Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою
Формула / Реферат
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка має:
довгасту пластикову стрічку, що має основну частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню,
щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, та
довгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення реброва частина і в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині, а внутрішню поверхню виконано під армувальною стрічкою безперервною.
2. Композиційна стрічка за п. 1, яка відрізняється тим, що зазначене відношення висоти до товщини складає щонайменше чотири до одного.
3. Композиційна стрічка за п. 1 або п. 2, яка відрізняється тим, що реброва частина має поздовжній паз, в якому встановлено армувальну стрічку і стінки якого утримують армувальну стрічку від поперечного зміщення.
4. Композиційна стрічка за п. 3, яка відрізняється тим, що реброва частина має пару паралельних стінок, що простягаються поздовжньо і які орієнтовано суттєво перпендикулярно основній частині.
5. Композиційна стрічка за п. 4, яка відрізняється тим, що армувальна стрічка є безперервною і має довжину, що збігається з довжиною пластикової стрічки.
6. Композиційна стрічка за п. 5, яка відрізняється тим, що армувальна стрічка є повністю ізольованою від впливу ззовні.
7. Композиційна стрічка за п. 6, яка відрізняється тим, що пластикова стрічка має ряд ребрових частин, які виконано поздовжньо з інтервалом поперек ширини стрічки і які утворюють щілини, причому кожна реброва частина утримує поздовжню армувальну стрічку.
8. Композиційна стрічка за будь-яким з пп. 1-7, яка відрізняється тим, що армувальну стрічку виготовлено з металу.
9. Композиційна стрічка за п. 8, яка відрізняється тим, що армувальну стрічку виготовлено із сталі.
10. Композиційна стрічка для навивання спіральної труби, яка має:
довгасту пластикову стрічку, що має основну частину, і поздовжню реброву частину, яка прямо виступає з основної частини;
довгасту, плоску, поздовжню армувальну стрічку, яку утримує реброва частина і в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині; і
поздовжню плоску пластину, яку з’єднано з основною частиною і яка має модуль Юнга і міцність, вищі за такі ж показники пластикової стрічки.
11. Композиційна стрічка за п. 10, яка відрізняється тим, що зазначене відношення висоти до товщини складає щонайменше чотири до одного.
12. Композиційна стрічка за п. 10 або п. 11, яка відрізняється тим, що реброва частина має поздовжню щілину, у якій установлено армувальну стрічку і стінки якої утримують армувальну стрічку від поперечного зміщення.
13. Композиційна стрічка за п. 12, яка відрізняється тим, що реброва частина має пару паралельних стінок, що простягаються уздовж основної частини та які орієнтовано суттєво перпендикулярно основній частині.
14. Композиційна труба, виготовлена спіральним навиванням композиційної стрічки, яка має:
довгасту пластикову стрічку, що має основну частину, яка утворює внутрішню частину навитої труби, і поздовжню реброву частину, яка прямо виступає з основної частини; та
довгасту металеву поздовжню армувальну стрічку, яку утримує реброва частина і в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині.
15. Труба за п. 14, яка відрізняється тим, що зазначене відношення висоти до товщини складає щонайменше чотири до одного.
16. Труба за п. 14 або п. 15, яка відрізняється тим, що армувальна стрічка є безперервною і має довжину, що відповідає довжині труби.
17. Труба за будь-яким з пп. 14-16, яка відрізняється тим, що армувальну стрічку виготовлено з металу.
18. Труба за п. 17, яка відрізняється тим, що армувальну стрічку виготовлено із сталі.
19. Композиційна труба, виготовлена спіральним навиванням композиційної стрічки, яка має:
довгасту пластикову стрічку, що має основну частину, яка утворює внутрішню частину навитої труби, і поздовжню реброву частину, яка прямо виступає з основної частини; та
довгасту плоску поздовжню армувальну стрічку, яку утримує реброва частина і в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині; та
довгасту поздовжню плоску пластину, яку з’єднано з основною частиною і яка має модуль Юнга і міцність, вищі за такі ж показники пластикової стрічки.
20. Труба за п. 19, яка відрізняється тим, що суміжні витки пластини безпосередньо не з’єднані між собою.
21. Труба за п. 20, яка відрізняється тим, що зазначене відношення висоти до товщини складає щонайменше чотири до одного.
22. Труба за п. 20 або п. 21, яка відрізняється тим, що армувальна стрічка є безперервною і має довжину, що відповідає довжині труби.
23. Труба за будь-яким з пп. 19-22, яка відрізняється тим, що армувальну стрічку виготовлено з металу.
24. Труба за п. 23, яка відрізняється тим, що армувальну стрічку виготовлено із сталі.
25. Композиційна труба, виготовлена спіральним навиванням композиційної стрічки, яка має:
довгасту пластикову стрічку, що має основну частину, яка утворює внутрішню частину навитої труби, і поздовжню реброву частину, яка прямо виступає з основної частини;
довгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення реброва частина; і
довгасту поздовжню плоску пластину, яку з’єднано з основною частиною і яка має модуль Юнга і міцність, вищі за такі ж показники пластикової стрічки.
26. Труба за п. 25, яка відрізняється тим, що суміжні витки пластини безпосередньо не з’єднані між собою.
27. Труба за п. 26, яка відрізняється тим, що армувальну стрічку виготовлено з металу.
28. Спосіб виготовлення спірально навитої пластикової труби із сталевою арматурою, який полягає в тому, що
отримують екструдований пластиковий профіль, який має основну частину та поздовжню реброву частину, яка прямо виступає з основної частини;
уводять в реброву частину довгасту металеву армувальну стрічку з прямим ребром, в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині, утворюючи пряму композиційну стрічку;
спірально навивають композиційну стрічку, піддаючи армувальну стрічку пластичній деформації; і
взаємно зчеплюють суміжні краї суміжних витків стрічки для утворення спіральної труби.
29. Спосіб за п. 28, який відрізняється тим, що в процесі екструзії ребрової частини утворюють поздовжню щілину, що має форму, придатну для утримання армувальної стрічки.
30. Спосіб за п. 29, який відрізняється тим, що в процесі екструзії ребрової частини утворюють пару паралельних стінок, що простягаються вздовж основної частини і які орієнтовано суттєво перпендикулярно основі.
31. Спосіб за п. 30, який відрізняється тим, що армувальну стрічку ізолюють.
32. Спосіб за п. 31, який відрізняється тим, що екструдований пластиковий профіль отримують і довгасту армувальну стрічку уводять в реброву частину одночасно у поперечній екструзійній головці.
33. Спосіб виготовлення спірально навитої пластикової труби із сталевою арматурою, який полягає в тому, що отримують екструдований пластиковий профіль, який має основну частину та поздовжню реброву частину, яка прямо виступає з основної частини; та уводять в реброву частину довгасту металеву армувальну стрічку, в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині, таким чином утворюючи композиційну стрічку; з’єднують пластину, яка має модуль Юнга і міцність, вищі за такі ж показники пластикової стрічки, з основною частиною; спірально навивають композиційну стрічку і взаємно зчеплюють суміжні краї суміжних витків стрічки для утворення спіральної труби.
34. Спосіб за п. 33, в якому у процесі екструзії ребрової частини утворюють поздовжню щілину, що має форму, придатну для утримання армувальної стрічки.
35. Спосіб за п. 34, в якому в процесі екструзії ребрової частини утворюють пару паралельних стінок, що простягаються вздовж основної частини і які орієнтовано суттєво перпендикулярно основі.
36. Спосіб за п. 28, який відрізняється тим, що після уведення в реброву частину армувальної стрічки та перед спіральним навиванням композиційної стрічки подають пряму композиційну стрічку на котушку з маточиною, що здатна обертатися на суттєво горизонтальній осі, так, що основна частина стрічки є оберненою до нижньої частини маточини;
урухомлюють котушку таким чином, що пряма композиційна стрічка намотується на маточину котушки знизу;
переміщують котушку на місце утворення спіральної труби і
розмотують стрічку з котушки.
37. Спосіб за п. 33, який відрізняється тим, що після з’єднування пластини з основною частиною та перед спіральним навиванням композиційної стрічки
подають пряму композиційну стрічку на котушку з маточиною, що здатна обертатися на суттєво горизонтальній осі, так, що основна частина стрічки є оберненою до нижньої частини маточини;
урухомлюють котушку таким чином, що пряма композиційна стрічка намотується на маточину котушки знизу;
переміщують котушку на місце утворення спіральної труби і
розмотують стрічку з котушки.
Текст
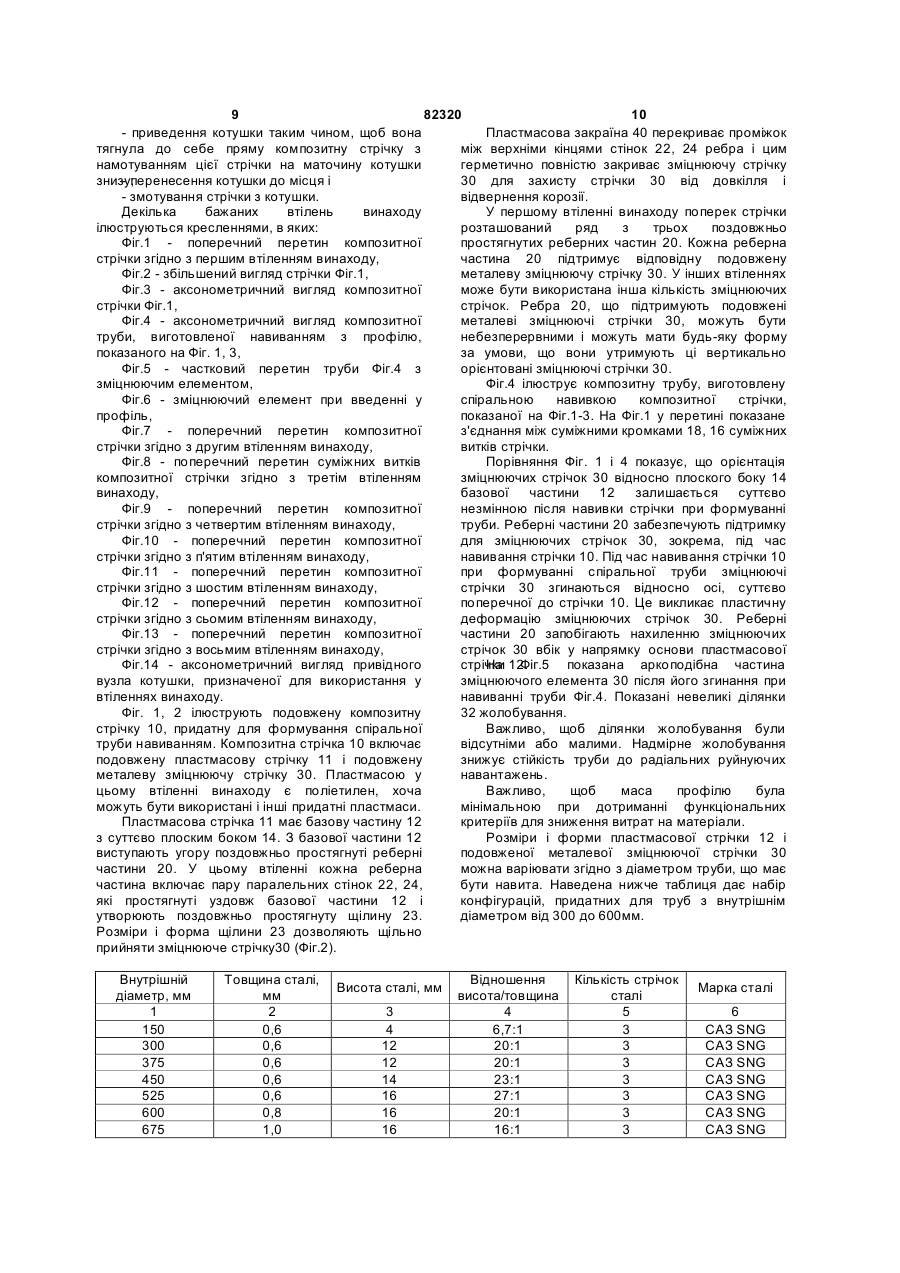
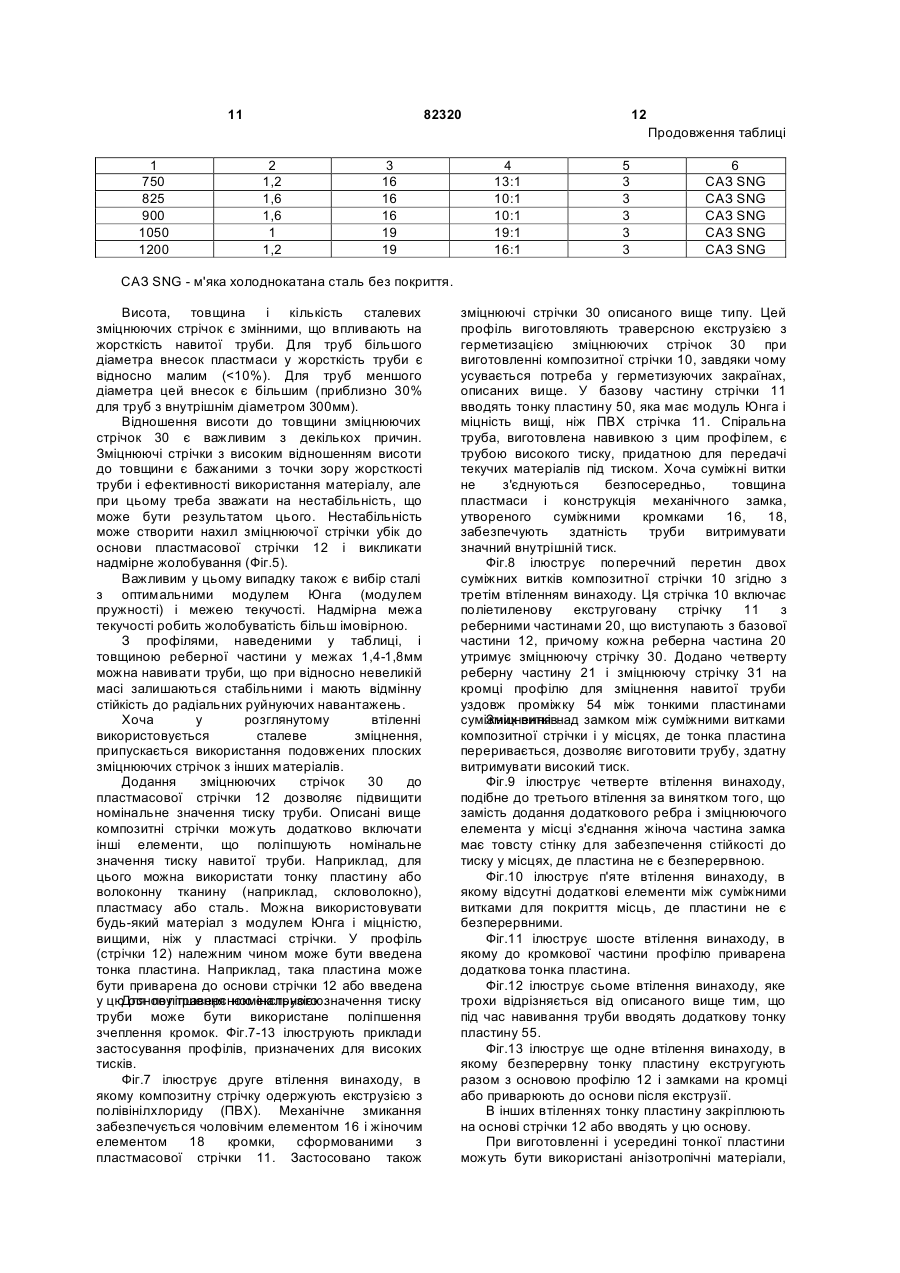
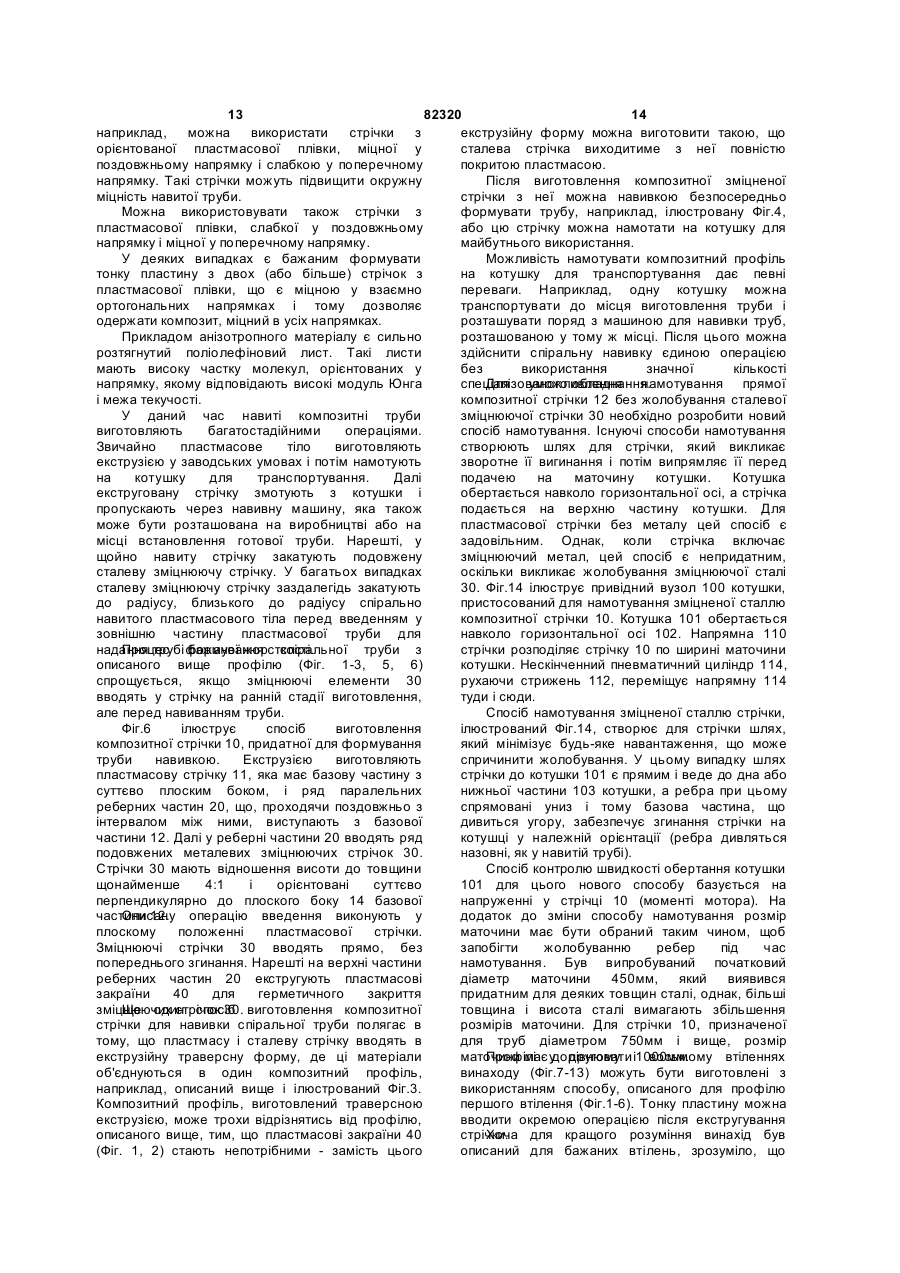
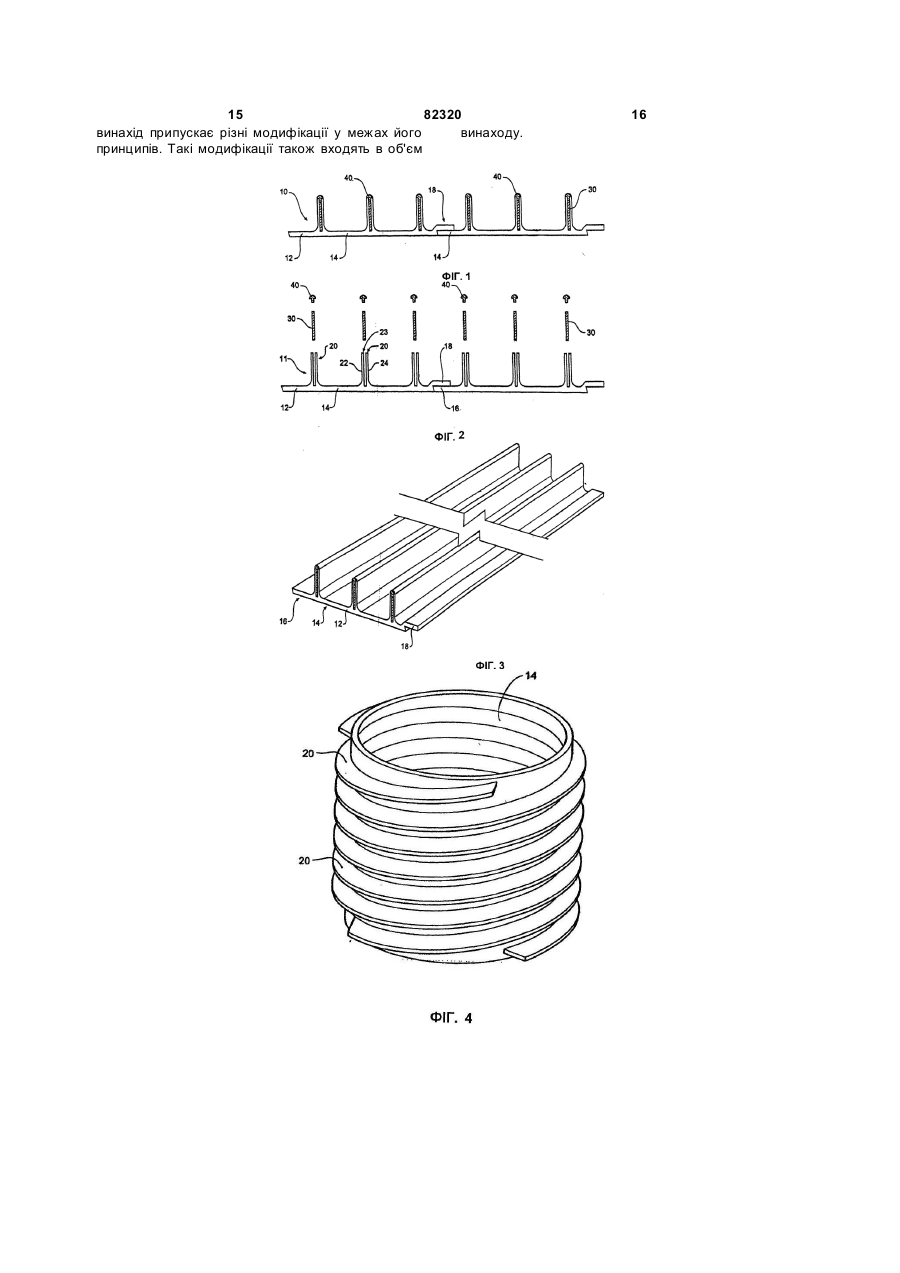
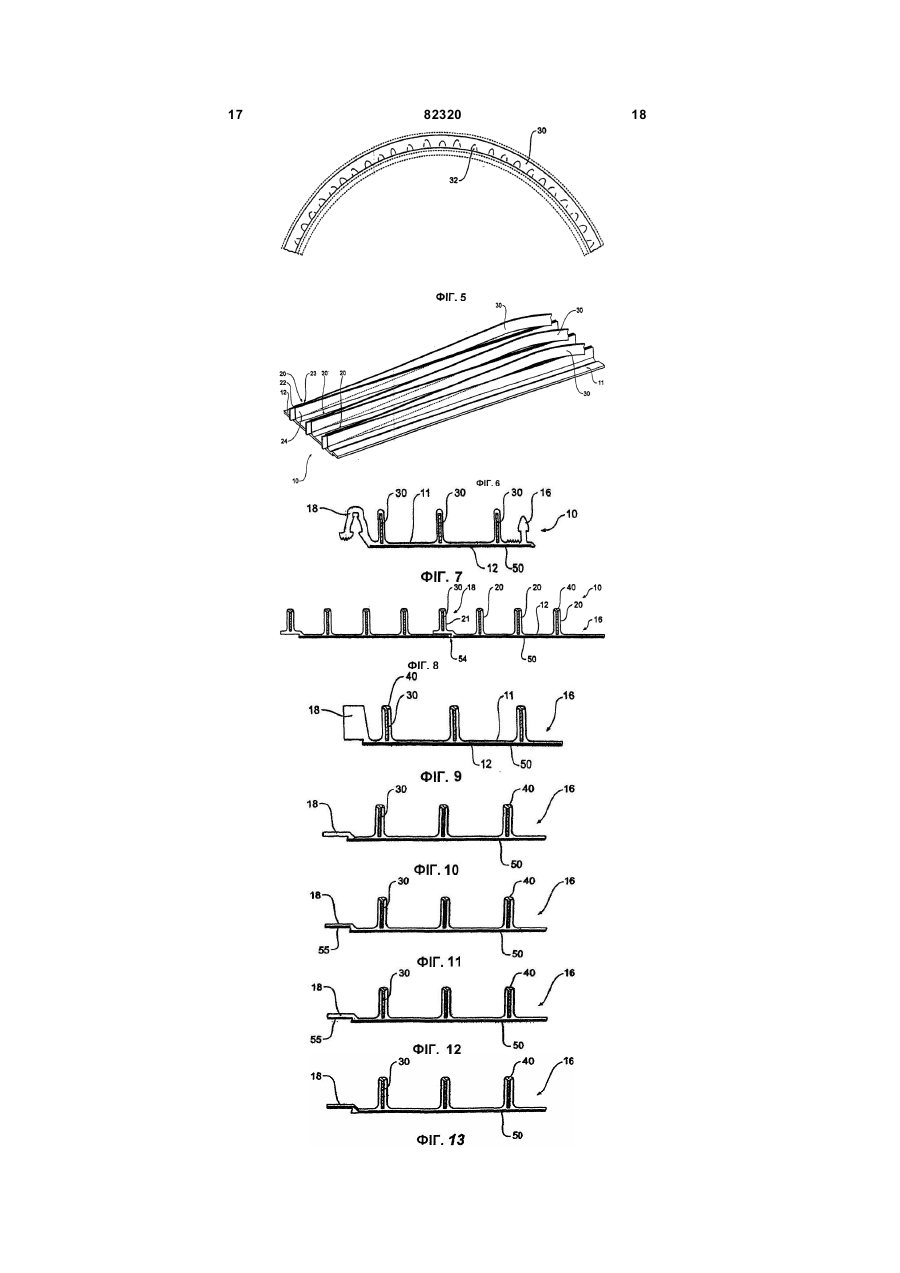
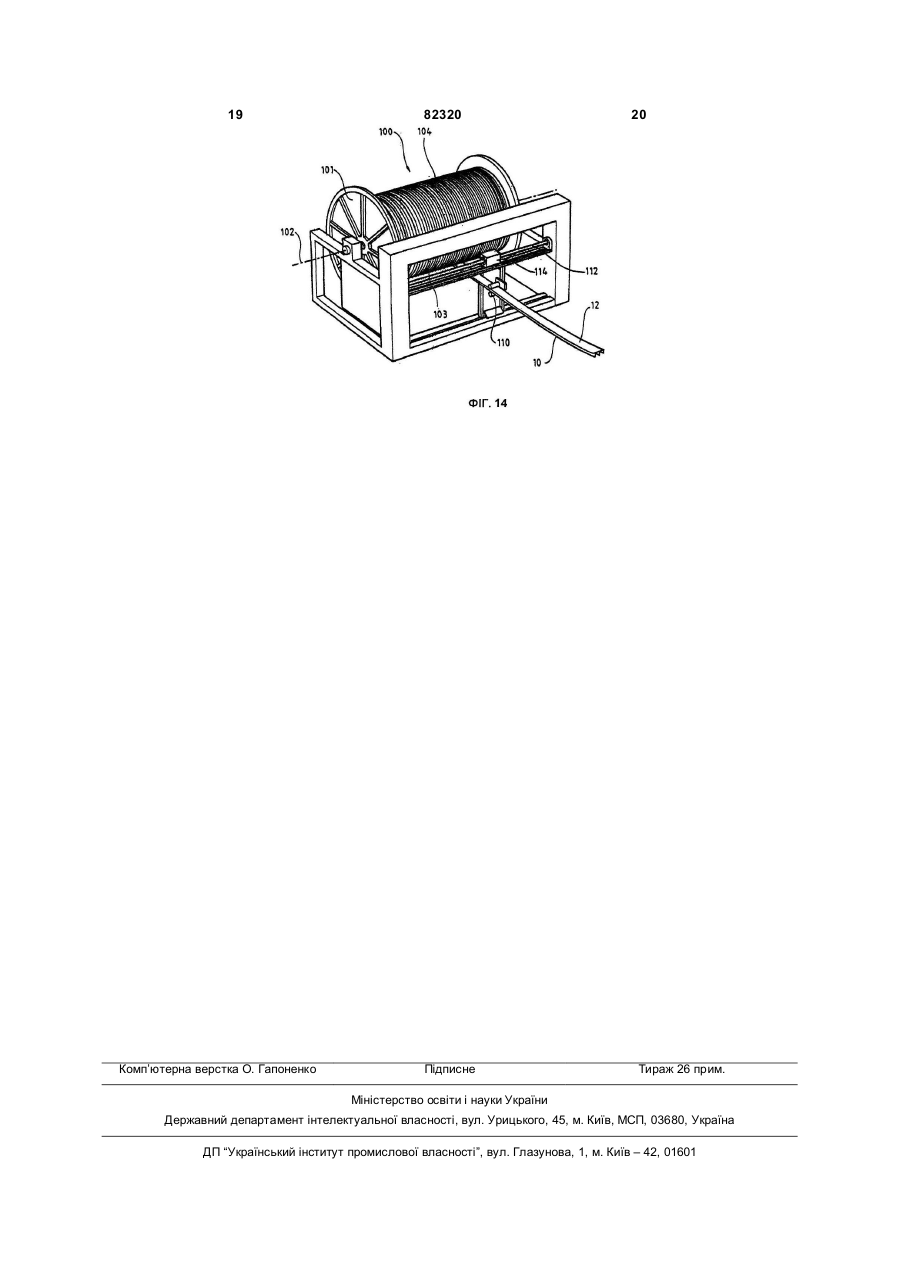
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка довгасту пластикову стрічку, що має основну має: частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню, щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, та довгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення реброва частина і в якій відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано суттєво перпендикулярно основній частині, а внутрішню поверхню виконано під армувальною стрічкою безперервною. 2. Композиційна стрічка за п. 1, яка відрізняється тим, що зазначене відношення висоти до товщини складає щонайменше чотири до одного. 3. Композиційна стрічка за п. 1 або п. 2, яка відрізняється тим, що реброва частина має поздовжній паз, в якому встановлено армувальну стрічку і стінки якого утримують армувальну стрічку від поперечного зміщення. 4. Композиційна стрічка за п. 3, яка відрізняється тим, що реброва частина має пару паралельних стінок, що простягаються поздовжньо і які орієнтовано суттєво перпендикулярно основній 5. Композиційна стрічка за п. 4, яка відрізняється частині. тим, що армувальна стрічка є безперервною і має 2 (19) 1 3 82320 4 28. Спосіб виготовлення спірально навитої довгасту пластикову стрічку, що має основну пластикової труби із сталевою арматурою, який частину, яка утворює внутрішню частину навитої полягає в тому, що труби, і поздовжню реброву частину, яка прямо отримують екструдований пластиковий профіль, виступає з основної частини; та який має основну частину та поздовжню реброву довгасту металеву поздовжню армувальну стрічку, частину, яка прямо виступає з основної частини; яку утримує реброва частина і в якій відношення уводять в реброву частину довгасту металеву висоти до товщини складає щонайменше три до армувальну стрічку з прямим ребром, в якій одного, та яку орієнтовано суттєво відношення висоти до товщини складає перпендикулярно основній частині. щонайменше три до одного, та яку орієнтовано 15. Труба за п. 14, яка відрізняється тим, що суттєво перпендикулярно основній частині, зазначене відношення висоти до товщини складає утворюючи пряму композиційну стрічку; щонайменше чотири до одного. спірально навивають композиційну стрічку, 16. Труба за п. 14 або п. 15, яка відрізняється тим, піддаючи армувальну стрічку пластичній що армувальна стрічка є безперервною і має взаємно зчеплюють суміжні краї суміжних витків деформації; і довжину, що відповідає довжині труби. стрічки для утворення спіральної труби. 17. Труба за будь-яким з пп. 14-16, яка 29. Спосіб за п. 28, який відрізняється тим, що в відрізняється тим, що армувальну стрічку процесі екструзії ребрової частини утворюють виготовлено з металу. поздовжню щілину, що має форму, придатну для 18. Труба за п. 17, яка відрізняється тим, що утримання армувальної стрічки. армувальну стрічку виготовлено із сталі. 30. Спосіб за п. 29, який відрізняється тим, що в 19. Композиційна труба, виготовлена спіральним процесі екструзії ребрової частини утворюють навиванням композиційної стрічки, яка має: пару паралельних стінок, що простягаються довгасту пластикову стрічку, що має основну вздовж основної частини і які орієнтовано суттєво частину, яка утворює внутрішню частину навитої перпендикулярно основі. труби, і поздовжню реброву частину, яка прямо 31. Спосіб за п. 30, який відрізняється тим, що виступає з основної частини; та армувальну стрічку ізолюють. довгасту плоску поздовжню армувальну стрічку, 32. Спосіб за п. 31, який відрізняється тим, що яку утримує реброва частина і в якій відношення екструдований пластиковий профіль отримують і висоти до товщини складає щонайменше три до довгасту армувальну стрічку уводять в реброву одного, та яку орієнтовано суттєво частину одночасно у поперечній екструзійній перпендикулярно основній частині; та 33. Спосіб виготовлення спірально навитої головці. довгасту поздовжню плоску пластину, яку з’єднано пластикової труби із сталевою арматурою, який з основною частиною і яка має модуль Юнга і полягає в тому, що отримують екструдований міцність, вищі за такі ж показники пластикової пластиковий профіль, який має основну частину та 20. Труба за п. 19, яка відрізняється тим, що стрічки. поздовжню реброву частину, яка прямо виступає з суміжні витки пластини безпосередньо не з’єднані основної частини; та уводять в реброву частину між собою. довгасту металеву армувальну стрічку, в якій 21. Труба за п. 20, яка відрізняється тим, що відношення висоти до товщини складає зазначене відношення висоти до товщини складає щонайменше три до одного, та яку орієнтовано щонайменше чотири до одного. суттєво перпендикулярно основній частині, таким 22. Труба за п. 20 або п. 21, яка відрізняється тим, чином утворюючи композиційну стрічку; з’єднують що армувальна стрічка є безперервною і має пластину, яка має модуль Юнга і міцність, вищі за довжину, що відповідає довжині труби. такі ж показники пластикової стрічки, з основною 23. Труба за будь-яким з пп. 19-22, яка частиною; спірально навивають композиційну відрізняється тим, що армувальну стрічку стрічку і взаємно зчеплюють суміжні краї суміжних виготовлено з металу. витків стрічки для утворення спіральної труби. 24. Труба за п. 23, яка відрізняється тим, що 34. Спосіб за п. 33, в якому у процесі екструзії армувальну стрічку виготовлено із сталі. ребрової частини утворюють поздовжню щілину, 25. Композиційна труба, виготовлена спіральним що має форму, придатну для утримання навиванням композиційної стрічки, яка має: армувальної стрічки. довгасту пластикову стрічку, що має основну 35. Спосіб за п. 34, в якому в процесі екструзії частину, яка утворює внутрішню частину навитої ребрової частини утворюють пару паралельних труби, і поздовжню реброву частину, яка прямо стінок, що простягаються вздовж основної частини виступає з основної частини; і які орієнтовано суттєво перпендикулярно основі. довгасту поздовжню армувальну стрічку, яку 36. Спосіб за п. 28, який відрізняється тим, що утримує від поперечного зміщення реброва після уведення в реброву частину армувальної довгасту іпоздовжню плоску пластину, яку з’єднано частина; стрічки та перед спіральним навиванням з основною частиною і яка має модуль Юнга і композиційної стрічки подають пряму композиційну міцність, вищі за такі ж показники пластикової стрічку на котушку з маточиною, що здатна 26. Труба за п. 25, яка відрізняється тим, що стрічки. обертатися на суттєво горизонтальній осі, так, що суміжні витки пластини безпосередньо не з’єднані основна частина стрічки є оберненою до нижньої між собою. частини маточини; 27. Труба за п. 26, яка відрізняється тим, що урухомлюють котушку таким чином, що пряма армувальну стрічку виготовлено з металу. композиційна стрічка намотується на маточину котушки знизу; 5 82320 6 горизонтальній осі, так, що основна частина переміщують котушку на місце утворення стрічки є оберненою до нижньої частини маточини; спіральної труби і урухомлюють котушку таким чином, що пряма розмотують стрічку з котушки. композиційна стрічка намотується на маточину 37. Спосіб за п. 33, який відрізняється тим, що котушки знизу; після з’єднування пластини з основною частиною переміщують котушку на місце утворення та перед спіральним навиванням композиційної спіральної труби і стрічки розмотують стрічку з котушки. подають пряму композиційну стрічку на котушку з маточиною, що здатна обертатися на суттєво Винахід стосується удосконалень зміцнених ребристих структур, зокрема, зміцнених або підсилених труб або трубопроводів, виготовлених спіральною навивкою з композитних матеріалів. Відомо, що пластмасові труби можна виготовляти спіральним намотуванням пластмасової стрічки, що має ряд виступаючих ребер, простягнутих по довжині з інтервалом, при кімнатній температурі або при підвищеній температурі, коли пластмаса стає гнучкішою. Такі виготовлені спіральною навивкою труби є відомими у галузі, і у патентах можна знайти опис як пластмасової стрічки, такі і машин для виготовлення з стрічки таких труб або трубопроводів. щоб такі труби можна було Для того, використовувати у застосуваннях, де потрібна певна міцність, товщина стінки, тобто стрічки, а також ребер мають бути значними. У іншому варіанті виготовлені труби або трубопроводи зміцнюють зміцнюючими або підсилюючими елементами. У випадках, коли зміцнені труби або трубопроводи лежать у траншеї або несуть велике ґрунтове навантаження, їх міцність є надзвичайно важливим фактором. В [австралійському патенті 607431] описано спосіб виготовлення зміцнених пластмасових труб з використанням зміцнюючих елементів, розташованих між ребрами таким чином, що опір готової труби або трубопроводу прогинанню підвищується. Зміцнюючий елемент містить металевий елемент з U-подібною формою поперечного перетину, причому форма вільних кінців зміцнюючого елемента забезпечує зчеплення під протилежним фланцем пари суміжних ребер з фіксацією металевої стрічки у положенні між ребрами і, отже, підвищує жорсткість ребра і готової труби. 661047] описано В [австралійському патенті удосконалення для описаного вище [патенту 607431], яке полягає у введенні зміцнюючого елемента з центральною частиною тіла, що має поперечний перетин у формі перекинутого U або V і має радіальну висоту, більшу за висоту ребра, завдяки чому ефективний зовнішній діаметр композитної труби суттєво збільшується. Цим підвищується жорсткість труби. Операція з виготовлення спіральною навивкою відомих композитних труб є багатостадійною. Пластмасове тіло екстрагують і потім спірально навивають, одержуючи трубу. Подовжені сталеві зміцнюючі елементи виготовляють окремо прокаткою, надаючи їм профіль, що забезпечує бажану жорсткість (наприклад, профіль у вигляді перекинутих U або V). Одержаний сталевий профіль потім прокатують до радіусу, що наближається до спірально навитого пластмасового тіла. Нарешті, зміцнюючий елемент або елементи з бажаними профілем і радіусом намотують ззовні на пластмасову трубу, одержуючи композитну трубу потрібної жорсткості. При використанні зміцнюючих елементів, описаних у [патентах 607431 і 661047] операція прокатування сталевого зміцнюючого елемента включає напруження цього елемента за межу пружності. Це вимагає прикладення значної сили у процесі прокатки. На відміну від цього навивання екстрагованого пластмасового профілю на спіральну трубу звичайно вимагає значно меншої сили завдяки властивостям пластмаси. Об'єктом винаходу є певні удосконалення пластмасових виготовлених спіральною навивкою труб, окрім описаних у згаданих вище [патентах 607431 і 661047], які дозволяють підвищити жорсткість труби або трубопроводу доданням зміцнюючих елементів, сформованих з пластмаси і/або металу, і одержання цим композитної металево-пластмасової структури. Іншим об'єктом винаходу є удосконалена композитна стрічка, яку можна навивати на спіральну трубу або трубопровід без застосування зміцнюючих елементів під час або після навивання труби. Об'єктом винаходу є також спосіб виготовлення такої композитної стрічки. Ще одним об'єктом винаходу є спосіб виготовлення труби спіральною навивкою, який усуває потребу у попередній прокатці зміцнюючого елемента перед його введенням у пластмасове тіло стрічки. Іншим об'єктом винаходу є виготовлена спіральною навивкою пластмасова труба, сформована з двох або більше матеріалів з різними характеристиками, завдяки чому виготовлена труба або трубопровід має поліпшені якості, а витрати на їх виготовлення є відносно низькими. Ще одним об'єктом винаходу є виготовлена спіральною навивкою пластмасова труба високого тиску, тобто здатна витримувати без руйнування високий внутрішній тиск. Згідно з першим аспектом винаходу, композитна стрічка, яку можна навивати для утворення спіральної труби, включає: - подовжену пластмасову стрічку, яка має базову частину і щонайменше одну поздовжньо 7 82320 8 незмінною після навивки стрічки для формування простягнуту реберну частину, що виступає з труби. базової частини, і Бажано, щоб відношення висоти до товщини подовжену поздовжньо простягнуту становило щонайменше 4:1. зміцнюючу стрічку, яка підтримується з боку Бажано, щоб зміцнююча стрічка була реберною частиною, має відношення висоти до безперервною і мала довжину, що збігається з товщини щонайменше 3:1 і орієнтована суттєво пластмасовою стрічкою. перпендикулярно до базової частини, Бажано, щоб зміцнююча стрічка була причому після навивки на спіральну трубу виготовлена з металу, бажано, сталі. зміцнююча стрічка надає трубі міцності проти Бажано, щоб композитна стрічка додатково радіальних руйнуючих навантажень. включала поздовжньо простягнуту тонку пластину, Бажано, щоб відношення висоти до товщини яка з'єднана з базовою частиною і має вищі становило щонайменше 4:1. модуль Юнга і міцність, ніж пластмасова стрічка, Бажано, щоб реберна частина визначала Згідно з четвертим аспектом винахід включає поздовжньо орієнтовану щілину, у якій з боків спосіб виготовлення пластмасової зміцненої стінками цієї щілини утримується зміцнююча металом труби спіральною навивкою, який стрічка. Бажано, щоб реберна частина включала пару включає: - екструзію пластмасового профілю, який має паралельних стінок, що простягаються уздовж базову частину і поздовжньо простягнуту реберну базової частини і орієнтовані суттєво частину, що виступає з базової частини; перпендикулярно до базової частини. - введення подовженої зміцнюючої стрічки з Бажано, щоб зміцнююча стрічка була прямою кромкою у реберну частину, причому безперервною і мала довжину, що збігається з металева стрічка має відношення висоти до пластмасовою стрічкою. товщини щонайменше 3:1 і орієнтована суттєво Бажано, щоб зміцнююча стрічка була повністю перпендикулярно до плоского боку базової ізольованою для запобігання дії довкілля. частини, створюючи цим пряму композитну Бажано, щоб пластмасова стрічка мала ряд стрічку; - спіральне навивання цієї композитної стрічки поздовжньо простягнутих щілин, що утворюють і реберні частини, розташовані з інтервалом - взаємне зчіплювання суміжних кромок поперек ширини стрічки, причому кожна реберна суміжних витків стрічки для формування частина підтримує повздовжню зміцнюючу стрічку. спіральної труби. Зміцнююча стрічка може включати різні Бажано, щоб у процесі екструзії реберної матеріали, однак, бажаним матеріалом є метал, частини утворювалась поздовжньо простягнута зокрема сталь. щілина для прийому і утримання зміцненої стрічки. Згідно з другим аспектом винаходу, Бажано, щоб при екстругуванні реберної композитна стрічка, яку можна навивати для частини утворювалась пара паралельних стінок, утворення спіральної труби, включає: що простягаються уздовж базової частини і - подовжену пластмасову стрічку, яка має орієнтовані суттєво перпендикулярно до плоского базову частину і поздовжньо простягнуту реберну боку. Бажано, щоб спосіб додатково включав частину, що виступає з базової частини; операцію герметизації зміцненої стрічки. - подовжену плоску поздовжньо простягнуту Бажано операції екструзії і введення зміцнюючу стрічку, яка підтримується реберною виконувати разом у траверсній екструзійній частиною, має відношення висоти до товщини матриці. Згідно з п'ятим аспектом, винахід включає щонайменше 3:1 і орієнтована суттєво спосіб виготовлення пластмасової зміцненої перпендикулярно до базової частини; і металом труби спіральною навивкою, який - поздовжньо простягнуту тонку пластину, яка включає: - екструзію пластмасового профілю, який має з'єднана з базовою частиною і має вищі модуль базову частину і поздовжньо простягнуту реберну Юнга і міцність, ніж пластмасова стрічка, частину, що виступає з базової частини; причому після навивки на спіральну трубу - введення у реберну частину подовженої зміцнююча стрічка надає трубі міцності проти металевої зміцнюючої стрічки, яка має відношення радіальних руйнуючих навантажень, а тонка висоти до товщини щонайменше 3:1 і орієнтована пластина поліпшує значення номінального тиску суттєво перпендикулярно до плоского боку базової труби. Бажано, щоб відношення висоти до товщини частини, створюючи цим композитну стрічку; становило щонайменше 4:1. - закріплення на плоскому боці базової Згідно з третім аспектом винаходу, винахід частини тонкої пластини, у якої модуль Юнга і включає композитну трубу, виготовлену міцність є вищими, ніж у пластмасової стрічки; і спіральною навивкою з композитної стрічки, яка - спіральне навивання цієї композитної стрічки включає: - подовжену пластмасову стрічку, яка має і базову частину, що утворює внутрішність навитої - взаємне зчеплення суміжних кромок труби, і поздовжньо простягнуту реберну частину, суміжних витків стрічки для формування що виступає з базової частини, і спіральної труби. подовжену поздовжньо простягнуту Бажано, щоб спосіб додатково включав між зміцнюючу металеву стрічку, яка підтримується операціями закріплення і навивання: реберною частиною, має відношення висоти до - спрямовування прямої композитної стрічку на товщини щонайменше 3:1 і орієнтована суттєво котушку, яка має маточину, що обертається перпендикулярно до плоского боку базової навколо суттєво горизонтальної осі, а базова частини, причому орієнтація зміцнюючої стрічки частина стрічки дивиться на нижній бік маточини; відносно базової частини залишається суттєво 9 82320 10 - приведення котушки таким чином, щоб вона Пластмасова закраїна 40 перекриває проміжок тягнула до себе пряму композитну стрічку з між верхніми кінцями стінок 22, 24 ребра і цим намотуванням цієї стрічки на маточину котушки герметично повністю закриває зміцнюючу стрічку знизу; - перенесення котушки до місця і 30 для захисту стрічки 30 від довкілля і - змотування стрічки з котушки. відвернення корозії. Декілька бажаних втілень винаходу У першому втіленні винаходу поперек стрічки ілюструються кресленнями, в яких: розташований ряд з трьох поздовжньо Фіг.1 - поперечний перетин композитної простягнутих реберних частин 20. Кожна реберна стрічки згідно з першим втіленням винаходу, частина20 підтримує відповідну подовжену Фіг.2 - збільшений вигляд стрічки Фіг.1, металеву зміцнюючу стрічку 30. У інших втіленнях Фіг.3 - аксонометричний вигляд композитної може бути використана інша кількість зміцнюючих стрічки Фіг.1, стрічок. Ребра 20, що підтримують подовжені Фіг.4 - аксонометричний вигляд композитної металеві зміцнюючі стрічки 30, можуть бути труби, виготовленої навиванням з профілю, небезперервними і можуть мати будь-яку форму показаного на Фіг. 1, 3, за умови, що вони утримують ці вертикально Фіг.5 - частковий перетин труби Фіг.4 з орієнтовані зміцнюючі стрічки 30. зміцнюючим елементом, Фіг.4 ілюструє композитну трубу, виготовлену Фіг.6 - зміцнюючий елемент при введенні у спіральною навивкою композитної стрічки, профіль, показаної на Фіг.1-3. На Фіг.1 у перетині показане Фіг.7 - поперечний перетин композитної з'єднання між суміжними кромками 18, 16 суміжних стрічки згідно з другим втіленням винаходу, витків стрічки. Фіг.8 - поперечний перетин суміжних витків Порівняння Фіг. 1 і 4 показує, що орієнтація композитної стрічки згідно з третім втіленням зміцнюючих стрічок 30 відносно плоского боку 14 винаходу, базової частини 12 залишається суттєво Фіг.9 - поперечний перетин композитної незмінною після навивки стрічки при формуванні стрічки згідно з четвертим втіленням винаходу, труби. Реберні частини 20 забезпечують підтримку Фіг.10 - поперечний перетин композитної для зміцнюючих стрічок 30, зокрема, під час стрічки згідно з п'ятим втіленням винаходу, навивання стрічки 10. Під час навивання стрічки 10 Фіг.11 - поперечний перетин композитної при формуванні спіральної труби зміцнюючі стрічки згідно з шостим втіленням винаходу, стрічки 30 згинаються відносно осі, суттєво Фіг.12 - поперечний перетин композитної поперечної до стрічки 10. Це викликає пластичну стрічки згідно з сьомим втіленням винаходу, деформацію зміцнюючих стрічок 30. Реберні Фіг.13 - поперечний перетин композитної частини 20 запобігають нахиленню зміцнюючих стрічки згідно з восьмим втіленням винаходу, стрічок 30 вбік у напрямку основи пластмасової Фіг.14 - аксонометричний вигляд привідного стрічки 12. На Фіг.5 показана аркоподібна частина вузла котушки, призначеної для використання у зміцнюючого елемента 30 після його згинання при втіленнях винаходу. навиванні труби Фіг.4. Показані невеликі ділянки Фіг. 1, 2 ілюструють подовжену композитну 32 жолобування. стрічку 10, придатну для формування спіральної Важливо, щоб ділянки жолобування були труби навиванням. Композитна стрічка 10 включає відсутніми або малими. Надмірне жолобування подовжену пластмасову стрічку 11 і подовжену знижує стійкість труби до радіальних руйнуючих металеву зміцнюючу стрічку 30. Пластмасою у навантажень. цьому втіленні винаходу є поліетилен, хоча Важливо, щоб маса профілю була можуть бути використані і інші придатні пластмаси. мінімальною при дотриманні функціональних Пластмасова стрічка 11 має базову частину 12 критеріїв для зниження витрат на матеріали. з суттєво плоским боком 14. З базової частини 12 Розміри і форми пластмасової стрічки 12 і виступають угору поздовжньо простягнуті реберні подовженої металевої зміцнюючої стрічки 30 частини 20. У цьому втіленні кожна реберна можна варіювати згідно з діаметром труби, що має частина включає пару паралельних стінок 22, 24, бути навита. Наведена нижче таблиця дає набір які простягнуті уздовж базової частини 12 і конфігурацій, придатних для труб з внутрішнім утворюють поздовжньо простягнуту щілину 23. діаметром від 300 до 600мм. Розміри і форма щілини 23 дозволяють щільно прийняти зміцнююче стрічку30 (Фіг.2). Внутрішній діаметр, мм 1 150 300 375 450 525 600 675 Товщина сталі, мм 2 0,6 0,6 0,6 0,6 0,6 0,8 1,0 Висота сталі, мм 3 4 12 12 14 16 16 16 Відношення висота/товщина 4 6,7:1 20:1 20:1 23:1 27:1 20:1 16:1 Кількість стрічок сталі 5 3 3 3 3 3 3 3 Марка сталі 6 САЗ SNG САЗ SNG САЗ SNG САЗ SNG САЗ SNG САЗ SNG САЗ SNG 11 82320 12 Продовження таблиці 1 750 825 900 1050 1200 2 1,2 1,6 1,6 1 1,2 3 16 16 16 19 19 4 13:1 10:1 10:1 19:1 16:1 5 3 3 3 3 3 6 САЗ SNG САЗ SNG САЗ SNG САЗ SNG САЗ SNG САЗ SNG - м'яка холоднокатана сталь без покриття. Висота, товщина і кількість сталевих зміцнюючих стрічок є змінними, що впливають на жорсткість навитої труби. Для труб більшого діаметра внесок пластмаси у жорсткість труби є відносно малим (
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite strip windable to form helical pipe (embodiments), pipe produced by spiral winding of composite strip (embodiments) and method for producing spiral windable plastic pipe with metal reinforcement (embodiments)
Автори англійськоюBateman Ian Roger, Uysal Gulcai
Назва патенту російськоюКомпозиционная лента для навивки спиральной трубы (варианты), труба, изготовленная спиральной навивкой композиционной ленты (варианты) и способ изготовления спирально навитой пластиковой трубы с металлической арматурой (варианты)
Автори російськоюБейтмен Аян Роджер, Уйсал Гульчай
МПК / Мітки
МПК: B29C 63/26, F16L 9/00, B29C 53/00
Мітки: металевою, композиційна, трубі, стрічка, виготовлення, варіанти, стрічки, навитої, спіральним, композиційної, пластикової, спосіб, навивання, виготовлена, навиванням, спірально, труба
Код посилання
<a href="https://ua.patents.su/10-82320-kompozicijjna-strichka-dlya-navivannya-spiralno-trubi-varianti-truba-vigotovlena-spiralnim-navivannyam-kompozicijjno-strichki-varianti-ta-sposib-vigotovlennya-spiralno-navito-plast.html" target="_blank" rel="follow" title="База патентів України">Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою</a>
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: МАРТЕН Філіпп, ПАРАДІС Філіпп
МПК: C21D 9/52, C21D 8/02, B22D 11/06, B22D 11/22
Мітки: спосіб, виготовлення, нержавіючої, сталі, тонка, виготовлена, стрічки, сталева, тонкої, цим, феритної, стрічка, способом
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Спосіб зварювання при виготовленні спірально навитої труби та зварювальна головка для здійснення цього способу
Номер патенту: 41314
Опубліковано: 17.09.2001
Автор: Бломквіст Гуннар
МПК: B29C 65/40, B29C 53/00, B29C 65/10
Мітки: головка, цього, спосіб, здійснення, трубі, способу, спірально, навитої, зварювальна, зварювання, виготовленні
Формула / Реферат:
1.Способ сварки при изготовлении спирально навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, отличающийся тем, что сварку...
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням
Номер патенту: 14677
Опубліковано: 15.05.2006
Автор: Петимко Олег Павлович
МПК: B29C 65/00
Мітки: спосіб, труб, діаметра, багатошарових, великого, навиванням, спіральним, виготовлення, поліетиленових
Формула / Реферат:
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням, при якому основу стінки труби формують з попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, який подають до спеціальних валків, що формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, зварювання виконують з зовнішньої і внутрішньої поверхні труби, який...
Спосіб і пристрій для навивання спіральнонавивної труби (варіанти)
Номер патенту: 72222
Опубліковано: 15.02.2005
Автор: Мензел Стенлі Вілліам Отто
МПК: B29C 63/00, B21C 37/06
Мітки: трубі, навивання, спосіб, пристрій, спіральнонавивної, варіанти
Формула / Реферат:
1. Спосіб навивання спіральнонавивної труби з стрічки, яка має з'єднуючі елементи, розташовані поперек стрічки через інтервал і пристосовані зчіплюватись один з одним, коли стрічку навивають по спіралі і суміжні частини кромки взаємно перекриваються, який включає операції:подачу стрічки у, по суті, напрямку осі труби, що підлягає навиванню,проведення стрічки між щонайменше двома спрямовуючими роликами, розташованими усередині...
Спосіб виробництва спірально-шовних труб з замковим сполученням шва (варіанти), пристрій для його здійснення (варіанти) та спірально-шовна труба з замковим сполученням шва (варіанти)
Номер патенту: 42059
Опубліковано: 15.10.2001
Автор: Леннартссон Кеннет
МПК: B21C 37/06
Мітки: пристрій, спірально-шовних, сполученням, здійснення, виробництва, спосіб, спірально-шовна, труб, труба, варіанти, шва, замковим
Формула / Реферат:
1. Спосіб виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, що включає подання смуги у формуючу головку, в якій смузі надають спіральну форму та забезпечують зчеплення між собою крайніх частин, скріплення зчеплених крайніх частин смуги з утворенням спірального шва з замковим сполученням і відведення спірально-шовної труби з формуючої головки, який відрізняється тим, що для...
Попередній патент: Теплоізолююча суміш
Наступний патент: Пристрій для автоматичного встановлення та демонтажу інструментів на роботі
Випадковий патент: Джерело живлення для дугового зварювання змінним струмом