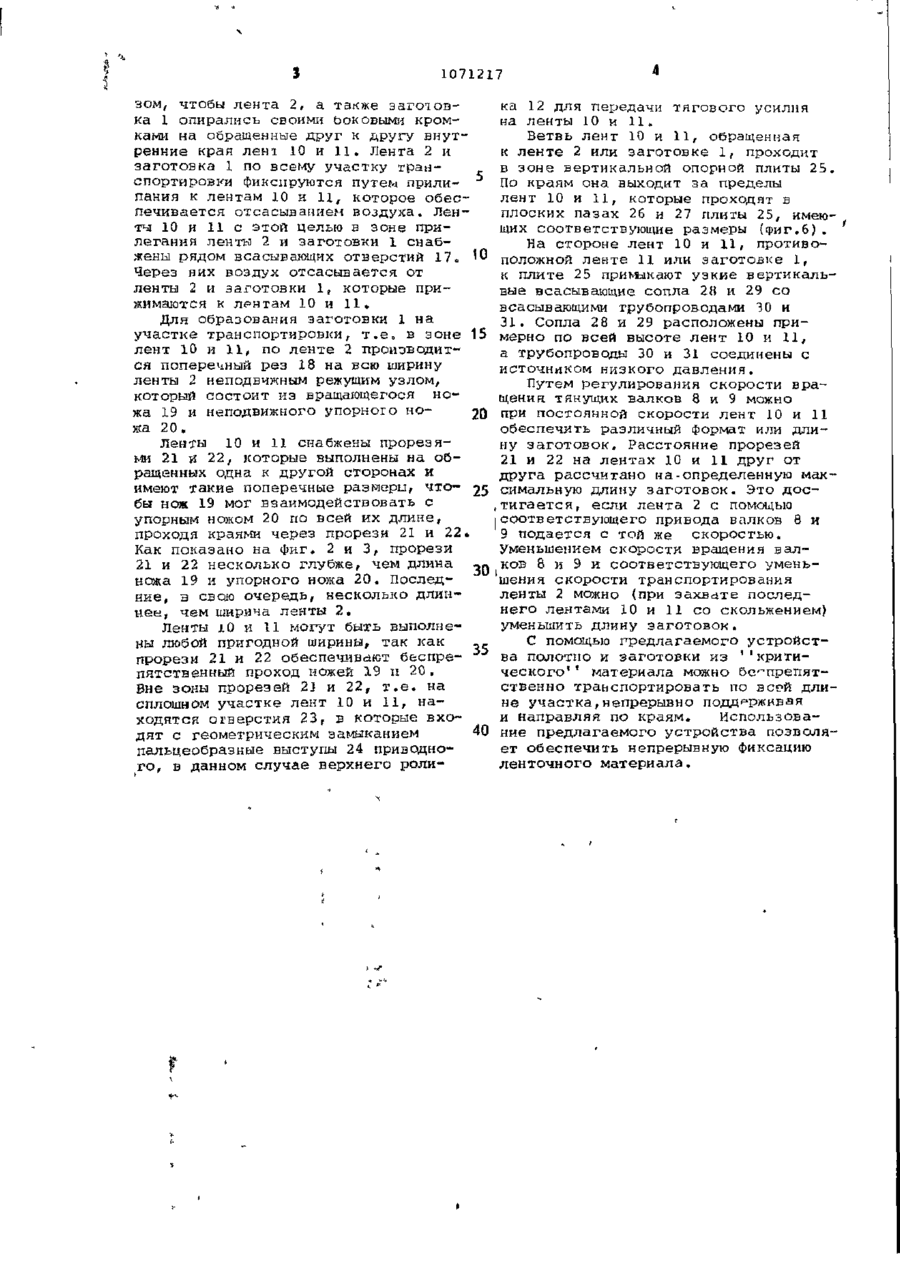
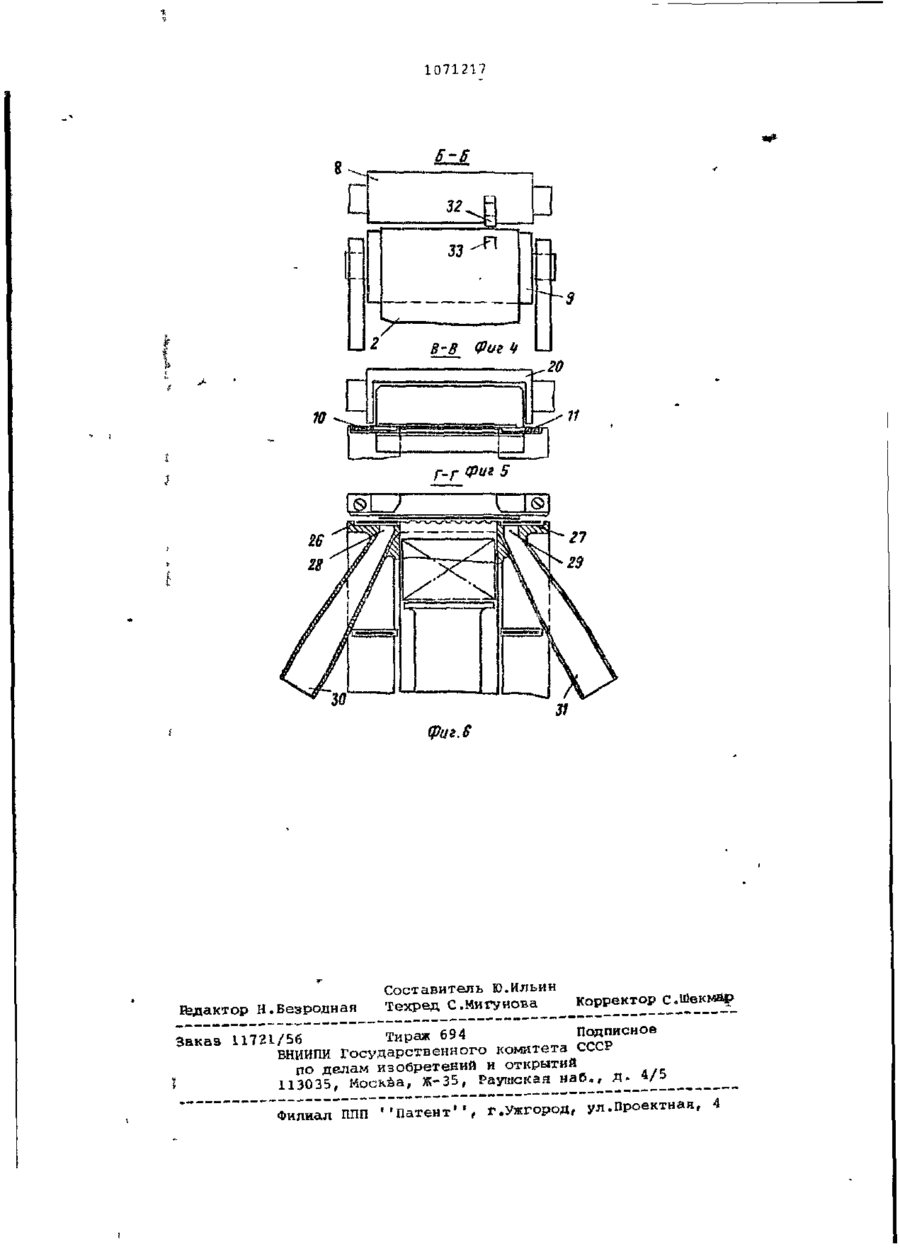
СОЮЗ СОВЕТСКИХ' РЕСПУБЛИН (19) (1!) ЗЗЇ Б 65 В 61/06 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 3217960/28-13 (22) 10.12.80 (31) Р 2949685.3 (32) 11.12.79 (33) Ф Р Г (46) 3 0 . 0 1 . 8 4 . Бюл. № 4 (72) Хайнц Фоке (ФРГ) (71) Фоке унд Ко (ФРГ) (53) 6 2 1 . 7 9 8 . 4 ( 0 8 8 . 8 ) (56) 1 , Патент ФРГ № 2530992, к л . В 31 В 1/16, опублик* 1 9 7 9 . 2 . Авторское с в и д е т е л ь с т в о СССР № 8085J, к л . В 31 В 3/00, 1 9 4 9 . ( 5 4 ) ( 5 7 ) 1 . УСТРОЙСТВО ДЛЯ ИЗГОТОВ»' ЛЕНИН УПАКОВОЧНЫХ ЗАГОТОВОК ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА, содержащее д в е бесконечные ленты с отверстиями, сообщенными с вакуум-системой, р а с п о ложенные одна от другой н а р э с с т о д нии, соответствующем ширине л е н т о ч ного м а т е р и а л а , и нож д л я отрезания заготовок, о т л и ч а ю щ е е с я тем, ч т о , с целью обеспечения н е п р е рывной фиксации материала г ленты имеют поперечные прорези, открытые со J смежных сторон лент для прохода но,*а * 1071217 2. Устройство по п . 1, о т л и ч а ю щ е е с я тем, что концы прорезей, обращенные к наружным с т о р о нам л е н т , выступают на расстоянии, превышающем ширину ленточного материала . имеют отверстия для поводковых э л е ментов . 4 . Устройство по пп* 1-3, о т л и ч а ю щ е е с я тем, ч т о , с целью предотвращения образования складок на материале, ленты имеют привод для их ускоренного перемещения по сравнению со скоростью перемещения материала. 3„ Устройство по пп, 1 и 2, о т л и ч а ю щ е е с я тем, что ленты 1 Изобретение 'относится к производству упаковочных заготовок путем отрезания от непрерывного полотна, а более точно к устройству для изготовления упаковочных заготовок из ленточного материала. Известно устройство для изготовления заготовок,содержащее транспортерные ленты для перемещения ленточного материала и нож для отрезания заготовок Ц ] . Недостатком известного устройства является ненадежность в работе. Наиболее близким к предлагаемому является устройство для изготовления упаковочных заготовок из ленточного материала, содержащее две бесконечные ленты с отверстиями, сообщенными с вакуум-системой, расположенные одна от другой на расстоянии, соответствующем ширине ленточного материа- • ла, и нож для отрезания заготовок 12]. Недостаток такого устройства состоит в невозможности непрерывной фиксации материала. Цель изобретения - обеспечение непрерывной фиксации материала. Указанная цель достигается тем, что в устройстве для изготовления упаковочных заготовок из ленточного материала, содержащем две бесконечные ленты с отверстиями, сообщенными с вакуум-сисхемой, расположенные одна от другой на расстоянии, соответствующем ширине ленточного материала, и нож для отрезания заготовок, ленты имеют поперечные прорези, открытые со смежных сторон лент для прохода ножа. Концы прорезей, обращенные к наружным сторонам лент, выступают на расстоянии, превышающем ширину ленточного материала. Ленты имеют отверстия для поводковых элементов. Кроме того, ленты содержат привод для их ускоренного перемещения по сравнению со скоростью перемещения, материала. 5 10 J5 20 25 30 35 40 45 На фиг. 1 схематично изображено устройство для получения упаковочных заготовок, вид сбоку; на фиг. 2 вид А на фиг. 1; на фиг. 3 - часть участка транспортировки в увеличенном масштабе; на фиг. 4 - разрез Б-Б на фиг. 1 (в зоне первого режущего узла); на фиг. Ъ - разрез В-В на Фиг, 1 (в зоне узла, производящего отрезание); на фиг. б - разрез Г-Г на фи г. 1. В примере выполнения устройства упаковочные заготовки 1 отрезаются от непрерывной ленты 2 упаковочного материала, например синтетической пленки, и подаются в вертикальной плоскости в позицию 3 обработкис В этой зоне заготовка огибает подаваемую в поперечном направлении упаковку 4 или какой-либо другой предмет, принимая U-образную форму. Упаковка 4 транспортируется по горизонтальному транспортеру 5 и, захватывая расположенную в вертикальной плоскости заготовку 1, проходит через мундштук б. При этом заготовка 1 U-образно облегчает упаковку 4. После мундштука 6 упаковка 4с заготовкой 1 поцадают в гнездо 7 револьверного барабана. Сверху лента 2 подается двумя при-' водными тянущими валками 8 и 9, скорость вращения которых регулируется. Далее лента 2 попадает на участок транспортировки, который состоит из вертикально расположенных циркулирующих лент 10 и 11. С их помощью лента ) 2 и в дальнейшем заготовка 1 захватываются на вертикальном участке, транспортируются и удерживаются. Прочные на растяжение и гибкие ленты 10 и 11 огибают общие нижний и верхний ролики 12 и 13 f из которых, например, верхний является приводным. Для ориентации лент 10 и 11 ролики 14 и 15 снабжены углублениями 16, соответствующими по ширине лентам 10 и 11. Ленты 10 и 11 расположены одна от другой на расстоянии таким обра 1071217 зом, чтобы лента 2, а также загоювка 1 опирались своими ьоковыми кромками на обращенные друг к другу внутренние края лені 10 и 11. Лента 2 и заготовка 1 по всему участку транспортировки фиксируются путем прилипания к лентам 10 и 11, которое обеспечивается отсасыванием воздуха. Ленты 10 и 11 с этой целью в зоне прилегання ленты 2 и заготовки 1 снабжены рядом всасывающих отверстий 17* 10 Через них воздух отсасывается от ленты 2 и заготовки 1, которые прижимаются к лентам 10 и 11. Для образования заготовки 1 на участке транспортировки, т.е. в зоне 15 лент 10 и 11, по ленте 2 производится поперечный рез 18 на всю ширину ленты 2 неподвижным режущим узлом, который состоит из вращающегося ножа 19 и неподвижного упорного но20 жа 20. Ленты 10 и 11 снабжены прорезями 21 и 22, которые выполнены на обращенных одна к другой сторонах и имеют такие поперечные размеры, что- 25 бы нож 19 мог взаимодействовать с упорным ножом 20 по всей их длине, проходя краями через прорези 21 и 22. Как показано на фиг. 2 и 3, прорези 21 и 22 несколько глубже, чем длина ножа 19 и упорного ножа 20. Послед- 30 ние, в свою очередь, несколько длиннее, чем ширина ленты 2, Ленты 10 и 11 могут быть выполнены любой пригодной ширины, так как прорези 21 и 22 обеспечивают беспре- 35 пятственный проход ножей 19 и 20. Вне зоны прорезей 23 и 22, т.е. на сплошном участке лент 10 и 11, находятся отверстия 23, в которые входят с геометрическим замыканием 40 пальцеобразные выступы 24 приводного, в данном случае верхнего роли ка 12 для передачи тягового усилия на ленты 10 и 11. Ветвь лент 10 и 11, обращенная к ленте 2 или заготовке 1, проходит в зоне вертикальной опорной плиты 25. По краям она выходит за пределы лент 10 и 11, которые проходят в плоских пазах 26 и 27 плиты 25, имеющих соответствующие размеры (ФИГ.6) . На стороне лент 10 и 11, противоположной ленте 11 или заготовке 1, к плите 25 примыкают узкие вертикальвые всасывающие сопла 2й и 29 со всасывающими трубопроводами 30 и 31. Сопла 28 и 29 расположены примерно по всей высоте лент 10 и 11, а трубопроводы 30 и 31 соединены с источником низкого давления. Путем регулирования скорости вращения тянущих валков 8 и 9 можно при постоянной скорости лент 10 и 11 обеспечить различный формат или длину заготовок. Расстояние прорезей 21 и 22 на лентах 10 и 11 друг от друга рассчитано на-определенную максимальную длину заготовок. Это достигается, если лента 2 с помощью соответствующего привода валков 8 и 9 подается с той же скоростью. Уменьшением скорости вращения валков 8 и 9 и соответствующего уменьшения скорости транспортирования ленты 2 можно (при захвате последнего лентами 10 и 11 со скольжением) уменьшить длину заготовок. С помощью предлагаемого устройства полотно и заготовки из ''критического' ' материала можно беспрепятственно транспортировать по всей длине участка,непрерывно поддерживая и направляя по краям. Использование предлагаемого устройства позволяет обеспечить непрерывную фиксацию ленточного материала. 1071217 1205) д Вид А фиг. 2 1071217 Б-В . r сриг 5 l&LJ 27 29 Фаг.6 Вздактор Н .Безродная i Составитель Ю.Ильин Техред ВНИИПИ Государственного комитета по делам изобретений и открытий 3035, Москба, Ж-35, Раушская н а б , , д . »/э 1130 Филиал П П " П а т е н т " , Г.Ужгород, ул.Проектная, П
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing the packing billets from tape material
Назва патенту російськоюУстройство для изготовления упаковочных заготовок из ленточного материала
МПК / Мітки
МПК: B65B 61/04
Мітки: виготовлення, стрічкового, заготівок, прилад, матеріалу, упаковочних
Код посилання
<a href="https://ua.patents.su/6-3576-prilad-dlya-vigotovlennya-upakovochnikh-zagotivok-z-strichkovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Прилад для виготовлення упаковочних заготівок з стрічкового матеріалу</a>
Пристрій для розвантаження матеріалу із стрічкового конвейєра
Номер патенту: 2412
Опубліковано: 26.12.1994
Автори: Недобор Станіслав Дмитрович, Дубинський Микола Борисович, Галацький Вадим Євсійович
МПК: B65G 47/74
Мітки: стрічкового, пристрій, розвантаження, конвейєра, матеріалу
Формула / Реферат:
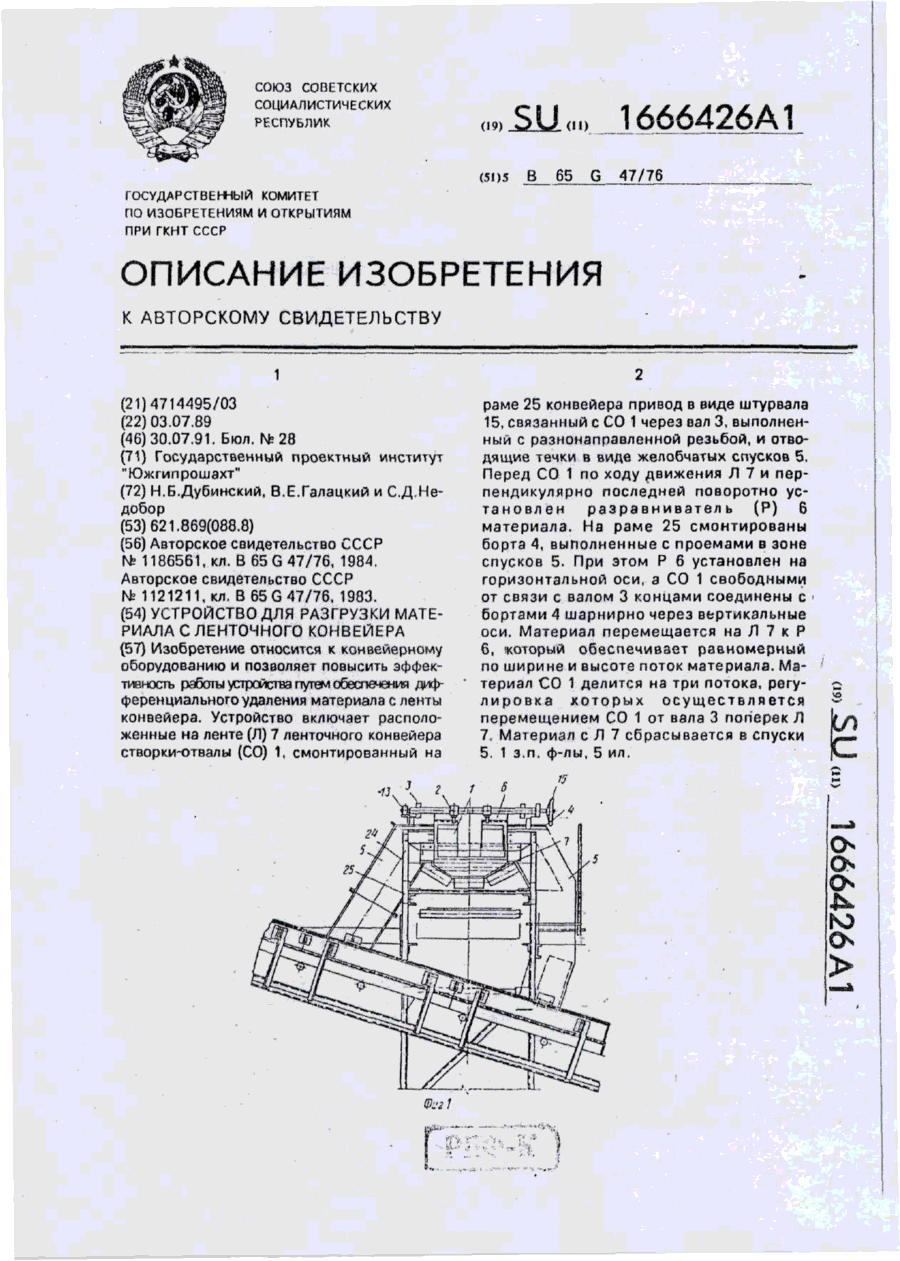
1. Устройство для разгрузки материала с лей-точного конвейєра, включающее расположенные над лентой последнего подвижные в горизонтальной плоскости створки-отвалы, смонтированный на раме ленточного конвейера привод, кинематически связанный со створками-отвалами, и отводящие течки, отличающееся тем, что, с целью повышения эффективности работы устройства путем обеспечения дифференцированного удаления материала с ленты конвейера, оно снабжено...
Пристрій для регулювання швидкості переміщення стрічкового матеріалу
Номер патенту: 2663
Опубліковано: 26.12.1994
Автори: Ясь Василь Михайлович, Музиченко Олег Олександрович, Позняк Григорій Іванович, Пєтухов Аркадій Дем'янович, Крамаренко Євген Федорович
МПК: B65H 23/04
Мітки: стрічкового, пристрій, регулювання, переміщення, швидкості, матеріалу
Формула / Реферат:
1. Устройство регулирования скорости перемещения ленточного материала, содержащее компенсатор, имеющий два стационарных вала и размещенный между ними натяжной подвижный в вертикальной плоскости ролик с датчиком его положения и преобразователь положения натяжного ролика, соединенный с исполнительным механизмом электродвигателя, отличающееся тем, что, с целью повышения надежности в работе, преобразователь положения натяжного ролика имеет...
Секція стрічкового конвейєра

Номер патенту: 1728
Опубліковано: 25.10.1994
Автори: Золотопух Володимир Миколайович, Жукова Нінель Гнатівна, Городецький Анатолій Васильович
МПК: B65G 21/00
Мітки: стрічкового, секція, конвейєра
Формула / Реферат:
1. Секция ленточного конвейєра, содержащая подвесные роликоопоры с боковыми и средними роликами, закрепленными по концам на направляющих через амортизаторы, отличающаяся тем, что, с целью повышения надежности работы секции за счет снижения просыпи между бортом и лентой, она снабжена дополнительными роликами, размещенными между подвесными ролико-опорными и закрепленными на направляющих консольно посредством кронштейнов с возможностью...
Кінцева станція стрічкового конвейєра
Номер патенту: 1477
Опубліковано: 25.07.1994
Автор: Гаврюков Олександр Володимирович
МПК: B65G 41/00, E21F 13/08
Мітки: кінцева, конвейєра, стрічкового, станція
Формула / Реферат:
Концевая станция ленточного конвейера, содержащая установленную с Возможностью перемещения по основанию раму с продольными пазами, расположенную с возможностью перемещения в продольных пазах ось натяжного барабана, закрепленные на раме верхнее и нижние роликоопоры для ленты, два параллельно расположенных и связанных с концами оси натяжного барабана регулировочных элемента, один из которых выполнен в виде винта, один конец которого установлен...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Тарасов Віктор Іванович, Чічкан Артур Олексійович, Бондаренко Микола Андрійович, Проценко Юрій Юрійович, Луценко Віктор Олександрович
МПК: B21B 1/02
Мітки: виготовлення, заготівок, спосіб
Формула / Реферат:
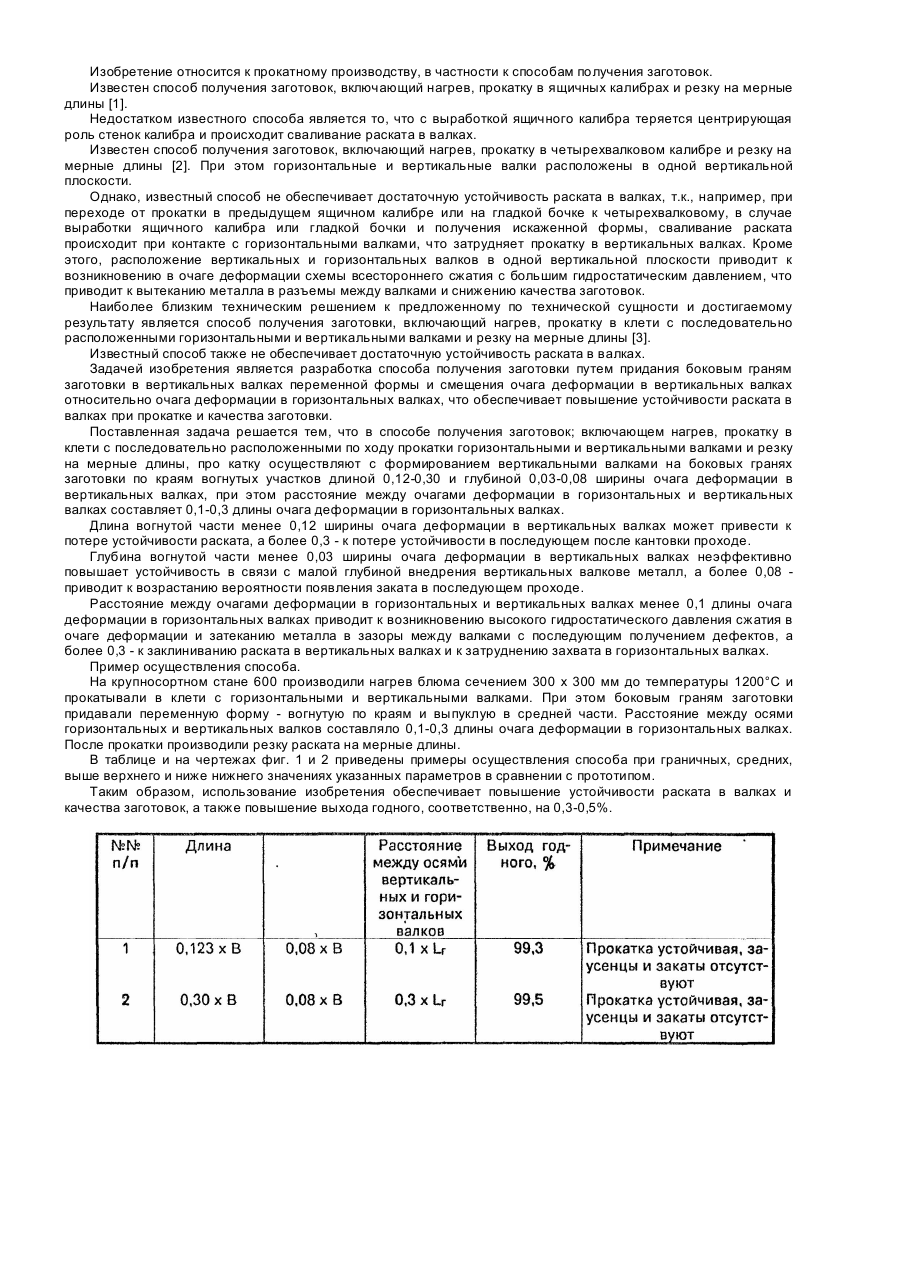
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Попередній патент: Спосіб отримання заміщенних 1,2,4,9-тетрагідропірано /3,4-b/ індол-1-уксусних кислот чи його фармацевтичноприйнятних солів
Наступний патент: Засіб для регулювання росту хлібних злаків
Випадковий патент: Пристрій для відокремлення механічних і хімічних домішок у рідинах