Спосіб зварювання при виготовленні спірально навитої труби та зварювальна головка для здійснення цього способу

Формула / Реферат
1.Способ сварки при изготовлении спирально навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, отличающийся тем, что сварку осуществляют сварочной головкой соединенной с экструдером и оснащенной сварочным килем, который извне вставляют между двумя свариваемыми поверхностями профиля, при этом нагрев свариваемых поверхностей осуществляют горячим воздухом, подаваемым через две пары воздушных отверстий, расположенных на стороне сварочного киля, которая обращена навстречу направлению вращения пустотелого профиля рядом с участками стенок профиля, на которых формируются сварные швы, а, нос киля, расположенный между двумя парами воздушных отверстий, выполнен с возможностью направления потоков горячего воздуха и предотвращения нагрева средних участков поверхностей профиля, причем после разогрева свариваемых поверхностей нагретые участки вдоль каждой кромки поверхности профиля двумя полосами экструдируют сварочную массу через две пары отверстий, расположенных в задней части сварочного киля по существу на одном уровне с двумя парами воздушных отверстий, а сжатие друг с другом участков пустотелого профиля с нанесенной сварочной массой осуществляют посредством, по меньшей мере, одного прижимного ролика, ось которого проходит радиально относительно сварочного барабана, при этом давление сварки поддерживают на заданном уровне путем регулирования трения между пустотелым профилем и сварочным барабаном.
2.Способ по п.1, отличающийся тем, что две пары воздушных отверстий сварочного киля соединяют с отдельными, индивидуально регулируемыми системами подачи воздуха, снабженными собственными нагревательными элементами для регулирования температуры и расхода воздуха.
3.Способ по п.2, отличающийся тем, что количество сварочной массы регулируют посредством экструдера, а балансировку потоков сварочной массы между двумя парами отверстий для сварочной массы осуществляют посредством, по меньшей мере, одного регулировочного винта, установленного в сварочной головке.
4.Способ по п.3, отличающийся тем, что ширину полос сварочной массы задают камерами, выполненными вокруг каждого отверстия для сварочной массы в сварочном киле.
5.Способ по п.4, отличающийся тем, что трение между сварочным барабаном и пустотелым профилем регулируют, охлаждая сварочный барабан.
6.Способ по п.4, отличающийся тем, что трение между сварочным барабаном и пустотелым профилем регулируют, изменяя диаметр сварочного барабана.
7.Сварочная головка для сварки термопластичных пустотелых профилей при изготовлении спирально-навитой трубы по существу прямоугольного сечения, содержащая вертикальный киль, выполненный с возможностью размещения его между двумя свариваемыми поверхностями профиля, при этом сварочная головка соединена с экструдером и выполнена с воздушными отверстиями для подачи горячего воздуха на свариваемые поверхности и с отверстиями для нанесения сварочной массы на формируемый сварной шов, отличающаяся тем, что сварочный киль имеет три основные зоны, включающие верхнюю сварочную зону, на передней кромке которой расположена пара наклоненных вперед воздушных отверстий для подачи горячего воздуха на каждую из свариваемых поверхностей, а на задней кромке - пара направленных в обе стороны отверстий для нанесения сварочной массы, на поверхности профиля, разогретые потоками горячего воздуха, центральную экранирующую зону с направленным вперед носом киля и нижнюю сварочную зону, на которой расположена пара воздушных отверстий для подачи горячего воздуха и пара отверстий для сварочной массы для формирования внутреннего сварного шва.
8.Головка по п. 7, отличающаяся тем, что она имеет плугообразный скошенный передний участок, в котором расположены две пары воздушных отверстий для горячего воздуха нижней и верхней зон киля, причем вокруг каждого отверстия для сварочной массы выполнены камеры для задания ширины наносимых полос сварочной массы.
9. Головка по п.8, отличающаяся тем, что две пары воздушных отверстий для горячего воздуха соединены с раздельными, индивидуально регулируемыми системами подачи воздуха имеющими собственные нагревательные элементы для регулирования температуры и расхода воздуха.
10.Головка по п.9, отличающаяся тем, что она снабжена, по меньшей мере, одним регулировочным винтом для балансировки потоков сварочной массы между обеими парами отверстий для сварочной массы в сварочных зонах.
Текст
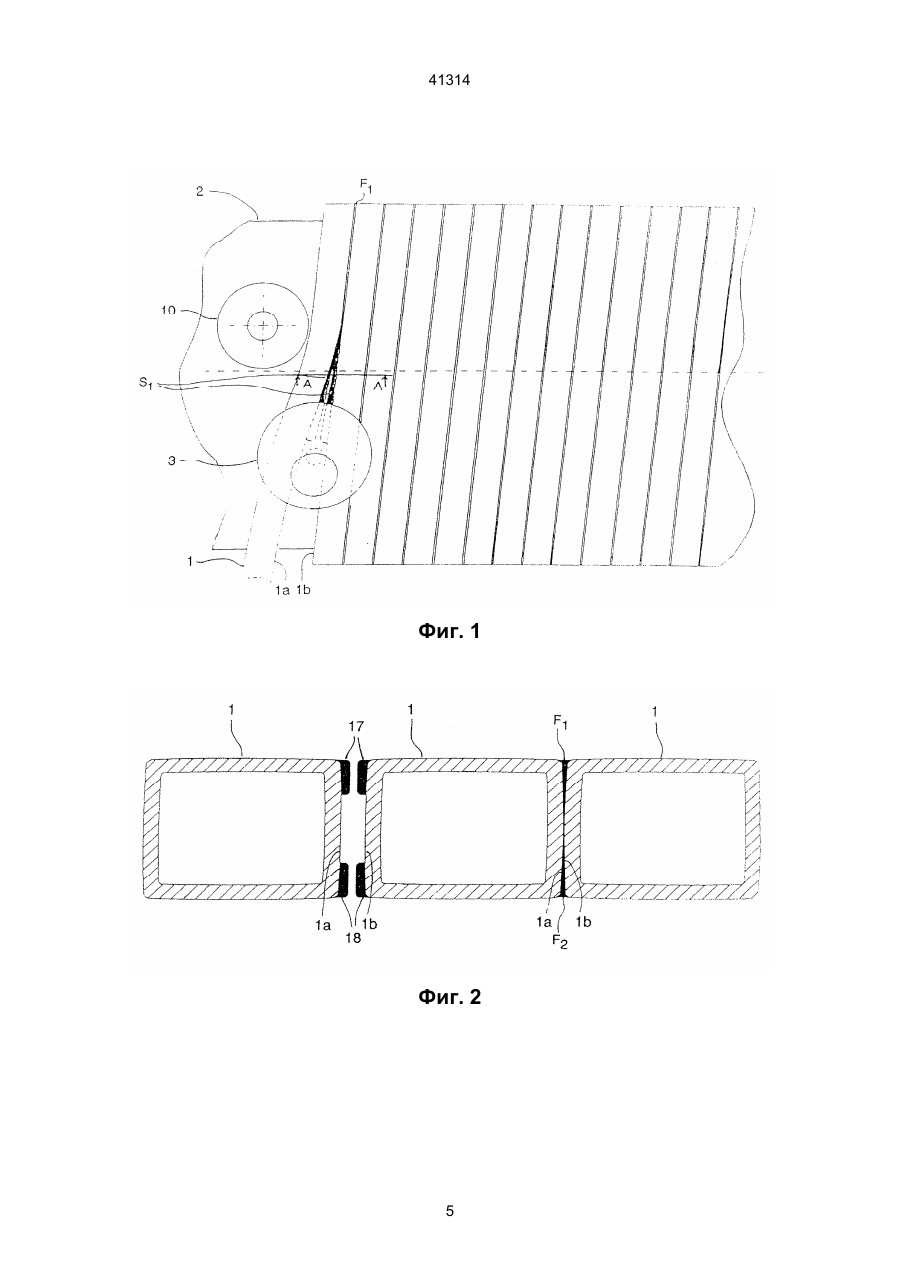
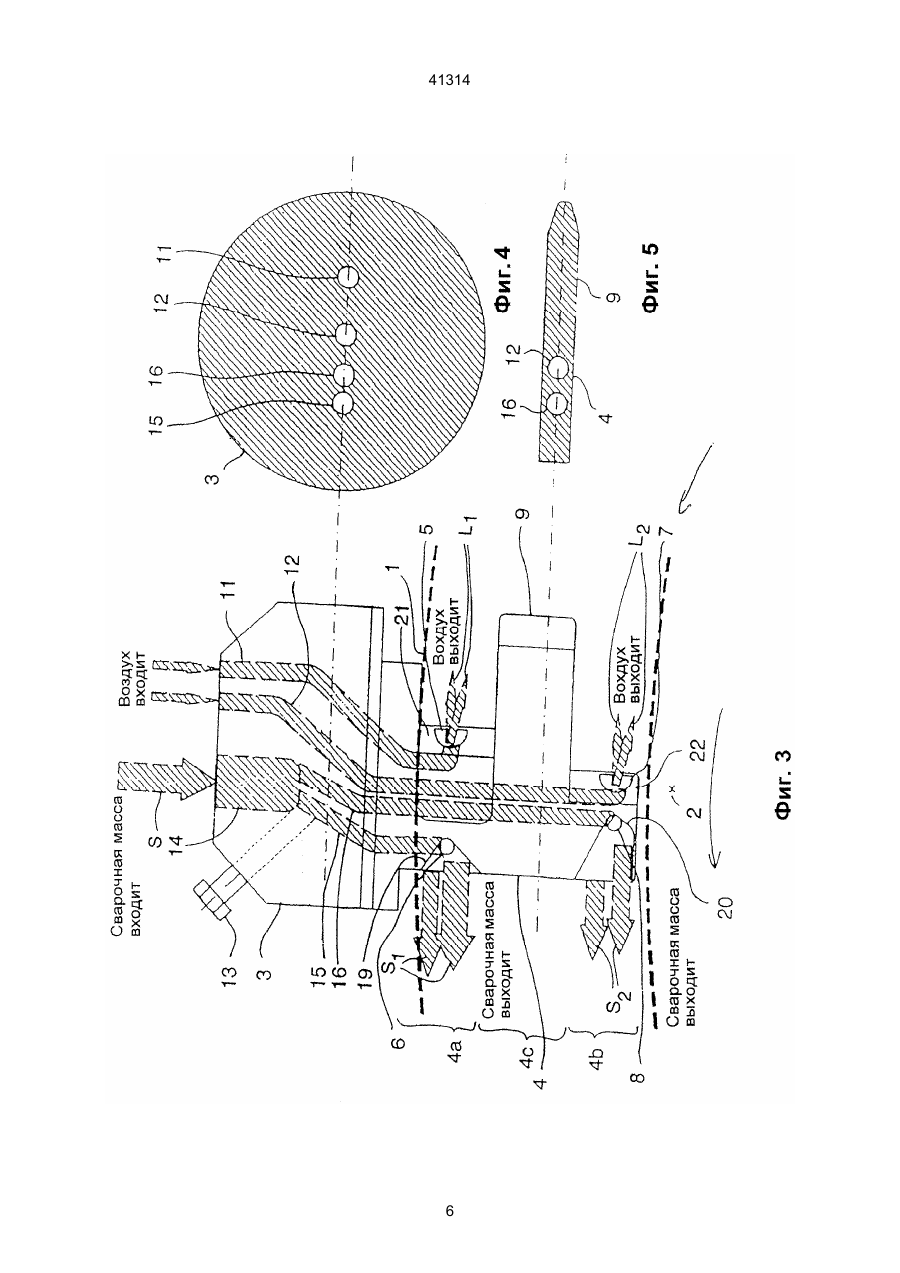
1. Способ сварки при изготовлении спирально навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, отличающийся тем, что сварку осуществляют сварочной головкой, соединенной с экструдером и оснащенной сварочным килем, который извне вставляют между двумя свариваемыми поверхностями профиля, при этом нагрев свариваемых поверхностей осуществляют горячим воздухом, подаваемым через две пары воздушных отверстий, расположенных на стороне сварочного киля, которая обращена навстречу направлению вращения пустотелого профиля рядом с участками стенок профиля, на которых формируются сварные швы, а нос киля, расположенный между двумя парами воздушных отверстий, выполнен с возможностью направления потоков горячего воздуха и предотвращения нагрева средних участков поверхностей профиля, причем, после разогрева свариваемых поверхностей нагретые участки вдоль каждой кромки поверхности профиля двумя полосами экструдируют сварочную массу через две пары отверстий, расположенных в задней части сварочного киля по существу на одном уровне с двумя парами воздушных отверстий, а сжатие друг с другом участков пустотелого профиля с нанесенной сварочной массой осуществляют посредством, по меньшей мере, одного прижимного ролика, ось которого проходит радиально относительно сварочного барабана, при этом давление сварки поддерживают на заданном уровне путем C2 (54) СПОСІБ ЗВАРЮВАННЯ ПРИ ВИГОТОВЛЕННІ СПІРАЛЬНО НАВИТОЇ ТРУБИ ТА ЗВАРЮВАЛЬНА ГОЛОВКА ДЛЯ ЗДІЙСНЕННЯ ЦЬОГО СПОСОБУ 41314 дачи горячего воздуха и пара отверстий для сварочной массы для формирования внутреннего сварного шва. 8. Головка по п. 7, отличающаяся тем, что она имеет плугообразный скошенный передний участок, в котором расположены две пары воздушных отверстий для горячего воздуха нижней и верхней зон киля, причем вокруг каждого отверстия для сварочной массы выполнены камеры для задания ширины наносимых полос сварочной массы. 9. Головка по п. 8, отличающаяся тем, что две пары воздушных отверстий для горячего воздуха соединены с раздельными, индивидуально регулируемыми системами подачи воздуха имеющими собственные нагревательные элементы для регулирования температуры и расхода воздуха. 10. Головка по п. 9, отличающаяся тем, что она снабжена, по меньшей мере, одним регулировочным винтом для балансировки потоков сварочной массы между обеими парами отверстий для сварочной массы в сварочных зонах. Настоящее изобретение относится к способу сварки при изготовлении спирально-навитой трубы из термопластичного профиля в основном прямоугольного сечения и сварочной головке для осуществления этого способа. Известен способ сварки при изготовлении спирально-навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля (ЕР, заявка, 0418760, кл. В22С47/90, 1991). Известна сварочная головка, содержащая вертикальный киль, выполненный с возможностью размещения его между двумя свариваемыми поверхностями профиля, при этом сварочная головка соединена с экструдером и выполнена с воздушными отверстиями для подачи горячего воздуха на свариваемые поверхности и с отверстиями для нанесения сварочной массы на формируемый сварной шов (ЕР, заявка, 0060462, кл. В29С27/02, 1982). Однако известный способ требует двух экструдеров, при этом операцию сварки относительно трудно контролировать, в частности из-за того, что нагрев осуществляется с помощью воздухонагревателя с нагнетателем, который не был встроен в сварочный киль, а требовал отдельной регулировки, в результате чего возникали неравномерности нагрева. Кроме того, имеет место неравномерное сварочное давление. Такой способ сварки не отвечал требованиям к хорошему шву при сварке полиэтилена, что особенно важно для внешнего вида шва. Задачей настоящего изобретения является создание двойного сварного шва, удовлетворяющего всем требованиям к его качеству, а также являющегося простым и надежным в изготовлении. Поставленная задача решается настоящим изобретением тем, что в способе сварки при изготовлении спирально-навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, согласно изобретению, сварку осуществляют сварочной головкой, соединенной с экструдером и оснащенной сварочным килем, который извне вставляют между двумя свариваемыми поверхностями профиля, при этом нагрев свариваемых поверхностей осуществляют горячим воздухом, подаваемым через две пары воздушных отверстий, расположенных на стороне сварочного киля, обращенной навстречу направлению вращения пустотелого профиля рядом с участками стенок профиля, на которых формируются сварные швы, а нос сварочного киля, расположенный между двумя парами воздушных отверстий, направляет потоки горячего воздуха в зону сварки, предотвращая нагрев средних участков поверхностей профиля, причем после разогрева свариваемых поверхностей на нагретые участки вдоль каждой кромки поверхности профиля двумя полосами экструдируют сварочную массу через две пары отверстий, расположенных в задней части сварочного киля по существу на одном уровне с двумя парами воздушных отверстий, а сжатие друг с другом участков пустотелого профиля с нанесенной сварочной массой осуществляют посредством, по меньшей мере, одного прижимного ролика, ось которого проходит радиально относительно сварочного барабана, при этом давление сварки поддерживают на заданном уровне путем регулирования трения между пустотелым профилем и сварочным барабаном. Кроме того, две пары воздушных отверстий сварочного киля соединяют с отдельными, индивидуально регулируемыми системами подачи воздуха, снабженными собственными нагревательными элементами для регулирования температуры и расхода воздуха. Количество сварочной массы регулируют посредством экструдера, а балансировку потоков сварочной массы между двумя парами отверстий для сварочной массы осуществляют посредством, по меньшей мере, одного регулировочного винта, установленного в сварочной головке. Ширину полос сварочной массы задают камерами, выполненными вокруг каждого отверстия для сварочной массы в сварочном киле. Трение между сварочным барабаном и пустотелым профилем регулируют, охлаждая сварочный барабан. Трение между сварочным барабаном и пустотелым профилем регулируют, изменяя диаметр сварочного барабана. 2 41314 В сварочной головке для сварки термопластичных пустотелых профилей при изготовлении спирально-навитой трубы по существу прямоугольного сечения, содержащей вертикальный киль, выполненный с возможностью размещения его между двумя свариваемыми поверхностями профиля, при этом сварочная головка соединена с экструдером и выполнена с воздушными отверстиями для подачи горячего воздуха на свариваемые поверхности и с отверстиями для нанесения сварочной массы на формуемый сварной шов, согласно изобретению, сварочный киль имеет три основные зоны, включающие верхнюю сварочную зону, на передней кромке которой расположена пара наклоненных вперед воздушных отверстий для подачи горячего воздуха на каждую из свариваемых поверхностей, а на задней кромке - пара направленных в обе стороны отверстий для нанесения сварочной массы на поверхности профиля, разогретые потоками горячего воздуха, центральную экранирующую зону с направленным вперед носом киля и нижнюю сварочную зону, на которой расположена пара воздушных отверстий для подачи горячего воздуха и пара отверстий для сварочной массы для формирования внутреннего сварного шва. Кроме того, головка имеет плугообразный скошенный передний участок, в котором расположены две пары воздушных отверстий для горячего воздуха нижней и верхней зон сварочного киля, причем вокруг каждого отверстия для сварочной массы выполнены камеры для задания ширины наносимых полос сварочной массы. Две пары воздушных отверстий для горячего воздуха соединены с раздельными, индивидуально регулируемыми системами подачи воздуха, имеющими собственные нагревательные элементы для регулирования температуры и расхода воздуха. Головка снабжена, по меньшей мере, одним регулировочным винтом для балансировки потоков сварочной массы между обеими парами отвер стий для сварочной массы в сварочных зонах. Описываемые способ и сварочная головка создают двойной сварной шов, при этом сварка осуществляется за одну операцию с единственным экструдером и она легко повторяется. Сущность изобретения поясняется чертежами, где: - на фиг. 1 изображена принципиальная схема изготовления спирально-навитой трубы; - на фиг. 2 - увеличенное сечение стенки трубы по линии А-А на фиг. 1; - на фиг. 3 - принципиальная схема сварочной головки по настоящему изобретению во время операции сварки с частичным сечением и поперечное сечение сварочной головки и носа киля; - на фиг. 4 - поперечное сечение сварочной головки; - на фиг. 5 – поперечное сечение носа киля. При изготовлении спирально-навитых труб из термопластичного пустотелого профиля 1 в основном прямоугольного сечения, пустотелый профиль 1 подают на вращающийся сварочный барабан 2. Сварочную головку 3 со сварочным килем 4 извне вставляют в зазор, образованный между пустотелым профилем 1, заходящим на свароч ный барабан 2, и пустотелым профилем 1, намотанными на сварочный барабан при первом полном обороте. Сварочная головка соединена с экструдером (не показан), который выполнен с возможностью подачи сварочной массы (S) в сварочную головку 3, а также с двумя источниками горячего воздуха (не показаны). Сварочный киль 4 имеет длину, которая в основном соответствует толщине стенки готовой трубы, и имеет три основных зоны. Ближе всего к сварочной головке 3 расположена верхняя сварочная зона 4а с парой прямых воздушных отверстий 5, наклоненных навстречу направлению вращения сварочного барабана 2, предназначенных для обдува горячим воздухом L1 верхних участков обеих свариваемых друг с другом поверхностей профиля 1а и 1b, и с парой отверстий 6 для сварочной массы на задней кромке сварочного киля 4, расположенных по существу на одном уровне с парой воздушных отверстий 5, и предназначенных для экструзии сварочной массы S1 и нанесения ее на участки стенок профиля 1a, 1b, разогретые потоками горячего воздуха L1. Эта сварочная масса S1 предназначена для формирования внешнего сварного шва F1. Нижний участок сварочного киля 4 имеет нижнюю сварочную зону, выполненную по существу так же, как и верхняя сварочная зона 4а, с парой воздушных отверстий 7 и парой отверстий 8 для сварочной массы и которая предназначена для формирования нижнего сварного шва F2. Между этими двумя сварочными зонами 4а и 4b сварочный киль имеет центральную экранирующую зону 4с с направленным вперед носом 9, который предназначен для направления воздушных потоков L1 и L2, вытекающих из двух пар воздушных отверстий 5 и 7 для предотвращения перегрева центральных участков двух стенок профиля 1а и 1b, которые сваривают друг с другом, предотвращая прямой контакт потоков горячего воздуха L1 и L2 с этими участками. При сильном перегреве среднего участка пустотелых профилей профиль становится слишком мягким и нестабильным. Для тонкостенных профилей 1 нос 9 киля одновременно служит опорой для стенок профиля. Противоположные участки пустотелого профиля 1, покрытые сварочной массой S1 и S2, сжимают друг с другом прижимным роликом 10, ось которого проходит радиально относительно барабана 2. Давление сварки, создаваемое роликом 10, поддерживают на заданном уровне путем регулирования трения между пустотелым профилем 1 и сварочным барабаном 2. Таким образом, согласно настоящему изобретению, спирально-навитую трубу с двойным дном изготавливают за одну операцию. Для достижения абсолютно правильной температуры в верхней и нижней сварочных зонах стенок 1а и 1b профиля, две пары воздушных отверстий 5 и 7 соединены с раздельными, индивидуально регулируемыми системами подачи воздуха, оснащенными своими собственными нагревательными элементами. Поток горячего воздуха L1 на верхнюю пару воздушных отверстий 5 поступает по первому каналу 11, а поток горячего воздуха L2 на нижнюю пару воздушных отверстий 7 поступает по второму каналу 12. Такая конструкция обеспечивает возможность индивидуального регулирования температуры подогреваемых участ 3 41314 внутренняя часть которой, предпочтительно, имеет такую форму, чтобы способствовать нужному направлению соответствующих истоков L1 и L2 горячего воздуха. С носом 9 киля соединен сварочный киль 4, имеющий в основном равномерную толщину, которая рядом с передним концом носа несколько уменьшается, как схематически показано на сечении по фиг. 3. Сама сварочная головка, как показано на той же фигуре, имеет по существу круглое сечение. На фиг. 2 показан левый зазор между пустотелыми профилями 1, в котором полосы 17, 18 сварочной массы нанесены на разогретые участки верхней и нижней кромок поверхностей 1а и 1b пустотелого профиля, которые должны быть сварены друг с другом, а в правом зазоре показан окончательно сформированный двойной сварной шов, после того, как давление сварки было установлено на таком уровне, что сварочная масса S1 и S2 верхней 17 и нижней 18 полос сварочной массы соединяются. Внешний сварной шов F1 предпочтительно зачищается тефлоновым башмаком (не показан), который расположен на внешней поверхности сваренных профилей 1 сразу после их сжатия прижимным роликом. При приложении давления сварки, трение между пустотелым профилем 1 и сварочным барабаном 2 может регулироваться, например, так, чтобы сварочный барабан 2 охлаждался, в результате чего участки пустотелого профиля 1, лежащие на сварочном барабане, сжимаются и создают повышенное трение. Наряду с тем фактом, что давление сварки регулируется посредством изменения трения между пустотелым профилем 1 и сварочным барабаном 2, согласно настоящему изобретению по сравнению с предыдущими способами сварки, используется более длинный сварочный барабан 2. Трение между сварочным барабаном 2 и пустотелым профилем 1 можно также регулировать чисто механически, используя сварочный барабан 2 с изменяющимся диаметром. На величину трения может также оказывать влияние изменение трения натяжения профиля 1, когда он наматывается на сварочный барабан 2. Преимуществом способа сварки по настоящему изобретению является то, что сварка выполняется за одну операцию с минимальным количеством оборудования и в полностью контролируемых условиях нанесения сварочной массы, регулирования давления сварки и разогрева свариваемых поверхностей профиля. ков 1а и 1b стенок пустотелого профиля путем регулирования температуры и расхода горячего воздуха в каналах 11 и 12. Температуру воздуха можно регулировать предпочтительно с помощью контроллеров температуры, установленных на входных патрубках каналов горячего воздуха, соединенных со сварочной головкой 3, а расход можно определять предпочтительно по показаниям расходомеров, которые могут быть установлены на выходных линиях систем подачи воздуха. Количество сварочной массы S, подаваемой в сварочную головку 3. регулируют экструдером, тогда как распределение потока сварочной массы между верхней парой отверстий 6 для сварочной массы и нижней парой отверстий 8 для сварочной массы регулируют посредством регулировочного винта 13, установленного в сварочной головке 3. Регулировочный винт 13 может, например, дросселировать поток сварочной массы S1 на верхнюю сварочную зону 4а около точки, где основной канал 14 для сварочной массы разделяется на два канала 15 и 16, один из которых (15) ведет к паре отверстий 6 для сварочной массы в верхней сварочной зоне 4а, а второй (16) - к паре отверстий 8 для сварочной массы в нижней сварочной зоне 4b. Эти два канала 15 и 16 имеют такие отводы на соответствующие пары отверстий 6, 8, чтобы получить насколько возможно идентичные потоки сварочной массы, наносимые на обе поверхности пустотелых профилей 1а и 1b. Альтернативно, вместо установки дросселирующего клапана только в более коротком канале для сварочной массы S1 такие клапаны можно установить в обоих каналах для сварочной массы S1 и S2. Ширина полос 17,18 сварочной массы, наносимых на разогретые участки стенок профиля 1а и 1b в первую очередь определяется шириной камер 19, 20, выполненных вокруг соответствующих отверстий 6, 8 для сварочной массы, но на ширину полос 17, 18 сварочной массы влияет и количество наносимой сварочной массы. Для поддержания, насколько это возможно, оптимального направления исходящих потоков L1 и L2 горячего воздуха обе пары воздушных отверстий 5 и 7 предпочтительно расположены на плугообразном скошенном переднем участке 21, 22 соответствующей сварочной зоны 4а и 4b соответственно. Такие пары воздушных отверстий 5, 7 можно получить, например, за счет разделения выходных отверстий соответствующих воздушных каналов для сварочной массы S1 и S2 на пару выходных отверстий вертикальной перегородкой, 4 41314 Фиг. 1 Фиг. 2 5 41314 6 41314 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method and welding head for manufacture of spirally wound pipe
Автори англійськоюBlomqvist Gunnar
Назва патенту російськоюСпособ сварки при изготовлении спирально навитой трубы и сварочная головка для осуществления этого способа
Автори російськоюБломквист Гуннар
МПК / Мітки
МПК: B29C 53/00, B29C 65/40, B29C 65/10
Мітки: спірально, головка, зварювальна, цього, зварювання, виготовленні, навитої, здійснення, трубі, спосіб, способу
Код посилання
<a href="https://ua.patents.su/7-41314-sposib-zvaryuvannya-pri-vigotovlenni-spiralno-navito-trubi-ta-zvaryuvalna-golovka-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання при виготовленні спірально навитої труби та зварювальна головка для здійснення цього способу</a>
Спосіб контактного зварювання пластинчастого тіла усередині трубчастого металевого стержня і установка для здійснення способу
Номер патенту: 5691
Опубліковано: 28.12.1994
Автори: Серджо Чеккеллеро, Даніелє Сальваторе
МПК: B23K 11/04
Мітки: усередині, способу, установка, зварювання, спосіб, металевого, стержня, здійснення, контактного, трубчастого, тіла, пластинчастого
Формула / Реферат:
1. Способ контактной сварки пластического тела внутри трубчатого металлического стержня многоугольного сечения, включающий сборку свариваемых деталей и нагрев электросопротивлением, отличающийся тем, что стержень и пластинчатое тело размещают на соответствующих опорах, пластинчатое тело выводят из опоры, соединяют с одним из электродов сварочной установки и вводят в стержень, при этом плоскость пластинчатого тела располагают на уровне оси...
Спосіб розпускання складених в стопи аркушів паперу і пристрій для здійснення цього способу
Номер патенту: 27313
Опубліковано: 15.09.2000
Автор: Вюссмюллер Філіпп
Мітки: здійснення, способу, спосіб, складених, пристрій, паперу, цього, стопи, розпускання, аркушів
Текст:
...стопы бумаги Благодаря тому, что в предложенном устройстве деформирующий цилиндр и распускающие ролики изгибают листы стопы, прижимая их к цилиндрической поверхности, по всей длине листа или стопы обеспечивается разделение листов. При этом, в результате того, что кромки листов, стопы при наложении их на цилиндрическую поверхность смещаются, перемещение роликов по наружному листу стопы, прижатой цилиндрической поверхности, за пределы...
Зварювальна головка
Номер патенту: 16862
Опубліковано: 29.08.1997
Автор: Євглевський Андрій Станіславович
Мітки: зварювальна, головка
Формула / Реферат:
Сварочная головка, содержащая наружное сопло, два неплавяшихся электрода, связанных с приводом поворота и изолированных один от д у- того, а также канал для направления плавящегося электрода, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну при наплавке изделий типа )ребро), она снабжена приводом вращения...
Зварювальна головка
Номер патенту: 11354
Опубліковано: 25.12.1996
Автори: Михайлов Олег Вікторович, Алісов Сергій Миколайович, Гринін Володимир Васильович, Сергацький Георгій Іванович, Блінов Валерій Іванович, Чаюн Андрій Григорович
МПК: B23K 9/16
Мітки: головка, зварювальна
Формула / Реферат:
1. Сварочная головка, включающая горелку, снабженную основным электродом и дополнительным электродом, изолированным от основного, с приводом их вращения вокруг оси горелки и датчиком положения, первый и второй источники питания, подключенные соответственно к основному и дополнительному электродам, а также запоминающее устройство и исполнительный механизм, отличающаяся тем, что, с целью повышения качества сварного соединения путем...
Спосіб отримання губчатого заліза та установка для здійснення цього способу
Номер патенту: 32602
Опубліковано: 15.02.2001
Автори: Розенфелльнер Геральд, ДІЛ Йорг
МПК: C21B 13/14, C21B 13/00
Мітки: спосіб, заліза, установка, способу, губчатого, отримання, цього, здійснення
Текст:
...Преимуществом является то, что восстановление или удаление СОг осуществляют способом адсорбции с переменным давлением Этот способ особенно выгоден, если доменный газ образуется с незначительным давлением, поскольку при низком давлении чрезмерно увеличивается потребление пара для химической очистки в скруббере При получении восстановительного газа из реформированного природного газа рекомендуется химическая очистка в скруббере для...
Попередній патент: Спосіб обробки аркушів із відбитками бланків цінних паперів /варіанти/
Випадковий патент: Горілка "еталон класик"