Вушна бирка для тварин, спосіб її виготовлення, спосіб ідентифікації тварин і машина для приєднання віддрукованого ярлика до бирки
Формула / Реферат
1. Вушна бирка для тварин, що включає: заготовку бирки; випускний шар із першою поверхнею, яка має ковзний фактор, вищий, ніж ковзний фактор заготовки бирки; аліфатичний шар, з'єднаний із другою поверхнею випускного шару та із заготовкою бирки; і друкований шар, що включає друковану інформацію, розміщену між заготовкою бирки і аліфатичним шаром.
2. Бирка для тварин за п. 1, в якій випускний шар містить полімерну смолу.
3. Бирка для тварин за п. 2, в якій полімерною смолою є ацетат целюлози.
4. Бирка для тварин за п. 2, в якій полімерною смолою є бутират целюлози.
5. Бирка для тварин за п. 2, в якій полімерною смолою є пропіонат целюлози.
6. Бирка для тварин за п. 2, в якій полімерною смолою є етилцелюлоза.
7. Бирка для тварин за п. 2, в якій полімерною смолою є метакрилат полімер.
8. Бирка для тварин за п. 2, в якій полімерною смолою є нітроцелюлоза.
9. Бирка для тварин за п. 2, в якій полімерною смолою є поліефір.
10. Бирка для тварин за п. 2, в якій полімерною смолою є поліпропіленгліколь.
11. Бирка для тварин за п. 2, в якій полімерною смолою є полістирол.
12. Бирка для тварин за п. 1, в якій ковзним фактором поверхні випускного шару є ковзна субстанція у випускному шарі.
13. Бирка для тварин за п. 12, в якій випускний шар з ковзним фактором відштовхує бруд, гній, траву, корм, слину та їх суміші у більш як 50% випадків.
14. Бирка для тварин за п. 12, в якій ковзною субстанцією є віск.
15. Бирка для тварин за п. 1, в якій випускний шар має точку плавлення від, близько, 82,2°C до, близько, 204, 4°C.
16. Бирка для тварин за п. 1, в якій залишкова вага випускного шару становить від, близько 0,5г/м2 до, близько, 13 г/м2.
17. Бирка для тварин за п. 1, в якій випускний шар включає щонайменше один додатковий інгредієнт, вибраний із групи захисників від УФ випромінювання та агентів, неприємних на смак.
18. Бирка для тварин за п. 1, в якій товщина аліфатичного шару становить від, близько, 254 мкм до, близько, 2,5 мкм.
19. Бирка для тварин за п. 1, в якій друкований шар має високу розрізненість і високий друкувальний контраст інформації для прочитання людиною.
20. Бирка для тварин за п. 1, в якій друкований шар включає щонайменше один барвник.
21. Бирка для тварин за п. 20, в якій барвник є чорним барвником.
22. Бирка для тварин за п. 20, що містить щонайменше два барвники.
23. Бирка для тварин за п. 20, в якій барвник є барвником іншого кольору, ніж чорний.
24. Бирка для тварин за п. 19, в якій інформація має форму тексту.
25. Бирка для тварин за п. 1, в якій друкований шар містить чорний барвник, що має високу розрізненість і високий друкувальний контраст інформації для зчитування машиною.
26. Бирка для тварин за п. 25, в якій інформація має форму штрих-коду.
27. Бирка для тварин за п. 25, в якій інформація має форму двовимірного коду.
28. Бирка для тварин за п. 25, в якій інформація має форму відбитків з оптичним характером розпізнавання.
29. Бирка для тварин за п. 1, в якій друкований шар має вищу точку плавлення, ніж аліфатичний шар.
30. Спосіб виготовлення бирки для тварин, що включає: забезпечення обгортки із щонайменше однією шорсткою поверхнею; нанесення покривного матеріалу полімерної смоли у достатній кількості на обгортку, щоб сформувати випускний шар; нанесення аліфатичного шару на випускний шар при температурі, достатній для сплавлення/з'єднання аліфатичного шару із випускним шаром; і нанесення друкованого шару на аліфатичний шар при достатній температурі і достатньому тиску для того, щоб друкований шар проникнув у пори аліфатичного шару.
31. Спосіб за п. 30, в якому покривний матеріал полімерної смоли включає розчин полімерної смоли і щонайменше один випарний розчинник.
32. Спосіб за п. 31, в якому випарний розчинник вибраний з групи, що складається з диметилфораміду, фенолу, m-крезолу, тетрагідрофурану, мурашиної кислоти, діоксану, диметилсульфоксиду, N,N-диметилацетаміду, ацетону, метилетил кетону, толуолу, 2-етоксіетанолу, 2-етоксіетилацетату, глікольетил ацетату, етилацетату, бутилацетату та їхніх сумішей.
33. Спосіб за п. 30, в якому покривний матеріал полімерної смоли наносять таким чином, щоб його залишкова вага становила від близько 0,5 г/м2 до близько 13 г/м2.
34. Спосіб за п. 30, в якому обгортку виробляють із поліефіру і вона має щонайменше один барвник.
35. Спосіб за п. 31, що додатково включає крок піддавання обгортки впливу відповідної температури та тиску, щоб спричинити відділення випускного шару від обгортки та приєднання аліфатичного шару до заготовки бирки.
36. Спосіб ідентифікації тварини, що включає прикріплення бирки до тварини, де вказана бирка має заготовку бирки; випускний шар, який має першу поверхню, яка має ковзний фактор, що є вищим, ніж ковзний фактор заготовки бирки; аліфатичний шар, приєднаний до другої поверхні випускного шару та до заготовки бирки; і друкований шар, що містить друковану інформацію, розміщену між заготовкою бирки та аліфатичним шаром; друковану інформацію на бирці; і прочитання інформації на бирці; розпізнавання тварини на підставі інформації, прочитаної на бирці.
37. Спосіб за п. 36, в якому інформація, прочитана на бирці, є інформацією, придатною для прочитання людиною.
38. Спосіб за п. 36, в якому інформація, зчитана з бирки, є інформацією, придатною для зчитування машиною.
39. Машина для приєднання віддрукованого ярлика до заготовки бирки, що містить перший сектор для заправляння заготовок бирок у машину; другий сектор для заправляння віддрукованих ярликів у машину і для штампування заготовки бирки із віддрукованим ярликом, для приєднання заготовки бирки до віддрукованого ярлика; і третій сектор для зсування відштампованої бирки з машини.
40. Машина за п. 39, що додатково має сектор для контролю за відштампованою биркою після другого сектора.
41. Машина за п. 39, що додатково включає сектор для перегортання відштампованої бирки для проведення обробки другої сторони відштампованої бирки.
42. Машина за п. 41, що додатково має додатковий сектор для заправляння віддрукованих ярликів у машину і штампування другої сторони відштампованої бирки із другим віддрукованим ярликом для приєднання другого віддрукованого ярлика до другої сторони відштампованої бирки.
43. Машина за п. 39, в якій виконане присмоктування для того, щоб заготовки бирки були належним чином закріплені в гніздах.
44. Машина за п. 39, в якій використане присмоктування відштампованих бирок під час охолодження, щоб запобігти скручуванню відштампованих бирок.
Текст
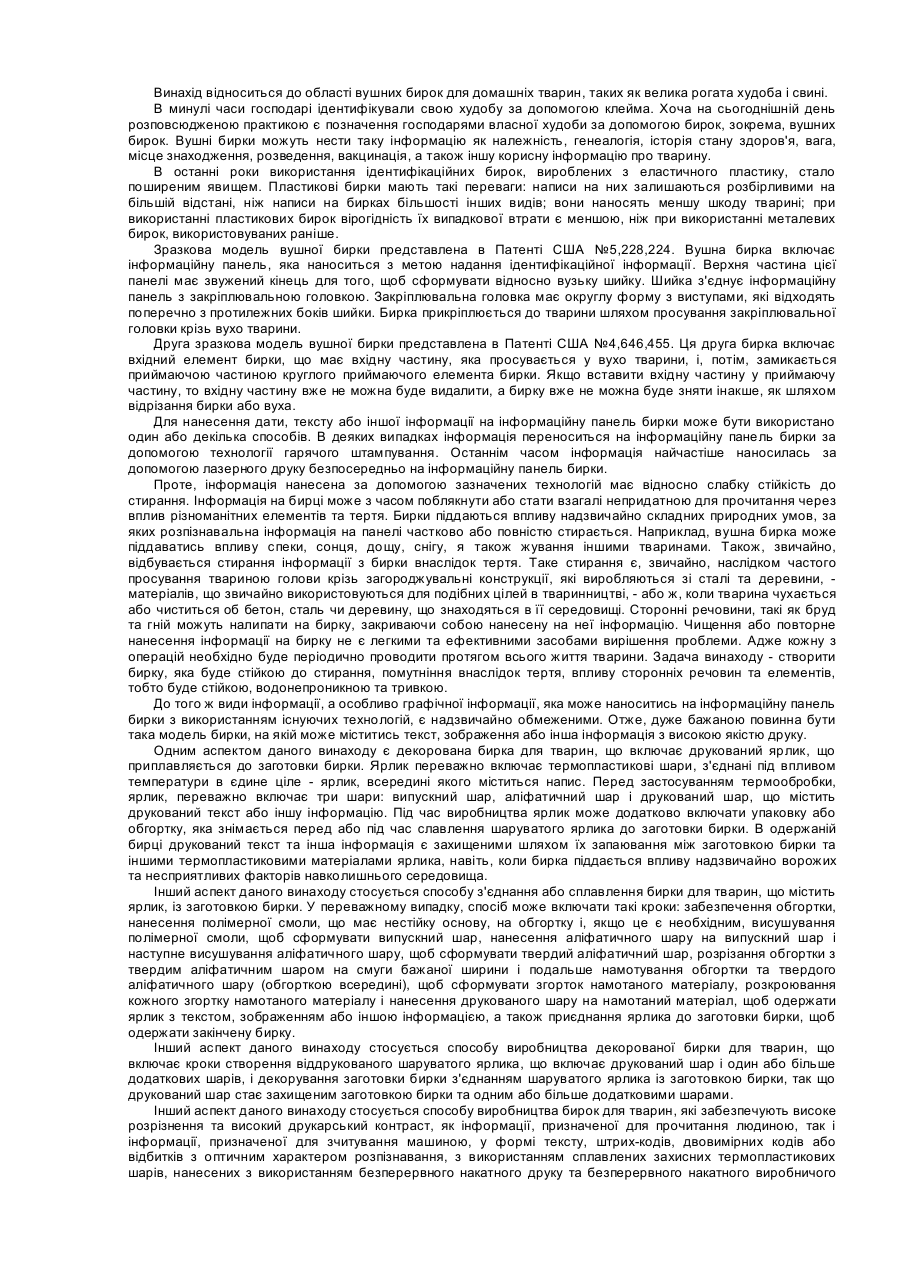
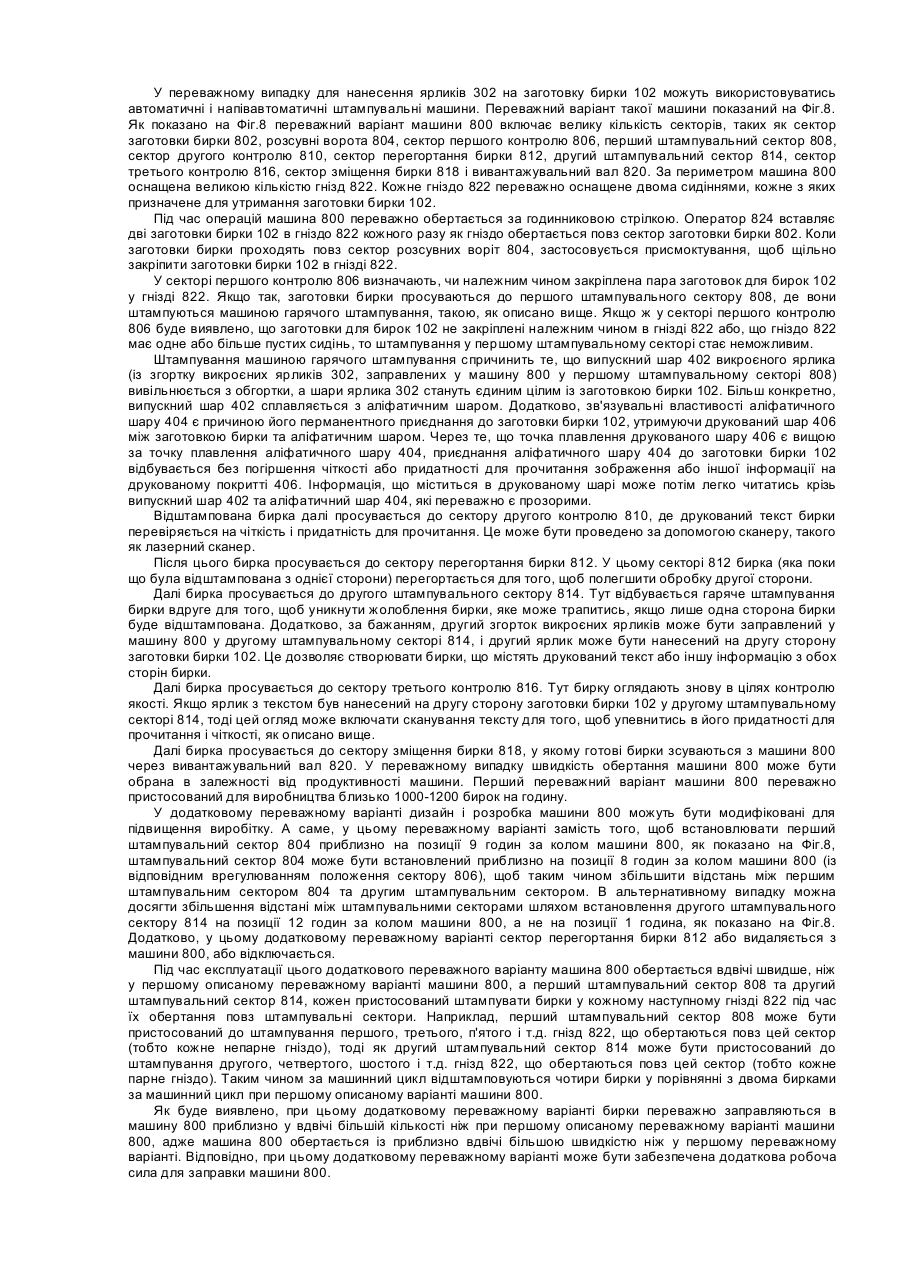
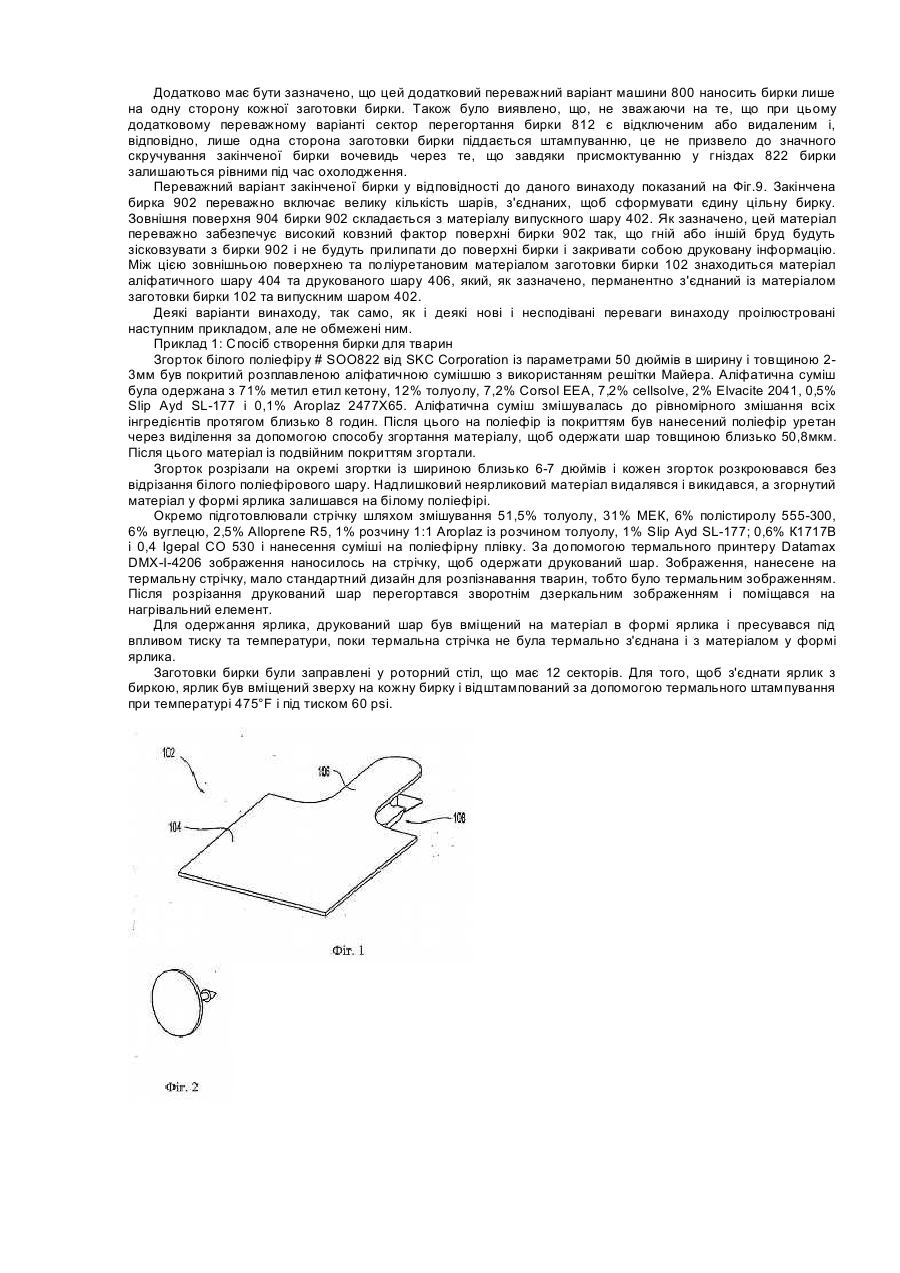
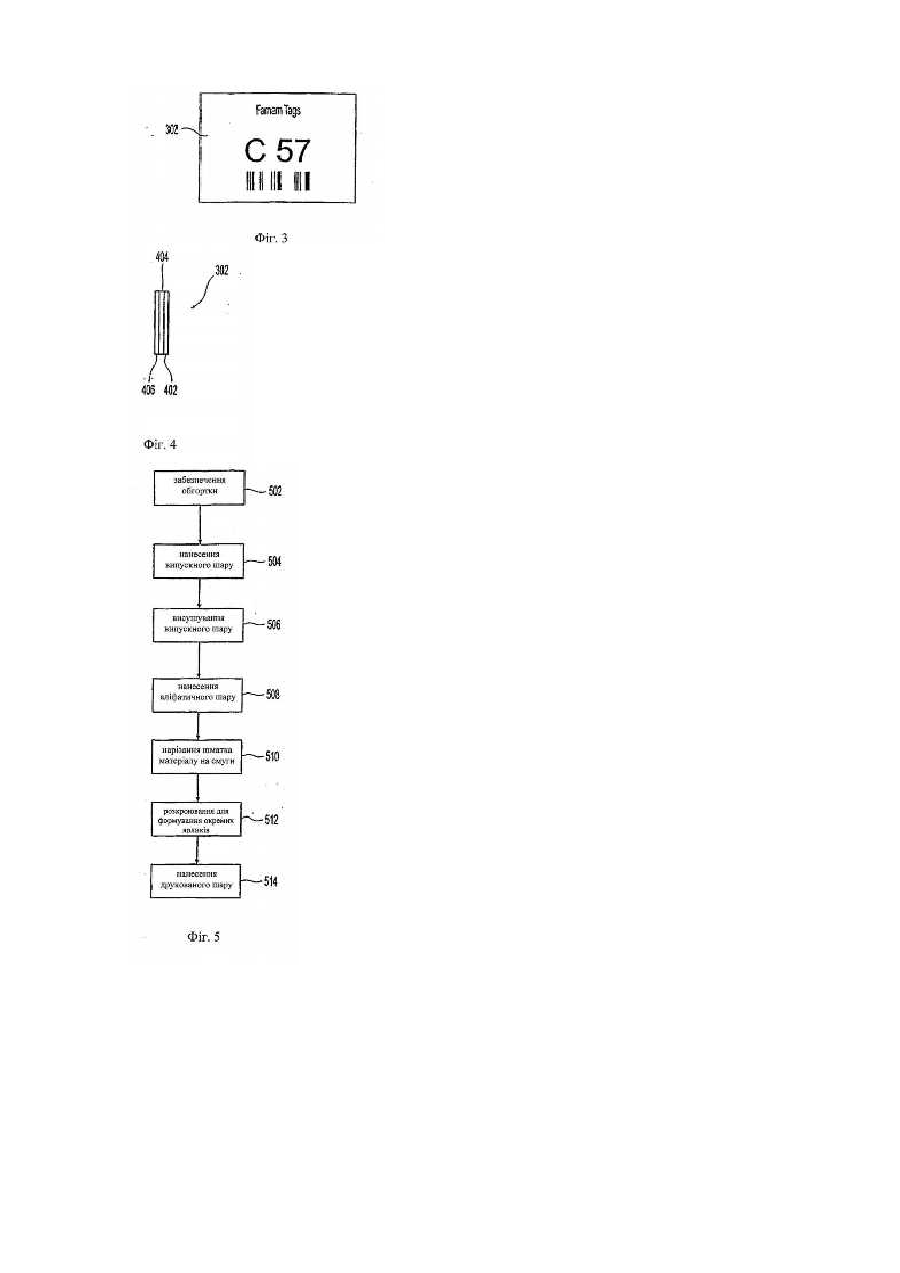
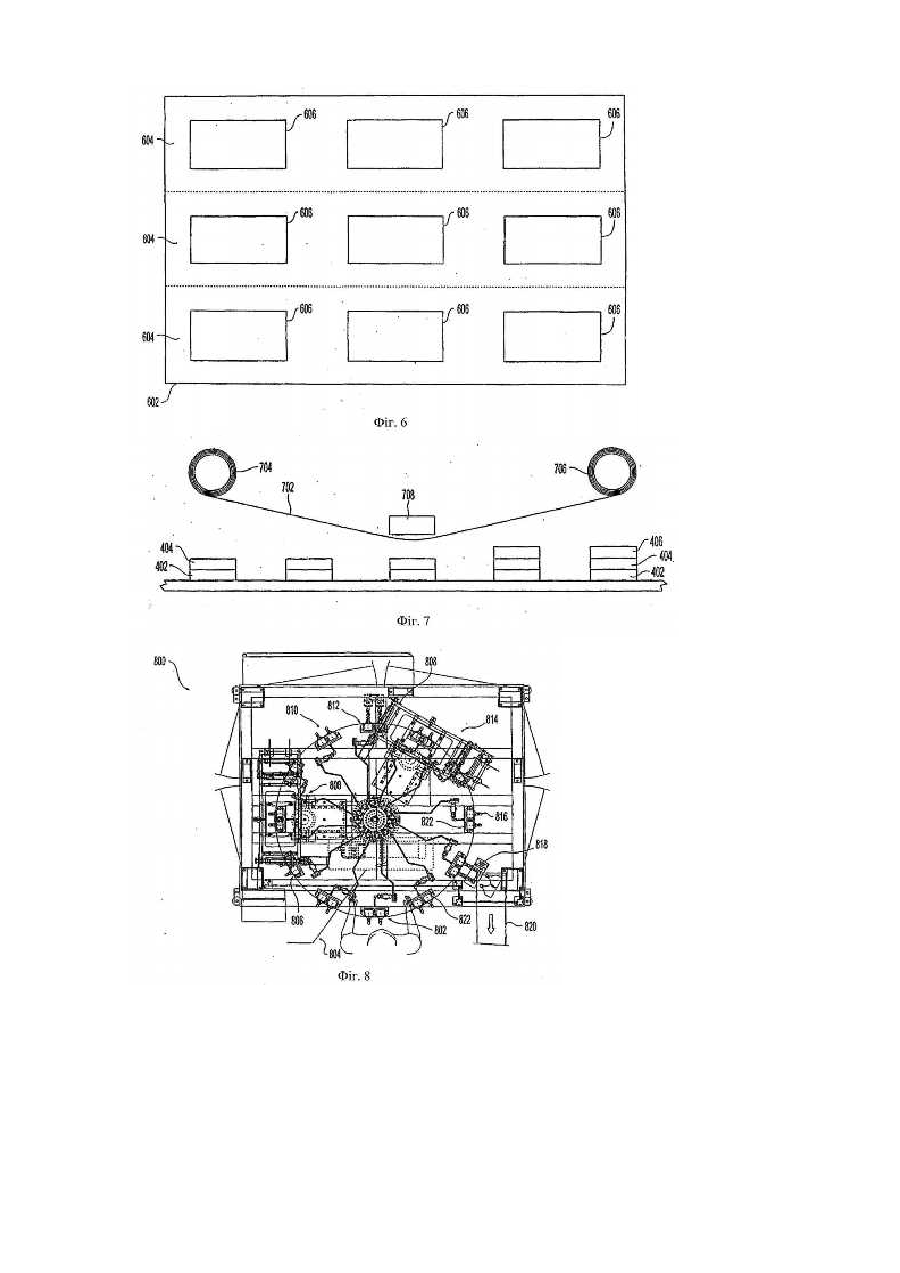
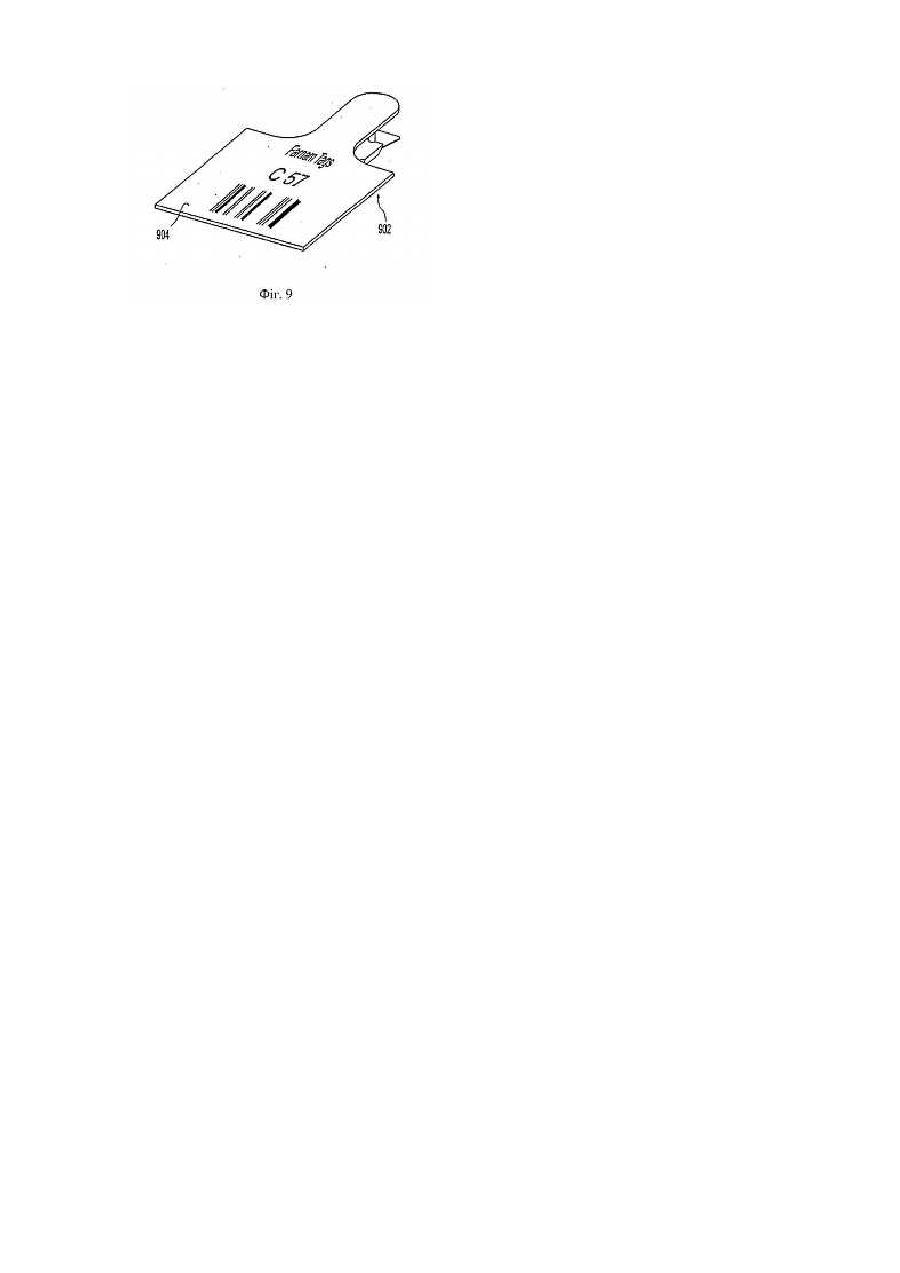
Винахід відноситься до області вушних бирок для домашніх тварин, таких як велика рогата худоба і свині. В минулі часи господарі ідентифікували свою худобу за допомогою клейма. Хоча на сьогоднішній день розповсюдженою практикою є позначення господарями власної худоби за допомогою бирок, зокрема, вушних бирок. Вушні бирки можуть нести таку інформацію як належність, генеалогія, історія стану здоров'я, вага, місце знаходження, розведення, вакцинація, а також іншу корисну інформацію про тварину. В останні роки використання ідентифікаційних бирок, вироблених з еластичного пластику, стало поширеним явищем. Пластикові бирки мають такі переваги: написи на них залишаються розбірливими на більшій відстані, ніж написи на бирках більшості інших видів; вони наносять меншу шкоду тварині; при використанні пластикових бирок вірогідність їх випадкової втрати є меншою, ніж при використанні металевих бирок, використовуваних раніше. Зразкова модель вушної бирки представлена в Патенті США №5,228,224. Вушна бирка включає інформаційну панель, яка наноситься з метою надання ідентифікаційної інформації. Верхня частина цієї панелі має звужений кінець для того, щоб сформувати відносно вузьку шийку. Шийка з'єднує інформаційну панель з закріплювальною головкою. Закріплювальна головка має округлу форму з виступами, які відходять поперечно з протилежних боків шийки. Бирка прикріплюється до тварини шляхом просування закріплювальної головки крізь вухо тварини. Друга зразкова модель вушної бирки представлена в Патенті США №4,646,455. Ця друга бирка включає вхідний елемент бирки, що має вхідну частину, яка просувається у вухо тварини, і, потім, замикається приймаючою частиною круглого приймаючого елемента бирки. Якщо вставити вхідну частину у приймаючу частину, то вхідну частину вже не можна буде видалити, а бирку вже не можна буде зняти інакше, як шляхом відрізання бирки або вуха. Для нанесення дати, тексту або іншої інформації на інформаційну панель бирки може бути використано один або декілька способів. В деяких випадках інформація переноситься на інформаційну панель бирки за допомогою технології гарячого штампування. Останнім часом інформація найчастіше наносилась за допомогою лазерного друку безпосередньо на інформаційну панель бирки. Проте, інформація нанесена за допомогою зазначених технологій має відносно слабку стійкість до стирання. Інформація на бирці може з часом поблякнути або стати взагалі непридатною для прочитання через вплив різноманітних елементів та тертя. Бирки піддаються впливу надзвичайно складних природних умов, за яких розпізнавальна інформація на панелі частково або повністю стирається. Наприклад, вушна бирка може піддаватись впливу спеки, сонця, дощу, снігу, я також жування іншими тваринами. Також, звичайно, відбувається стирання інформації з бирки внаслідок тертя. Таке стирання є, звичайно, наслідком частого просування твариною голови крізь загороджувальні конструкції, які виробляються зі сталі та деревини, матеріалів, що звичайно використовуються для подібних цілей в тваринництві, - або ж, коли тварина чухається або чиститься об бетон, сталь чи деревину, що знаходяться в її середовищі. Сторонні речовини, такі як бруд та гній можуть налипати на бирку, закриваючи собою нанесену на неї інформацію. Чищення або повторне нанесення інформації на бирку не є легкими та ефективними засобами вирішення проблеми. Адже кожну з операцій необхідно буде періодично проводити протягом всього життя тварини. Задача винаходу - створити бирку, яка буде стійкою до стирання, помутніння внаслідок тертя, впливу сторонніх речовин та елементів, тобто буде стійкою, водонепроникною та тривкою. До того ж види інформації, а особливо графічної інформації, яка може наноситись на інформаційну панель бирки з використанням існуючих технологій, є надзвичайно обмеженими. Отже, дуже бажаною повинна бути така модель бирки, на якій може міститись текст, зображення або інша інформація з високою якістю друку. Одним аспектом даного винаходу є декорована бирка для тварин, що включає друкований ярлик, що приплавляється до заготовки бирки. Ярлик переважно включає термопластикові шари, з'єднані під впливом температури в єдине ціле - ярлик, всередині якого міститься напис. Перед застосуванням термообробки, ярлик, переважно включає три шари: випускний шар, аліфатичний шар і друкований шар, що містить друкований текст або іншу інформацію. Під час виробництва ярлик може додатково включати упаковку або обгортку, яка знімається перед або під час славлення шаруватого ярлика до заготовки бирки. В одержаній бирці друкований текст та інша інформація є захищеними шляхом їх запаювання між заготовкою бирки та іншими термопластиковими матеріалами ярлика, навіть, коли бирка піддається впливу надзвичайно ворожих та несприятливих факторів навколишнього середовища. Інший аспект даного винаходу стосується способу з'єднання або сплавлення бирки для тварин, що містить ярлик, із заготовкою бирки. У переважному випадку, спосіб може включати такі кроки: забезпечення обгортки, нанесення полімерної смоли, що має нестійку основу, на обгортку і, якщо це є необхідним, висушування полімерної смоли, щоб сформувати випускний шар, нанесення аліфатичного шару на випускний шар і наступне висушування аліфатичного шару, щоб сформувати твердий аліфатичний шар, розрізання обгортки з твердим аліфатичним шаром на смуги бажаної ширини і подальше намотування обгортки та твердого аліфатичного шару (обгорткою всередині), щоб сформувати згорток намотаного матеріалу, розкроювання кожного згортку намотаного матеріалу і нанесення друкованого шару на намотаний матеріал, щоб одержати ярлик з текстом, зображенням або іншою інформацією, а також приєднання ярлика до заготовки бирки, щоб одержати закінчену бирку. Інший аспект даного винаходу стосується способу виробництва декорованої бирки для тварин, що включає кроки створення віддрукованого шаруватого ярлика, що включає друкований шар і один або більше додаткових шарів, і декорування заготовки бирки з'єднанням шаруватого ярлика із заготовкою бирки, так що друкований шар стає захищеним заготовкою бирки та одним або більше додатковими шарами. Інший аспект даного винаходу стосується способу виробництва бирок для тварин, які забезпечують високе розрізнення та високий друкарський контраст, як інформації, призначеної для прочитання людиною, так і інформації, призначеної для зчитування машиною, у формі тексту, штрих-кодів, двовимірних кодів або відбитків з оптичним характером розпізнавання, з використанням сплавлених захисних термопластикових шарів, нанесених з використанням безперервного накатного друку та безперервного накатного виробничого процесу. Наведений вище опис винаходу буде краще зрозумілим, якщо розглядатиметься у сукупності з наступним детальним описом і супровідними малюнками, в яких: Фіг.1 - відповідна заготовка для використання за даним винаходом, коли майбутня бирка використовуватиметься для великої рогатої худоби; Фіг.2 - відповідна заготовка бирки для використання за даним винаходом, коли майбутня бирка використовуватиметься для свиней; Фіг.3- переважний варіант ярлика відповідно до даного винаходу; Фіг.4 - схематичний вигляд збоку ярлика за Фіг.3; Фіг.5 - ступінчата схема, що показує переважний варіант створення ярлика за Фіг.3; Фіг.6 - схематичне зображення наслідків розрізування і викроювання ярликового матеріалу для утворення великої кількості окремих ярликів; Фіг.7 - переважні підготовчі дії для створення друкованого шару ярлика за Фіг.3; Фіг. 8 - переважний варіант машини для приєднання ярлика до заготовки бирки; і Фіг.9 - переважний варіант готової бирки відповідно до винаходу. У переважному випадку бирка для тварин відповідно до винаходу створюється шляхом з'єднання віддрукованого одношарового ярлика із відповідною заготовкою бирки, щоб одержати цільну закінчену бирку. Одержана бирка і інформація, зображена на ній, є надзвичайно стійкими до пошкодження під впливом сонця та інших елементів. Додатково, поверхня інформаційної панелі одержаної цільної закінченої бирки володіє високим ковзним фактором, що зменшує ступінь забруднення зображеної інформації гноєм, брудом або іншими речовинами, що налипають на бирку. Друкована інформація, зображена на бирці, може володіти високою якістю друку, тому що інформація, по-перше, друкується на друкованому шарі, який приєднується до ярлика, а потім приєднується до заготовки бирки. У даному описі спочатку описується відповідна заготовка бирки за даним винаходом. Після цього іде опис переважної моделі віддрукованого одношарового ярлика і способу створення ярлика. Потім описується переважна модель закінченої бирки за винаходом і спосіб створення закінченої бирки. На Фіг.1 показана підходяща заготовка бирки 100 відповідно до даного винаходу. Як показано на Фіг.1, заготовка бирки 102 переважно включає інформаційну панель 104, що звужується до вузької частини шийки 106, яка включає вхідну частину для просування крізь вухо тварини. Заготовка бирки 102 може бути вироблена з еластичного пластику, поліефіру, такого як поліетиленгліколевий ефір, целюлозних ефірів, таких як ацетати, триацетати або бутирати, вінілових смол, таких як співполімери вінілацетату та вінілхлориду, поліетиленів, інших гумоподібних матеріалів або їх сполук. Як відомо в даній галузі, заготовка бирки, показана на Фіг.1 є одним з видів заготовок бирок, що звичайно використовуються як вушні бирки для крупного рогатого скота. Однак, має бути зазначено, що, хоча даний винахід буде переважно розглянутий у зв'язку із заготовкою бирки 102, як показано на Фіг.1, принципи даного винаходу можуть використовуватись для декорування широкого ряду заготовок для бирок різних форм і способів кріплення, які підходять як для крупної рогатої худоби, так і для інших тварин, включаючи, без обмеження, коней, свиней, кіз, овець, собак, котів, кролів та інших тварин. Коли положення даного винаходу застосовуються при створенні бирок для інших подібних тварин, заготовка для бирки переважно має бути відповідною конкретному виду тварин, для закріплення на яких вона призначена. Наприклад, коли передбачається створення бирок для свиней, відповідна заготовка для бирки може мати форму та конструкцію, показану на Фіг.2. На Фіг.3 показаний ярлик 302, вироблений відповідно до принципів даного винаходу, і, що підходить для приєднання до заготовки бирки 102, щоб одержати закінчену бирку. На Фіг.4 показаний схематичний вигляд збоку різних шарів ярлика 302 перед сплавленням всіх шарів в один шар. За Фіг.4 ярлик 302 переважно включає випускний шар 402, аліфатичний шар 404 і друкований шар 406, як детально описано нижче. У переважному варіанті випускний шар 402 є шаром полімерної смоли, поверхня якої включає віск або ковзну субстанцію. Віск або ковзна субстанція мають бути, переважно, у достатній кількості, щоб сформувати м'який шар, що володів би високим ковзним фактором. Як описано більш детально нижче, через те, що ця поверхня є зовнішньою поверхнею ярлика на закінченій бирці, така поверхня з високим ковзним фактором зменшує налипання гною, бруду та інших матеріалів на закінчений одношаровий ярлик на бирці і, відповідно, зменшує приховування під ними надрукованої на ярлику інформації. Додатково, як буде більш детально описано нижче, віск або ковзна субстанція полегшують вивільнення закінченого одношарового ярлика з обгорткового шару у процесі виробництва ярлика. Під терміном "ковзний фактор" в описі розуміють здатність поверхні відштовхувати сторонні об'єкти, такі як бруд, гной, трава, корм, фураж або слина та ін. У цьому контексті під терміном "високий" розуміють здатність відштовхувати сторонні об'єкти у більш ніж 50% випадків. Типові матеріали полімерних смол, що є відповідними для випускного шару 402, можуть включати, без обмеження, ацетат целюлози, бутират целюлози, пропіонат целюлози, етилцелюлозу, метакрилатні полімери, нітроцелюлозу, поліефір, поліпропіленгліколі, полістирол (з високою або низькою щільністю) та їх суміші. Переважно, такі полімерні смоли включають поліефір, етил метакрилат, ізобутил метакрилат, метил метакрилат та їх суміші. Комерційно доступні полімерні смоли включають, серед інших, Aroplaz A-2477, що виробляється Ashland Chemical Co., P.O. Box 2219, Columbus, Ohio 43216; Acryloid серій А і В, що виробляється Rohm & Haas Co., 100 Independence Mall West, Philadelphia, Pennsylvania 19106; та Elvacite, що виробляється DuPont Canada Inc., Box 2200 Streetsville, Mississauga, Ontario. Відповідні віскі або ковзні субстанції можуть включати без обмеження поліетиленові віскі, м'які та тверді полімерні віскі, парафін, карнаубський віск, політетрафлуороетилен (PTFE), високоплавкий поліетилен, поліолефінові суміші та їх сполуки. Переважні віскі або ковзні субстанції включають поліетиленові віскі, поліолефінові суміші, PTFE та їх суміші. Комерційно доступні віскі або ковзні субстанції включають, серед інших, Slip Ayd SL 177, що виробляється Daniel Products, 99 Summerlea Road Brampton, Ontario; та Catalyst 4040, що виробляється BASF Corp., 3000 Continental Drive North, Mount Olive, New Jersey 07828. У переважному випадку вага випускного шару має залишкову вагу, що дорівнює від близько 0,5г/м2 до близько 13г/м2, переважно, від близько 1г/м2 до близько 4г/м2 і, більш переважно, близько 1,4г/м2 до близько 2,2г/м2. У переважному випадку випускний шар 402 може включати додаткові інгредієнти для подовження терміну придатності бирки, такі як захисти від UV випромінювання, щоб захистити бирку від шкідливого впливу сонця, або інгредієнти, які володіють смаком, що відлякує тварин у стаді від жування або лизання вушних бирок одна одної. У переважному випадку випускний шар, переважно, включає відповідні захисти від UV випромінювання, здатні витримувати 2500 годин в UV камері без потьмарення і пожовтіння. Відповідні захисти від UV випромінювання можуть включати бензофенони, дифеніл акрилати і цинамати та ін. Комерційно доступні захисти від UV випромінювання не обов'язково включають Uvinul®, що продається BASF. В іншому переважному випадку випускний шар може включати інгредієнт, неприємний на смак для домашніх тварин, такий як смаковий запобіжний агент. Такі неприємні на смак інгредієнти не обов'язково включають денатоніум бензоат, бензинметанаміній, N-[2-[(2,6-діметилфеніл)аміно]-2-оксоетил]-N,N-діетил бензоат, бензилдіетил[(2,6ксилілкарбамоіл)метил]амоній бензоат та ін. Комерційно доступні неприємні на смак інгредієнти не обов'язково включають продукцію RejeX-iT™, що виробляється PMC Specialties Group, Inc, 501 Murray Road, Cincinnati, Ohio 45217. У переважному випадку аліфатичний шар 404 включає шар витісненого або рідинного аліфатичного матеріалу. Коли використовується рідинний аліфатичний матеріал, рідина включає аліфатичний матеріал, розчинений у розчиннику. Досвідчений фахівець може легко визначити відповідний розчинник за допомогою або без проведення досліду, в залежності від обраного аліфатичного матеріалу. Аліфатичний шар 404, переважно, має товщину від близько 254мкм до близько 2,5мкм, переважно від близько 127мкм до близько 25,4мкм і, більш переважно, від близько 63,5мкм до близько 250,8мкм. Аліфатичним матеріалом можуть бути вінільні, поліпропіленові, поліетиленові ацетати, поліуретан та їх суміші. Переважно, аліфатичним матеріалом є аліфатичний поліуретан, поліефір поліуретан або їх суміші, а більш переважно, аліфатичним матеріалом є аліфатичний полікапролактон поліуретан. Комерційно доступні поліуретани включають серії Tecoflex® таких як CLA-93A-V та CLA-60A-V, що виробляються, зокрема, Thermedics Inc., 470 Wildwood Street, Woburn Massachusetts, 01801. Під терміном "аліфатичний" в даному описі маються на увазі сполуки, що містять аліфатичний поліуретан, де тип ізоціанату, використаного для одержання поліуретану, має аліфатичну групу і практично не містить ароматичних груп. Приклади необов'язково включають поліуретани, вироблені з використанням гексометилен діізоціанату, метилен дициклогексилдіізоціанату, ізоферон діізоціанату та ін. У переважному випадку друкований шар 406 включає смолу, переважно нанесену з термальної стрічки або термального ярлика, як більш детально описано нижче. Друкований шар 406 може містити за необхідністю літери, форми, штрих-коди, двовимірні коди, відбитки з оптичним характером розпізнавання, та іншу інформацію, призначену для прочитання людиною або для зчитування машиною. Смола не обов'язково включає полістирол, хлориновану смолу, полі(метил метакрилат), синтетичну смолу, ізобутилен/ізопрен співполімер, бутилову смолу, бутадієн-акрилонітрил співполімери, суміш бутилметакрилату, співполімер етиленвінілацетату та їх суміші. Переважно смоли включають полістирол, бутилову смолу, хлоровану смолу та їх суміші. Комерційно доступні смоли включають серії Polystar®, що виробляються Bayer Coatings and Colorants Division, 100 Bayer Road, Pittsburg, Pennsylvania 15205-9741; серії Parlon®, що виробляються Hummel Croton Inc., 10 Harmich Road, South Plainfield, New Jersey 07080-4899; та продукцію Elvax®, що виробляється DUPONT. Не обов'язково друкований шар може містити віскі або ковзні субстанції, такі, як описані вище. У переважному випадку друкований шар наноситься таким чином, що він має вагу від близько 0,009г/м2 до близько 6г/м2, переважно, від близько 1,1г/м2 до близько 2,5г/м2, а в особливо переважному випадку, від близько 1,6г/м2 до близько 2,2г/м2. У переважному випадку друкований шар 406 може включати смоли, що мають чорний барвник, як і смоли, що мають інші барвники. Таким чином, може бути одержаний однокольоровий або різнокольоровий декорований ярлик, що містить текст, зображення або іншу інформацію у чорному або іншому кольорі. Надалі іде опис переважного варіанту способу одержання ярлика 302 у зв'язку зі ступінчатою схемою за Фіг.5. Як показано на Фіг.5, на кроці 502 одержують обгортку або покриття, яким забезпечується така поверхня, на яку можуть бути нанесені подальші шари. Обгортка може бути вироблена з матеріалів, що включають, без обмежень, поліетилен терефталат (Mylar®), поліефір, вініл, поліетилен високої і низької щільності, папір, поліпропілен та їх сполук. Переважно обгортка виробляється з поліефіру. Більш переважно обгортковим матеріалом є фарбований поліефір. Комерційно доступні обгорткові матеріали не обов'язково включають, зокрема, серії SW03G, що виробляються SKC America, 850 Clark Drive, North Mount Olive, NJ 07828. Товщина обгортки складає від близько 1,2мкм до близько 254мкм, переважно від близько 25,4мкм до близько 76,2мкм і більш переважно від близько 38,1мкм до близько 50,8мкм. Досвідчений фахівець може легко визначити кількість барвника або пігменту, необхідну для досягнення необхідної шорсткості поверхні. Звичайно, пігмент, що міститься у фарбованому поліефірі, є присутнім у кількості, що становить від близько 0,05% до близько 20%, переважно, від близько 2% до близько 15% і, більш переважно, від близько 8% до близько 10% ваги поліефіру. Обгортка переважно має, щонайменше, одну шорстку зовнішню поверхню для приєднання або прикріплення її до наступного випускного шару, але, тим не менш, здатну відділятись від випускного шару при температурі близько 180°F до близько 400°F і, переважно, при температурі від близько 230°F до близько 250°. Шорсткість поверхні може бути одержана під час або після виробництва обгортки за допомогою фізичних або хімічних засобів. Фізичні засоби можуть включати обробку обгортки дротяною щіткою з нанесенням чисельних подряпин на поверхню, або створення маленьких повітряних пустот всередині обгортки під час виробництва. Хімічні засоби можуть включати додавання барвника або пігменту у полімерний матеріал, з якого формується обгортка, у достатній кількості для одержання шорсткої поверхні внаслідок присутності барвника. На кроці 504, випускний шар у формі полімерного смолистого покривного матеріалу наноситься на обгортку. Цей полімерний смолистий покривний матеріал переважно включає полімерну смолу і, щонайменше, віск або ковзну субстанцію, розчинені у випарному розчиннику, які після нанесення і наступного випарування розчиннику заповнюють собою виїмки і заглибини на поверхні обгортки, утворюючи таким чином цільну поверхню на обгортці. У переважному випадку, полімерний смолистий покривний матеріал наноситься при температурі від близько 60°F до близько 85°F, більш переважно, при кімнатній температурі. Полімерний смолистий покривний матеріал наноситься у такій кількості, щоб сформувати випускний шар із залишковою вагою полімерного смолистого покривного матеріалу від близько 0,5г/м2 до близько 13г/м2, переважно, з вагою від близько 1г/м2, до близько 4г/м2 і, більш переважно, з вагою від близько 1,4г/м2 до близько 2,2г/м2. Досвідчений фахівець за допомогою або без проведення досліду може нанести полімерний смолистий покривний матеріал за допомогою вимірювального стрижню, стрижню-аплікатору, решітки Майєра, балансирних брусів, покривних стрижнів, дозувальних стрижнів, або техніки покривного гравіювання, що є добре відомими засобами в цій сфері. Переважною точкою плавлення випускного шару є температура від близько 160°F до близько 300°F і, більш переважно, точкою плавлення є температура від близько 180°F до близько 250°F. Переважні полімерні смоли і віскі або ковзні субстанції, що підходять для формування випускного шару, описані вище. Як випарний розчинник може бути використана вода, або інший органічний розчинник, який має бути присутній у достатній кількості, щоб розчинити зазначені полімерну смолу та віск або ковзний речовинний матеріал. Відповідні випарні органічні розчинники можуть включати без обмеження диметилфорамід (DMF), фенол, m-крезол, тетрагідрофуран (THF), мурашину кислоту, діоксан, диметилсульфоксид (DMSO), Ν,Νдиметилацетамід (DMA), ацетон, метилетил кетон, толуол, 2-етоксіетанол, 2-етоксіетил ацетат, гліколь етилацетат, етилацетат, бутилацетат та їх суміші. Комерційно доступні розчинники не обов'язково включають cellesolve та Corsol EEA, що виробляються Orica Chemical 9781 South Meridian Boulevard, Englewood Colorado 80112. Фахівець у цій галузі може легко визначити необхідну кількість випарного розчиннику за кількістю полімерної смоли та воску або ковзних речовин. Після нанесення полімерного смолистого покривного матеріалу покриття висушується, щоб сформувати випускний шар на обгортці (крок 506). Полімерне смолисте покриття може бути висушене випаровуванням розчинника з використанням обдування, опалювальних печей, підсушувальних ламп або будь-якого іншого способу, що використовується в промисловості, або комбінацією способів. Підсушування має переважно проводитись протягом такого часу і при І такій температурі, які є достатніми для того, щоб відбувалось повільне випарування розчиннику так, щоб віск або ковзна субстанція всередині покривного матеріалу полімерної смоли повільно підіймались до поверхні випускного шару. Досвідчений фахівець може легко визначити необхідні для підсушування температуру та час, оскільки обидва фактори залежать від товщини шару. Для товщини, описаної вище, крок підсушування переважно виконується при температурі від близько 100°F до близько 360°F, переважно, при температурі від близько 120°F до близько 250°F і, більш переважно, при температурі від близько 160°F до близько 180°F протягом часу від близько 1сек. до близько 10сек., переважно, протягом часу від близько 2сек. до близько 6сек. і, більш переважно, протягом часу від близько 3сек. до близько 4сек. Покриття може бути висушене за допомогою загально використовуваного обладнання, такого як пальний повітряний тунель та подібні. Після висушування нанесений покривний матеріал полімерної смоли повинен мати залишкову вагу від близько 0,5г/м2 до близько 13г/м2, переважно, від близько 1г/м2 до, близько 4г/м2 і, більш переважно, від близько 1,4г/м2 до близько 2,2г/м2. На кроці 508 аліфатичний шар 404 наноситься на випускний шар 402. Більш конкретно, шар витісненого рідинного аліфатичного покривного матеріалу переважно накладається або пресується у рідинному стані зі штамповки на випускний шар 402. Витіснений рідинний аліфатичний покривний матеріал може бути нанесений при температурі від близько 220°F до близько 400°F, переважно, при температурі від близько 300°F до близько 390°F і, більш переважно, при температурі від близько 350°F до близько 380°F. В альтернативному випадку аліфатичний шар 404 може бути нанесений як рідинний аліфатичний покривний матеріал, тобто як аліфатичний матеріал, розчинений у відповідному розчиннику або розплавлений, а потім підсушений. Так само, витіснений або рідинний аліфатичний матеріал може бути запресований у перший шар за допомогою валика з протиприлипальним покриттям, таким як Teflon®. Після штампування товщина шару аліфатичного матеріалу визначається швидкістю валику; при малій швидкості шар є більш товстим, а при високій швидкості шар наноситься на випускний шар 402, утворюючи більш тонкий аліфатичний шар. Звичайно, товщина шару аліфатичного покривного матеріалу може становити від близько 254мкм до близько 2,5мкм, переважно, від близько 127мкм до близько 25,4мкм і, більш переважно, від близько 63,5мкм до близько 50,8мкм. Після цього обгортка з випускним та аліфатичним шарами охолоджується повітрям і намотується на валик. Переважно шари намотуються обгортковою стороною всередину. Після охолодження аліфатичний шар з'єднують із випускним шаром, утворюючи цільний аліфатичний шар. У переважному випадку на кроці 510 обгортку з випускним та аліфатичним шарами розрізають на смуги бажаної ширини і після цього згортають обгортковою стороною всередину, тобто аліфатичним шаром 404 назовні. У цьому переважному випадку таке згортання з обгортковим шаром всередині дозволяє уникнути викривлення згорнутого матеріалу через різницю у пам'яті між шарами або плівками, тобто випускний і аліфатичний шари пресуються всередину один до одного та до обгорткового шару, таким чином встановлюючи пам'ять натягнення згорнутих шарів. У переважному випадку на кроці 512 кожен скручений згорток розкроюється для того, щоб одержати окремі ярлики. Кроки розрізання і розкроювання 510, 512 схематично представлені на Фіг.6. А саме, як показано на Фіг.6, первинний шматок матеріалу 602, що включає обгортку, покриту випускним шаром 402 та аліфатичним шаром 404, по-перше, розрізають на кроці 510 на смуги бажаної ширини 604, а потім окремі ярлики 606 викроюють з одержаних смуг матеріалу на кроці 512. Кроки намотування, крок 510, та розкроювання, крок 512, можуть виконуватись у будь-якій послідовності, навіть після кроку 514. На кроці 514 друкований шар 506 з надрукованими зображеннями або іншою інформацією наноситься на аліфатичний шар 404. Надруковані зображення або інформація можуть бути нанесені за допомогою точкового матричного друку, решітчастого друку, офсетного друку, струминного друку, лазерного друку, безпосереднього термального друку, термального трансферного друку або будь-якого іншого способу, відомого в цій галузі. У переважному випадку друковані зображення та інформація наносяться за допомогою термального трансферного друку. Цей переважний спосіб буде описаний нижче у зв'язку з Фіг.7. Як показано на Фіг.7, у переважному випадку термальна стрічка 702 пересувається від першого валику 704 до верхнього валику 706 між аліфатичним шаром 404 та термальною друкувальною головкою 708. Термальна стрічка 702 переважно включає стрічку, покриту відповідною смолою для формування друкованого шару 406, як описано вище. Смола може бути нанесена на термальну стрічку за допомогою аплікаторів, відомих фахівцям у цій галузі. Термальна друкувальна головка 708 переважно обладнана великою кількістю нагрівальних друкувальних голок. У переважному випадку термальна друкувальна головка 708 може бути обладнана голками у кількості від 200 до 600 голок на дюйм, а у більш переважному випадку - у кількості близько 305 голок на дюйм. Коли термальна стрічка 702 пересувається від валику 704 до валику 706 окремі голки термальної головки 708 в залежності від виду зображення або іншої інформації, що буде друкуватись, нагріваються, щоб спричинити перенесення смоли, що знаходиться на термальної стрічці 702, з цієї термальної стрічки і утворення друкованого шару 406 ярлика 302. Для виконання кроку 514 відповідним термальним принтером є принтер Zebra, серії XI, що виробляється Zebra Technologies Corporation, 333 Corporate Woods Parkway, Vernon Hills, Illinois 60061-3109. У переважному випадку друкований шар 406 наноситься на цільний аліфатичний шар при температурі та під тиском достатніми для того, щоб спричинити проникнення друкованого матеріалу в пори цільного аліфатичного шару і формування єдиного шару, що не може бути відділений без руйнування ярлика 302. В альтернативному випадку бажані зображення або фігури можуть бути викроєні на термальній стрічці 702 перед виконанням кроку 514. Під час нанесення друкованого шару 406 температура переважно є достатньою для того, щоб приплавити або приєднати друкований шар до цільного аліфатичного шару без пошкодження друкованого тексту, зображення або іншої інформації. Таким чином, точка плавлення друкованого матеріалу або друкованого і шару повинна переважно бути вищою за точку плавлення аліфатичного шару. Температура нанесення повинна становити від близько 650°F до близько 200°F, переважно, від близько 550°F до близько 300°F і, більш переважно, від близько 450°F до близько 350°F. У переважному випадку друкований шар наноситься таким чином, що його вага становить від близько 0,009г/м2 до близько 6г/м2, переважно, від близько 1,1г/м2 до близько 2,5г/м2 і, більш переважно, від близько 1,6г/м2 до близько 2,2г/м2. У переважному випадку зображення або інша друкована інформація, що складають друкований шар 406 переважно переносяться на аліфатичний шар 404 у дзеркальному відображенні для того, щоб друкована інформація була придатною для прочитання при розгляданні крізь випускний шар 402 і аліфатичний шар 404. В іншому варіанті винаходу другий друкований шар може бути нанесений зверху на друкований шар 406. Цей другий друкований шар може містити графічне зображення, додатковий друкований текст або інший штрихкод додатково до первинного друкованого шару 406. Як зазначено вище, у переважному випадку друкований шар 406 може містити смоли чорного або інших кольорів. Таким чином може бути одержана однокольорова або різнокольорова декорована бирка, що включає текстову, графічну або іншу інформацію у чорному або іншому кольорі. Наприклад, щоб одержати двокольорову бирку, що містить текст чорного кольору та кольоровий логотип, крок 514 може бути виконаний двічі: один раз, щоб нанести текст чорного кольору, та другий раз, щоб нанести кольоровий логотип. У додатковому переважному випадку ярлик 302 може включати необов'язковий шар або шари, що наносяться зверху на друкований шар 406. Такий додатковий шар або шари можуть бути нанесені з декількох причин. Наприклад, в одному переважному випадку може бути нанесений такий додатковий шар, який може кріпитись до верхньої частини шару 406, не приплавляючись до жодного з інших шарів ярлика 302 для того, щоб зміцнити кріплення ярлика до заготовки бирки. В іншому переважному випадку додатковий непрозорий білий шар може бути нанесений під частинами друкованого шару 406, що мають чорний колір (наприклад, під штрих-кодом), для поліпшення його придатності для прочитання шляхом підвищення контрастності між штрихкодом та його основою. Такий білий шар може переважно бути нанесений шляхом, подібним до того, що був описаний вище у зв'язку з Фіг.7, де термальна стрічка включає білу смолу. Після одержання готових ярликів кожен з ярликів 302 термічно приєднується до заготовки бирки 102. У переважному випадку ярлик приєднується до заготовки бирки 102 під тиском та при температурі штампувальної поверхні від близько 150°F до близько 550°F, переважно, при температурі від близько 300°F до близько 500°F і, більш переважно, при температурі від близько 400°F до близько 430°F. Час натискання для приєднання може становити від близько 0,5 с до близько 6 с, переважно, від близько 1 с до близько 3 с і, більш переважно, від близько 1,5 с до близько 2,5с під тиском від близько 70 psi до близько 100 psi і, переважно, від близько 80 psi до близько 100 psi. За таких умов ярлик 302 від'єднується від обгортки і приєднується до заготовки бирки 102. У переважному випадку кожна із сторін заготовки бирки 102 піддається тиску (навіть якщо друку піддаватиметься лише одна сторона) для того, щоб запобігти жолобленню бирки, як детально описано нижче. Штампування бирки може бути виконане за допомогою машин гарячого штампування, таких як ті, що виробляються UMC, 488 De Guigne Drive, Sunnyvale, California 94086. В альтернативному випадку кожен ярлик 302 може приєднуватись до заготовки бирки 102 окремо або у комбінації з іншим ярликом 302. У цьому випадку кожен ярлик 302 береться окремо або послідовно один за одним і покривається протиприлипальним покриттям, таким як тефлонове покриття. Після цього протиприлипальне покриття піддають впливу значної температури і тиску за допомогою ручних засобів, щоб приєднати ярлики до бирки. Ручні засоби можуть, зокрема, включати праску. Після цього протиприлипальне покриття усувається. У переважному випадку для нанесення ярликів 302 на заготовку бирки 102 можуть використовуватись автоматичні і напівавтоматичні штампувальні машини. Переважний варіант такої машини показаний на Фіг.8. Як показано на Фіг.8 переважний варіант машини 800 включає велику кількість секторів, таких як сектор заготовки бирки 802, розсувні ворота 804, сектор першого контролю 806, перший штампувальний сектор 808, сектор другого контролю 810, сектор перегортання бирки 812, другий штампувальний сектор 814, сектор третього контролю 816, сектор зміщення бирки 818 і вивантажувальний вал 820. За периметром машина 800 оснащена великою кількістю гнізд 822. Кожне гніздо 822 переважно оснащене двома сидіннями, кожне з яких призначене для утримання заготовки бирки 102. Під час операцій машина 800 переважно обертається за годинниковою стрілкою. Оператор 824 вставляє дві заготовки бирки 102 в гніздо 822 кожного разу як гніздо обертається повз сектор заготовки бирки 802. Коли заготовки бирки проходять повз сектор розсувних воріт 804, застосовується присмоктування, щоб щільно закріпити заготовки бирки 102 в гнізді 822. У секторі першого контролю 806 визначають, чи належним чином закріплена пара заготовок для бирок 102 у гнізді 822. Якщо так, заготовки бирки просуваються до першого штампувального сектору 808, де вони штампуються машиною гарячого штампування, такою, як описано вище. Якщо ж у секторі першого контролю 806 буде виявлено, що заготовки для бирок 102 не закріплені належним чином в гнізді 822 або, що гніздо 822 має одне або більше пустих сидінь, то штампування у першому штампувальному секторі стає неможливим. Штампування машиною гарячого штампування спричинить те, що випускний шар 402 викроєного ярлика (із згортку викроєних ярликів 302, заправлених у машину 800 у першому штампувальному секторі 808) вивільнюється з обгортки, а шари ярлика 302 стануть єдиним цілим із заготовкою бирки 102. Більш конкретно, випускний шар 402 сплавляється з аліфатичним шаром. Додатково, зв'язувальні властивості аліфатичного шару 404 є причиною його перманентного приєднання до заготовки бирки 102, утримуючи друкований шар 406 між заготовкою бирки та аліфатичним шаром. Через те, що точка плавлення друкованого шару 406 є вищою за точку плавлення аліфатичного шару 404, приєднання аліфатичного шару 404 до заготовки бирки 102 відбувається без погіршення чіткості або придатності для прочитання зображення або іншої інформації на друкованому покритті 406. Інформація, що міститься в друкованому шарі може потім легко читатись крізь випускний шар 402 та аліфатичний шар 404, які переважно є прозорими. Відштампована бирка далі просувається до сектору другого контролю 810, де друкований текст бирки перевіряється на чіткість і придатність для прочитання. Це може бути проведено за допомогою сканеру, такого як лазерний сканер. Після цього бирка просувається до сектору перегортання бирки 812. У цьому секторі 812 бирка (яка поки що була відштампована з однієї сторони) перегортається для того, щоб полегшити обробку другої сторони. Далі бирка просувається до другого штампувального сектору 814. Тут відбувається гаряче штампування бирки вдруге для того, щоб уникнути жолоблення бирки, яке може трапитись, якщо лише одна сторона бирки буде відштампована. Додатково, за бажанням, другий згорток викроєних ярликів може бути заправлений у машину 800 у другому штампувальному секторі 814, і другий ярлик може бути нанесений на другу сторону заготовки бирки 102. Це дозволяє створювати бирки, що містять друкований текст або іншу інформацію з обох сторін бирки. Далі бирка просувається до сектору третього контролю 816. Тут бирку оглядають знову в цілях контролю якості. Якщо ярлик з текстом був нанесений на другу сторону заготовки бирки 102 у другому штампувальному секторі 814, тоді цей огляд може включати сканування тексту для того, щоб упевнитись в його придатності для прочитання і чіткості, як описано вище. Далі бирка просувається до сектору зміщення бирки 818, у якому готові бирки зсуваються з машини 800 через вивантажувальний вал 820. У переважному випадку швидкість обертання машини 800 може бути обрана в залежності від продуктивності машини. Перший переважний варіант машини 800 переважно пристосований для виробництва близько 1000-1200 бирок на годину. У додатковому переважному варіанті дизайн і розробка машини 800 можуть бути модифіковані для підвищення виробітку. А саме, у цьому переважному варіанті замість того, щоб встановлювати перший штампувальний сектор 804 приблизно на позиції 9 годин за колом машини 800, як показано на Фіг.8, штампувальний сектор 804 може бути встановлений приблизно на позиції 8 годин за колом машини 800 (із відповідним врегулюванням положення сектору 806), щоб таким чином збільшити відстань між першим штампувальним сектором 804 та другим штампувальним сектором. В альтернативному випадку можна досягти збільшення відстані між штампувальними секторами шляхом встановлення другого штампувального сектору 814 на позиції 12 годин за колом машини 800, а не на позиції 1 година, як показано на Фіг.8. Додатково, у цьому додатковому переважному варіанті сектор перегортання бирки 812 або видаляється з машини 800, або відключається. Під час експлуатації цього додаткового переважного варіанту машина 800 обертається вдвічі швидше, ніж у першому описаному переважному варіанті машини 800, а перший штампувальний сектор 808 та другий штампувальний сектор 814, кожен пристосований штампувати бирки у кожному наступному гнізді 822 під час їх обертання повз штампувальні сектори. Наприклад, перший штампувальний сектор 808 може бути пристосований до штампування першого, третього, п'ятого і т.д. гнізд 822, що обертаються повз цей сектор (тобто кожне непарне гніздо), тоді як другий штампувальний сектор 814 може бути пристосований до штампування другого, четвертого, шостого і т.д. гнізд 822, що обертаються повз цей сектор (тобто кожне парне гніздо). Таким чином за машинний цикл відштамповуються чотири бирки у порівнянні з двома бирками за машинний цикл при першому описаному варіанті машини 800. Як буде виявлено, при цьому додатковому переважному варіанті бирки переважно заправляються в машину 800 приблизно у вдвічі більшій кількості ніж при першому описаному переважному варіанті машини 800, адже машина 800 обертається із приблизно вдвічі більшою швидкістю ніж у першому переважному варіанті. Відповідно, при цьому додатковому переважному варіанті може бути забезпечена додаткова робоча сила для заправки машини 800. Додатково має бути зазначено, що цей додатковий переважний варіант машини 800 наносить бирки лише на одну сторону кожної заготовки бирки. Також було виявлено, що, не зважаючи на те, що при цьому додатковому переважному варіанті сектор перегортання бирки 812 є відключеним або видаленим і, відповідно, лише одна сторона заготовки бирки піддається штампуванню, це не призвело до значного скручування закінченої бирки вочевидь через те, що завдяки присмоктуванню у гніздах 822 бирки залишаються рівними під час охолодження. Переважний варіант закінченої бирки у відповідності до даного винаходу показаний на Фіг.9. Закінчена бирка 902 переважно включає велику кількість шарів, з'єднаних, щоб сформувати єдину цільну бирку. Зовнішня поверхня 904 бирки 902 складається з матеріалу випускного шару 402. Як зазначено, цей матеріал переважно забезпечує високий ковзний фактор поверхні бирки 902 так, що гній або іншій бруд будуть зісковзувати з бирки 902 і не будуть прилипати до поверхні бирки і закривати собою друковану інформацію. Між цією зовнішньою поверхнею та поліуретановим матеріалом заготовки бирки 102 знаходиться матеріал аліфатичного шару 404 та друкованого шару 406, який, як зазначено, перманентно з'єднаний із матеріалом заготовки бирки 102 та випускним шаром 402. Деякі варіанти винаходу, так само, як і деякі нові і несподівані переваги винаходу проілюстровані наступним прикладом, але не обмежені ним. Приклад 1: Спосіб створення бирки для тварин Згорток білого поліефіру # SOO822 від SKC Corporation із параметрами 50 дюймів в ширину і товщиною 23мм був покритий розплавленою аліфатичною сумішшю з використанням решітки Майера. Аліфатична суміш була одержана з 71% метил етил кетону, 12% толуолу, 7,2% Corsol ЕЕА, 7,2% cellsolve, 2% Elvacite 2041, 0,5% Slip Ayd SL-177 і 0,1% Aroplaz 2477X65. Аліфатична суміш змішувалась до рівномірного змішання всіх інгредієнтів протягом близько 8 годин. Після цього на поліефір із покриттям був нанесений поліефір уретан через виділення за допомогою способу згортання матеріалу, щоб одержати шар товщиною близько 50,8мкм. Після цього матеріал із подвійним покриттям згортали. Згорток розрізали на окремі згортки із шириною близько 6-7 дюймів і кожен згорток розкроювався без відрізання білого поліефірового шару. Надлишковий неярликовий матеріал видалявся і викидався, а згорнутий матеріал у формі ярлика залишався на білому поліефірі. Окремо підготовлювали стрічку шляхом змішування 51,5% толуолу, 31% МЕК, 6% полістиролу 555-300, 6% вуглецю, 2,5% Alloprene R5, 1% розчину 1:1 Aroplaz із розчином толуолу, 1% Slip Ayd SL-177; 0,6% К1717В і 0,4 Igepal CO 530 і нанесення суміші на поліефірну плівку. За допомогою термального принтеру Datamax DMX-I-4206 зображення наносилось на стрічку, щоб одержати друкований шар. Зображення, нанесене на термальну стрічку, мало стандартний дизайн для розпізнавання тварин, тобто було термальним зображенням. Після розрізання друкований шар перегортався зворотнім дзеркальним зображенням і поміщався на нагрівальний елемент. Для одержання ярлика, друкований шар був вміщений на матеріал в формі ярлика і пресувався під впливом тиску та температури, поки термальна стрічка не була термально з'єднана і з матеріалом у формі ярлика. Заготовки бирки були заправлені у роторний стіл, що має 12 секторів. Для того, щоб з'єднати ярлик з биркою, ярлик був вміщений зверху на кожну бирку і відштампований за допомогою термального штампування при температурі 475°F і під тиском 60 psi.
ДивитисяДодаткова інформація
Назва патенту англійськоюEar-tag for livestock and a method for producing the ear-tag; method for identifying livestock; device for attaching printed labels to ear-tags
Назва патенту російськоюУшная бирка для животных и способ ее изготовления; способ идентификации животных; устройство для прикрепления отпечатанных этикеток к ушным биркам
МПК / Мітки
МПК: B29B 7/00, B32B 3/00, G09F 3/10
Мітки: бирка, ярлика, виготовлення, спосіб, ідентифікації, віддрукованого, приєднання, бирки, тварин, машина, вушна
Код посилання
<a href="https://ua.patents.su/10-73640-vushna-birka-dlya-tvarin-sposib-vigotovlennya-sposib-identifikaci-tvarin-i-mashina-dlya-priehdnannya-viddrukovanogo-yarlika-do-birki.html" target="_blank" rel="follow" title="База патентів України">Вушна бирка для тварин, спосіб її виготовлення, спосіб ідентифікації тварин і машина для приєднання віддрукованого ярлика до бирки</a>
Аплікатор вушної бирки
Номер патенту: 58527
Опубліковано: 15.08.2003
Автори: Блейден Рой Віктор, Гарднер Майкл Стюарт
МПК: A01K 11/00
Мітки: вушної, аплікатор, бирки
Формула / Реферат:
1. Аплікатор вушної бирки, що містить першу губкову частину, яка утримує частину вушної бирки, другу губкову частину, першу й другу рукояткові частини, з'єднані одна з одною з можливістю повороту для переміщення згаданих першої і другої губкових частин так, що рух першої рукояткової частини відносно другої рукояткової частини зводить першу й другу губкові частини радіально одна з одною для того, щоб закріпити згадану частину вушної бирки на...
Спосіб мічення тварин
Номер патенту: 15121
Опубліковано: 30.06.1997
Автори: Ігнатенко Валентин Володимирович, Носач Микола Олексійович
МПК: A01K 11/00
Мітки: мічення, спосіб, тварин
Формула / Реферат:
Способ мечения животных, включающий пробивку отверстия в ушной раковине животного, размещение бирки с меткой в образовавшемся отверстии, закрепление бирки с меткой с помощью инструмента, отличающийся тем, что пробивку отверстия осуществляют с помощью дырокола, закрепление бирки производят развальцовыванием торца трубчатого элемента бирки клейматором, а в качестве бирки используют пластину из алюминиевого сплава с нанесенным анодным...
Спосіб видової експрес-ідентифікації дрібних тварин по реберних кістках
Номер патенту: 7346
Опубліковано: 15.06.2005
Автори: Гетманець Олег Михайлович, Яценко Іван Володимирович
МПК: A61B 5/107, G01N 33/483, G01N 33/00
Мітки: тварин, дрібних, спосіб, видової, реберних, кістках, експрес-ідентифікації
Формула / Реферат:
Спосіб видової експрес-ідентифікації дрібних тварин по реберних кістках, що включає вилучення кісток із скелета або тушки, очищення їх від м'яких тканин, який відрізняється тим, що виконують сім остеометричних вимірів та розраховують за їх результатами чотири індекси:1) відношення величини прямої довжини реберної кістки до загальної дугової довжини - С1, 2) відношення величини глибини згину реберної кістки до прямої довжини - С2, 3)...
Спосіб ідентифікації збудника бруцельозу у суміші проб матеріалу, взятих від груп тварин
Номер патенту: 58438
Опубліковано: 15.07.2003
Автори: Скибицький Володимир Гурієвич, Чумак Ростислав Максимович, Рибальченко Дмитро Юрієвич, Король Денис Миколайович, Спиридонов Владислав Геннадійович
МПК: A61K 39/21
Мітки: ідентифікації, проб, взятих, матеріалу, спосіб, збудника, бруцельозу, суміші, груп, тварин
Формула / Реферат:
Спосіб ідентифікації збудника бруцельозу у суміші проб матеріалу, взятих від груп тварин, в якому вносять до планшета підготовлені негативний контроль та позитивний контроль сироватки крові худоби на бруцельоз, інкубують її, промивають планшет і вносять до нього кон'югат та інкубують, після інкубації планшет промивають і вносять туди розчин проявника та інкубують, зупиняють кольорову реакцію стоп-реагеном і визначають оптичну густину в лунках...
Спосіб видової експрес-ідентифікації дрібних тварин
Номер патенту: 4850
Опубліковано: 15.02.2005
Автори: Яценко Іван Володимирович, Гречка Віталій Іванович, Тимошенко Ольга Павлівна
МПК: A61B 5/117
Мітки: дрібних, тварин, видової, спосіб, експрес-ідентифікації
Формула / Реферат:
1. Спосіб видової експрес-діагностики дрібних тварин, який включає вилучення кісток із скелета чи тушки, який відрізняється тим, що вилучені реберні кістки очищають від м'яких тканин і досліджують їх анатомічну будову, а визначивши спільні та відмінні особливості будови, диференціюють ребра, потім згідно з таблицею „Порівняльно-анатомічна характеристика реберних кісток дрібних тварин", ідентифікують вид тварин.2. Спосіб за п. 1,...
Попередній патент: Спосіб одержання гідроксиламінсульфату
Наступний патент: Пристрій для обробки сферичних поверхонь деталей
Випадковий патент: Валковий млин