Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Войтович Михайло Миколайович, Кошелєв Володимир Борисович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович, Познянський Ілля Матвійович
Формула / Реферат
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или прутка с длиной участка, образующего внутреннюю поверхность заготовки после сварки, равной 0,8-0,95 внутреннего периметра готового изделия, формуют заготовку с наименьшей осью внутреннего контура, равной 0,8-0,9 внутреннего диаметра готового изделия, а после удаления грата заготовку подвергают объемной пластической деформации.
2. Способ по п.1,отличающийсятом, что в случае изготовления изделий малого диаметра после удаления грата заготовку штампуют.
3. Способ по п.1,отличающийся тем, что в случае изготовления изделий большого диаметра после удаления грата заготовку подвергают радиальной или торцевой раскатке.
4. Способ по п.3, отличающийся тем, что заготовку перед радиальной раскаткой выполняют с площадью поперечного сечения Fзаг, которую определяют из соотношения
![]()
где Fизд - площадь поперечного сечения изделия кольцевой формы после раскатки;
Iизд - длина линии, соединяющей центры масс изделия кольцевой формы после раскатки;
Ізаг - длина линии, соединяющей центры масс заготовки перед раскаткой.
Текст
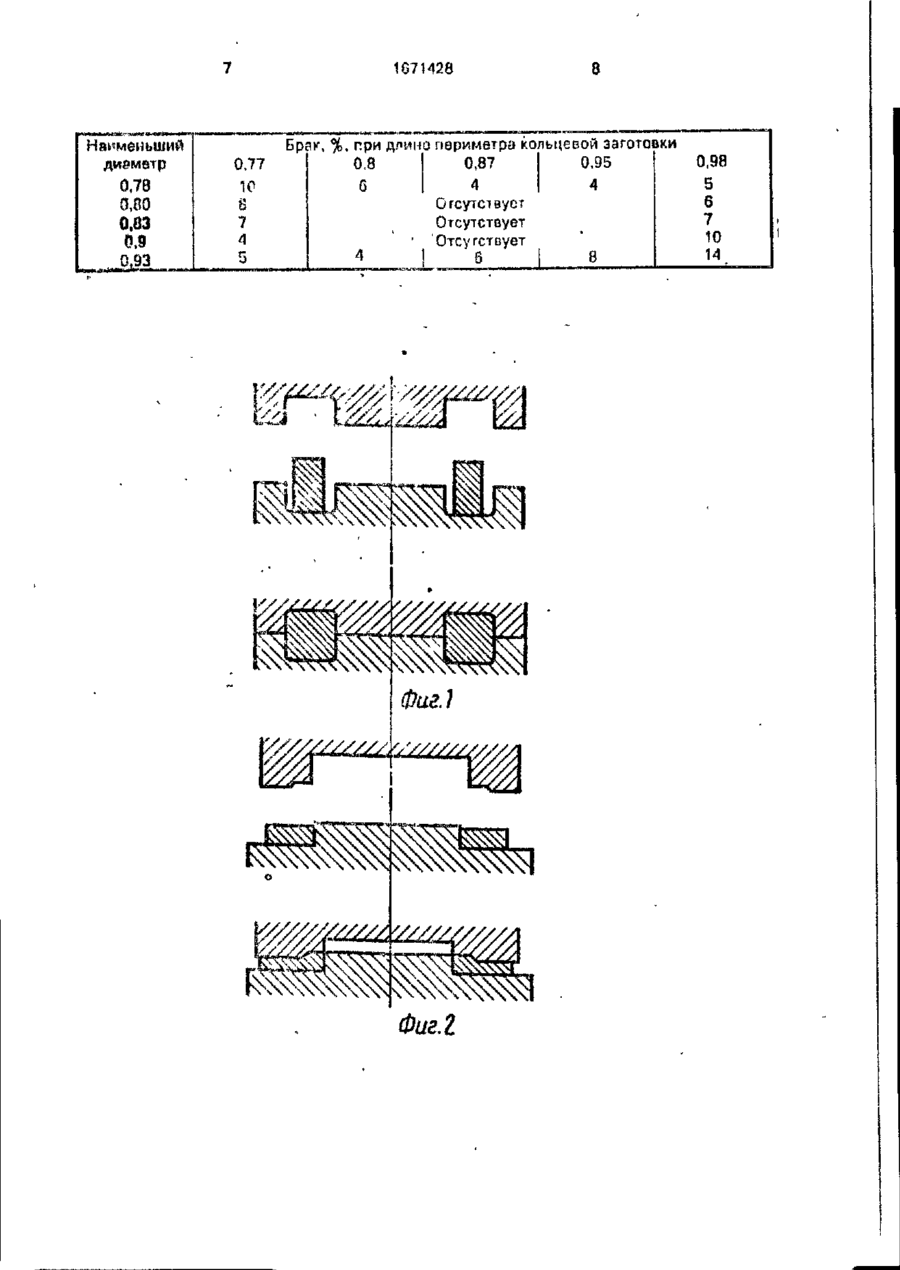
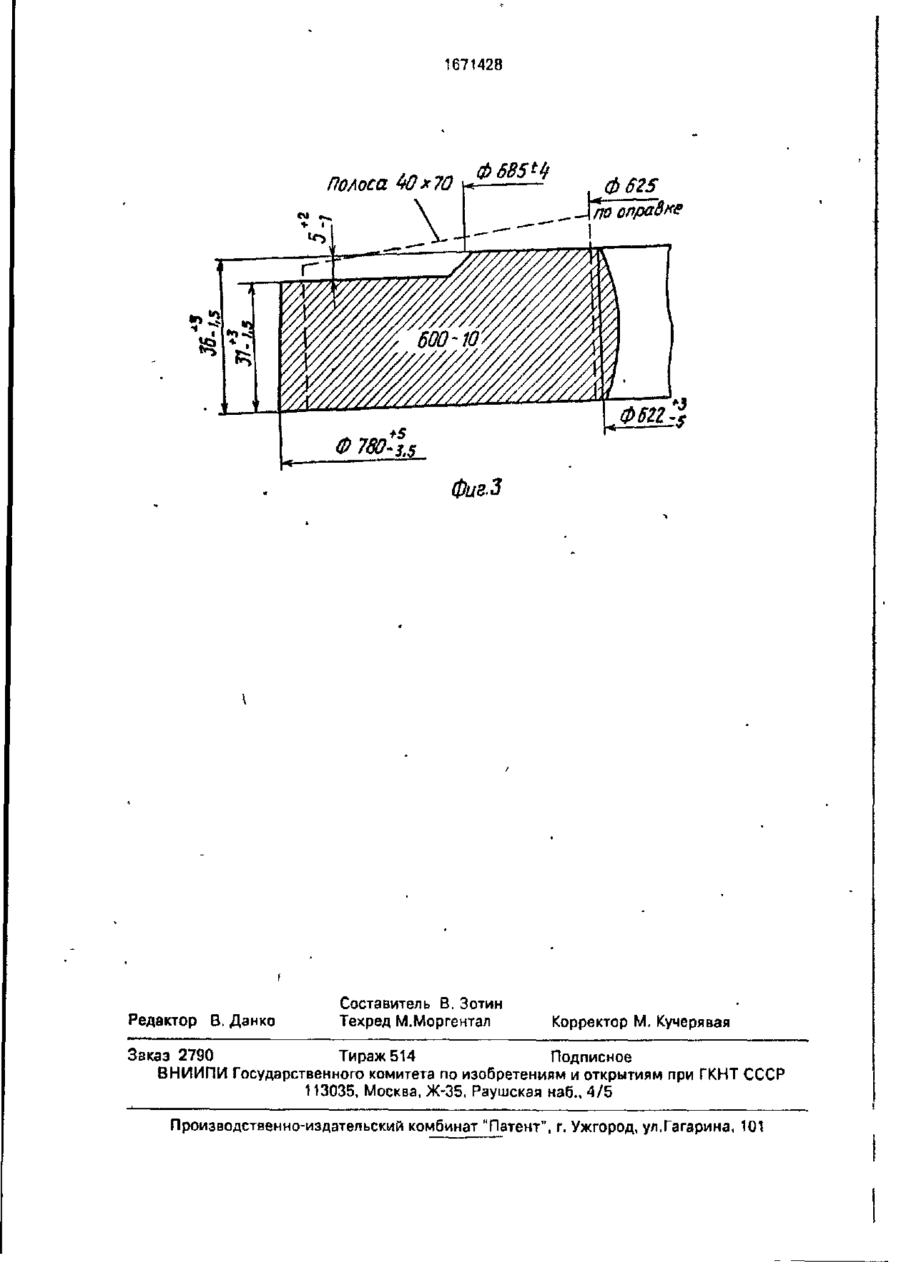
Изобретение относится к контактной стыковой сварке оплавлением и может Оьіть использовано при изготовлении деталей в производстве, где применяется гибка, Ciiapка, штамповка и раскатка. Цель изобрете повышение производительности за счет исключения дополнительной механической обработки, снижение металлоемкости, энергоемкости процесса, повышение качества сворных соединений. Способ включает нагрев полосы мерной длины, горячее формование замкнутой заготовки и сварку, при этом заготовку выполняютс заданными размерами. После сварки грат удаляют и кольцевую заготовку пластически деформируют в штампе или путем шаровой или радиальной раскатки. При радиальной раскатке издепий с диаметром более 400 мм предоарительно из заданного соотношения определяют площадь поперечного сечения заготовки. Способ позволяет повысить стабильность качества получаемых изделий. 3 з.п. ф-лы, 3 ил., 1 табл. Изобретение относится к контактной стыковой сварке и может быть использовано при изготовлении деталей конструкции кольцевой формы в производстве, где применяется гибка, сварка, штамповка и раскатка. Цель изобретения - повышение производительности труда за счет исключения дополнительной механической обработки. снижение металлоемкости, энергоемкости, повышение качества сварных соединений. На фиг.1 приведена схема горячей безоблойной штамповки в закрытых штампах; на фиг.2 - схема горячей штамповки в открытых штампах; на фиг.З - фланец, полученный раскаткой заготовки, поперечное сечечие. Способ осуществляется следующим образом. Прямолинейные заготовки мерной длины с кромками срезанными по таким углом, чтоб писле гибки в кольцо они были параллельны, помещаются в газовую печь с шагающим подом, В печи они нагреваются до 900-1000°С и по транспортеру подаются к флзнцегиОу, который посредством гибки на ребро вокруг оправки загибает мерную ззютовку в кольцо. Сформованная замкнутая заготовка транспортером подается к контактной стыковой сварочной машине, где сваривается, далее подается на станок для удаления грата. После удаления грата сваренная заготовка подается в штамп пресса, где одновременно с калибровкой выштэм і 00 > 1S7M2B повиваєте* необходимый профиль кольца (фиг.1и£). Весь процесс изготовления замкнутой заготовки длится около 1,5 мин. За это время эаюговка не только не остывает, а в 5 процессе сварки туширующая часть кольцевой заготовки еще и дополнительно нагревается. Операция пластической деформации обычно выполняется при большой і емпера гуро заготовки, чем та, которую 10 кольцевая заготовка имела до сварки. Эта температура обеспечивает такие механические свойства металла, которые дают возможность производить объемную пластическую деформацию с большими сте- Ї5 пенями обжатия, При изготовлении кольцевых заготовок (фланцео) наилучшие розул маты достигаются, когда длина мерной заготовки, диаметр оправки фланцегиба и режим соарки подби- 20 рают таким образом, что перед пластической деформацией наименьшая ось внутреннего контура заготовки равна 0,80,9 внутреннего диаметра птвого изделия, а внутренний периметр - 0,8-0,95 внутрен- 25 него периметра готового изделия. После сварки кольцевая заготовка теряет первоначальную геометрическую форму и имеет ВИД ОРЗЛЭ или эллипса. Проводились эксперименты по определению указан- 30 ных пределов по минимальному диаметру кольцевой заготовки и длине ее периметра. Пластическая деформация кольцевой заготовки осуществлялась коническим дорном, который поступательно иходит во внутрен- 35 ний объем кольцевой заготовки. Было обнаружено, что коэффициент объемной пластической деформации равномерно распределяется по периметру кольцевой заготовки, либо неравномерно распределяется 40 по периметру кольцевой заготовки, причем при определенных соотношениях минимального дизмеіра и периметра кольцевой заготовки наблюдались случаи отсутствия объемной пластической деформации в неко- 45 торых объемах *:ольцепой заготовки, В лю-бом случае кольцевая заготовка имеет неправильное сечоние. Предложенный способ выбора оптимальных размеров заготовки обеспечивает 50 получение кольцевых заготовок с использованием штамповки для малых диаметров (до 400 мм) и торцевой раскатки для больших диаметров (свыше А00 мм). Но имеется значительное количество конфигураций сечений, которые трудно или невозможна получить штамповкой или торцевой раскаткой, но легко-рэдиальной оаскаткой. Особенностью радиальной раскатки £боз применения закрытых калибров) является то, что после раскатки увеличивается диаметр кольцевой заготовки. В этом случае соотношение площадей поперечного сечения до и после раскатки обратно пропорциопально соотношению длин линий, соединяющих центры масс поперечных сечений. При применении раскатки в замкнутых калибрах, а также рэдиалыю-торцевой раскатки можно получать множество вариантов колец различных сечений и диаметров. В некоторых случаях после сварки и съема грата кольцевая заготовка неравномерно нагрета. Поэтому операцию объемной пластической деформации задерживают путем уменьшения скорости движени конвейера. За то время, когда кольцевая заготовка проходит расстояние от пресса для удаления грата до пресса или раскатной машины, температура за счет теплопроводности выравнивается. При отступлении от оптимальных соотношений внутреннего диаметра и внутреннего периметра заготовок до и после объемной пластической деформации сечение готовой кольцевой заготовки по длине неодинаковое. Поэтому в этом случае требуется увеличение припуска на механическую обработку, что приводит к потерям металла и электроэнергии. Существенное влияние на качество сварного соединения при'использовании радиальной раскатки заготовки фланца оказывает выбор площади поперечного сечения заготовки, которую выбирают следующим образом. Имея геометрические размеры требуемой кольцевой заготовки, подсчитывают ее поперечное сечение F. Затем поперечное сечение разбирают на простые геометрические фигуры, для которых известны формулы подсчета координат центра массы или центра тяжести. Координаты центра масс или центра тяжести (в нашем случае они совпадают) расчитывают по формуле v 1 2j Лс.м. — = 1і і х с > Г где R - площадь простой геометрической фигуры; Х| - координата центра масс простой геометрической фигуры по отношению к произвочьно выбранной точке; F - полное поперечное сечение кольцевой заготовки. Объем кольцевой заготовки равен 1b71478 іде іс - длина линий, соединяющих центры масс, или 1 = лОс. где Dc~ диаметр центров с масс. Следующим зіепом расчета является выбор сечения полосы, из которой будет 5 изготавливаться заготовка под раскатку. При этом руководствуются следующим. 1 олщина полосы должна быть немного больше максимальной толщины кольцевой э а ю п в ки. Площадь поперечного сечения полосы 10 должна быть примерно на 10% больше площади поперечного сечения кольцевой заготовки после раскатки. После выбора полосы рассчитывают ее длину по линии, соединяющей центры масс, 15 прибавляется припуск на сварку и получают длину исходной мерной по/юсы по линии, соединяющей центры масс. По теории гибки рассчитывают размеры оправки для гибки на peGpn. После гибки v\ сварки получение 2(Г требуемой под раскатку заготовки гарантировано. На фиг,1 приведены результаты расчетов для фланца Ду 600 Ру 10. П р и м е р . Сечение фланца показано на 25 фиг.1. Разбиваем его на прямоугольники 80x31 и 34x5. Выбираем линией отсчета ось симметрии фланца, находим радиус точки центра масс сечения 30 соединяющая центры масс мерной за'отсеки, и се средняя линия совпадают. В тэбпице пригвдены рэзультаты опробования способа. В описанном способе потери металла равны потерям металла при сварке, что составляет доли процента от веса заготовки. Как видно из таблицы, способ позволяет существенно повысить стабильность качествз получаемых изделий. Формула изобретения 1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавленив и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, о тл и ч а ю щ и й с я тем, что, с целью повышения производительности за счет исключения д о п о л н и т е л ь н о й механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качестпа сварных соединений, замкнутую заготовку выполняют из полосы или пр/гка с длиной участка, образующего внутреннюю поверхность заготовки после сварки, равной 0,8-0,95 внутреннего периметра готового и з д е л и я , формуют з а г о т о в к у с наименьшей осью внутреннего контура, равной 0,8-0,9 внутреннего диаметра готового изделия, а после удаления грата заготовку подвергают объемной пластической 31 • 80 • 351 + 3 4 • 5 • 32В деформации. 1 v 2, Способ по п.1, о т л и ч а ю щ и й с я тем, что в случае изготовления изделий ма35 лого диаметра после удаления грата заготовку штампуют. где 2650 - площадь поперечного сечения фланца. 3. Способ по п.1, о г л и ч а ю щ и й с я гем, что в случае изготовления изделий Длина линии, соединяющей центры большого диаметра после удаления грата масс, равна ic-- 2лХ -2-3,14-349 = 2193 (мм) 40 заготовку подвергают радиальной или тор= цевой раскатке. Объем готового фланца равен Р = F-lc 3 4. Способ по п.З, о т л и ч а ю щ и й с я 2650 2163 = 5811004 (мм ). т ем, что заготовку перед'радиальной раскатВ соответствии с рекомендациями выкой выполняют с площадью поперечного себираем по сортаменту сечения мерной полосы 40x70 с площадью поперечного 45 чения Рзаг, к о т о р у ю определяют из 2 сечения 2800 мм . соотношения Длина мерной полосы по линии, соединяющей центры масс, равна с — ""изд ' 'иэд ЛИЧИ>Ї, гэаг 50 гізаг где FH3A ~ площадь поперечного сечения изделия кольцевой формы полсе раскатки; Іизд ~ длина линии, соединяющей центры масс изделия кольцевой формы после Прибавив припуск на сварку, равный 20 мм, 55 раскатки; получаем длину мерной зато ювки по линии, ізаг ~ длина линии, соединяющей центсоединяющей центры масс перед гибкой. ры масс заготовки перед раскаткой. *П.{ . г — >811004 - 2075(мм) 2800 1671428 Наименьший диэметр 0,78 0,80 0.03 0,9 0,77 10 S 7 4 Брак, %, при длимо периметра кольцевой заготовки 0,87 0,95 0,98 0,8 4 5 4 G Отсутствует 6 Отсутствует 7 Отсутствует 10 А 14 6 8 Фиг.1 1671428 Полоса bOxlQ \ ф 625 Ф 780*ls Фиг. 3 Редактор В. Данко Составитель В. Зотин Техред М.Моргентал Корректор М. Кучерявая Заказ 2790 Тираж 514 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюKryvenko Valerii Heorhiiovych, Kuchuk-Yatsenko Serhii Ivanovych, Toldin Anatolii Andriiovych
Автори російськоюКривенко Валерий Георгиевич, Кучук-Яценко Сергей Иванович, Толдин Анатолий Андреевич
МПК / Мітки
МПК: B23K 11/04
Мітки: форми, виробів, виготовлення, кільцевої, спосіб
Код посилання
<a href="https://ua.patents.su/6-340-sposib-vigotovlennya-virobiv-kilcevo-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів кільцевої форми</a>
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Тільга Степан Сергійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Ротару Іон Теодорович, Ашимов Марат Ашимович, Дідківський Олександр Володимирович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович
МПК: B23K 11/04
Мітки: механічної, обробки, заготовки, виробу, прокатного, спосіб
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Бубен Едуард Михайлович, Панасюк Ігор Вікторович
МПК: B28B 5/00
Мітки: роторний, конвейер, виробів, залізобетонних, виготовлення, бетонних
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Спосіб виготовлення щитів торцевого паркету
Номер патенту: 86
Опубліковано: 30.04.1993
Автори: Тепер Володимир Борисович, Ротань Олексій Іванович
МПК: E04F 15/04, B27M 3/04
Мітки: спосіб, виготовлення, торцевого, щитів, паркету
Формула / Реферат:
Формула изобретенияСпособ изготовления щитов торцового паркета, включающий формование фриза в прямоугольном шаблоне из паркетных шашек заданной породы дерева и произвольного поперечного сечения путем наклеивания их на подстилающий слой, заполнение стыков клеевым материалом и поверхностную обработку лицевого слоя, отличающийся тем, что, с целью снижения расхода клеевых материалов и повышения качества лицевого слоя, после заполнения...
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стиковому, деталей, пристрій, зняття, грата, контактному, зварюванні
Формула / Реферат:
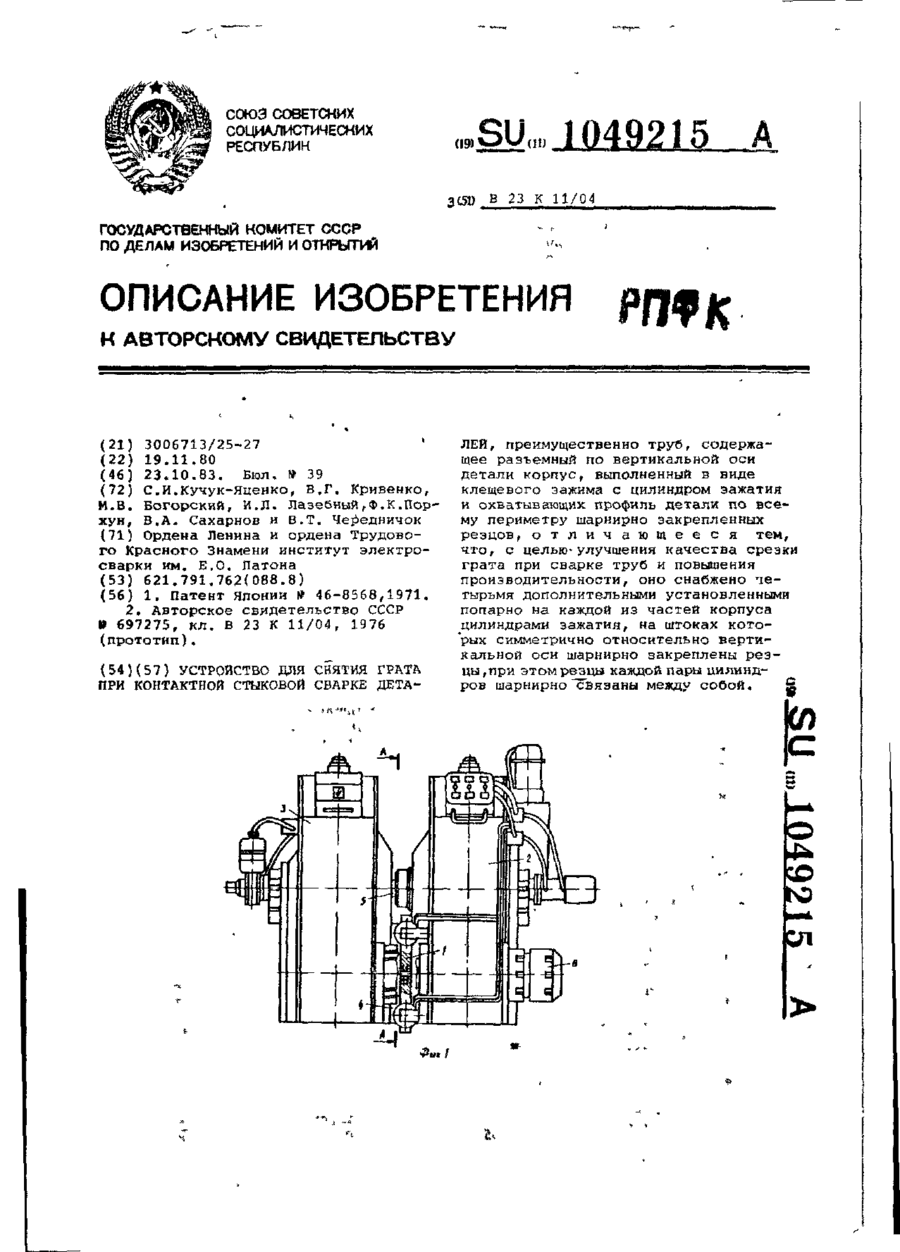
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: зварювання, грата, зняття, стикового, контактного, спосіб
Формула / Реферат:
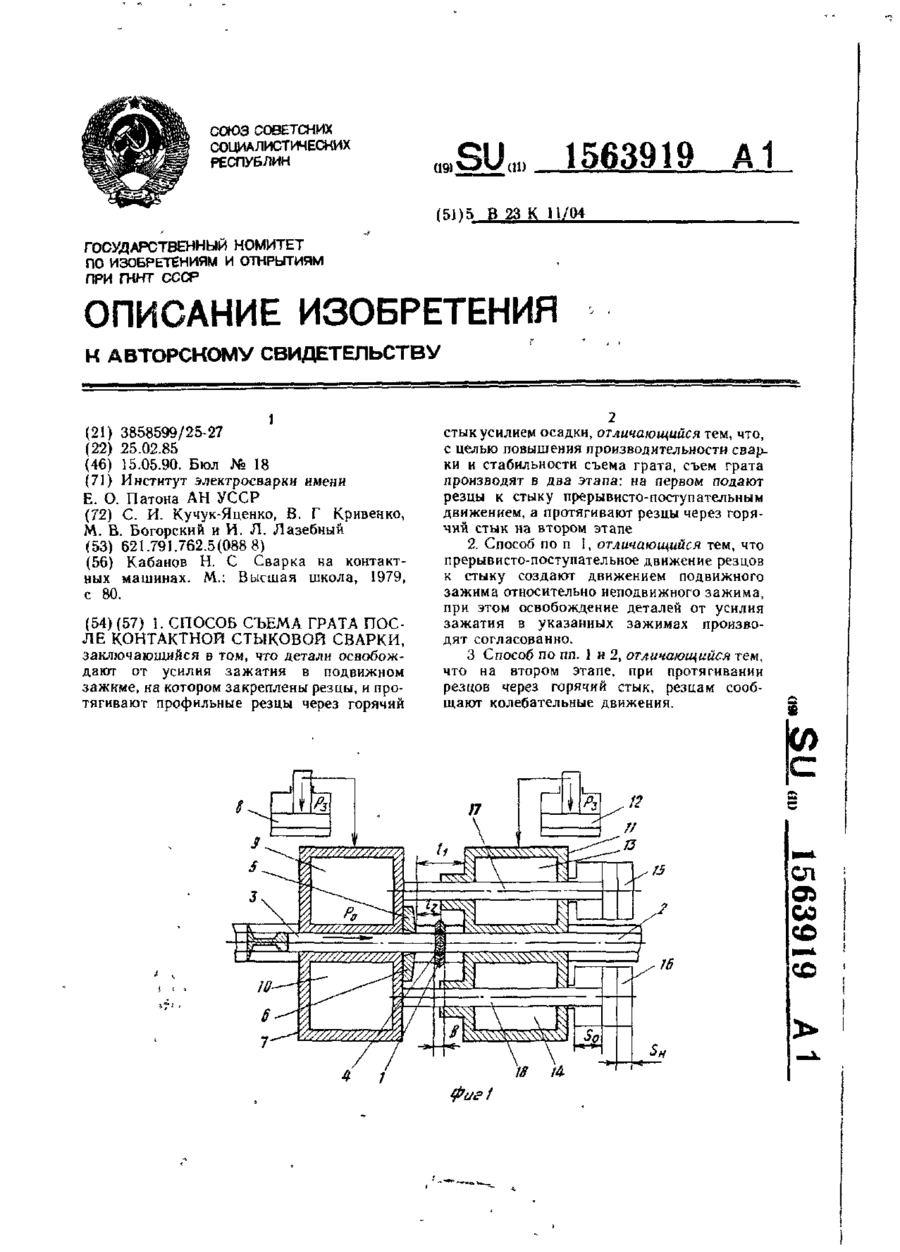
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Попередній патент: Спосіб котактного стикового зварювання оплавленням
Наступний патент: Система електроживлення
Випадковий патент: Спосіб стимуляції регенерації шкіри при експериментальному дерматиті