Спосіб позапічної обробки чавуну магнієм
Формула / Реферат
Спосіб позапічної обробки чавуну магнієм, який включає регульоване уведення до чавуну порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів (мас. %):
магнійгалогеніди
20-45
лужноземельні метали
80-55.
Текст
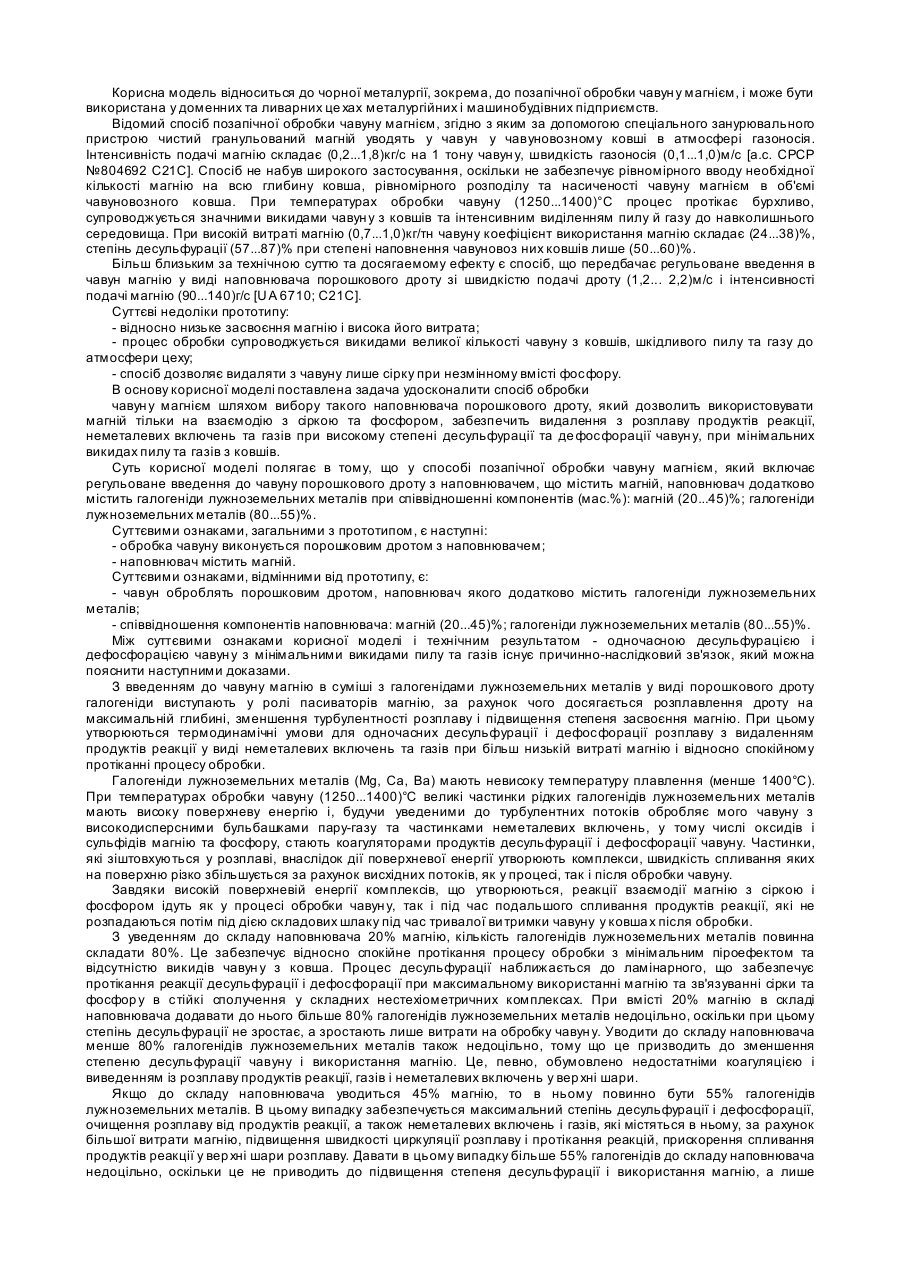
Корисна модель відноситься до чорної металургії, зокрема, до позапічної обробки чавун у магнієм, і може бути використана у доменних та ливарних це хах металургійних і машинобудівних підприємств. Відомий спосіб позапічної обробки чавуну магнієм, згідно з яким за допомогою спеціального занурювального пристрою чистий гранульований магній уводять у чавун у чавуновозному ковші в атмосфері газоносія. Інтенсивність подачі магнію складає (0,2...1,8)кг/с на 1 тону чавун у, швидкість газоносія (0,1...1,0)м/с [a.c. CPCP №804692 C21C]. Спосіб не набув широкого застосування, оскільки не забезпечує рівномірного вводу необхідної кількості магнію на всю глибину ковша, рівномірного розподілу та насиченості чавуну магнієм в об'ємі чавуновозного ковша. При температурах обробки чавуну (1250...1400)°С процес протікає бурхливо, супроводжується значними викидами чавун у з ковшів та інтенсивним виділенням пилу й газу до навколишнього середовища. При високій витраті магнію (0,7...1,0)кг/тн чавуну коефіцієнт використання магнію складає (24...38)%, степінь десульфурації (57...87)% при степені наповнення чавуновоз них ковшів лише (50...60)%. Більш близьким за технічною суттю та досягаемому ефекту є спосіб, що передбачає регульоване введення в чавун магнію у виді наповнювача порошкового дроту зі швидкістю подачі дроту (1,2... 2,2)м/с і інтенсивності подачі магнію (90...140)г/с [U A 6710; C21C]. Суттєві недоліки прототипу: - відносно низьке засвоєння магнію і висока його витрата; - процес обробки супроводжується викидами великої кількості чавуну з ковшів, шкідливого пилу та газу до атмосфери цеху; - спосіб дозволяє видаляти з чавуну лише сірку при незмінному вмісті фосфору. В основу корисної моделі поставлена задача удосконалити спосіб обробки чавун у магнієм шляхом вибору такого наповнювача порошкового дроту, який дозволить використовувати магній тільки на взаємодію з сіркою та фосфором, забезпечить видалення з розплаву продуктів реакції, неметалевих включень та газів при високому степені десульфурації та де фосфорації чавун у, при мінімальних викидах пилу та газів з ковшів. Суть корисної моделі полягає в тому, що у способі позапічної обробки чавуну магнієм, який включає регульоване введення до чавуну порошкового дроту з наповнювачем, що містить магній, наповнювач додатково містить галогеніди лужноземельних металів при співвідношенні компонентів (мас.%): магній (20...45)%; галогеніди лужноземельних металів (80...55)%. Суттєвими ознаками, загальними з прототипом, є наступні: - обробка чавуну виконується порошковим дротом з наповнювачем; - наповнювач містить магній. Суттєвими ознаками, відмінними від прототипу, є: - чавун оброблять порошковим дротом, наповнювач якого додатково містить галогеніди лужноземельних металів; - співвідношення компонентів наповнювача: магній (20...45)%; галогеніди лужноземельних металів (80...55)%. Між суттєвими ознаками корисної моделі і технічним результатом - одночасною десульфурацією і дефосфорацією чавун у з мінімальними викидами пилу та газів існує причинно-наслідковий зв'язок, який можна пояснити наступними доказами. З введенням до чавуну магнію в суміші з галогенідами лужноземельних металів у виді порошкового дроту галогеніди виступають у ролі пасиваторів магнію, за рахунок чого досягається розплавлення дроту на максимальній глибині, зменшення турбулентності розплаву і підвищення степеня засвоєння магнію. При цьому утворюються термодинамічні умови для одночасних десульфурації і дефосфорації розплаву з видаленням продуктів реакції у виді неметалевих включень та газів при більш низькій витраті магнію і відносно спокійному протіканні процесу обробки. Галогеніди лужноземельних металів (Mg, Ca, Ва) мають невисоку температуру плавлення (менше 1400°С). При температурах обробки чавуну (1250...1400)°С великі частинки рідких галогенідів лужноземельних металів мають високу поверхневу енергію і, будучи уведеними до турбулентних потоків обробляє мого чавуну з високодисперсними бульбашками пару-газу та частинками неметалевих включень, у тому числі оксидів і сульфідів магнію та фосфору, стають коагуляторами продуктів десульфурації і дефосфорації чавуну. Частинки, які зіштовхуються у розплаві, внаслідок дії поверхневої енергії утворюють комплекси, швидкість спливання яких на поверхню різко збільшується за рахунок висхідних потоків, як у процесі, так і після обробки чавуну. Завдяки високій поверхневій енергії комплексів, що утворюються, реакції взаємодії магнію з сіркою і фосфором ідуть як у процесі обробки чавун у, так і під час подальшого спливання продуктів реакції, які не розпадаються потім під дією складових шлаку під час тривалої ви тримки чавуну у ковша х після обробки. З уведенням до складу наповнювача 20% магнію, кількість галогенідів лужноземельних металів повинна складати 80%. Це забезпечує відносно спокійне протікання процесу обробки з мінімальним піроефектом та відсутністю викидів чавун у з ковша. Процес десульфурації наближається до ламінарного, що забезпечує протікання реакції десульфурації і дефосфорації при максимальному використанні магнію та зв'язуванні сірки та фосфор у в стійкі сполучення у складних нестехіометричних комплексах. При вмісті 20% магнію в складі наповнювача додавати до нього більше 80% галогенідів лужноземельних металів недоцільно, оскільки при цьому степінь десульфурації не зростає, а зростають лише витрати на обробку чавун у. Уводити до складу наповнювача менше 80% галогенідів лужноземельних металів також недоцільно, тому що це призводить до зменшення степеню десульфурації чавуну і використання магнію. Це, певно, обумовлено недостатніми коагуляцією і виведенням із розплаву продуктів реакції, газів і неметалевих включень у вер хні шари. Якщо до складу наповнювача уводиться 45% магнію, то в ньому повинно бути 55% галогенідів лужноземельних металів. В цьому випадку забезпечується максимальний степінь десульфурації і дефосфорації, очищення розплаву від продуктів реакції, а також неметалевих включень і газів, які містяться в ньому, за рахунок більшої витрати магнію, підвищення швидкості циркуляції розплаву і протікання реакцій, прискорення спливання продуктів реакції у вер хні шари розплаву. Давати в цьому випадку більше 55% галогенідів до складу наповнювача недоцільно, оскільки це не приводить до підвищення степеня десульфурації і використання магнію, а лише збільшує витрати. Додавати менше 55% галогенідів до сплаву наповнювача також неефективно, тому що продукти реакції при цьому неповністю зв'язуються у комплекси і не всі виносяться з розплаву, а степінь використання магнію зменшується. Уводити до складу наповнювача менше 20% магнію недоцільно, тому що при цьому зменшується степінь десульфурації і дефосфорації, зростає тривалість обробки чавуну. Додавати до складу наповнювача більше 45% магнію також не має сенсу, оскільки це призводить до надмірної турбулізації розплаву і значним викидам чавун у з ковша, зменшенню степеня використання магнію, зростанню його витрати. Випробування технології позапічної обробки чавуну порошковим дротом з наповнювачем, який містить магній і галогеніди лужноземельних металів, проводили в умовах промислового виробництва. Порошковий дріт, Æ10мм, за допомогою трайб-апарату уводили зі швидкістю 1,8...2,2м/с до чавуновозного ковша ємністю 100тн. З галогенідів лужноземельних металів використовували фторид кальцію (флюорит). Проби чавуну на хімічний аналіз брали до обробки, після обробки порошковим дротом і через 15...20 хвилин після обробки. Результати випробувань наведені у таблиці. Як видно з табл. 1, більш ефективні результати отримані при вмісті у порошковому дроті (20...45)% магнію і (80...55)% фториду кальцію - степінь десульфурації (67...84)%, степінь дефосфорації (52...61)%. При цьому коефіцієнт використання магнію досягав (60...70)%. Обробку чавуну порошковим дротом проводили за умов наповнювання ковшів (90...100)%. При вмісті у порошковому дроті (20...45)% магнію і (80...55)% галогенідів лужноземельних металів викиди розплаву з ковшів були практично відсутні при мінімальних викидах пилу і газів. Таблиця Результати обробки чавуну порошковим дротом з магнієм та галогенідами лужноземельних металів Склад № напов нюв ача, Витрати ков ша мас. % Mg, кг/т Mg CaF 2 Si 1 15 85 0,8 0,92 2 20 80 0,9 1,32 3 30 70 0,98 0,77 4 45 55 1,0 1,28 5 50 50 1,2 0,61 Хі мічний скла д чаву ну, % До обробки Μn 0,14 0,42 0,14 0,42 0,13 S 0,022 0,012 0,029 0,031 0,045 Після обробки P 0,044 0,060 0,050 0,059 0,042 Si 0,89 1,32 0,92 1,31 0,66 Μn 0,14 0,45 0,14 0,45 0,14 S 0,017 0,006 0,010 0,014 0,024 Після в итримки 15...20хв . P 0,038 0,035 0,030 0,034 0,033 Si 1,09 1,14 1,04 1,33 0,77 Μn 0,15 0,44 0,14 0,46 0,16 S 0,012 0,004 0,007 0,005 0,020 P 0,031 0,029 0,022 0,023 0,031 Степінь десу льфу раці ї, % 45,4 66,7 75,9 83,9 55,6 Степінь де фосфора ції, % 29,5 51,7 56,0 61,0 26,2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out-of-furnace cast-iron treatment with magnesium
Назва патенту російськоюСпособ внепечной обработки чугуна магнием
МПК / Мітки
МПК: C21C 1/00
Мітки: магнієм, чавуну, обробки, позапічної, спосіб
Код посилання
<a href="https://ua.patents.su/2-22202-sposib-pozapichno-obrobki-chavunu-magniehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки чавуну магнієм</a>
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 7598
Опубліковано: 15.06.2005
Автори: Фентісов Ігор Миколайович, Косолап Микола Володимирович, Аніщенко Микола Федорович, Синельніков Володимир Петрович, Аріх Сергій Георгійович, Кладіті Георгій Олександрович, Климанчук Владислав Владиславович, Прахнін Вячеслав Леонідович, Ватлецов Олександр Васильович, Бойко Володимир Семенович, Малімон Олександр Афанасович, Лещенко Єгор Миколайович, Шебаніц Едуард Миколайович, Коваль Сергій Олексійович
МПК: C21C 1/00
Мітки: позапічної, спосіб, магнієм, чавуну, обробки
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магній та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок і окисли заліза, знаходиться в межах...
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Овсяніков Олександр Матвійович, Остапчук Микола Петрович, Оніщук Віталій Прохорович, Дюдкін Дмитро Олександрович, Царицин Євген Олександрович, Кисіленко Володимир Васильович
МПК: C21C 1/00
Мітки: обробки, магнієм, чавуну, спосіб, позапічноі
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Хрущов Евген Іванович, Тітієвський Володимир Маркович, Остапчук Микола Петрович, Кисіленко Володимир Васильович, Зборщик Олександр Михайлович, Якін Михайло Миколайович, Бойко Володимир Семенович, Овчиніков Микола Олексійович, Оніщук Віталій Прохорович, Дюдкін Дмитро Олександрович
МПК: C21C 1/02
Мітки: спосіб, позапічної, обробки, магнієм, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 52651
Опубліковано: 15.01.2003
Автори: Бойко Володимир Семенович, Стець Володимир Павлович, Розумний Павло Кузьмич, Лещенко Єгор Миколайович, Прядкін Олексій Григорович, Коваль Сергій Олексійович, Овчінніков Микола Олексійович, Богомолов Анатолій Григорович, Ботман Сергій Васильович, Стець Павло Денисович, Остапчук Микола Петрович, Якін Михайло Миколайович, Фентісов Ігор Миколайович
МПК: C21C 1/02, C21C 7/064
Мітки: магнієм, обробки, спосіб, позапічної, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає регульований ввід в чавун порошкового дроту, який відрізняється тим, що передбачає ввід в чавун порошкового дроту з наповнювачем у вигляді порошкового магнію, наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів, мас.%: магній 15÷45 : галогеніди лужноземельних металів 55÷85.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 77556
Опубліковано: 15.12.2006
Автори: Прахнін Вячеслав Леонідович, Косолап Микола Володимирович, Ватлецов Олександр Васильович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Синельніков Володимир Петрович, Коваль Сергій Олексійович, Малімон Олександр Афанасович, Аріх Сергій Георгійович, Лещенко Єгор Миколайович, Кладіті Георгій Олександрович, Аніщенко Микола Федорович, Фентісов Ігор Миколайович, Климанчук Владислав Владиславович
МПК: C21C 1/02
Мітки: чавуну, позапічної, магнієм, обробки, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішують з екзотермічною сумішшю, яка відновлює магній та складається з порошків алюмінію і оксидів заліза, при цьому в одержаному наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок та оксиди заліза, співвідношення компонентів знаходиться в...