Спосіб обробки чавуну для одержання ковкого чавуну та феросиліцієвий сплав для обробки чавуну

Формула / Реферат
1. Спосіб обробки чавуну для одержання ковкого чавуну, який включає послідовні стадії, на яких здійснюють:
(і) обробку рідкого чавуну феросиліцієвим сплавом для інактивації кисневої активності, який містить ефективну кількість барію, достатню для інактивації кисневої активності рідкого чавуну,
(іі) обробку рідкого чавуну магнієвмісним сфероїдизатором у визначений час після стадії (і),
(ііі) обробку рідкого чавуну модифікатором, що забезпечує утворення графітових включень, і
(iv) лиття одержаного ковкого чавуну.
2. Спосіб за п. 1, в якому феросиліцієвий сплав має наступний склад, мас. %: 40-55 Si та 5-15 Ва, решта Fe і неминучі домішки, і, при необхідності, додатково один або більше елементів сплаву, вибраних з: Аl, Са, Mg і Zr, причому згадані домішки і додаткові елементи присутні у кількостях не більше 10 мас. % сумарно, а кількість Са не перевищує 2 мас. %.
3. Спосіб за п. 1 або 2, в якому магнієвмісним сфероїдизатором, що використовують на стадії (іі), є матеріал, що містить магній, вибраний з групи: металічний магній, MgFeSi-сплав, Ni-Mg-сплав та Mg-Fe-брикети.
4. Спосіб за будь-яким з пп. 1-3, в якому стадію (іі) виконують приблизно через 1-10 хв. після стадії (і).
5. Спосіб за будь-яким з пп. 1-4, в якому кількість феросиліцієвого сплаву для інактивації кисневої активності, який вводять на стадії (і), вибирають так, щоб одержати щонайменше 0,035 мас. % Ва від маси рідкого чавуну.
6. Спосіб за будь-яким з пп. 1-5, в якому кількість магнієвмісного сфероїдизатора вибирають для одержання від 0,025 до 0,035 мас. % залишкового Mg в рідкому чавуні.
7. Феросиліцієвий сплав для інактивації кисневої активності, що використовують в способі за будь-яким з пп. 1-6, причому вказаний феросиліцієвий сплав має наступний склад, мас. %: 40-55 Si та 5-15 Ва, решта Fe і неминучі домішки, і, при необхідності, додатково один або більше елементів сплаву, вибраних з: Аl, Са, Mg і Zr, причому згадані домішки і додаткові елементи присутні у кількостях не більше 10 мас. % сумарно, а кількість Са не перевищує 2 мас. %.
8. Сплав за п. 7, який має склад, мас. %: 46-50 Si та 7-11 Ва.
9. Сплав за п. 7 або 8, який містить один або більше з: Аl, Са і Zr в наступних кількостях, мас. %:
Al
0,5-2,5
Cа
1-2
Zr
0,5-2,5.
Текст
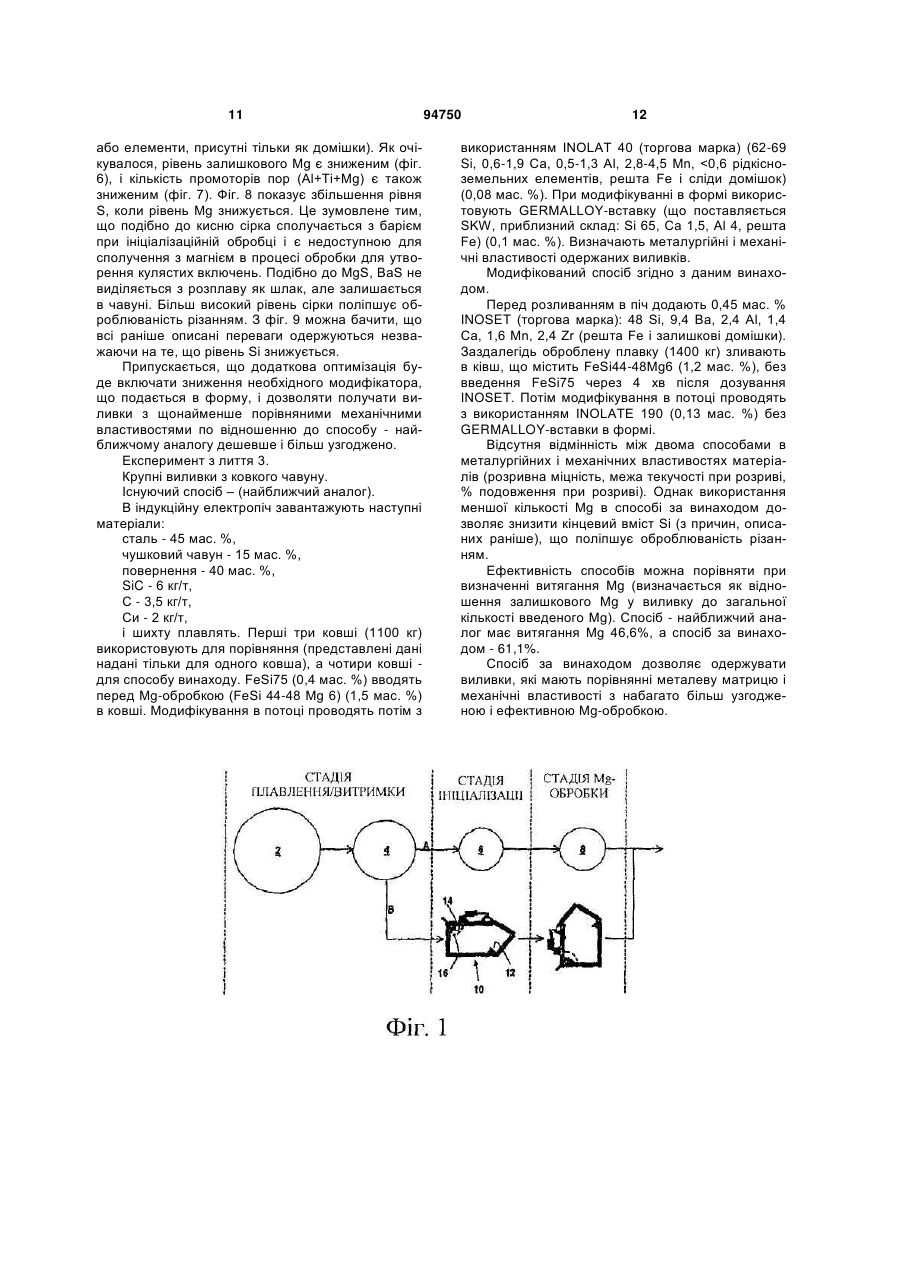
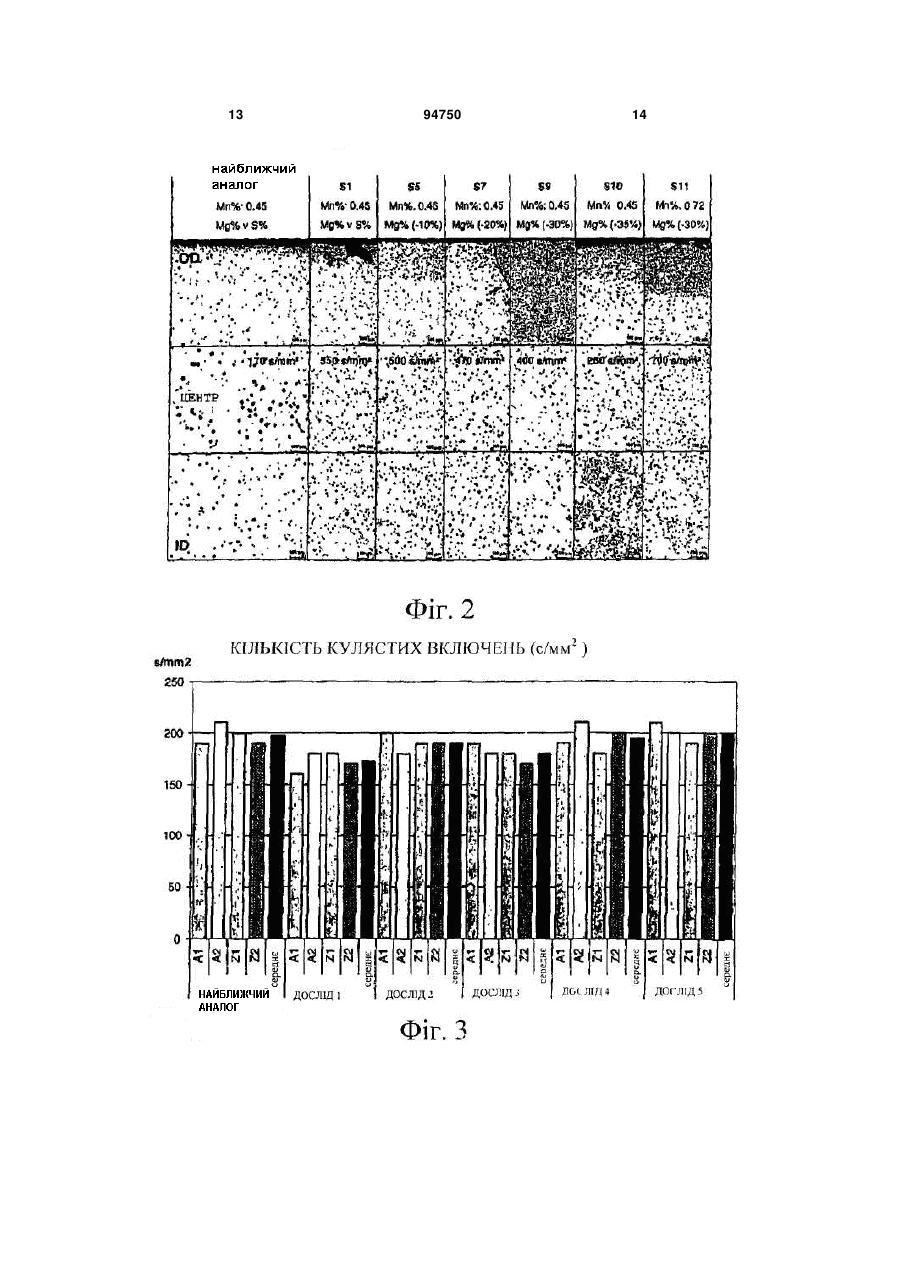
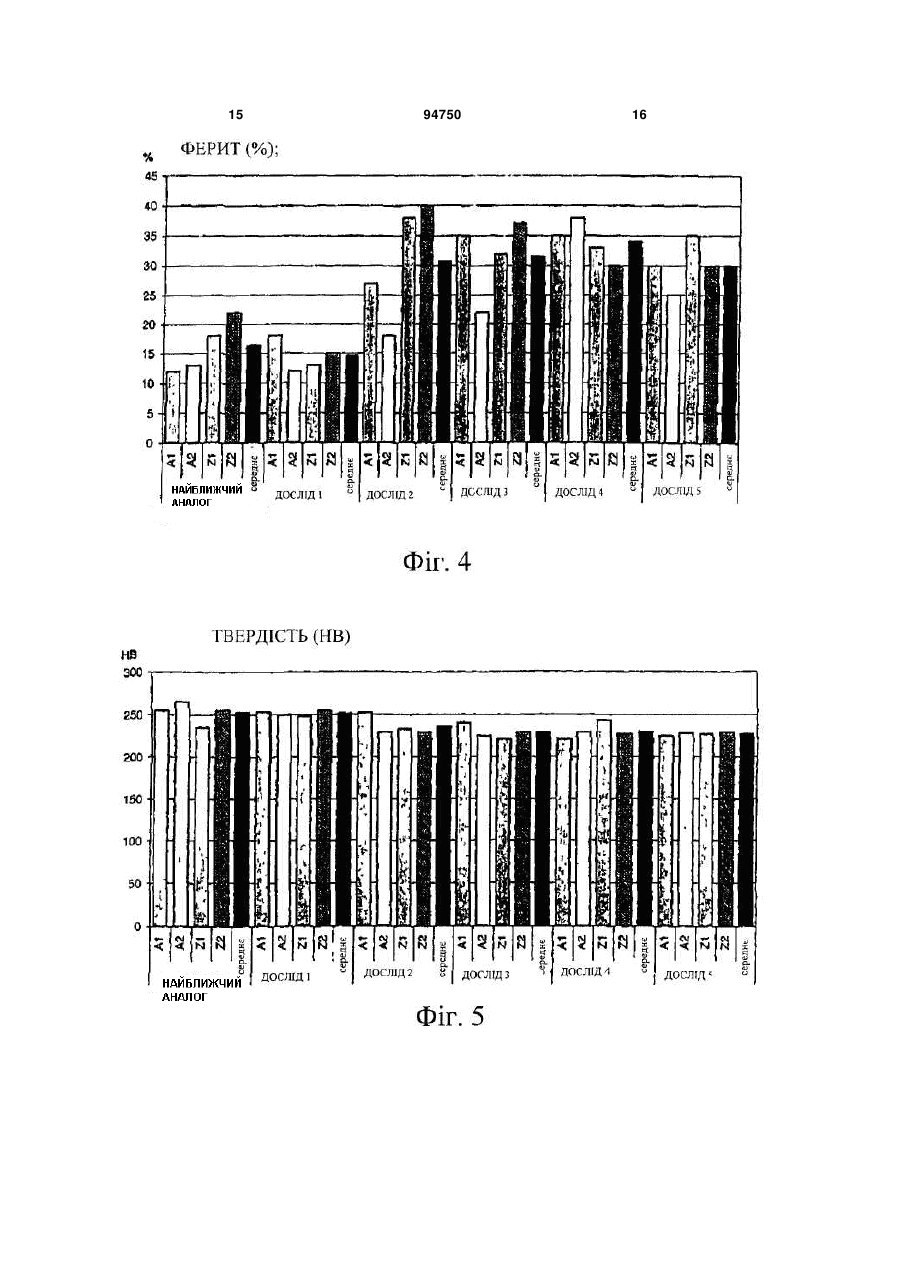
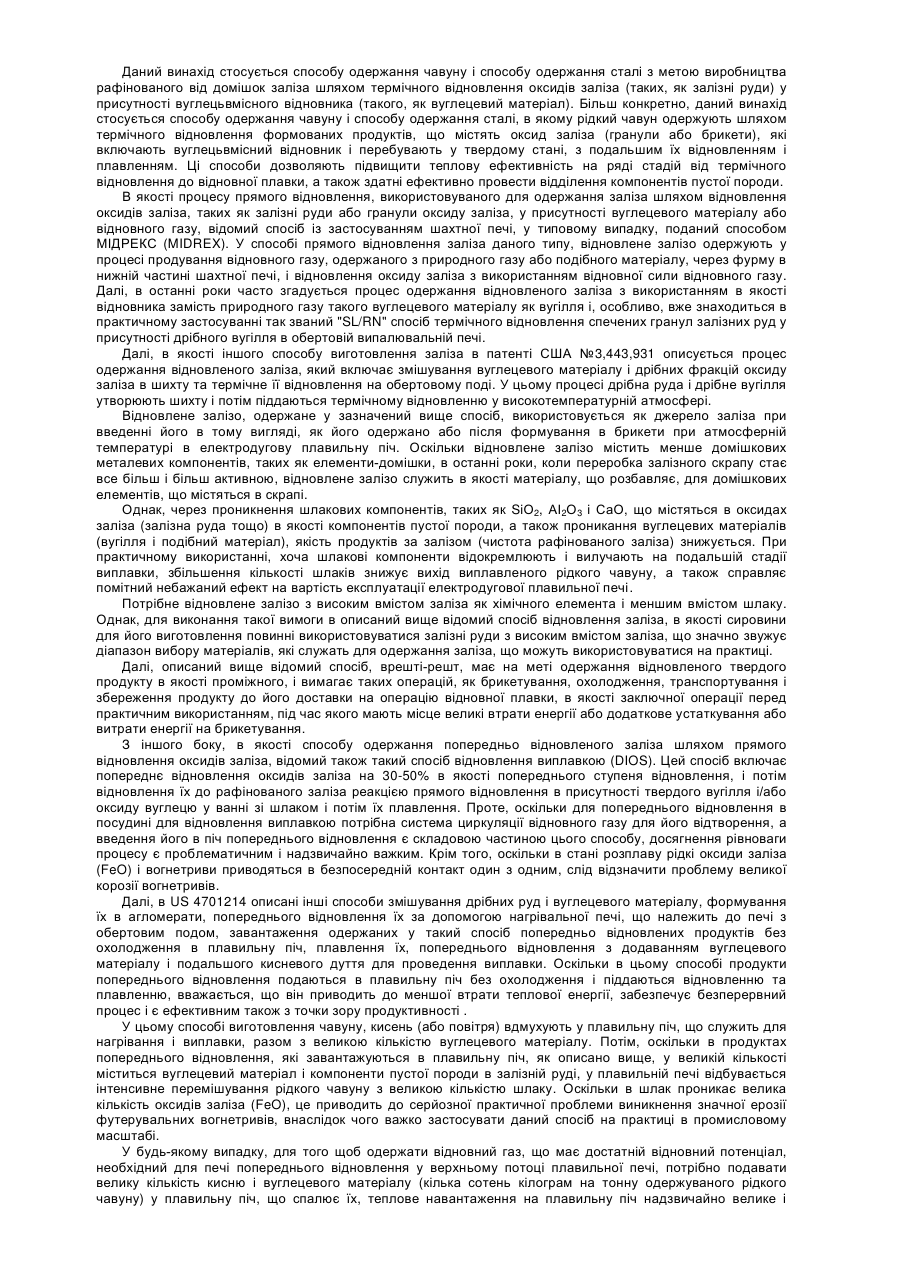
1. Спосіб обробки чавуну для одержання ковкого чавуну, який включає послідовні стадії, на яких здійснюють: (і) обробку рідкого чавуну феросиліцієвим сплавом для інактивації кисневої активності, який містить ефективну кількість барію, достатню для інактивації кисневої активності рідкого чавуну, (іі) обробку рідкого чавуну магнієвмісним сфероїдизатором у визначений час після стадії (і), (ііі) обробку рідкого чавуну модифікатором, що забезпечує утворення графітових включень, і (iv) лиття одержаного ковкого чавуну. 2. Спосіб за п. 1, в якому феросиліцієвий сплав має наступний склад, мас. %: 40-55 Si та 5-15 Ва, решта Fe і неминучі домішки, і, при необхідності, додатково один або більше елементів сплаву, вибраних з: Аl, Са, Mg і Zr, причому згадані домішки і додаткові елементи присутні у кількостях не біль C2 2 UA 1 3 або силіциду кальцію, причому найчастіше використовується феросиліцій. Ковкий чавун, також відомий як чавун із сфероїдальним графітом ((CГ)(SG)), або чавун з кулястим графітом, відрізняється від сірого ливарного чавуну тим, що в першому осадження графіту відбувається в формі дискретних кулястих включень замість взаємозв'язаних лусочок. Посилення осадження графіту в кулястих включеннях досягається обробкою рідкого чавуну сфероїдизатором, звичайно, магнієм, перед відливанням (і перед модифікуванням). Магній може вводитися як чистий метал або більш звичайно як сплав, такий як феросилікомагній або нікель-магній. Інші матеріали включають брикети, такі як «NODULANT» (торгова марка), формовані з гранульованих сумішей заліза і магнію, і порожнистий дріт з м'якої сталі, заповнений магнієм та іншими матеріалами. Звичайно обробка магнієм дає близько 0,04 мас. % залишкового магнію в рідкому чавуні. Однак, є ряд складностей з вказаним введенням магнію. Магній кипить при відносно низькій температурі в порівнянні з рідким чавуном, так що є інтенсивна реакція завдяки високому тиску пари магнію при температурі обробки, що спричиняє інтенсивне перемішування рідкого чавуну і значну втрату магнію в формі пари. Крім того, в процесі обробки в чавуні утворюються оксид і сульфіди, призводячи до утворення шлаку на поверхні металу. Вказаний шлак повинен бути, як можна повніше видалений перед литтям. Крім того, залишковий магній в рідкому чавуні після обробки безперервно окиснюється на поверхні металу при впливі повітря, викликаючи втрату магнію, що може впливати на структуру сфероїдів графіту, і шлак, що утворився, може спричиняти утворення шкідливих включень у виливках. Втрата магнію в атмосферу і при утворенні сульфідів та оксидів є різною і може зробити складним прогнозування належного рівня введення для конкретної партії, а також вимагає, щоб чавун був «передозований» на до 100% або навіть більше (може бути загублено 50 мас. % або більше магнію). Вказані фактори є явно несприятливими в плані вартості, легкості обробки і прогнозованості механічних властивостей і загальної якості готових виливків. Крім того, магній є фактично промотором карбіду, так що рівень модифікаторів, необхідних після магнієвої обробки, є відносно високим. Оскільки будь-який брухт звичайно повертається до початкового процесу з економічних причин, є тенденція того, що вміст кремнію в чавуні (наслідок введення модифікатора і сфероїдизатора) зростає протягом періоду часу, обмежуючи пропорцію брухту, яка може бути використана (рівень кремнію, необхідний в кінці процесу, визначається технічними вимогами на виливок). Були зроблені спроби зменшити проблеми, що виникають з введенням магнію. Наприклад, Foseco комбінує введення магнієвого сфероїдизатора з введенням барієвого сплаву (наприклад, який постачається від торгової марки «INOCULIN 390» і має наступний склад (в мас. %): 60-67 Si, 7-11 Ва, 0,8-1,5 Аl, 0,4-1,7 Са, решта Fe). Всі склади, наведені далі, представлені в мас. %, якщо не вказане 94750 4 інше. Використання таких сплавів може зменшити ряд проблем, зазначених вище, але не надійним і прогнозованим чином. Метою даного винаходу є створення поліпшеного способу одержання ковкого чавуну, який усуває або зменшує одну або більше проблем, пов'язаних із способами за відомим рівнем техніки. Згідно з першим аспектом даного винаходу передбачається спосіб одержання ковкого чавуну, який містить послідовні стадії: (і) обробки рідкого чавуну ініціалізатором, який містить ефективну кількість металу групи ІІа, відмінного від Mg, (іі) у певний час після стадії (і) обробка рідкого чавуну магнієвмісним сфероїдизатором, (ііі) обробка рідкого чавуну модифікатором, що забезпечує евтектичне утворення графітових включень, і (iv) лиття чавуну. Даний винахід оснований на тому, що попередня обробка чавуну ініціалізатором перед введенням сфероїдизатора дає ряд значних і несподіваних переваг. Переважно, металом групи для ІІа для ініціалізатора, що використовується на стадії (і), є Ва, Sr або Са, і, найбільш переважно, Ва. Переважно, ініціалізатором на стадії (і) є феросиліцієвий сплав. Більш переважно, феросиліцієвий сплав являє собою в мас. %. 40-55 Si, 5-15 М, навіть більш переважно, 46-50 Si, 7-11 М, де М являє собою метал групи ІІа (найбільш переважно, Ва), решта Fe і будь-які неминучі домішки, які можуть бути присутніми. Сплав може містити незначні кількості інших елементів сплаву, вибраних з одного або більше з наступного: Аl, Са, Мn та Zr, наприклад, незалежно: 0-2,5 Аl, переважно, 0-1,5 Аl, 0-2 Са, 0-3 Мn та 0-1,5 Zr. Коли вони присутні, мінімальні рівні таких елементів переважно складають: 0,5 Аl, 1 Са, 2 Мn та 0,5 Zr. Високо переважний сплав містить 33,7-41,3 Fe, 46-50 Si, 7-11 Ва, 0,01-1 Аl, 1,2-1,8 Са, 0,01-2,5 Мn, 0,01-1 Zr. Магнійвмісним модифікатором, який використовується на стадії (іі), може бути металевий Mg (наприклад, зливок або дріт з осердям), MgFeSiсплав (переважно, 3-20 мас. % Mg), Ni-Mg-сплав (переважно, 5-15 мас. % Mg) або Mg-Fe-брикети (переважно, 5-15 мас. % Mg). Обробка на стадії (іі) доцільно проводиться приблизно через 1-10 хв. після стадії (і). З практичних причин 30 секунд являють собою абсолютний мінімум, причому щонайменше 2 хв. після стадії (і) є особливо зручними. Найбільш зручно стадія (іі) проводиться приблизно через 4 хв. після стадії (і). Переважно, кількість ініціалізатора, що вводиться на стадії (і), розраховується, щоб забезпечувати щонайменше 0,035 мас. % металу групи ІІа (за масою рідкого чавуну). Не виникає особливих проблем при передозуванні, але 0,04 мас. % (наприклад, 0,4 мас. % від 10 мас. % Ва-вмісного іні 5 ціалізатора) повинно бути достатнім для більшості застосувань. Звичайно рівень Si в ковкому чавуні оптимізується як приблизно 2,2-2,8 мас. %. При рівнях нижче вказаного знижується частка фериту, і утворюються неприйнятні частки карбіду. Даний спосіб дозволяє знизити частку кремнію приблизно на 1015%. Це не тільки знижує використання і вартість введення кремнієвих сплавів у чавун, але переважно удароміцність чавуну збільшується, а також здатність до машинної обробки. Переважно, кількість магнійвмісного сфероїдизатора розраховується, щоб одержати в результаті приблизно 0,03 мас. % (тобто, 0,025-0,035 мас. %) залишкового Mg в рідкому чавуні, тобто зниження приблизно на 25% в порівнянні з традиційним способом. Конкретна природа модифікатора на стадії (ііі) не є важливою, і може використовуватися будьякий відомий модифікатор, прийнятний для ковкого чавуну, наприклад, модифікатори на основі феросиліцію (переважні) або силіциду кальцію. Згідно з другим аспектом винаходу передбачається ініціалізатор для використання в одержанні ковкого чавуну, причому вказаний ініціалізатор являє собою феросиліцієвий сплав, який має наступний склад в мас. %: 40-55 Si, 5-15 М, де М являє собою метал групи ІІа, відмінної від Mg, переважно, Ва, причому залишок являє собою залізо з, необов'язково, незначними кількостями (не більше 10 мас. % сумарно) Аl, Са, Мn і/або Zr і будь-яких неминучих домішок. Фахівець в даній галузі техніки знає, що вміст кисню в базовому рідкому чавуні пов'язаний з його температурою (швидкістю газопоглинання), часом витримки, масою блока і довжиною лінії формування. Взагалі кажучи, спосіб лиття, що повільно проходить, забезпечує низький рівень кисню (наприклад, менше 40 ч./млн), а спосіб лиття, що швидко проходить, призводить до високого рівня кисню (наприклад, більше 80 ч./млн). Вміст кисню має прямий вплив на кількість магнію, яка потрібна для сфероїдизації, оскільки магній сполучається з будь-яким присутнім киснем з утворенням MgO, і тільки вільний залишковий магній промотує утворення графітових сфероїдів. Оскільки кількість кисню є змінною (і по суті невідомою), неможливо забезпечувати чавун точною кількістю магнію. У тих випадках, коли рівень кисню є низьким, буде надмірна кількість магнію. Це призводить до збільшеного карбідоутворення (тверда фаза) і збільшених газових дефектів та усадки. З іншого боку, коли рівень кисню є високим, буде надмірна кількість MgO, що дає нескруглені графітові сфероїди, шлакові включення і поверхневі дефекти. Метою ініціалізатора є тому компенсування різних рівнів кисню «встановленням», або інактивуванням, кисневої активності. Оскільки магній не витрачається на утворення MgO при подальшому введенні магнію, необхідний рівень введення Mg може бути набагато більш точно розрахований. Оскільки необхідна кількість Mg неминуче є меншою, ніж використовувана раніше, інтенсивність реакції також знижується, додатково мінімізуючи 94750 6 вимогу з передозування. У будь-якому випадку головна перевага даного винаходу полягає в тому, що інші параметри, які визначають рівень введення Mg, або є постійними, або можуть бути прогнозовані, або виміряні. Послідовне використання ініціалізатора з групи ІІа і магнієвого сфероїдизатора є особливо ефективним. Досвід показує, що магній є безсумнівно найкращим матеріалом для забезпечення зростання графітових включень в необхідній сферичній формі. Однак, Mg далекий від ідеалу в його інших властивостях: він взаємодіє більш інтенсивно, ніж інші елементи групи, його оксид є менш стабільним, він має високу тенденцію до загасання, він утворює великі кількості в'язких силікатних шлаків, які викликають дефекти в готових виливках, і він не є особливо хорошим при зародженні графітових включень. При переміщенні в групі від Са до Sr та Ва інтенсивність реакції знижується, стабільність оксидів збільшується, тенденція до загасання знижується і здатність до зародкотворення збільшується. Крім того, шлаки мають тенденцію бути оксидами в більшій мірі, ніж силікатами, і легше відділяються від чавуну. Повинне бути зазначено, що, коли кисень в чавуні зв'язується з Mg або ініціалізатором (переважно, Ва), його рівень є ще невідомим, так що ще потрібне передозування. Однак, наслідки передозування з ініціалізатором є не такими несприятливими, як передозування з Mg, оскільки метал групи ІІа для ініціалізатора є менш карбідотвірним ніж Mg, і забезпечує легку обробку шлаку. Хоча кожний з металів групи ІІа є сприятливим для розкиснення розплаву, використання Ва є особливо переважним. Коли використовується надлишок ініціалізатора, відносно невеликі ядра збираються разом, збільшуючи в результаті їх площу поверхні, і має місце механізм флотації, так що надлишок видаляється в шлак (іншими словами, на відміну від Mg, оскільки кількість вільного Mg в залишковому Mg може змінюватися, тобто кількість ініціалізатора не є змінною в деталі у литому вигляді). Іншими словами, даний винахід може розглядатися як шлях перетворення металургійного параметра (вмісту кисню), який виявляється як змінна величина в литій деталі, в змінну способу (кисеньвмісний шлак), який є параметром способу, і повністю відділений від деталі у литому вигляді. Елементи вище барію в періодичній системі елементів мають тенденцію до загасання ефекту більш швидко, оскільки вони є більш легкими і будуть спливати більш швидко. Елементи нижче Ва (тобто Се) мають тенденцію опускатися на дно печей/ковша. З іншого боку, ВаО має приблизно таку саму щільність, як рідкий чавун, так що сприятлива можливість максимізувати та одержати гомогенність в процесі зародкотворення реалізовується тільки з Ва. Варіанти даного винаходу далі описані з посиланням на креслення, що додаються, на яких: на фіг. 1 представлена технологічна схема процесу для здійснення способу даного винаходу; на фіг. 2 показані оптичні мікрофотографії зразків чавуну, що одержується відповідно до даного 7 винаходу, в порівнянні із зразком за відомим рівнем техніки; і на фіг. 3-9 представлені діаграми кількості кулястих включень, % фериту, твердість, % залишкового Mg, % промоторів пор, % сірки і % кремнію, відповідно, для зразків виливків після експериментального лиття, що порівнюють Mg обробку за відомим рівнем техніки із способами відповідно до даного винаходу. Що стосується фіг. 1, на ній показана технологічна схема для здійснення способу за даним винаходом. Базовий чавун плавиться в печі 2 і перевантажується в місткість для витримки 4 (маршрут А). Розплавлений чавун потім виливають в перший ківш 6 (для ініціалізації), який виконаний ініціалізатором. Важливо підтримувати прийнятну температуру для сприяння утворенню оксидів барію і, залежно від точного задавання, це може бути досягнуте «підігріванням» місткості 4, якщо немає температурного контролю першого ковша 6 (з урахуванням часу витримки в першому ковші 6) або при використанні нагрітого першого ковша 6. Чавун після ініціалізації потім виливають у другий ківш 8, який заповнений сфероїдизатором (альтернативно, сфероїдизатор може бути введений в ініціалізований чавун, наприклад, плунжерним способом або як дріт з осердям). Метал потім може бути оброблений традиційним чином для модифікування, відливання тощо. У маршруті В по суті такий самий спосіб здійснюється в одній посудині, такій як місткість 10 конверторного типу. Місткість 10 являє собою по суті велику посудину, футеровану вогнетривким матеріалом, який відхиляється під кутом 90°. Коли місткість 10 встановлена для завантаження розплавленого чавуну, ініціалізатор 12 завантажується дозовано на днищі місткості, а сфероїдизатор 14 залишається в кармані, утвореному між боковою стінкою і дахом місткості 10 так званою «саламандровою» плитою 16, так що у вказаному положенні сфероїдизатор залишається вище завантаження чавуну. Як тільки ініціалізація має місце, місткість відкидається під кутом 90°, так що сфероїдизатор знаходиться тепер між підлогою і боковою стінкою місткості в його похилому положенні. Рідкий чавун проникає в карман, і здійснюється утворення кулястих включень. Експеримент з лиття 1 Дослідження виготовлення труби з ковкого чавуну Значна кількість ковкого чавуну витрачається на виготовлення труб, наприклад, для систем водопровідної води і систем скидних вод. Труби з ковкого чавуну мають всі переваги ливарного (сірого) чавуну, але є більш міцними, більш довговічними і гнучкими. Для даного внутрішнього діаметра труба з ковкого чавуну може бути виконана тонше, легше і, відповідно, дешевше, ніж її еквівалент з ливарного чавуну. Існуючий спосіб Ливарне виробництво включає в себе доменну піч, яка випускає 700 т/день базового чавуну, 50% якого продається як чушковий чавун, і 50% використовується на трубному заводі. Чушковий чавун, що використовується для одержання труб, допов 94750 8 нюється 10 мас. % сталевого скрапу (5 мас. % CRCA низькомарганцевої сталі і 5 мас. % марганцевої сталі). Трубний завод працює з використанням постійної форми для труб, що обертається. Вміст кремнію в чавуні коректується з використанням FeSi75 (0,15 мас. %) в місткості для витримки перед зливанням в місткість (GF-конвертер). Обробка сфероїдизатором проводиться з використанням чистого Mg при швидкості введення 0,12 мас. % Mg. Подальше модифікування виконується з використанням ZIRCOBAR-F (торгова марка), чий склад (виключаючи Fe) являє собою Si 60-65, Са 1-1,5, Аl 1-1,6, Мn 3-5, Zr 2,5-4,5, Ва 2,5-4,5 (0,15 мас. %), і 0,35 мас. % формувального порошку (INOPIPE E04/16 (торгова марка)), чий склад (виключаючи Fe) являє собою Si 57-63, Са 13-16, Аl 0,5-1,2, Ва 0,1-0,5, Mg 0,1-0,4) також використовується в процесі формування труби. Поліпшений спосіб згідно з даним винаходом Вищезгаданий спосіб був модифікований з включенням стадії ініціалізаційної обробки з використанням INOCULIN 390 (60-67 Si, 7-11 Ва, 0,81,5 Аl, 0,4-1,7 Са, решта Fe і залишкові домішки), що подається при швидкості 0,4 мас. % за 4 хв до Mg-обробки. Металографічні дослідження були зроблені на поперечних перерізах одержаних труб для дослідження виділення графіту в чавуні. Інші модифікації способу були забезпечені поетапним зниженням рівня магнієвої обробки після ініціалізації. На фіг. 2 представлені результати, які показують перерізи різних 9 мм труб від зовнішньої поверхні труби (зовнішній діаметр) (OD) через центр до внутрішньої поверхні труби (внутрішній діаметр) (ID). Вміст Мn в чавуні становить 0,45 мас. %, і значення вмісту Мn буде розглянуте нижче. У першій колонці фіг. 2 (найближчий аналог) показані результати здійснення стандартного способу. Кулясті включення графіту (сірі точки) чітко видимі і присутні в центральній частині з частотою 2 170 од/мм Ініціалізаційна обробка (колонка 2 «S1») дає значне збільшення кулястих включень 2 графіту (550 од/мм ). Наступні чотири пластини показують ефект зниження Mg в порівнянні з найближчим аналогом на 10% («S5»), 20% («S7»), 30% («S9») та 35% («S10»). Коли рівень магнію знижується, це знижує кількість кулястих включень 2 2 2 (S5 - 500 од/мм , S7 - 470 од/мм , S9 - 400 од/мм 2 та S10 - 260 од/мм ). Всі вказані значення вище, ніж для обробки - найближчого аналогу. Тільки в зразку S10 (35% зниження Mg) графіт починає осідати у вигляді лусочок в більшій мірі, ніж у вигляді кулястих включень, до внутрішньої поверхні труби. Остання пластина на фіг. 2 («S11») показує вплив ініціалізаційної обробки при на 30% зниженому введенні Mg на чавун, який має відносно високий вміст Мn (0,72 мас. %). Мn є карбідотвірним елементом, і попередній дослід показує, що максимальний вміст в чавуні Мn, з яким при виготовленні труб можна використовувати стандартну технологію, становить 0,5 мас. %. Зразок S11 показує чудове утворення кулястих включень графіту і показує, що чавун з більш високим вмістом Мn також стає таким, що обробляється. Це дозволяє 9 94750 ливарному виробництву використовувати більш дешевий Мn-вмісний сталевий брухт. Крім того, хоча немає прямого відношення до способу одержання труб, більш високий вміст Мn в чавуні збільшує цінність чушкового чавуну, що одержується вказаним литтям. Додаткова перевага даного способу полягає в тому, що він дозволяє значно знизити використання модифікатора, оскільки є менше присутнього Mg (сильного карбідотвірного елемента). Це не тільки знижує вартість, але це знижує кількість кремнію, введеного в чавун, що в свою чергу, дозволяє більш високій частці брухту повертатися в піч. Також припускається, що введення FeSi в місткість для витримки може бути повністю виключене - оскільки є менше присутнього карбідотвірного Mg, може бути допущений більш низький компенсуючий рівень Si в чавуні. На основі наведеного вище експерименту припускається, що зниження рівня Mg на 28% в порівнянні з найближчим аналогом є допустимим, і що використання як модифікатора потоку, так і формувального порошку може бути знижене на 20%. Mg і домішки Аl та Ті в Mg-сплавах, що використовуються, взаємодіють з водою з одержанням оксидів і газоподібного водню, який є відповідальним за утворення газових пор. Захоплення Mgшлаку чавуном вводить ослаблені зони в трубу, що може призвести до витоків під тиском. Зниження вмісту Mg знижує кількість Mg-шлаку, що одержується, і це, в свою чергу, знижує кількість шлаку, що захоплюється чавуном. Резонно передбачити, що прийняття вищезгаданого способу буде знижувати швидкість утворення газових пор і витоку на 50%. Розрахунки показують, що при прийнятті способу за винаходом вказане ливарне виробництво може збільшити свій прибуток від одержання труб приблизно на 50%. 10 Спосіб за даним винаходом дозволяє більш ефективно одержувати більш тонкі труби. Зрозуміло, що традиційні більш тонкі труби не тільки швидше охолоджуються, що впливає на морфологію чавуну, але вони мають дефекти в чавуні і, ймовірно, дають витоки. Експеримент з лиття 2. Лиття з ковкого чавуну. Існуючий спосіб (найближчий аналог). Чавун плавлять в дуговій електропечі і потім перевантажують в місткість для витримки. FeSi75 вводять перед Mg-обробкою (FeSi 44-48 Mg 6) (0,9 мас. %) в GF-конвертер. Також додають таблетку церію (0,1 мас. %) для розкиснення розплаву. З кожного ковша заливають ряд форм, причому на фігурах «А» представляє першу залиту форму, і «Z» представляє останню залиту форму. Кожна форма дає два ідентичних виливка (автомобільна деталь з перерізом середньої товщини), промаркованих «1» та «2». Модифікування останнього потоку проводять з використанням INOLAT 40 (торгова марка) (70-75 Si, 1,0-2,0 Са, 0,7-1,4 Al, 0,81,3 Ві, 0,4-0,7 рідкісноземельних елементів, решта Fe і залишкові домішки) (0,03 мас. %). Модифікований спосіб згідно з даним винаходом Ряд випробувань проводять на основі способу - найближчого аналогу. У досліді 1 ініціалізацію проводять за 4 хв до Mg-обробки (таблетка церію не використовується) з використанням INOCULIN 390 (60-67 Si, 7-11 Ва, 0,8-1,5 Аl, 0,4-1,7 Са, решта Fe і залишкові домішки). У дослідах 2-5 вміст сфероїдизатора з Mg поетапно знижується приблизно на 11% (дослід 2), 15% (дослід 3). 19% (дослід 4) і 26% (дослід 5). Параметри способу, що розглядаються, показані в таблиці 1 нижче. Таблиця 1 Параметри способу для експерименту з лиття 2 Зразок Найближчий аналог Дослід 1 Дослід 2 Дослід 3 Дослід 4 Дослід 5 Вміст ковІніціалізація МодифікуванняFeSi75 Mg-обробка FeSiMg ша INOCULIN 390 маса (кг) маса (кг) маса (кг) % введення маса (кг) % введення % економії 650 2 0 0,00 6,0 0,92 0,00 660 670 660 650 670 0 0 0 0 0 2,6 2,6 2,6 2,6 2,6 0,39 0,39 0,39 0,40 0,39 6,0 5,4 5,1 4,8 4,5 0,91 0,81 0,77 0,74 0,67 0,00 -11.3 -15,0 -18,8 -26,1 Результати представлені графічно на фіг. 3-9. Металургійні властивості були визначені на перерізах виливків, а металургійні склади були визначені на охолоджених зразках, відібраних з кожного ковша після залиття останньої форми. Що стосується фіг. 3, можна бачити, що зниження рівня Mg негативно не впливає на кількість кулястих включень. У той самий час є помітне збільшення відсоткового вмісту фериту у виливках (фіг. 4) з відповідним зниженням твердості (фіг. 5). Це не є обов'язковим, зокрема, якщо потрібні такі самі механічні властивості, як у найближчому аналізі. Однак, властиве збільшення фериту дозволяє використовувати більшу кількість легуючих елементів (наприклад, Мn) в початковій шихті, що має тенденцію до прискорення карбідотворення (такими легуючими елементами можуть бути елементи, спеціально вибрані для поліпшених характеристик, 11 або елементи, присутні тільки як домішки). Як очікувалося, рівень залишкового Mg є зниженим (фіг. 6), і кількість промоторів пор (Al+Ti+Mg) є також зниженим (фіг. 7). Фіг. 8 показує збільшення рівня S, коли рівень Mg знижується. Це зумовлене тим, що подібно до кисню сірка сполучається з барієм при ініціалізаційній обробці і є недоступною для сполучення з магнієм в процесі обробки для утворення кулястих включень. Подібно до MgS, BaS не виділяється з розплаву як шлак, але залишається в чавуні. Більш високий рівень сірки поліпшує оброблюваність різанням. З фіг. 9 можна бачити, що всі раніше описані переваги одержуються незважаючи на те, що рівень Si знижується. Припускається, що додаткова оптимізація буде включати зниження необхідного модифікатора, що подається в форму, і дозволяти получати виливки з щонайменше порівняними механічними властивостями по відношенню до способу - найближчому аналогу дешевше і більш узгоджено. Експеримент з лиття 3. Крупні виливки з ковкого чавуну. Існуючий спосіб – (найближчий аналог). В індукційну електропіч завантажують наступні матеріали: сталь - 45 мас. %, чушковий чавун - 15 мас. %, повернення - 40 мас. %, SiC - 6 кг/т, С - 3,5 кг/т, Си - 2 кг/т, і шихту плавлять. Перші три ковші (1100 кг) використовують для порівняння (представлені дані надані тільки для одного ковша), а чотири ковші для способу винаходу. FeSi75 (0,4 мас. %) вводять перед Mg-обробкою (FeSi 44-48 Mg 6) (1,5 мас. %) в ковші. Модифікування в потоці проводять потім з 94750 12 використанням INOLAT 40 (торгова марка) (62-69 Si, 0,6-1,9 Са, 0,5-1,3 Аl, 2,8-4,5 Мn,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of cast iron for producing of annealed cast iron and ferrosilicon alloy for processing of cast iron
Автори англійськоюBerthelet Emmanuel
Назва патенту російськоюСпособ обработки чугуна для получения ковкого чугуна и ферросилициевый сплав для обработки чугуна
Автори російськоюБертеле Эмманюель
МПК / Мітки
МПК: C22C 35/00, C21C 1/00, C21C 1/10
Мітки: одержання, обробки, спосіб, сплав, ковкого, чавуну, феросиліцієвий
Код посилання
<a href="https://ua.patents.su/10-94750-sposib-obrobki-chavunu-dlya-oderzhannya-kovkogo-chavunu-ta-ferosiliciehvijj-splav-dlya-obrobki-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки чавуну для одержання ковкого чавуну та феросиліцієвий сплав для обробки чавуну</a>
Спосіб одержання чавуну і спосіб одержання сталі (варіанти)
Номер патенту: 63969
Опубліковано: 16.02.2004
Автори: Урагамі Акіра, Іто Сузо, Токуда Кодзі
МПК: C22B 9/20, C21B 13/12, C21B 11/10, C21C 5/52
Мітки: чавуну, спосіб, варіанти, сталі, одержання
Формула / Реферат:
1. Спосіб одержання рідкого чавуну, що містить від 1,5 до 4,5% вуглецю, який полягає в тому, що:(a) використовують суміш оксиду заліза і вуглецевмісного відновника;(b) виготовляють формований продукт з вуглецевмісного відновника і оксиду заліза;(c) одержують тверде відновлене залізо з формованого продукту, що має металізацію принаймні 60%, питому щільність принаймні 1,7 і вміст вуглецю принаймні 50% від теоретичної...
Спосіб обробки чавуну магнієвмісними присадками
Номер патенту: 35461
Опубліковано: 25.09.2008
Автори: Хуснутдінов Гіль Давлєєвич, Зелений Борис Григорович
МПК: B22D 1/00
Мітки: спосіб, присадками, чавуну, обробки, магнієвмісними
Формула / Реферат:
Спосіб обробки чавуну магнієвмісними присадками, що включає введення в розплав порошкоподібної суміші магнію з вільним вуглецем, який відрізняється тим, що перед зануренням (поданням) суміші в розплав її попередньо нагрівають в атмосфері повітря до температури 700 °С-900 °С.
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Дюдкін Дмитро Олександрович, Кисіленко Володимир Васильович, Остапчук Микола Петрович, Оніщук Віталій Прохорович, Царицин Євген Олександрович, Овсяніков Олександр Матвійович
МПК: C21C 1/00
Мітки: магнієм, чавуну, позапічноі, обробки, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 22202
Опубліковано: 25.04.2007
Автор: Уздемір Олександр Миколайович
МПК: C21C 1/00
Мітки: магнієм, чавуну, обробки, позапічної, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, який включає регульоване уведення до чавуну порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів (мас. %): магнійгалогеніди 20-45 лужноземельні метали 80-55.
Спосіб обробки рідкого доменного чавуну першої плавки для молольних тіл
Номер патенту: 38273
Опубліковано: 17.05.2004
Автори: Любимов Іван Михайлович, Шеремет Володимир Олександрович, Адамов Іван Васильович, Дубина Олег Вікторович, Тістечок Василь Дмитрович, Кекух Анатолій Володимирович, Омесь Микола Михайлович, Коваленко Іван Михайлович
Мітки: спосіб, рідкого, тіл, чавуну, обробки, плавки, доменного, першої, молольних
Формула / Реферат:
1. Спосіб обробки рідкого доменного чавуну першої плавки для молольних тіл шляхом продувки його киснем і введення добавок, який відрізняється тим, що чавун обробляють після випуску його із доменної печі в жолобі ливарного двора або в розливному ковші, продувку киснем виконують через пористу вогнетривку футерівку ковша в пузирчастому режимі, а перед випуском чавуну в розливний ківш чи перед продувкою або після неї чи одночасно з нею в чавун...
Попередній патент: Бензімідазольні модулятори vr1
Наступний патент: Спосіб та система для лазерної, специфічної довжини хвилі, обробки інфрачервоним випромінюванням
Випадковий патент: Пристрій діагностики технічного стану хрестовин стрілочних переводів