Сендвіч-елемент
Формула / Реферат
1. Подовжній сендвіч-елемент (1), що містить сердечник (10) із скріплених зв'язувальною речовиною мінераловатних ламелей (2), сполучених бічними сторонами і витягнутих в подовжньому напрямі сендвіч-елемента (1), причому
сердечник (10) має дві фронтальні поверхні (3), по суті паралельні одна одній, дві торцеві поверхні (4), по суті перпендикулярні фронтальним поверхням (3) і паралельні одна одній, і дві бічні поверхні (5), що сполучають фронтальні поверхні (3) і торцеві поверхні (4), де волокна мінеральної вати переважно перпендикулярні фронтальним поверхням (3), щонайменше один лист (7) прикріплений до щонайменше однієї з фронтальних поверхонь (3) сердечника (10), а кожна з бічних поверхонь (5) забезпечена однією або більше бічними ламелями (6) з мінеральної вати, скріпленими з крайніми ламелями (2) сердечника (10) зв'язувальною речовиною;
щонайменше одна з бічних поверхонь (5) в щонайменше одній бічній ламелі (6) сформована в профільовану секцію (8), виконану з можливістю сполучення з профільованою секцією (8) щонайменше однієї бічної ламелі (6) суміжного сендвіч-елемента (1), кожна бічна ламель (6) має змінну щільність, а профільована секція (8) утворена тією ділянкою (9) бічної ламелі (6), яка має більшу щільність, а ламелі (2) в сердечнику (10) мають по суті однорідну щільність.
2. Сендвіч-елемент за п. 1, який відрізняється тим, що кожна бічна ламель (6) містить щонайменше два шари вати з різною щільністю, де шар більшої щільності звернений у напрямі бічної поверхні (5).
3. Сендвіч-елемент за п. 2, який відрізняється тим, що щільність одного шару складає від 80 до 140 кг/м3, а щільність одного іншого шару складає від 160 до 250 кг/м3.
4. Сендвіч-елемент за п. 1, який відрізняється тим, що кожна бічна ламель (6) має щільність, що плавно змінюється від більшої до меншої щільності в напрямі від бічної поверхні (5) до сердечника.
5. Сендвіч-елемент за будь-яким з пп. 1-4, який відрізняється тим, що кількість ламелей становить від 4 до 8, переважно від 5 до 7.
6. Сендвіч-елемент за будь-яким з пп. 1-5, який відрізняється тим, що профільна частина профільованої секції (8) в кожній бічній ламелі (6) являє собою паз і/або шпунт.
7. Сендвіч-елемент за п. 6, який відрізняється тим, що щонайменше один лист (7), прикріплений до щонайменше однієї з фронтальних поверхонь (3) сердечника, частково закриває паз і/або шпунт.
8. Бічна ламель подовжнього сендвіч-елемента (1) за будь-яким з пп. 1-7, що має дві паралельні поверхні, що служать для утворення частини кожної з фронтальних поверхонь сендвіч-елемента (1), і одну поверхню, перпендикулярну вказаним паралельним поверхням, що служить для утворення частини бічної поверхні сендвіч-елемента (1), причому волокна мінеральної вати по суті перпендикулярні двом вказаним паралельним поверхням, а згадана ламель (6) має змінну щільність, що змінюється від більшої до меншої щільності у напрямі уздовж цих паралельних поверхонь.
9. Бічна ламель за п. 8, яка відрізняється тим, що має щонайменше два шари з різною щільністю вати і поверхню, що розмежовує шар ламелі, що має більшу щільність від її шару, що має меншу щільність.
10. Бічна ламель за п. 9, яка відрізняється тим, що щільність одного шару становить від 80 до 140 кг/м3, а щільність іншого шару становить від 160 до 250 кг/м3.
11. Бічна ламель за п. 8, яка відрізняється тим, що щільність її плавно змінюється від більшої до меншої щільності у напрямі уздовж двох вказаних паралельних поверхонь.
12. Спосіб виготовлення подовжнього сендвіч-елемента (1) за будь-яким з пп. 1-7, що включає наступні операції:
нарізування ламелей (2), що мають по суті однорідну щільність, з першої мінераловатної плити;
нарізування ламелей, що мають змінну щільність, з другої мінераловатної плити;
з'єднання ламелей (2) їх бічними сторонами в подовжньому напрямі сендвіч-елемента (1) за допомогою зв'язувальної речовини для утворення сердечника (10),
прикріплення ламелей змінної щільності до крайніх ламелей (2) сердечника (10) за допомогою зв'язувальної речовини з утворенням бічних ламелей (6) сендвіч-елемента (1),
формування профільованої секції (8) в щонайменше одній бічній ламелі (6) в тій частині (9) цієї бічної ламелі (6), яка має більшу щільність, причому згадану профільовану секцію (8) виконують з можливістю сполучення з профільованою секцією (8) бічної ламелі (6) суміжного сендвіч-елемента (1);
прикріплення щонайменше одного листа (7) до щонайменше однієї з фронтальних поверхонь (3) сердечника (10).
Текст
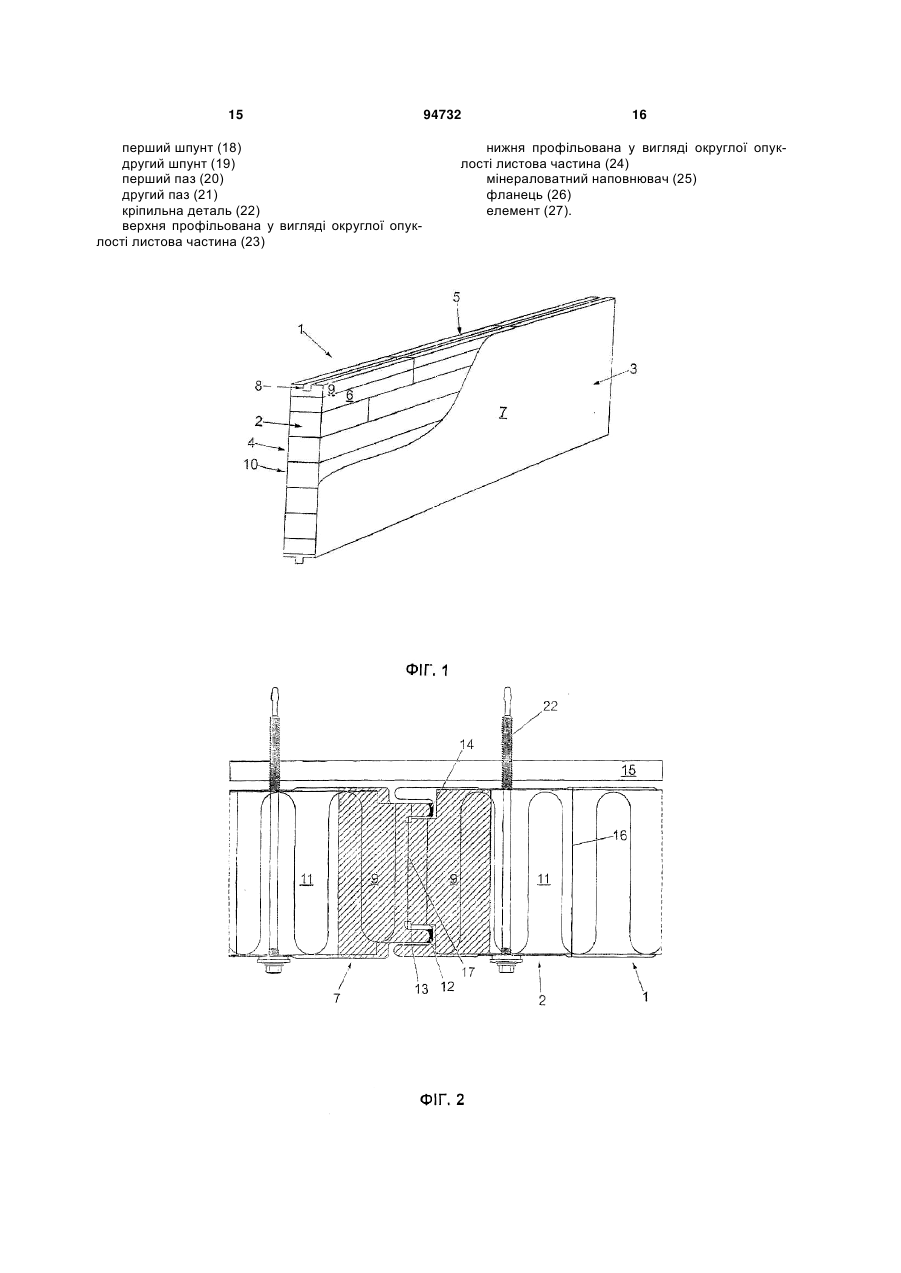
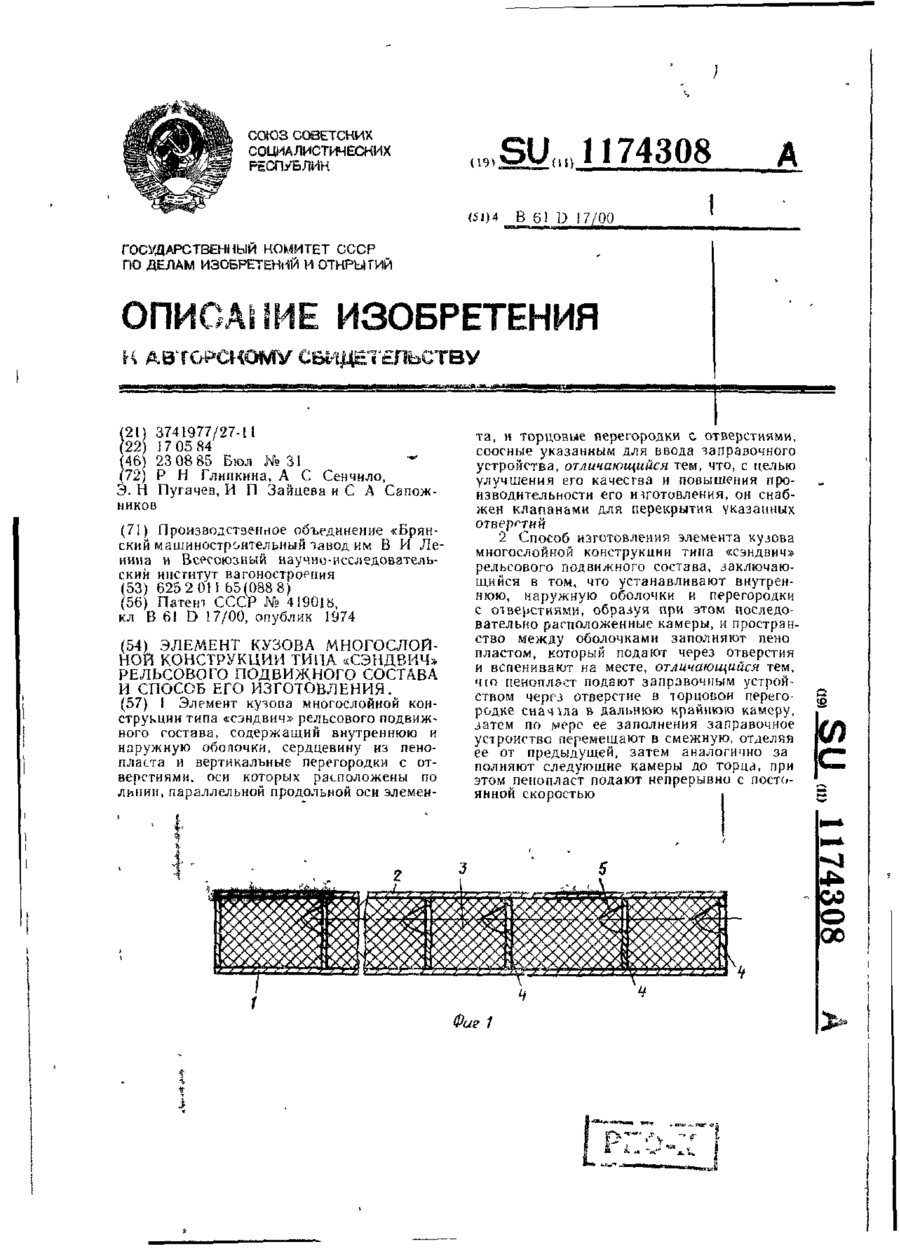
1. Подовжній сендвіч-елемент (1), що містить сердечник (10) із скріплених зв'язувальною речовиною мінераловатних ламелей (2), сполучених бічними сторонами і витягнутих в подовжньому напрямі сендвіч-елемента (1), причому сердечник (10) має дві фронтальні поверхні (3), по суті паралельні одна одній, дві торцеві поверхні (4), по суті перпендикулярні фронтальним поверхням (3) і паралельні одна одній, і дві бічні поверхні (5), що сполучають фронтальні поверхні (3) і торцеві поверхні (4), де волокна мінеральної вати переважно перпендикулярні фронтальним поверхням (3), щонайменше один лист (7) прикріплений до щонайменше однієї з фронтальних поверхонь (3) сердечника (10), а кожна з бічних поверхонь (5) забезпечена однією або більше бічними ламелями (6) з мінеральної вати, скріпленими з крайніми ламелями (2) сердечника (10) зв'язувальною речовиною; щонайменше одна з бічних поверхонь (5) в щонайменше одній бічній ламелі (6) сформована в профільовану секцію (8), виконану з можливістю сполучення з профільованою секцією (8) щонайменше однієї бічної ламелі (6) суміжного сендвічелемента (1), кожна бічна ламель (6) має змінну 2 (19) 1 3 94732 4 вати і поверхню, що розмежовує шар ламелі, що має більшу щільність від її шару, що має меншу щільність. 10. Бічна ламель за п. 9, яка відрізняється тим, що щільність одного шару становить від 80 до 140 кг/м3, а щільність іншого шару становить від 160 до 250 кг/м3. 11. Бічна ламель за п. 8, яка відрізняється тим, що щільність її плавно змінюється від більшої до меншої щільності у напрямі уздовж двох вказаних паралельних поверхонь. 12. Спосіб виготовлення подовжнього сендвічелемента (1) за будь-яким з пп. 1-7, що включає наступні операції: нарізування ламелей (2), що мають по суті однорідну щільність, з першої мінераловатної плити; нарізування ламелей, що мають змінну щільність, з другої мінераловатної плити; з'єднання ламелей (2) їх бічними сторонами в подовжньому напрямі сендвіч-елемента (1) за допомогою зв'язувальної речовини для утворення сердечника (10), прикріплення ламелей змінної щільності до крайніх ламелей (2) сердечника (10) за допомогою зв'язувальної речовини з утворенням бічних ламелей (6) сендвіч-елемента (1), формування профільованої секції (8) в щонайменше одній бічній ламелі (6) в тій частині (9) цієї бічної ламелі (6), яка має більшу щільність, причому згадану профільовану секцію (8) виконують з можливістю сполучення з профільованою секцією (8) бічної ламелі (6) суміжного сендвіч-елемента (1); прикріплення щонайменше одного листа (7) до щонайменше однієї з фронтальних поверхонь (3) сердечника (10). Передумови винаходу Даний винахід відноситься до сендвічелемента з сердечником з мінеральної вати і поверхневим листовим шаром, наприклад, з металу, на кожній стороні. Сендвіч-елемент містить розташовані поряд ламелі, в яких волокна, по суті, орієнтовані перпендикулярно поверхні листового шару, що також позначає головну поверхню. Сендвіч-елементи даного винаходу встановлюють в з'єднання один з одним уздовж однієї або більше бічних поверхонь сендвіч-елементів, а для полегшення подібного з'єднання в бічних поверхнях роблять вирізи, формуючи, наприклад, в бічних поверхнях елементів шпунтові конструкції. Сендвіч-елементи з мінеральної вати з переважною поперечною орієнтацією волокон щодо головних поверхонь елементів можна використовувати як ізолюючі елементи і як вогнезахисні елементи. Переважна орієнтація волокон має на увазі покращувану допустиму несучу здатність, і тому елементи також можна використовувати для зовнішньої ізоляції дахів та/або фасадів будівель, ізоляції поверхів і опори стін, оскільки елементи володіють достатньою жорсткістю або міцністю та/або ізолюючою здатністю. Такі елементи використовують для будівництва будинків, великих будівель, наприклад, промислових приміщень, виробничих споруд, спортивних споруд, оптових магазинів та магазинів в роздріб, виставкових залів, офісів, робочих приміщень, підприємств з надання послуг, ангарів, гаражів, майстерень, адміністративних будівель, підприємств комунального господарства, офшорних споруд, холодильних споруд, складських приміщень і контейнерів. Рівень техніки Документ ЕР0699256 розкриває сендвічелемент, мінераловатний сердечник, що містить, з листами, прикріпленими до кожної з головних сторін сердечника. Бічні поверхні елементів утворюють шпунтову конструкцію, сформовану з листів. Мінераловатний сердечник залишають відкритим щонайменше на частини бічних поверхонь, щоб гарантувати належну теплоізоляцію через з'єд нання на бічних поверхнях між двома встановленими елементами. Коли елементи встановлюють, використовуючи шпунтове з'єднання, незакриті краї мінераловатного сердечника залишаються такими, що спираються один на одного. Цей контакт між ватою в з'єднанні важливий для теплоізоляції і перешкоджає розповсюдженню вогню. Мінераловатний сердечник елемента є вогнестійким, проте в з'єднувальній конструкції можуть з'явитися тріщини, погіршуючі вогнетривкі властивості. Щоб секції сердечників елементів щільно з'єднувалися одна з одною необхідно строго дотримувати виконання виробничих допусків. Мінераловатний сердечник виконують таким, що стискається в зоні з'єднання. Згідно певному втіленню даного принципу, в зоні стиковки в з'єднанні забезпечують окрему ущільнюючу смугу з еластичнішої (м'якшої) мінеральної вати, ніж та, яку використовували в сердечнику елемента. Згідно іншому втіленню, стикувальний край сердечника елемента роздільний, щоб включити прорізи, що тягнуться всередину сердечника елемента і йдуть паралельно бічній поверхні елемента. Призначення таких прорізів знову-таки полягає в зниженні межі міцності при стисненні і доданні сердечнику елемента більшої пружності при стисненні на його стикувальних бічних поверхнях. Як відомо, виконання прорізів в бічних поверхнях, наприклад, шпунтових конструкцій в мінеральній ваті, які могли б задовольнити необхідним допускам, є проблемою, оскільки ріжучі інструменти в металевих частинах піддаються зносу. Застосування схильних до зносу ріжучих механізмів при виконанні прорізів в абразивній мінеральній ваті приводить до неточностей в конструкції частин шпунтового з'єднання на бічних поверхнях елементів і до появи тріщин і відхилень в бічних поверхнях. Це знову ж таки приводить до наростання теплових мостів, оскільки немає прямого контакту вати з ватою через шпунтове з'єднання при з'єднанні двох суміжних сендвіч-елементів один з одним. Тому, щоб забезпечити точне дотримання допусків на поверхню розрізу в мінеральній ваті, 5 ріжучі механізми вимагають частого обслуговування. Розкриття винаходу і виклад суті винаходу Метою даного винаходу є створення сендвічелемента з мінераловатним сердечником зі скріплених зв'язуючою речовиною мінераловатних ламелей і з розрізаючими бічними поверхнями, де поверхня розрізу забезпечує гладку та/або механічно міцну поверхню для з'єднання одного сендвічелемента з суміжним сендвіч-елементом. Дана мета досягається за допомогою подовжнього сендвіч-елемента, що містить сердечник зі скріпляючою зв'язуючою речовиною мінераловатних ламелей, зібраних в з'єднання бічними сторонами, витягнутих в подовжньому напрямі сендвічелемента, причому сердечник має дві головні поверхні, по суті паралельні одна одній, і дві торцеві поверхні, по суті перпендикулярні головним поверхням і паралельні одна одній, і дві бічні поверхні, що з'єднують головні поверхні і торцеві поверхні, де волокна мінеральної вати переважно перпендикулярні головним поверхням, щонайменше один лист прикріплений щонайменше одній з головних сторін сердечника і щонайменше одна з двох бічних поверхонь забезпечена однією або більше бічними ламелями, і - причому щонайменше одна з бічних поверхонь сформована як вирізана секція в одній або більше бічній ламелі(ях), причому згадана вирізана секція виконана з можливістю бути зв'язаною з вирізаною секцією однієї або більше іншої бічної ламелі суміжного сендвіч-елемента, і - причому кожна бічна ламель має змінну щільність, і вирізана секція знаходиться в області вищої щільності. Сендвіч-елемент часто називають сендвічпанеллю. Велике значення для отримання гладкої поверхні при вирізуванні в ламелі, наприклад, секції шпунтового з'єднання має застосування ламелей з областю високої щільності. Ламелі, що мають змінну щільність, збирають на краях подовжньо витягнутого сендвіч-елемента і, відповідно, називають бічними ламелями. Інші ламелі подовжньо витягнутого сендвіч-елемента є традиційними ламелями однієї щільності. Виріз виконують в області високої щільності бічної ламелі. У звичайних умовах використовувати ламель високої щільності небажано, оскільки мінеральна вата високої щільності надає негативну дію на теплові властивості в порівнянні з мінеральною ватою нижчої щільності, і щільність мінераловатного сердечника слід мінімізувати до ступеня, відповідної допустимої несучої здатності. Коли виріз формують в області високої щільності, ретельно вирізаний профіль демонструє високий опір механічним діям, що трапляються при транспортуванніі обробці бічних ламелей і сендвіч-елементів, що містять бічні ламелі. Область високої щільності бічних ламелей показує кращі характеристики в порівнянні з традиційними ламелями, більш сприйнятливими до пошкоджень країв і бічних поверхонь при обробці. Частку області високої щільності мінімізують, використовуючи бічну ламель змінної щільності, де область високої щільності з посиленою механі 94732 6 чною міцністю інтегрована в область низької щільності, що має традиційні показники високої теплоізоляції і низьку вагу. Виріз можна виконати як прорізи в мінеральній ваті бічної ламелі, щоб забезпечити різні конструкції шпунтового з'єднання. Прорізи виконують у області високої щільності, і прорізи можуть тягнутися углиб області високої щільності лише частково. Також прорізи можуть тягнутися від бічної поверхні бічної ламелі в область високої щільності і через кордон між областю високої щільності і частково в область низької щільності. Мінеральну вату проводять з мінерального розплаву традиційним способом. Звичайно волокна виготовляють відцентровим способом волокноутворення. Наприклад, волокна, можливо, формують способом чаші, що обертається, в якому розплав викидають назовні через отвори в чаші, що обертається, або розплав можуть викидати з диска, що обертається, і формуванню волокон може сприяти продування струменів газу через розплав, або формування волокон можуть супроводжувати литвом розплаву на перший ротор в каскадній центрифузі. Можливо, до хмари волокон додають зв'язуючу речовину або інші добавки відомими способами. Переважно розплав виливають на перший з набору з двох, трьох або чотирьох роторів, кожний з яких обертається навколо по суті горизонтальної осі, внаслідок чого розплав на першому роторі здебільшого викидається на другий (нижче розташований) ротор, хоча деяка кількість, можливо, викидається з першого ротора у вигляді волокон, і розплав на другому роторі викидається назовні у вигляді волокон, хоча деяка кількість, можливо, викидається у напрямі третього (нижче розташованого) ротора, і далі четвертого. Мінеральна вата може бути кам'яною ватою, скловатою або шлаковою ватою. Волокнисте полотно, сформоване в процесі утворення волокон, по вибору розподілених в паралельних площинах за допомогою маятника, розрізають подовжньо на ламелі, і у такий спосіб сформовані ламелі повертають на 90° навколо їхньої подовжньої осі, після чого таким чином орієнтовані ламелі скріпляють разом з метою утворення полотна кінцевого продукту, який потім розрізають на необхідні довжини з метою формування елементів плити. Завдяки повороту ламелей волокна готових плит переважно будуть орієнтовані в площині, перпендикулярній поверхням плит, внаслідок чого одержують плити, що мають значну жорсткість і міцність перпендикулярно поверхням плит. Далі на одну або обидві сторони плит накладають лист, причому лист є сталевим листом або пластиковим або дерев'яним листом. У одному втіленні бічна ламель(і) містить щонайменше два шари вати, які відрізняються і мають різну щільність, де шар вищої щільності обернений у напрямі бічної поверхні. Бічні ламелі, можливо, нарізують з плити подвійної щільності, яка є мінераловатною плитою, виготовленою відповідно до основного принципу, що полягає в: по-перше, розщеплюванні волокнис 7 того полотна в подовжньому напрямі на верхнє і нижнє полотна під-полотна; по-друге, стисненні верхнього полотна з метою досягнення вищої щільності; по-третє, повторному з'єднанні верхнього і нижнього полотен; по-четверте, затвердінні об'єднаного полотна з метою формування мінераловатної плити подвійної щільності. Початкове волокнисте полотно не затвердіває, і з'єднання і склеювання двох під-полотен один з одним гарантують за допомогою затвердіння, що дозволяє інтегрувати два під-полотна один з одним. Бічні ламелі можна виготовляти іншими способами, ніж відповідно до основного принципу виробництва плити подвійної щільності. Мінераловатну частину низької щільності і мінераловатну частину високої щільності, можливо, збирають яким-небудь іншим способом, наприклад, за допомогою збірки мінераловатної частини низької щільності, що затверділа, з мінераловатною частиною високої щільності, що затверділа, з метою формування плити. Цю збірку, можливо, також виконують автономно. Згодом ламелі вирізують з плити, одержаної в результаті збірки мінераловатних частин різної щільності. Коли шар вищої щільності відрізняється від шару нижчої щільності, легше гарантувати, до якого ступеня виконується розріз в області мінеральної вати високої щільності. Це забезпечує швидший контроль якості виготовленого сендвіч-елемента. У одному втіленні щільність одного шару 3 складає від 80 до 140 кг/м , а щільність щонайменше одного іншого шару складає від 160 до 250 3 кг/м . У одному втіленні щільність одного шару 3 складає від 100 до 130 кг/м , а щільність щонайменше одного іншого шару складає від 180 до 220 3 кг/м . Один шар, можливо, має товщину в діапазоні від 6 до 9 см, наприклад, від 7 до 9 см, і щонайменше один інший шар має товщину в діапазоні від 0.5 до 4 см, наприклад, від 1 до 3 см. У одному втіленні бічна ламель має щільність, плавно змінну від вищої до нижчої щільності в напрямі від бічної поверхні всередину сердечника. Це, можливо, корисно, коли особливо важливо мінімізувати вагу сендвіч-елемента, але все таки зберігаючи можливість зробити за допомогою розрізу цілком певний профіль бічної поверхні. У одному втіленні кількість ламелей, включаючи і бічну ламель(і), відрахованих від однієї бічної поверхні до іншої бічної поверхні, рівно від 4 до 8, наприклад, від 5 до 7. У одному втіленні вирізана секція в бічній ламелі(ях) містить паз та/або шпунт. У одному втіленні щонайменше один лист, прикріплений до щонайменше однієї з головних поверхонь сердечника, виконаний так, що він частково закриває паз та/або шпунт. Інша мета даного винаходу полягає в забезпеченні скріпляючою зв'язуючою речовиною мінераловатної ламелі, що має цілком певну вирізану секцію без небажаних тріщин і дефектів. Ламель призначена для збірки з іншими ламелями з метою формування сендвіч-елемента, і ламель збирають як бічну ламель, що проходить в подовжньому напрямі сендвіч-елемента по краях сендвіч-елемента. Дану мету досягають за допо 94732 8 могою подовженої ламелі зі скріпляючою зв'язуючою речовиною мінеральної вати, придатної як бічна ламель, що проходить уздовж бічної поверхні подовжнього сендвіч-елемента, причому ламель має дві паралельні поверхні, придатні для утворення частини головних поверхонь елемента, і однієї поверхні, придатної для утворення частини бічних поверхонь елемента, де мінераловатні волокна по суті перпендикулярні двом паралельним поверхням, причому згадана ламель (6) має змінну щільність, і - причому щільність мінеральної вати змінюється від вищої до нижчої в напрямі, перпендикулярному одній поверхні і паралельному двом паралельним поверхням. У одному втіленні подовжена ламель містить щонайменше два шари вати, що відрізняються і що мають різну щільність, де одна поверхня є обмежуючою поверхнею для шару ламелі вищої щільності. Міцність стику між шаром високої щільності і шаром низької щільності ламелі вища, коли шари вати спресовані разом в процесі затвердіння мінераловатної зв'язуючої речовини. Цей процес затвердіння відбувається, наприклад, при виробництві плити подвійної щільності, де два нестверділі шари вати з різною щільністю спресовують разом і потім мінераловатну зв'язуючу речовину затвердівають. Коли стик між двома шарами різної щільності схоплюється в результаті затвердіння мінераловатної зв'язуючої речовини, це об'єднує в єдине ціле шар високої щільності з шаром низької щільності. Висока міцність стику гарантує, що ламель не прагнутиме до розшарування, особливо будучи схильною до обробки ріжучими механізмами з метою виконання вирізаної секції, наприклад, секції шпунтового з'єднання, в шарі високої щільності. У одному втіленні подовженої ламелі щіль3 ність одного шару складає від 80 до 140 кг/м , а щільність щонайменше одного іншого шару скла3 дає від 160 до 250 кг/м . У одному втіленні щіль3 ність одного шару складає від 100 до 130 кг/м , а щільність щонайменше одного іншого шару скла3 дає від 180 до 220 кг/м . Один шар, можливо, має товщину шару, що лежить в діапазоні від 6 до 9 см, наприклад від 7 до 9 см, і щонайменше один інший шар, можливо, має товщину шару, що знаходиться в діапазоні від 0.5 до 4 см, наприклад, від 1 до 3 см. У одному втіленні подовженої ламелі щільність ламелі плавно міняється від вищої до нижчої щільності в напрямку від однієї поверхні, придатної для утворення частини бічних поверхонь елемента, перпендикулярно подовжньому напряму подовженої ламелі і паралельно двом паралельним поверхням. Ще одна мета даного винаходу полягає в пропозиції способу виготовлення подовжнього сендвіч-елемента, що має сердечник з мінераловатної ламелі, де щонайменше одна з бічних поверхонь сендвіч-елемента сформована як добре сформована вирізана секція без небажаних тріщин і дефектів. 9 Дану мету досягають за допомогою способу виготовлення подовжнього сендвіч-елемента, що має сердечник, що містить скріпляючі зв'язуючою речовиною мінераловатні ламелі, з волокнами мінеральної вати, в основному, перпендикулярними головним поверхням сендвіч-елемента, причому згаданий спосіб містить стадії: - нарізування ламелей, що мають по суті однорідну щільність, з першої мінераловатної плити, і - нарізування ламелей, що мають змінну щільність, з другої мінераловатної плити, і - збірка ламелей в з'єднання бічними сторонами в подовжньому напрямі сендвіч-елемента для утворення сердечника, і - розміщення ламелей змінної щільності як бічні ламелі, що проходять уздовж бічної поверхні сендвіч елемента, і - формування вирізаної секції в одній або більше бічній ламелі(ях), причому згадану вирізану секцію виконують з можливістю підгонки і з'єднання з вирізаною секцією однієї або більше іншої бічної ламелі(ей) суміжного сендвіч-елемента, і вирізані секції передбачені в області бічних ламелей вищої щільності, і - прикріплення щонайменше одного листа до щонайменше однієї з головних поверхонь сердечника. Короткий опис креслень Далі, виключно як приклади, винахід буде розкрито за допомогою докладного опису переважних втілень. Зроблені посилання на креслення, на яких: На Фіг. 1 представлене аксонометричне зображення втілення даного винаходу, що ілюструє сендвіч-панель в розібраному вигляді, що показує сердечник під листом; На Фіг. 2 представлений поперечний розріз одного втілення області стику між двома сендвічелементами; На Фіг. 3 представлений поперечний розріз іншого втілення області стику між двома сендвічелементами; На Фіг. 4 представлений поперечний розріз ще одного втілення області стику між двома сендвічелементами; На Фіг. 5 представлений поперечний розріз ще іншого втілення області стику між двома сендвічелементами; На Фіг. 1 представлене аксонометричне зображення втілення даного винаходу, що ілюструє сендвіч-панель в розібраному вигляді, що показує сердечник 10 під листом 7. Сендвіч-елемент 1 складається з сердечника з мінеральної вати, зібраного з семи ламелей 2 з шириною семи ламелей 2, видимої з боку торцевої поверхні 4 сендвічпанелі. Ламелі 2 нарізані подовжньо з волокнистого полотна, і таким чином сформовані ламелі 2 повернені на 90° навколо їхньої подовжньої осі, після чого таким чином орієнтовані ламелі 2 скріплюють разом з метою утворення сердечника 10. Сердечник 10 потім розрізаний на необхідні довжини для утворення сендвіч-панелі. Лист, утворений із сталевого листа 7, накладають за допомогою клею на обидві головні поверхні 3 сердечника 94732 10 10; на Фіг. 1 бачимо лише один сталевий лист 7. Волокна орієнтовані переважно в площині, перпендикулярній до головних поверхонь сердечника, і таким чином також перпендикулярній до сталевих листів 7. В результаті цього одержують елемент 1, що має значну жорсткість і міцність перпендикулярно поверхням елемента 1. Бічні ламелі 6 видно як ламелі, 2 з їхніми бічними поверхнями 5, оберненими вгору, і секцією паза, що представляє вирізану секцію в бічній ламелі 6. Елемент 1 має дві бічні поверхні 5 і лише одна бічна поверхня 5 видима. Бічні ламелі 6 показують область високої щільності, що відрізняється, зображену у вигляді темної області бічної ламелі 6, і область низької щільності, зображену у вигляді світлої області. Бічна ламель 6 нарізана з плити подвійної щільності, мінераловатною плитою, що виготовлена відповідно до основного принципу, що полягає в: поперше, розщеплюванні волокнистого полотна в подовжньому напрямі на верхнє і нижнє полотна під-полотна; по-друге, стисненні верхнього полотна з метою досягнення вищої щільності; по-третє, повторному з'єднанні верхнього і нижнього полотен; по-четверте, затвердінні об'єднаного полотна з метою формування мінераловатної плити подвійної щільності. Щільність області високої щіль3 ності складає приблизно 200 кг/м , а щільність області низької щільності складає приблизно 120 3 кг/м . Виріз шпунтового з'єднання схематично показаний на Фіг. 1. Обернена вгору бічна поверхня 5 виконана як секція 8 з вирізаним пазом у верхній бічній ламелі 6, а бічна поверхня, обернена вниз (не показана), виконана як секція з вирізаним шпунтом в нижній бічній ламелі. І паз, і шпунт виконані в області 9 високої щільності бічної ламелі 5. Вирізи виконані так, що вони проходять всередину області високої щільності, але не перетинають межу між областю 9 високої щільності і областю 11 низької щільності. Сендвіч-елемент виготовляють накладанням листів до кожної головної поверхні сердечника 10, виконаного з ламелей 2, спосіб збірки яких не уточнюється. Взагалі, можливо, різна кількість бічних ламелей 5 з одного боку мінераловатного сердечника 10, в порівнянні з іншою стороною мінераловатного сердечника 10. Коли сендвіч-елемент 1 слід встановити з іншим суміжним сендвіч-елементом 1, шпунтову конструкцію бічної ламелі 5 вставляють в зв'язану шпунтову конструкцію суміжного сендвіч-елемента 1, наприклад, вставляючи вирізи у відповідні виступи у області 9 високої щільності бічної ламелі 5 суміжного сендвіч-елемента 1. На Фіг. 2 показане з'єднання між двома сендвіч-елементами 1 для панелі з видимим типом установлювальних кріпильних деталей 22. З'єднання видно на поперечному розрізі. Дві сендвічпанелі з'єднані за допомогою з'єднання, що включає шпунт 13, забезпечений як частина листа одного сендвіч-елемента 1, і паз 12, забезпечений як частина листа іншого сендвіч-елемента 1, де шпунт 13 і паз 12 в цьому втіленні конструюють так, щоб вони впритул прилягали один до одного. Шпунтова 13 і пазова 12 частини листів 7 прига 11 няють до бічних поверхонь вирізаної секції, виконаної з мінеральної вати, бічні поверхні сформовані як вирізана секція в бічних ламелях, і вирізана секція знаходиться в області 9 вищої щільності бічної ламелі змінної щільності. У цьому втіленні, бічні ламелі складаються з двох шарів 9, 11 вати, які відрізняються, мають різну щільність. Шпунтову 13 і пазову 12 частини листів 7 переважно прикріплюють до бічних поверхонь вирізаної секції мінераловатного сердечника. Ущільнювальний елемент 14, наприклад, герметизуючий компаунд, передбачають в стику між шпунтом 13 і пазом 12. Одна сендвіч-панель примикає до іншої сендвіч-панелі в області між шпунтовими з'єднаннями, і мінераловатний сердечник 10 одного сендвіч-елемента 1 знаходиться у контакті з мінераловатним сердечником 10 іншого сендвіч-елемента 1. Межа між двома сендвічелементами 1 зображена штрихпунктирною лінією 17, а межа між бічною ламеллю 5 змінної щільності і традиційною ламеллю однієї щільності показана суцільною лінією. Два сендвіч-елементи 1 приєднані до рами 15, наприклад, до сталевої балки, сталевої колони або стелі, за допомогою кріпильної деталі, показаної у вигляді гвинта між кожним з сендвіч-елементів 1, що беруть участь в з'єднанні на кожній стороні з'єднання. Сердечник 10 з міне3 ральної вати має щільність 100-150 кг/м , а сендвіч-елемент 1 має товщину 80-140 мм. Ширина може складати приблизно 1100 мм, а максимальна довжина сендвіч-панелі, зібраної з декількох сендвіч-елементів 1, дорівнює від 8 до 12 метрів. Лист 7 є металевим, наприклад, сталевим або алюмінієвим і, можливо, з оцинкованої сталі, а товщина листа рівна приблизно 0.4-0.7 мм і переважно профільована у вигляді смуг або мікропрофільована. Листи 7 для захисту переважно покриті компаундом, наприклад, поліефіром, ПВДФ (PVDF), пластизолем або полівінілхлоридною фольгою. Залежно від несучої здатності і жорсткості, а також від прийнятого конструктивного дослідження сендвіч-панелі можуть служити у вигляді навісних стін, розділових перегородок або підвісних стель. На Фіг. 3 представлене з'єднання між двома сендвіч-елементами 1 для панелі з прихованими настановними кріпильними деталями 22. З'єднання видно на поперечному перетині. Дві сендвіч-панелі з'єднані за допомогою з'єднання, що містить перший шпунт 18 і другий шпунт 19, передбачені як частини листа одного сендвіч-елемента 1, і перший і другий пази 20, 21, передбачені як частини листа 7 іншого сендвіч-елемента 1. Перший шпунт 18 і перший паз 20 в цьому втіленні сконструйовані так, щоб впритул прилягати один до одного. Другий шпунт 19 і другий паз 21 в цьому втіленні сконструйовані так, щоб бути такими, що приганяють один одному, допускаючи порожнину між частинами другого паза 21 і шпунта 19 відповідно, розташованими в одній площині із зовнішніми поверхнями панелі, і де порожнина між цими частинами утворює простір для головки кріпильної деталі 22, наприклад, гвинта. Шпунтова і пазова частини листів 7 приганяють до бічних поверхонь 5 вирізаної секції 8, виконаної з мінеральної вати. Шпунтову і 94732 12 пазову частини листів 7, переважно кріплять до бічних поверхонь 5 вирізаної секції 8 мінераловатного сердечника 10. Бічні поверхні 5 сформовані як вирізана секція в бічних ламелях 6, і вирізана секція 8 знаходиться в області 9 вищої щільності бічної ламелі 5 змінної щільності. У цьому втіленні, бічна ламель 6 складається з двох шарів вати, що відрізняються і мають різну щільність. Ущільнювальний елемент 14, наприклад, герметизуючий компаунд, передбачають в стику між шпунтом і пазом 18, 20, 19, 21, все ж таки допускаючи утворення порожнини для головки кріпильної деталі 22 між частинами другого паза 21 і шпунта 19 відповідно. Одна сендвіч-панель примикає до іншої сендвіч-панелі в області між шпунтовими з'єднаннями, і мінераловатний сердечник 10 одного сендвіч-елемента 1 знаходиться у контакті з мінераловатним сердечником 10 іншого сендвічелемента 1. Межа між двома сендвіч-елементами 1 зображена штрихпунктирною лінією 17, а межа між бічною ламеллю 6 змінної щільності і традиційною ламеллю однієї щільності показана суцільною лінією 16. Два сендвіч-елементи 1 приєднані до рами 15, наприклад, сталевої балки, сталевої колони або стелі, за допомогою кріпильної деталі 22, показаної у вигляді гвинта через одну сендвічпанель поблизу першого і другого шпунтів 18, 19. Сердечник з мінеральної вати має щільність 1003 150 кг/м , а сендвіч-елемент 1 має товщину 100120 мм. Ширина може складати приблизно від 1000 до 1100 мм, а максимальна довжина сендвічпанелі, зібраної з декількох сендвіч-елементів, дорівнює приблизно 12 метрів. Лист 7 є металевим, наприклад, сталевим або алюмінієвим і, можливо, з оцинкованої сталі, а товщина листа приблизно рівна 0.4-0.7 мм і переважно профільована у вигляді смуг, пазів, рельєфу або мікропрофільована зовнішньо. Листи 7 для захисту переважно покриті компаундом, наприклад, поліефіром, ПВДФ (PVDF), пластізолем або полівінілхлоридною фольгою. Залежно від несучої здатності і жорсткості, а також від прийнятого конструктивного дослідження сендвіч-панелі можуть служити у вигляді навісних стін, розділових перегородок або підвісних стель. На Фіг. 4 показане з'єднання між двома сендвіч-елементами 1 для покрівельної сендвіч-панелі. З'єднання показане в поперечному розрізі. Дві сендвіч-панелі з'єднані за допомогою з'єднання, що включає шпунт 13, виконаний як частина листа 7 одного сендвіч-елемента 1, і паз 12, виконаний як частина листа 7 іншого сендвіч-елемента 1, де шпунт 13 і паз 12 в цьому втіленні конструюють так, щоб вони впритул прилягали один до одного, і де паз 12 виходить на зовнішню поверхню сендвічпанелі, будучи, таким чином, наполовину відкритим пазом. Шпунтову 13 і пазову 12 частини листів 7 бажано прикріплювати до бічних поверхонь вирізаної секції 8, виконаної з мінеральної вати. Шпунтову 13 і пазову 12 частини листів 7 переважно прикріплюють до бічних поверхонь 5 вирізаної секції 8 мінераловатного сердечника 10. Бічні поверхні 5 сформовані як вирізана секція 8 в бічних ламелях 6, і вирізана секція 8 знаходиться в області 9 вищої щільності бічної ламелі 6 змінної щільнос 13 ті. У цьому втіленні, бічні ламелі 6 складаються з двох шарів вати, що відрізняються і мають різну щільність. З'єднання також містить профільовану у вигляді округлої опуклості листову частину 23 одного сендвіч-елемента 1 поверх профільованої у вигляді округлої опуклості листової частини 24 іншого сендвіч-елемента 1. Область з'єднання сендвіч-панелі таким чином містить верхню профільовану у вигляді округлої опуклості листову частину 23, зчеплену з і частково покриваючу нижню профільовану у вигляді округлої опуклості листову частину 24 на зовнішній поверхні покрівельної сендвіч-панелі, і шпунтове з'єднання в нижній частині покрівельної сендвіч-панелі. Ущільнювальний елемент 14, наприклад герметизуючий компаунд, передбачають в стику між шпунтом і пазом 13, 12. Одна сендвіч-панель примикає до іншої сендвіч-панелі в області між шпунтовим з'єднанням і профільованими у вигляді округлої опуклості листами, і мінераловатний сердечник 10 одного сендвіч-елемента 1 знаходиться у контакті з мінераловатним сердечником 10 іншого сендвіч-елемента 1. Межа між двома сендвічелементами 1 зображена штрихпунктирною лінією 17, а межа між бічною ламеллю 6 змінної щільності і традиційною ламеллю однієї щільності показана суцільною лінією 16. У показаному на Фіг. 4 втіленні передбачено мінераловатне наповнення 25, відповідне профільованій у вигляді округлої опуклості листовій частині, таким чином заповнюючи порожнину, утворену листами. У іншому не показаному втіленні порожнина, утворена профільованим у вигляді округлої опуклості нижнім листом, може бути залишена без наповнення, або заповнена іншою речовиною, немінеральною ватою. Два сендвіч-елементи 1 приєднані до рами 15, наприклад, сталевої балки, сталевої колони або лати даху, за допомогою кріпильної деталі, показаної у вигляді гвинта, що проходить через одну сендвіч-панель, через верхній профільований у вигляді округлої опуклості лист, зчеплений і частково покриваючий нижній профільований у вигляді округлої опуклості лист і через мінераловатний сердечник назовні в балку, сталеву колону або лату даху. У іншому не показаному втіленні до того ж між зовнішньою поверхнею верхнього профільованого у вигляді округлої опуклості листа і шайбою, утримуваною кріпильною деталлю, прокладений ущільнювач, наприклад, з поліуретану (PU). Сердечник з мінеральної вати має щільність 3 100-150 кг/м , а сендвіч-елемент 1 має товщину 100-150 мм і товщину 140-190 мм в частині сендвіч-панелі, де передбачена округла опуклість. Ширина може складати приблизно від 1000 до 1100. Лист є металевим, наприклад, сталевим або алюмінієвим і, можливо, з оцинкованої сталі, а товщина листа приблизно рівна 0.4-0.7 мм і переважно профільована як трапецієвидна, у вигляді смуг або пазів. Листи для захисту переважно покриті компаундом, наприклад, поліефіром, ПВДФ (PVDF), пластизолем або полівінілхлоридною фольгою. Залежно від несучої здатності і жорсткості, а також від прийнятого конструктивного дослідження 94732 14 сендвіч-панелі можуть служити у вигляді навісних стін, розділових перегородок або підвісних стель. На Фіг. 5 представлене з'єднання між двома сендвіч-елементами 1 для панелі, де з'єднання двох сендвіч-елементів 1 виконано зваркою. З'єднання видно на поперечному розрізі. Дві сендвічпанелі з'єднані за допомогою з'єднання, що включає шпунт 13, виконаний як частина першого сендвіч-елемента 1, і паз 12, виконаний як частина іншого сендвіч-елемента 1, де шпунт 13 і паз 12 в цьому втіленні конструюють так, щоб вони впритул прилягали один до одного. З'єднання лише позначено, оскільки два сендвіч-елементи 1, призначені для з'єднання, показані злегка розсуненими для полегшення ілюстрації подробиць цього з'єднання. Бічні поверхні 5 сформовані як вирізана секція в бічних ламелях 6, і вирізана секція 8 знаходиться у області 9 вищої щільності бічної ламелі змінної щільності. У цьому втіленні бічні ламелі складаються з двох шарів вати, що відрізняються і мають різну щільність. Лист однієї сендвіч-панелі утворює фланець 26, виступаючий з головної поверхні 3 під невеликим кутом до головної поверхні 3, причому елемент 27 фланця 26 є по суті паралельним головній поверхні 3. Коли дві сендвіч-панелі з'єднують, фланець 26 однієї сендвіч-панелі приварюють до листа іншої сендвіч-панелі. Зварку можна виконувати будь-якими відповідними способами. Будучи зібраними, одна сендвіч-панель примикає до іншої сендвіч-панелі в області між шпунтовими з'єднаннями і, будучи зібраними, мінераловатний сердечник 10 одного сендвіч-елемента 1 знаходиться у контакті з мінераловатним сердечником 10 іншого сендвіч-елемента 1. Лист може бути металевим, наприклад, сталевим, з неіржавіючої сталі або алюмінієвим і, можливо, з оцинкованої сталі, і для захисту переважно покриті компаундом, наприклад, поліефіром, ПВДФ (PVDF), пластизолем або полівінілхлоридною фольгою. Залежно від несучої здатності і жорсткості, а також від прийнятого конструктивного дослідження сендвіч-панелі можуть служити як елементи в харчовій промисловості, для чистих приміщень, холодильних приміщень і камер, дозволяючи цілком визначені вологість, тиск і температуру. Номери позицій подовжній сендвіч-елемент (1) ламелі (2) головні поверхні (3) торцеві поверхні (4) бічні поверхні (5) бічні ламелі (6) лист (7) вирізана секція (8) область (9) вищої щільності сердечник (10) область (11) нижчої щільності паз (12) шпунт (13) ущільнючий елемент (14) рама (15) суцільна лінія (16) штрихпунктирна лінія (17) 15 перший шпунт (18) другий шпунт (19) перший паз (20) другий паз (21) кріпильна деталь (22) верхня профільована у вигляді округлої опуклості листова частина (23) 94732 16 нижня профільована у вигляді округлої опуклості листова частина (24) мінераловатний наповнювач (25) фланець (26) елемент (27). 17 94732 18 19 Комп’ютерна верстка Л. Литвиненко 94732 Підписне 20 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSandwich-element
Автори англійськоюSzakola Arkadiusz, Nowack Peter
Назва патенту російськоюСандвич-элемент
Автори російськоюШаколя Аркадюш, Новак Петер
МПК / Мітки
МПК: E04F 13/08, E04C 2/292, E04B 1/80, E04D 3/35, E04F 15/02, B32B 3/18
Мітки: сендвіч-елемент
Код посилання
<a href="https://ua.patents.su/10-94732-sendvich-element.html" target="_blank" rel="follow" title="База патентів України">Сендвіч-елемент</a>
Спосіб виготовлення сендвіч-панелі з перлітовим наповнювачем
Номер патенту: 23257
Опубліковано: 10.05.2007
Автор: Щербіна Олександр Анатолійович
МПК: E04B 2/00
Мітки: спосіб, наповнювачем, сендвіч-панелі, виготовлення, перлітовим
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційної сендвіч-панелі, де застосовуються два профільовані металеві листи і теплоізоляційний наповнювач, який відрізняється тим, що як наповнювач, в проміжок між профільованими листами, заливають теплоізолюючу суміш, основною діючою речовиною якої є спучений перліт, замішаний з в'яжучою речовиною - портландцементом, гіпсом, вапном, глиною, смолою, або рідким склом.2. Спосіб за п. 1, який...
Фургон різноманітного призначення з панелей типу “сендвіч”
Номер патенту: 60959
Опубліковано: 15.10.2003
Автор: Болотський Олег Володимирович
МПК: B60P 3/00
Мітки: різноманітного, фургон, панелей, сендвіч, призначення, типу
Формула / Реферат:
1. Фургон різноманітного призначення з панелей типу "сендвіч", що включає каркас, виконаний з профілів, стояків, стіни, який відрізняється тим, що фургон містить двері з ущільнювачем, а стіни виконані з теплоізоляційних багатошарових панелей типу "сендвіч".2. Фургон за п. 1, який відрізняється тим, що багатошарова панель типу "сендвіч" містить два профільованих листи, прикріплених з двох боків до...
Мембранний прес для виготовлення сендвіч-панелей
Номер патенту: 93005
Опубліковано: 27.12.2010
Автор: Зеленчук Петро Володимирович
МПК: B30B 5/00, B30B 15/30
Мітки: прес, виготовлення, мембранний, сендвіч-панелей
Формула / Реферат:
1. Мембранний прес для виготовлення сендвіч-панелей, що складається з верхньої плити, до якої щільно по контуру плити прикріплена мембрана, а також нижньої плити, який відрізняється тим, що в нижню плиту вмонтовано рухомий рольганг так, що він може підніматися і опускатися, прес також містить нерухомий відносно нижньої плити рольганг, який встановлено на одній висоті з нижньою плитою, та гарячі мати або гарячі плити, які здатні розміщуватися...
Сендвіч-панель
Номер патенту: 57477
Опубліковано: 25.02.2011
Автори: Курлов Олексій Валерійович, Глєбов Микола Сергійович
МПК: E04C 2/00
Мітки: сендвіч-панель
Формула / Реферат:
1. Сендвіч-панель, яка характеризується тим, що складається з теплоблока із пінополістиролу й декоративно-захисного шару.2. Сендвіч-панель за п. 1, яка відрізняється тим, що декоративно-захисний шар, виготовляється з полімерцементно-піщаної, полімер-піщаної, гіпсополімерної суміші.3. Сендвіч-панель за п. 1, яка відрізняється тим, що декоративно-захисний шар армований склосіткою, металевою сіткою, фіброволокном.4....
Елемент кузову багатошарової конструкції типу “сендвіч” рейкового рухомого ешелону і спосіб його виготовлення
Номер патенту: 12221
Опубліковано: 25.12.1996
Автори: Пугачев Едуард Миколайович, Зайцева Ірина Пейсаховна, Сапожніков Сергій Олексійович, Глінкіна Рімма Миколаївна, Сенчіло Олександр Сергійович
МПК: B61D 17/00
Мітки: рухомого, кузову, елемент, виготовлення, типу, сендвіч, конструкції, багатошарової, спосіб, ешелону, рейкового
Формула / Реферат:
1. Элемент кузова многослойной конструкции типа "сэндвич" рельсового подвижного состава, содержащий внутреннюю и наружную оболочки, сердцевину из пенопласта и вертикальные перегородки с отверстиями, оси которых расположены по линии, параллельной продольной оси элемента, и торцовые перегородки с отверстиями, соосные указанным для ввода заправочного устройства, отличающийся тем, что, с целью улучшения его качества и повышения...
Попередній патент: Система і спосіб для здійснення керування віддаленими комп’ютерами
Наступний патент: Інгібітори кінази та способи їх використання
Випадковий патент: Роз'єднувальний кран повітропроводу гальма залізничного транспортного засобу