Спосіб контролю і керування технічним процесом
Формула / Реферат
1. Спосіб контролю і керування технічним процесом, здійснюваним у часі у безперервному режимі або в періодичному режимі із застосуванням в кожний момент t заданих значень {C1(t), ... Cn(t)}, що приводить до вимірюваного результату R(t) і забезпечує одержання множини окремих спостережуваних величин, щонайменше дві з яких є незалежними {G1(t), ... Gm(t)}, який відрізняється тим, що:
- вимірюють щонайменше дві незалежні спостережувані величини {G1(t), ... Gp(t)},
- за допомогою прогнозованої моделі М чи ряду моделей, вхідні змінні яких містять щонайменше дві незалежні спостережувані величини, роблять розрахунок оцінки Res(t)=M(G1(t), ... Gp(t)) результату R(t),
- за допомогою закону керування L, вхідна змінна якого є оцінним результатом Res(t), розраховують нові задані значення {C1(t+1), ... Cn(t+1)}=L(Res(t)), застосовні для моменту t+1, і значення {C1(t), ... Cn(t)} заміняють значеннями {C1(t+1), ... Cn(t+1)}.
2. Спосіб за п. 1, який відрізняється тим, що прогнозована модель М є статистичною коригувальною моделлю, що залежить від параметрів {q1, ... qр}, що утворюють вектор параметрів q, коригованих за початковим базисом Вар, який складається із сукупності заданих значень, вимірів спостережуваних величин і виміру результату по множині послідовних виконань технічного процесу.
3. Спосіб за п. 2, який відрізняється тим, що для визначення моделі М діють у такий спосіб:
- вибирають структуру моделі, що залежить від вектора параметрів q,
- вибирають функцію вартості J, що має, наприклад, квадратичну форму,
- за допомогою початкового базису розраховують послідовність скоригованих моделей Ma,k, які відповідають різним векторам параметрів qk розміру qk, що глобально чи локально мінімізують функцію вартості за початковим базисом,
- для кожної моделі Ma,k розраховують коефіцієнти hii за кожним з прикладів початкового базису і розраховують узагальнений тестовий підсумок моделі Ма,k:
Е (qа,k)= ![]() i=1,N[(Ma,k(xi; qa,k)-Ri)/(1-hii)]2,
i=1,N[(Ma,k(xi; qa,k)-Ri)/(1-hii)]2,
- розраховують величину m(qа,k)=(N.qk)-1/2Si=від 1 до N hii1/2 і вибирають модель Ma,k, що має найбільшу m(qа,k) між моделей з найменшими E(qа,k), ця модель є оптимальною моделлю Ма,орt.
4. Спосіб за будь-яким з пп. 2 чи 3, який відрізняється тим, що:
- для виміру результату R визначають інтервал розкиду [smin, smax] типового відхилення перешкоди виміру,
- коригують параметри {q1, ... qр} прогнозованої моделі М таким чином, щоб на тестовому базисі Btest одержати тестовий підсумок S=S(M, Btest), такий як smin<S<smax, при цьому тестовий базис є сукупністю заданих значень, вимірів спостережуваних величин та виміру результату за рядом послідовних виконань технічного процесу.
5. Спосіб за п. 3, який відрізняється тим, що для коригування параметрів {q1, ... qр} прогнозованої моделі М вибирають перший початковий базис Вар і перший тестовий базис Btest, за допомогою першого початкового базису здійснюють першу оцінку параметрів {q1, ... qр} таким чином, щоб тестовий підсумок моделі М для початкового базису знаходився в інтервалі розкиду [smin, smax], потім, використовуючи в моделі М цю першу оцінку параметрів, за допомогою першого тестового базису Btest здійснюють оцінку тестового підсумку S=S(M, Btest), яку порівнюють з інтервалом розкиду [smin, smax], і якщо S знаходиться в зазначеному інтервалі розкиду, вважають, що оцінка параметрів є задовільною, у протилежному випадку початковий базис Вар доповнюють прикладами з першого тестового базису для одержання нового початкового базису у разі потреби доповнюють тестовий базис та знову визначають параметри {q1, ... qр} за допомогою нового початкового базису і тестовий підсумок S на новому тестовому базисі та ітерації продовжують доти, поки тестовий підсумок S не ввійде в інтервал розкиду [smin, smax].
6. Спосіб за п. 5, який відрізняється тим, що для доповнення початкового базису прикладами з базового тесту:
- встановлюють поріг Sk інтервалу ймовірності для прогнозів моделі,
- розраховують інтервал ймовірності Ik для прогнозування моделі М за кожним з прикладів тестового базису,
- включають до початкового базису щонайменше один з прикладів тестового базису, інтервал ймовірності Ik якого перевищує Sk, тобто, у якого оцінка результату є найбільш невизначена.
7. Спосіб за п. 5, який відрізняється тим, що інтервал ймовірності Ik для прогнозування моделі М за кожним прикладом тестового базису є пропорційним квадратному кореню з коефіцієнта hii цього приклада.
8. Спосіб за будь-яким з пп. 4-7, який відрізняється тим, що по ходу технічного процесу вимірюють щонайменше один результат і відповідні спостережувані величини таким чином, щоб визначити щонайменше один додатковий приклад, який додають до початкового базису, і за допомогою одержаного в такий спосіб нового початкового базису коригують параметри моделі й оцінюють ефективність моделі.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що модель М є нейронною мережею.
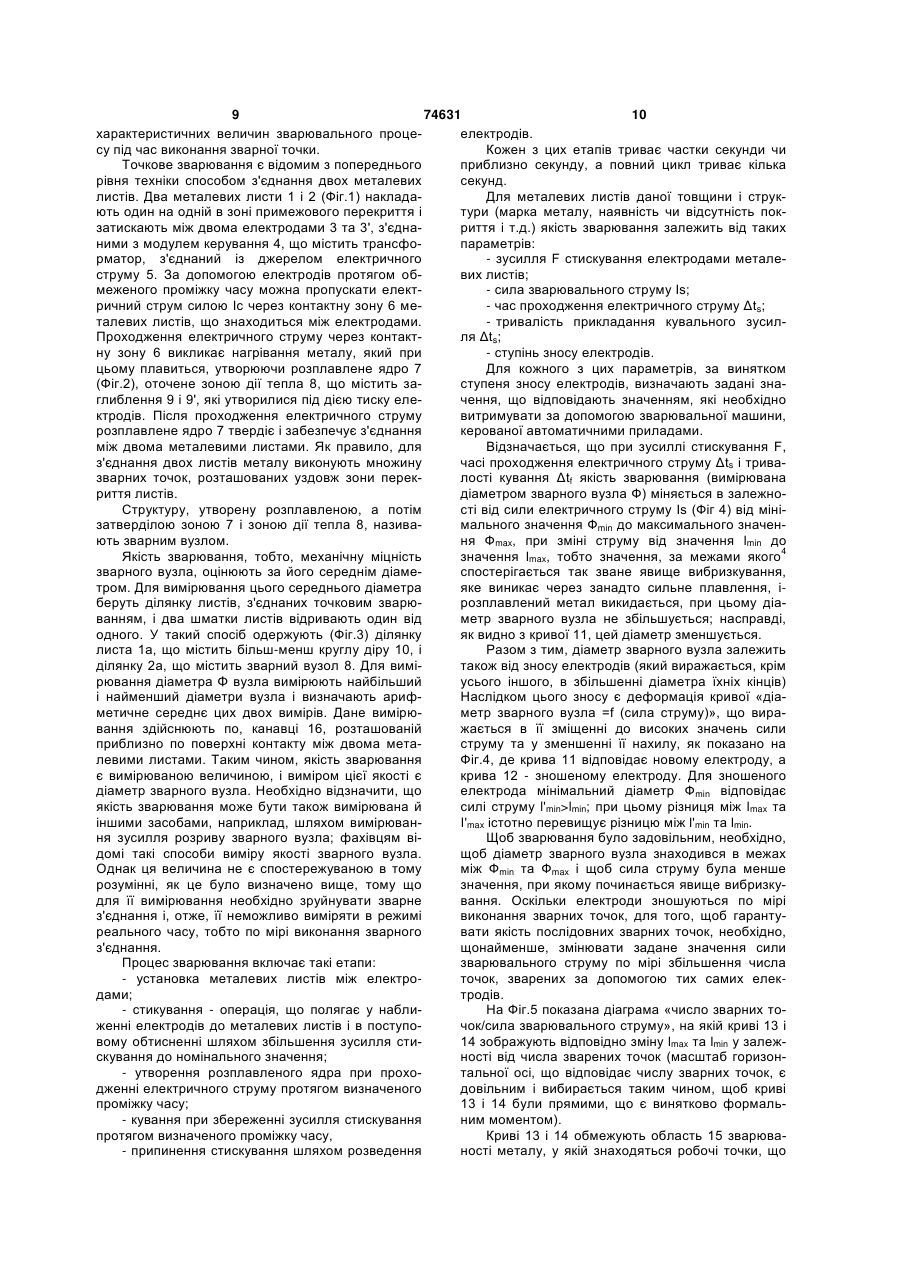
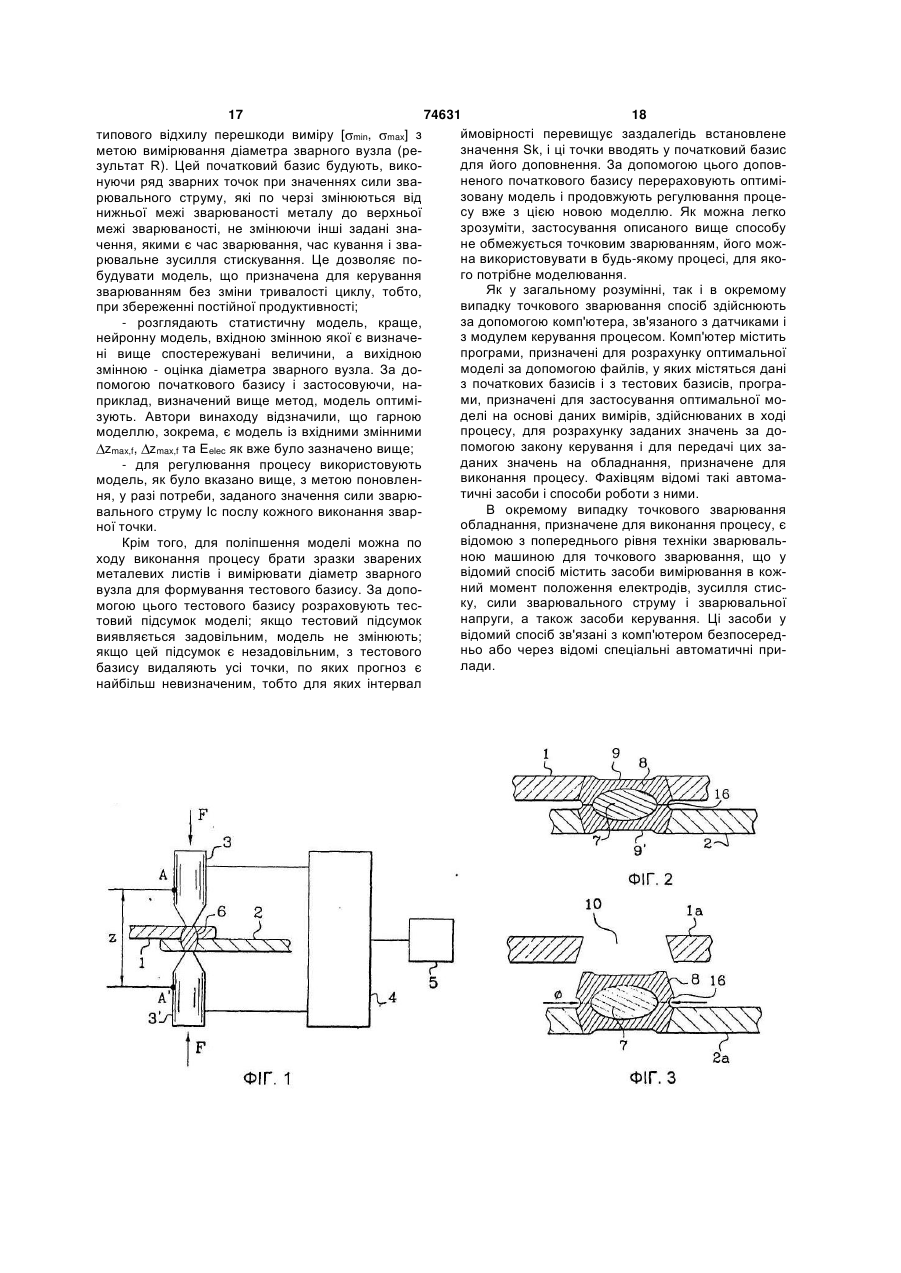
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що технічний процес є точковим зварюванням металевих листів.
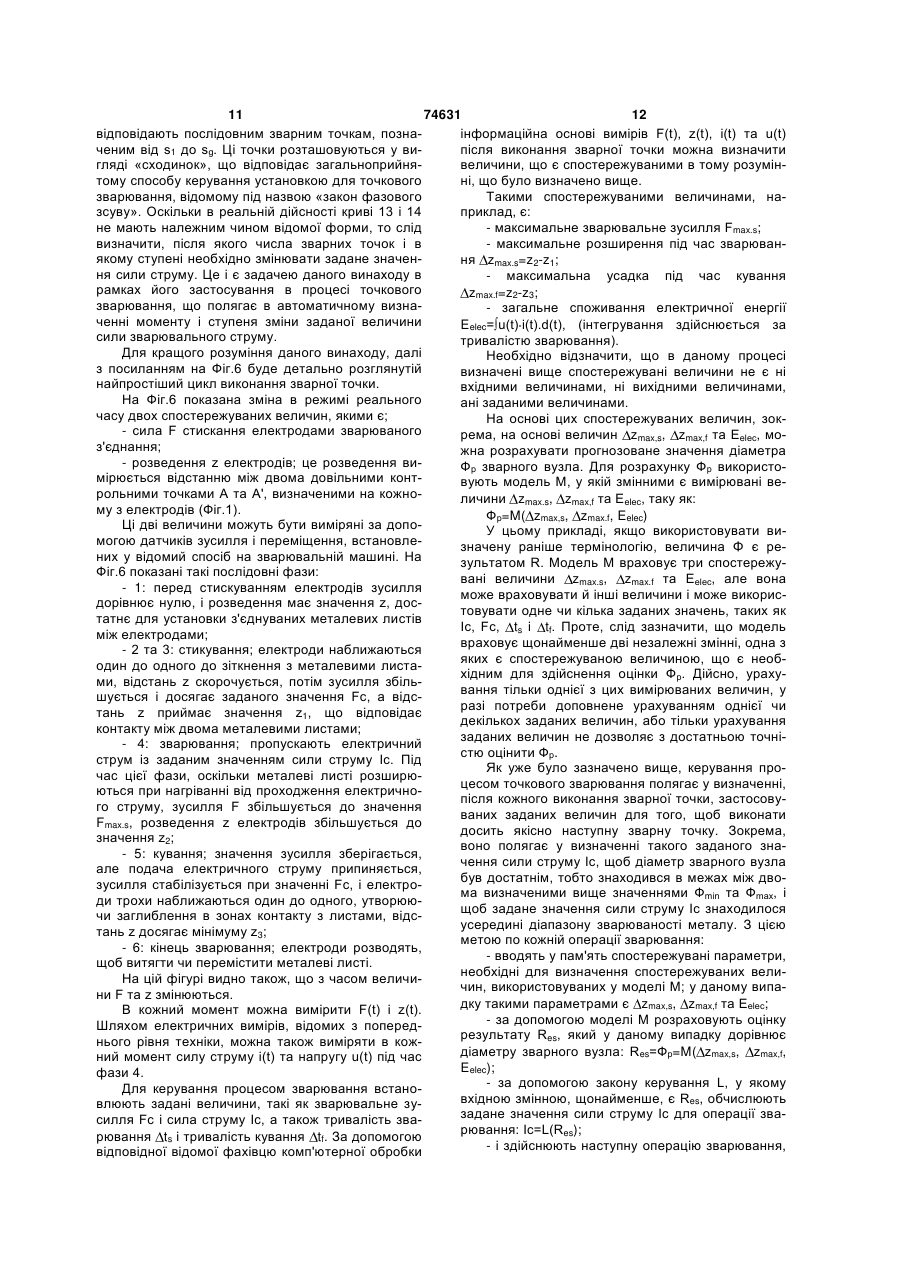
11. Спосіб за п. 10, який відрізняється тим, що результат R є діаметром Ф зварного вузла чи будь-якою іншою порівнянною величиною, такою, наприклад, як зусилля розриву зварного вузла, а задані значення С1, ... Сn є зварювальним зусиллям Fs, силою зварювального струму Is, часом зварювання Dts і часом кування Dtf.
12. Спосіб за п. 11, який відрізняється тим, що спостережувані величини є загальною споживаною енергією Еelec, максимальним розширенням під час зварювання DZmax,s і максимальною усадкою під час фази кування DZmax,f.
13. Спосіб за одним з пп. 11 чи 12, який відрізняється тим, що закон керування L визначають у такий спосіб:
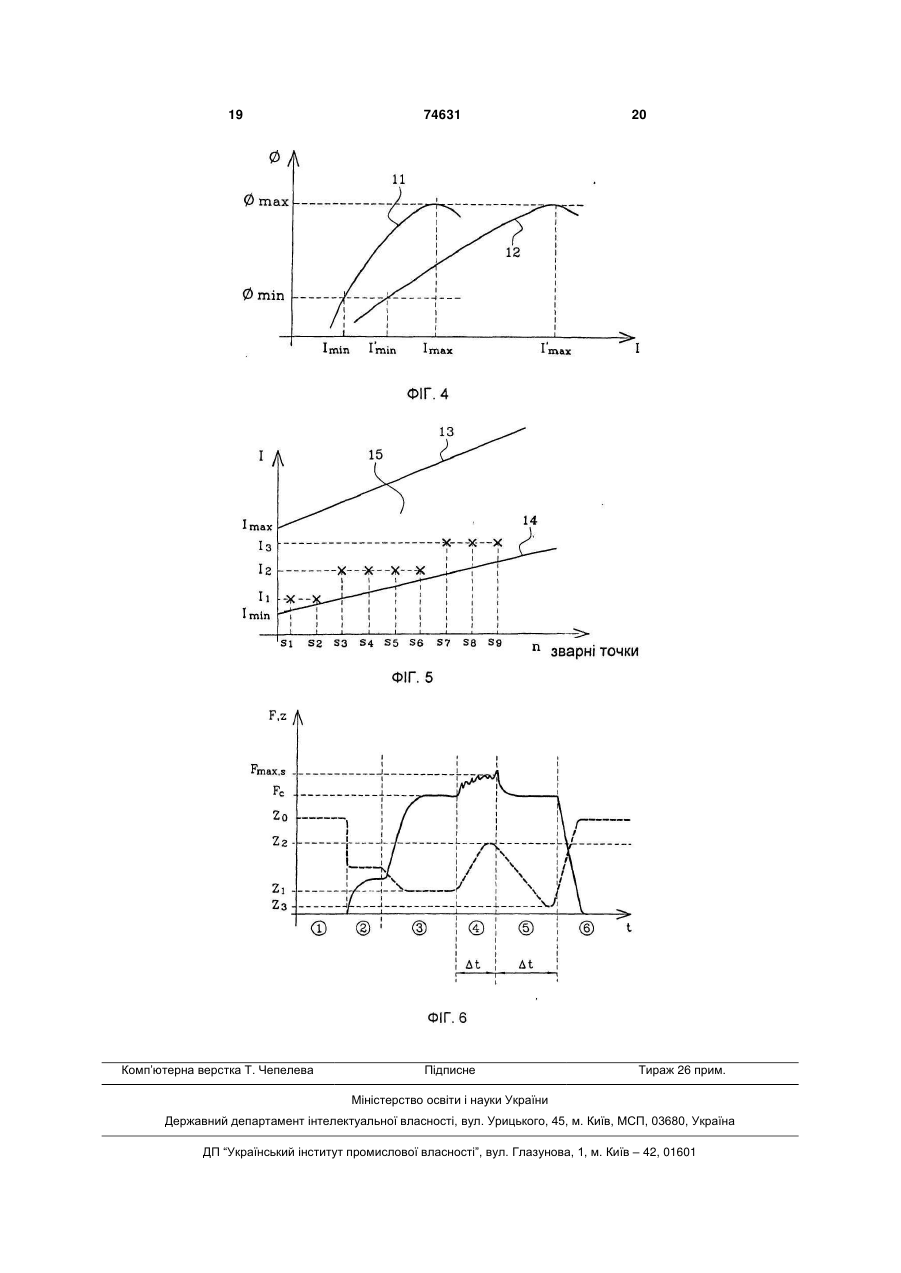
- вибирають мінімальне значення Фmin і максимальне значення Фmах діаметра зварного вузла,
- вибирають число qm,
- визначають ковзне середнє Фmg з qm останніх прогнозів діаметра Ф зварного вузла,
- якщо Фmg>Фmах, то задане значення Іс сили зварювального струму зменшують, якщо Фmin<Фmg<Фmах, задане значення Іс сили зварювального струму не змінюють, якщо Фmg<Фmin, то задане значення Іс сили зварювального струму збільшують.
14. Спосіб за п. 13, який відрізняється тим, що встановлюють значення Ф0<Фmin і, якщо останній прогноз діаметра Ф зварного вузла менше Ф0, то в цьому випадку збільшують задане значення Іс сили зварювального струму.
15. Спосіб за одним з пп. 13 чи 14, який відрізняється тим, що встановлюють інкремент DIс сили зварювального струму і, якщо задане значення Іс сили зварювального струму зменшують чи збільшують, то інкремент DIс віднімають чи додають до Іс.
16. Спосіб за будь-яким з пп. 10-15, який відрізняється тим, що для побудови початкового базису виконують послідовність зварних точок, по черзі змінюючи задане значення сили зварювального струму Іс між нижньою межею і верхньою межею інтервалу зварюваності металу, використовуючи при цьому зварювальні електроди, причому інші задані значення залишають постійними.
17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що його здійснюють за допомогою комп'ютерів.
Текст
1. Спосіб контролю і керування технічним процесом, здійснюваним у часі у безперервному режимі або в періодичному режимі із застосуванням в кожний момент t заданих значень {C1(t), ... Cn(t)}, що приводить до вимірюваного результату R(t) і забезпечує одержання множини окремих спостережуваних величин, щонайменше дві з яких є незалежними {G1(t), ... Gm(t)}, який відрізняється тим, що: - вимірюють щонайменше дві незалежні спостережувані величини {G1(t), ... Gp(t)}, - за допомогою прогнозованої моделі М чи ряду моделей, вхідні змінні яких містять щонайменше дві незалежні спостережувані величини, роблять розрахунок оцінки Res(t)=M(G1(t), ... Gp(t)) результату R(t), - за допомогою закону керування L, вхідна змінна якого є оцінним результатом Res(t), розраховують нові задані значення {C1(t+1), ... Cn(t+1)}=L(Res(t)), застосовні для моменту t+1, і значення {C1(t), ... Cn(t)} заміняють значеннями {C1(t+1), ... Cn(t+1)}. 2. Спосіб за п.1, який відрізняється тим, що прогнозована модель М є статистичною коригувальною моделлю, що залежить від параметрів { 1, ... р}, що утворюють вектор параметрів , коригованих за початковим базисом Вар, який складається із сукупності заданих значень, вимірів спостережуваних величин і виміру результату по множині послідовних виконань технічного процесу. 3. Спосіб за п.2, який відрізняється тим, що для визначення моделі М діють у такий спосіб: - вибирають структуру моделі, що залежить від вектора параметрів , - вибирають функцію вартості J, що має, напри 2 (19) 1 3 74631 4 12. Спосіб за п.11, який відрізняється тим, що нового початкового базису і тестовий підсумок S на новому тестовому базисі та ітерації продовжуспостережувані величини є загальною споживають доти, поки тестовий підсумок S не ввійде в ною енергією Еelec, максимальним розширенням інтервал розкиду [ min, max]. під час зварювання Zmax,s і максимальною усад6. Спосіб за п.5, який відрізняється тим, що для кою під час фази кування Zmax,f. доповнення початкового базису прикладами з ба13. Спосіб за одним з пп.11 чи 12, який відрізнязового тесту: ється тим, що закон керування L визначають у - встановлюють поріг Sk інтервалу ймовірності для такий спосіб: прогнозів моделі, - вибирають мінімальне значення Фmin і максима- розраховують інтервал ймовірності Ik для прогнольне значення Фmах діаметра зварного вузла, зування моделі М за кожним з прикладів тестового - вибирають число qm, базису, - визначають ковзне середнє Фmg з qm останніх - включають до початкового базису щонайменше прогнозів діаметра Ф зварного вузла, один з прикладів тестового базису, інтервал ймо- якщо Фmg>Фmах, то задане значення Іс сили звавірності Ik якого перевищує Sk, тобто, у якого оцінрювального струму зменшують, якщо ка результату є найбільш невизначена. Фmin
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling and monitoring a technical process
Назва патенту російськоюСпособ контроля и управления техническим процессом
МПК / Мітки
МПК: G05B 13/02, G05B 13/04
Мітки: процесом, контролю, технічним, спосіб, керування
Код посилання
<a href="https://ua.patents.su/10-74631-sposib-kontrolyu-i-keruvannya-tekhnichnim-procesom.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю і керування технічним процесом</a>
Спосіб автоматичного керування процесом згущення пульпи
Номер патенту: 61372
Опубліковано: 17.11.2003
Автори: Білецький Володимир Степанович, Шпильовий Леонід Вікторович
МПК: B01D 21/00
Мітки: пульпи, спосіб, автоматичного, процесом, згущення, керування
Формула / Реферат:
Спосіб автоматичного керування процесом згущення пульпи шляхом контролю вагових витрат твердої фази в згущеній пульпі та її густини, та регулювання співвідношення вагових витрат твердої фази зміною об'ємних витрат згущеної пульпи та корегуванням заданого співвідношення в залежності від густини згущеної пульпи, який відрізняється тим, що контролюють вагові витрати твердої фази в ущільненому осаді, що переміщується скребками ферми до...
Спосіб керування процесом графітації
Номер патенту: 2911
Опубліковано: 15.09.2004
Автор: Поповкін Юрій Матвійович
МПК: C01B 31/04, G05D 27/00
Мітки: процесом, керування, графітації, спосіб
Формула / Реферат:
1. Спосіб керування процесом графітації шляхом виміру кількості електроенергії струму і напруги, підведених до печі, який відрізняється тим, що струм і напругу вимірюють безпосередньо в керні печі, причому вимірюють періодично через інтервали часу, рівні часу перехідного процесу, а також визначають розподіл струму по кожному горизонтальному ряду і при розбіжності струму між рядами знижують напругу, а при критичному розходженні тимчасово...
Спосіб керування процесом пластичного деформування металів
Номер патенту: 7087
Опубліковано: 15.06.2005
Автори: Нечаєв Григорій Іванович, Гладушин Віталій Васильович, Губачева Лариса Олександрівна
МПК: B21D 28/00, G01N 11/08
Мітки: металів, керування, пластичного, процесом, деформування, спосіб
Формула / Реферат:
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти...
Спосіб керування процесом каталітичного риформінгу
Номер патенту: 57336
Опубліковано: 16.06.2003
Автори: Тришкін Владислав Якович, Левчук Ігор Леонідович, Ковбик Анатолій Анатолійович
МПК: G05D 27/00, C10G 35/00
Мітки: спосіб, риформінгу, процесом, каталітичного, керування
Формула / Реферат:
Спосіб керування процесом каталітичного риформінгу шляхом регулювання температури газосировинної суміші на входах у реактори зміною подачі палива в нагрівачі, який відрізняється тим, що регулювання температури газосировинної суміші на входах першого і другого реакторів здійснюють в залежності від поточних значень збільшень концентрації ароматичних вуглеводнів у парогазовій суміші на виході реакторів, складу вихідної сировини, а також витрати...
Спосіб керування процесом відкритої розробки техногенного родовища
Номер патенту: 69628
Опубліковано: 15.09.2004
Автори: Поліський Юрій Давидович, Копач Павло Іванович, Шапарь Аркадій Григорович, Гулямов Богдан Святославович
МПК: E21C 41/00
Мітки: відкритої, керування, процесом, розробки, спосіб, техногенного, родовища
Формула / Реферат:
Спосіб керування процесом відкритої розробки техногенного родовища за прийнятою технологічною схемою, що включає розробку робочої зони заходками, який відрізняється тим, що для отримання заданої кількості корисного компонента потрібної якості забійний фронт робіт розбивається на ділянки, в кожній із котрих крива зміни якості, що побудована на підставі статистичної обробки геологічних даних про родовище, може бути лінеаризована, а керуючі...
Попередній патент: Похідні n-фенпропілциклопентилзаміщеного глутараміду як інгібітори неп для лікування рсзж
Наступний патент: Самохідна бурякозбиральна машина
Випадковий патент: Товстоплівковий нагрівальний елемент