Неметалева труба
Номер патенту: 96187
Опубліковано: 26.01.2015
Автори: Хрістораднов-Катушєв Константін Євгєньєвіч, Ківіренко Олег Борисович, Шопен Олександр Борисович

Формула / Реферат
1. Неметалева труба, оболонка якої містить щонайменше один шар з косошаровою поздовжньо-поперечною структурою, отриманий за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого, яка відрізняється тим, що оболонка згаданої неметалевої труби містить внутрішній герметизуючий шар на основі смолоємної стрічки.
2. Труба за п. 1, яка відрізняється тим, що як смолоємну стрічку використовують, наприклад, скловолокнистий матеріал з хорошою усмоктувальною смолистих речовин властивістю, наприклад скловуаль.
3. Труба за будь-яким з вищевказаних пунктів 1 або 2, яка відрізняється тим, що смолоємна стрічка укладена з щонайменше з двійним перекриттям.
Текст
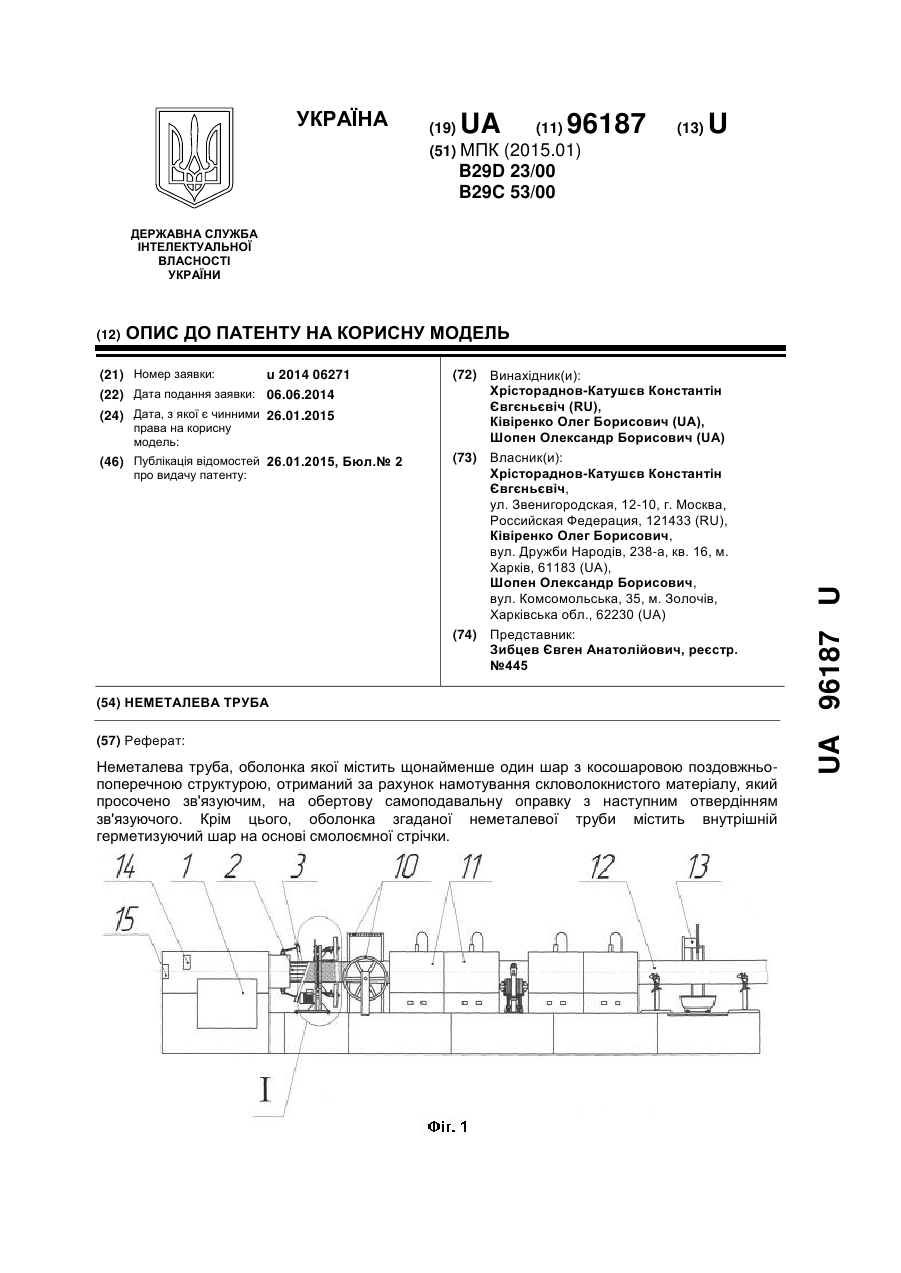
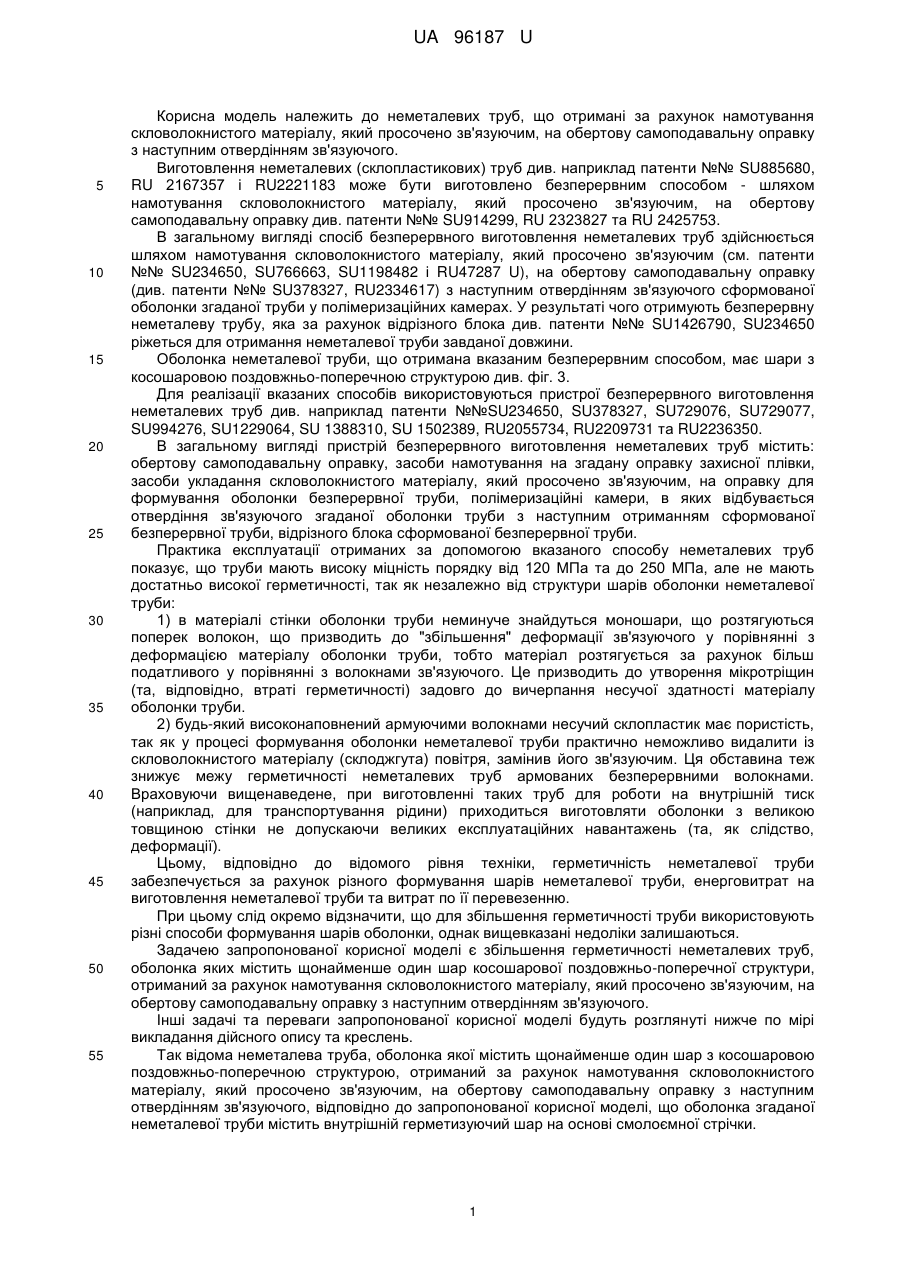
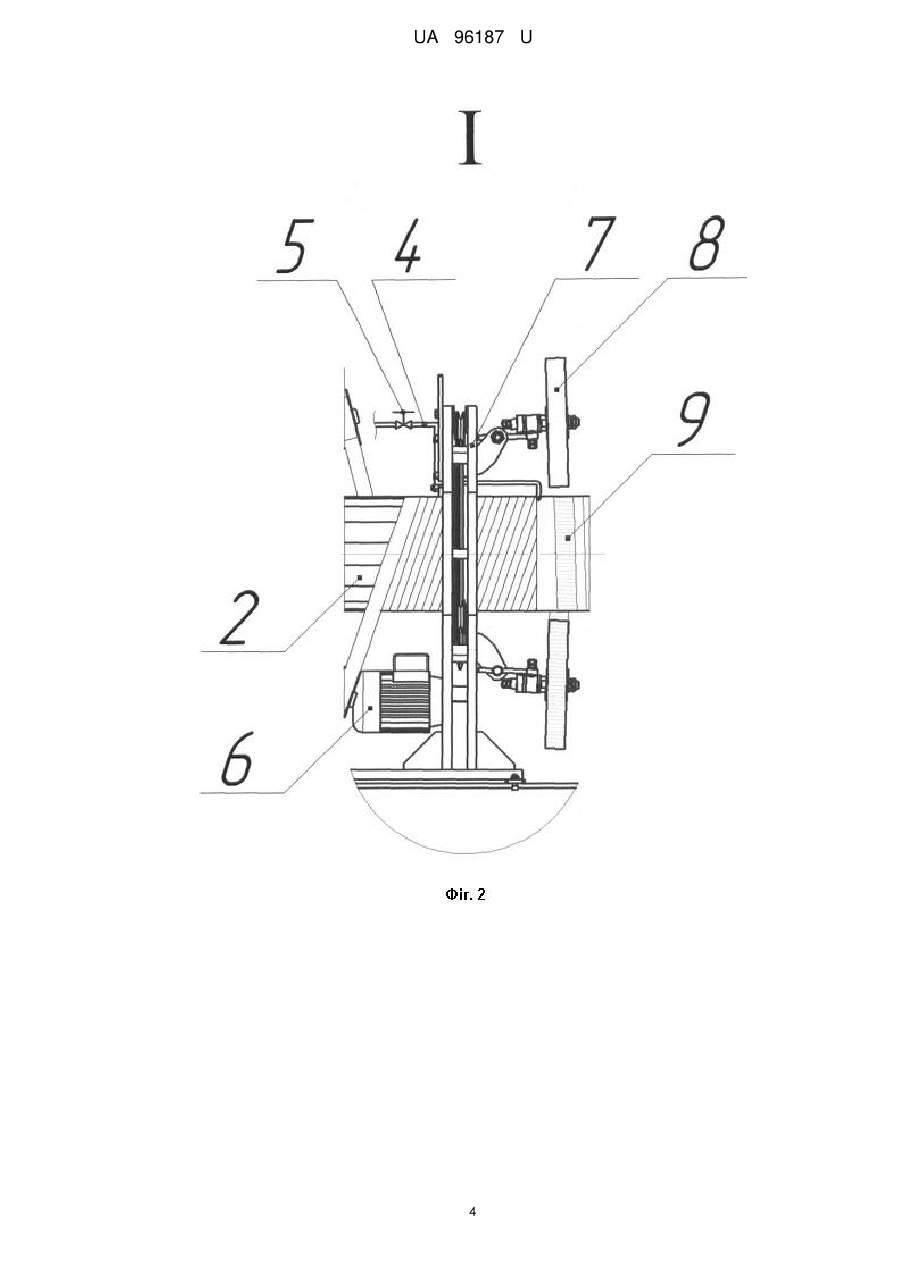
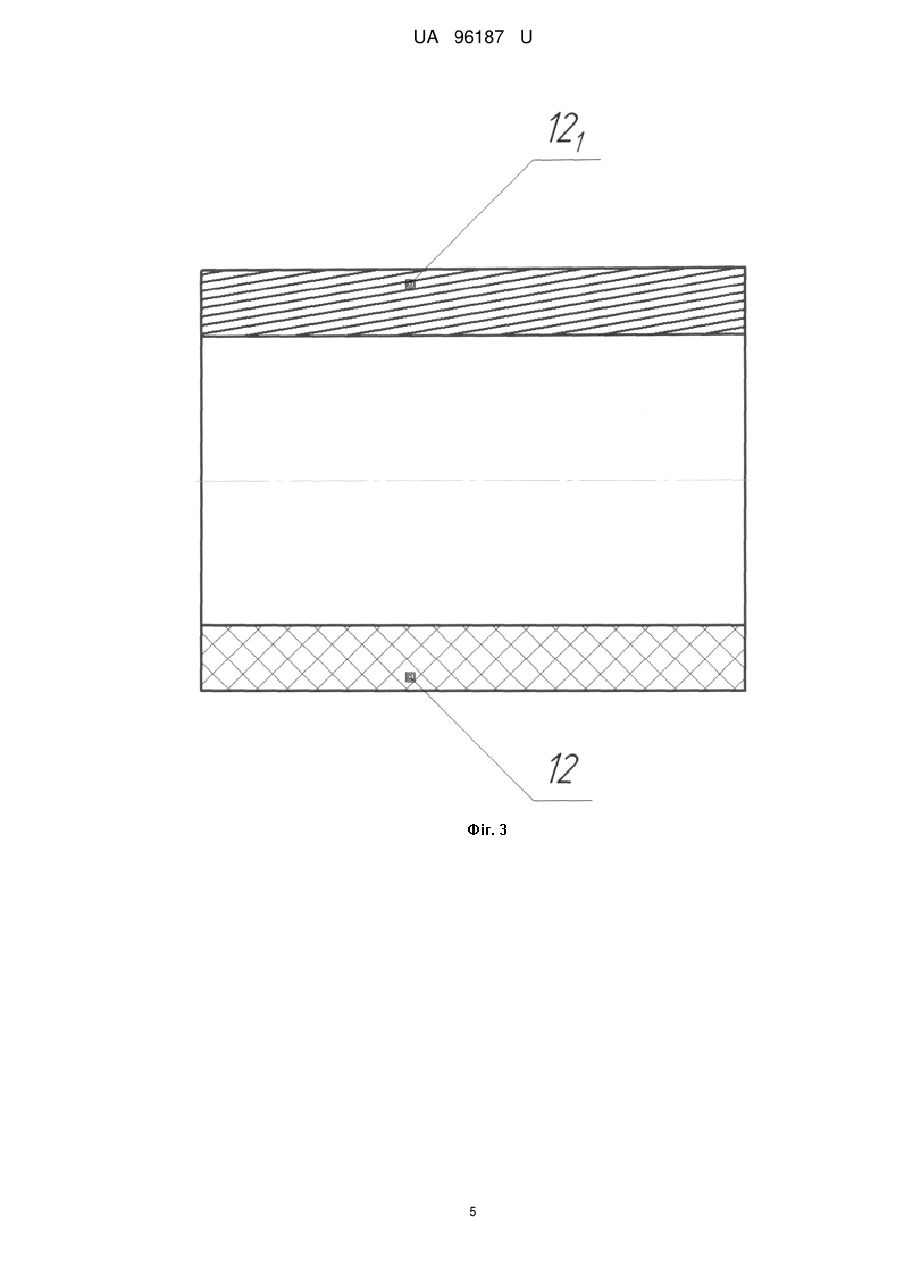
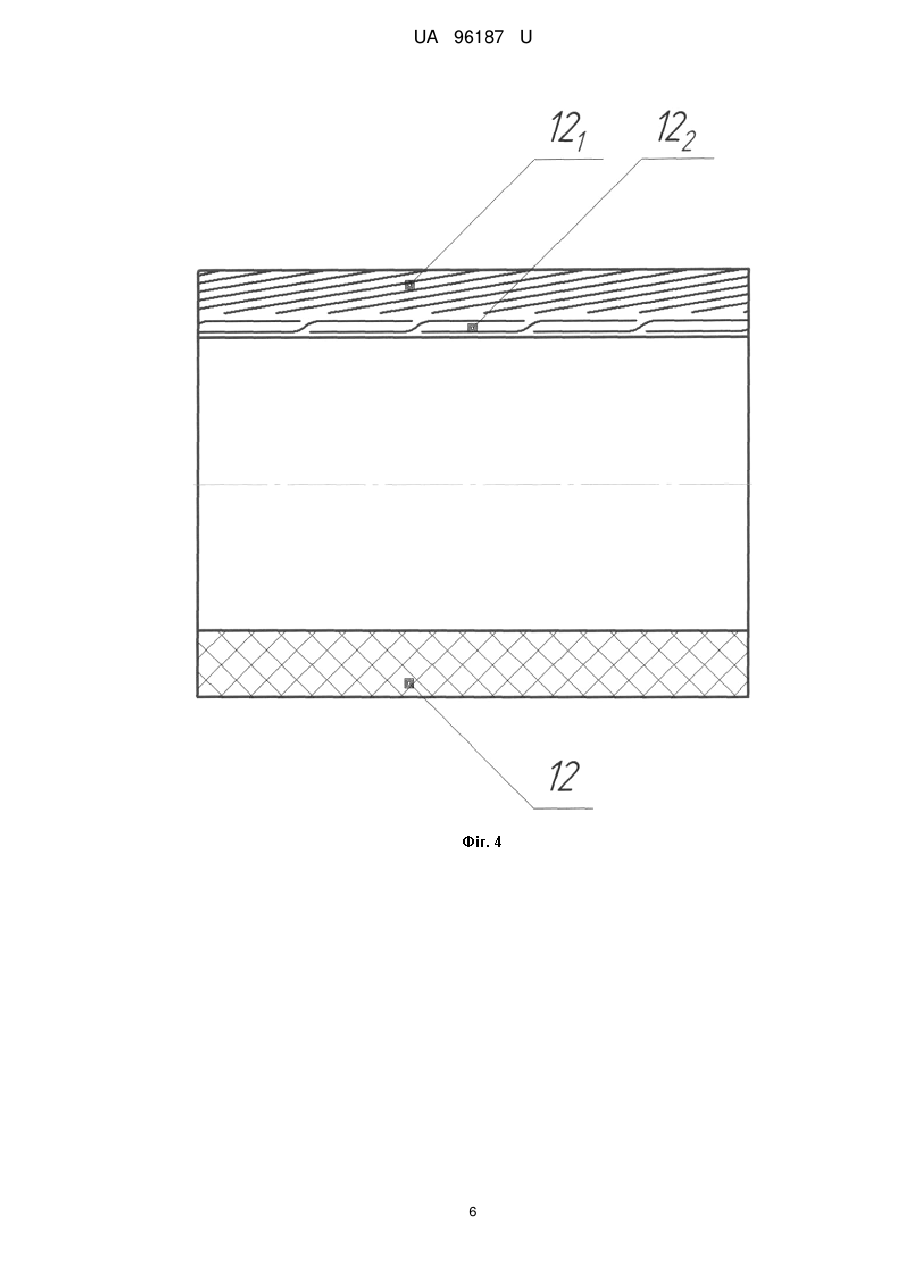
Реферат: Неметалева труба, оболонка якої містить щонайменше один шар з косошаровою поздовжньопоперечною структурою, отриманий за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого. Крім цього, оболонка згаданої неметалевої труби містить внутрішній герметизуючий шар на основі смолоємної стрічки. UA 96187 U (12) UA 96187 U UA 96187 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до неметалевих труб, що отримані за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого. Виготовлення неметалевих (склопластикових) труб див. наприклад патенти №№ SU885680, RU 2167357 і RU2221183 може бути виготовлено безперервним способом - шляхом намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку див. патенти №№ SU914299, RU 2323827 та RU 2425753. В загальному вигляді спосіб безперервного виготовлення неметалевих труб здійснюється шляхом намотування скловолокнистого матеріалу, який просочено зв'язуючим (см. патенти №№ SU234650, SU766663, SU1198482 і RU47287 U), на обертову самоподавальну оправку (див. патенти №№ SU378327, RU2334617) з наступним отвердінням зв'язуючого сформованої оболонки згаданої труби у полімеризаційних камерах. У результаті чого отримують безперервну неметалеву трубу, яка за рахунок відрізного блока див. патенти №№ SU1426790, SU234650 ріжеться для отримання неметалевої труби завданої довжини. Оболонка неметалевої труби, що отримана вказаним безперервним способом, має шари з косошаровою поздовжньо-поперечною структурою див. фіг. 3. Для реалізації вказаних способів використовуються пристрої безперервного виготовлення неметалевих труб див. наприклад патенти №№SU234650, SU378327, SU729076, SU729077, SU994276, SU1229064, SU 1388310, SU 1502389, RU2055734, RU2209731 та RU2236350. В загальному вигляді пристрій безперервного виготовлення неметалевих труб містить: обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, відрізного блока сформованої безперервної труби. Практика експлуатації отриманих за допомогою вказаного способу неметалевих труб показує, що труби мають високу міцність порядку від 120 МПа та до 250 МПа, але не мають достатньо високої герметичності, так як незалежно від структури шарів оболонки неметалевої труби: 1) в матеріалі стінки оболонки труби неминуче знайдуться моношари, що розтягуються поперек волокон, що призводить до "збільшення" деформації зв'язуючого у порівнянні з деформацією матеріалу оболонки труби, тобто матеріал розтягується за рахунок більш податливого у порівнянні з волокнами зв'язуючого. Це призводить до утворення мікротріщин (та, відповідно, втраті герметичності) задовго до вичерпання несучої здатності матеріалу оболонки труби. 2) будь-який високонаповнений армуючими волокнами несучий склопластик має пористість, так як у процесі формування оболонки неметалевої труби практично неможливо видалити із скловолокнистого матеріалу (склоджгута) повітря, замінив його зв'язуючим. Ця обставина теж знижує межу герметичності неметалевих труб армованих безперервними волокнами. Враховуючи вищенаведене, при виготовленні таких труб для роботи на внутрішній тиск (наприклад, для транспортування рідини) приходиться виготовляти оболонки з великою товщиною стінки не допускаючи великих експлуатаційних навантажень (та, як слідство, деформації). Цьому, відповідно до відомого рівня техніки, герметичність неметалевої труби забезпечується за рахунок різного формування шарів неметалевої труби, енерговитрат на виготовлення неметалевої труби та витрат по її перевезенню. При цьому слід окремо відзначити, що для збільшення герметичності труби використовують різні способи формування шарів оболонки, однак вищевказані недоліки залишаються. Задачею запропонованої корисної моделі є збільшення герметичності неметалевих труб, оболонка яких містить щонайменше один шар косошарової поздовжньо-поперечної структури, отриманий за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого. Інші задачі та переваги запропонованої корисної моделі будуть розглянуті нижче по мірі викладання дійсного опису та креслень. Так відома неметалева труба, оболонка якої містить щонайменше один шар з косошаровою поздовжньо-поперечною структурою, отриманий за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого, відповідно до запропонованої корисної моделі, що оболонка згаданої неметалевої труби містить внутрішній герметизуючий шар на основі смолоємної стрічки. 1 UA 96187 U 5 10 15 20 25 30 35 40 45 50 55 60 Використання внутрішнього смолонаповненого герметизуючого шару на основі просоченої смолоємної стрічки дозволить суттєво збільшити герметичність труби за рахунок його високої стійкості до деформації, що виникають у процесі експлуатації неметалевої труби. Збільшення герметизуючих властивостей труби дозволить зменшити товщину стінки оболонки труби із збереженням завданої герметичності, що також дозволить зменшити матеріалоємність виготовлення труби та витрат на її різання та перевезення, що також є перевагою корисної моделі. Також, відповідно до запропонованої корисної моделі, як смолоємну стрічку використовують, наприклад, скловолокнистий матеріал з хорошою усмоктувальною смолистих речовин властивістю, наприклад, скловуаль. Використання смолоємної стрічки забезпечує хороше вбирання зв'язуючого, розташованого на оправці, що не дозволяє витікати зв'язуючому у процесі намотування смолоємної стрічки на оправку, що і забезпечує ефективне формування внутрішнього герметизуючого шару. Також, відповідно до запропонованої корисної моделі, смолоємна стрічка укладена з щонайменше з двійним перекриттям, що забезпечує збільшення товщини внутрішнього герметизуючого шару, та суттєво зменшує товщину силового (носійного) шару стінки оболонки труби, що приводить до зниження ваги труби та відповідно витратам на її виготовлення та перевезення. При розгляді варіантів здійснення дійсної корисної моделі використається вузька термінологія. Однак дійсна корисна модель не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює усі еквівалентні елементи, які працюють аналогічним чином та використовуються для вирішення тих же самих задач. Фіг. 1 - зображено пристрій безперервного виготовлення неметалевих труб. Фіг. 2 - фрагмент І фіг. 1. Фіг. 3 - переріз оболонки безперервної неметалевої труби, відповідно до відомого рівня техніки. Фіг. 4 - переріз оболонки безперервної неметалевої труби, відповідно до запропонованої корисної моделі. Фіг. 5 - перший варіант реалізації схеми управління формування внутрішнього герметизуючого шару. Фіг. 6 - другий варіант реалізації схеми управління формування внутрішнього герметизуючого шару. Приклад реалізації На фігурах 1 або 2 зображено: головний привід 1, обертова самоподавальна оправка 2, засіб намотування 3 на оправку 2 захисної плівки, вузол подання 4 зв'язуючого на оправку 2, регулятор 5 витрати зв'язуючого, привід 6 планшайби 7 з котушками 8 смолоємної стрічки 9. Засоби укладання 10 скловолокнистого просоченого зв'язуючим матеріалу на оправку 2, полімеризаційні камери 11, неметалева труба 12, відрізний блок 13, блок керування 14, датчик 15 обертання оправки 2. На фіг. 3 зображено переріз оболонки безперервної труби 12, відповідно до відомого рівня техніки, оболонка якої складається із шару 121 косошарової поздовжньо-поперечної структури. На фіг. 4 зображено переріз оболонки безперервної труби 12, відповідно до запропонованої корисної моделі, оболонка якої має шар 121 косошарової поздовжньо-поперечної структури та внутрішній герметизуючий шар 122 на основі просоченої смолоємної стрічки. На фіг. 5 зображено перший варіант реалізації схеми управління формування внутрішнього герметизуючого шару, відповідно до якої блок керування 14 на вході з'єднано з датчиком 15 обертання оправки 2, а на виході блок управління 14 з'єднано з приводом 6 планшайби 7. На фіг. 6 зображено другий варіант реалізації схеми управління формування внутрішнього герметизуючого шару, відповідно до якої блок керування 14 на вході з'єднано з датчиком 15 обертання оправки 2, а на виході блок керування 14 з'єднано з приводом 6 планшайби 7 та з регулятором 5 витрати зв'язуючого. Через головний привід 1 приходить у роботу обертова самоподавальна оправка 2. За допомогою засобів намотування 3 на оправку 2 відбувається намотування захисної плівки, яка перешкоджає забрудненню оправки 2 зв'язуючим див. фіг. 2. На оправку 2 у захисній плівці подають зв'язуюче через вузол подання 4, при цьому регулювання витрати зв'язуючого здійснюється за допомогою регулятора 5. Потім на шар зв'язуючого на оправці 2 за допомогою планшайби 7 з котушками 8 здійснюють намотування смолоємної стрічки 9, яка взаємодіє зі зв'язуючим вбирає його і тим самим не дозволяє його витіканню у процесі намотування смолоємної стрічки 9. У результаті намотування смолоємної стрічки 9 утворюється внутрішній герметизуючий шар 122 оболонки труби 12. 2 UA 96187 U 5 10 15 20 Після формування внутрішнього герметизуючого шару 122 здійснюють наступне формування шарів 121 оболонки труби 12 шляхом наступного намотування на оправку 2 скловолокнистого матеріалу просочуваного зв'язуючим за допомогою засобів укладання 10 та потім сформована оболонка труби 12 подається у полімеризаційні камери 11, в яких здійснюється отвердіння зв'язуючого, у результаті чого утворюється безперервна неметалева труба 12, оболонка якої має шар 121 косошарової поздовжньо-поперечної структури та внутрішній герметизуючий шар 122 див. фіг. 4 на основі просоченої смолоємної стрічки 9. Потім сформована безперервна неметалева труба 12 відрізним блоком 13 розрізується на труби завданої довжини. Слід окремо відзначити, що у процесі роботи запропонованої корисної моделі система управління формування внутрішнього герметизуючого шару 122 складається з блока керування 14, який на вході з'єднано з датчиком 15 обертання оправки 2. На підставі даних об обертанні оправки 2 блок керування 14 визначає витрату зв'язуючого для формування внутрішнього герметизуючого шару 122 та виробляє команду керування на регулятор 5, який встановлює необхідну витрату зв'язуючого, яке подається на оправку 2. Також на підставі даних об обертанні оправки 2 блок керування 14 визначає швидкість обертання планшайби 7 для забезпечення необхідного намотування смолоємної стрічки 9 на оправку 2 при формуванні внутрішнього герметизуючого шару 12 2. Після чого блок керування 14 здійснює вироблення команди керування на привід 6 планшайби 7. Технічним результатом запропонованої корисної моделі є збільшення герметичності неметалевих труб, оболонка яких містить щонайменше один шар косошарової поздовжньопоперечної структури, отриманий способом безперервного виготовлення неметалевих труб за рахунок намотування склопластикового матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Неметалева труба, оболонка якої містить щонайменше один шар з косошаровою поздовжньопоперечною структурою, отриманий за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого, яка відрізняється тим, що оболонка згаданої неметалевої труби містить внутрішній герметизуючий шар на основі смолоємної стрічки. 2. Труба за п. 1, яка відрізняється тим, що як смолоємну стрічку використовують, наприклад, скловолокнистий матеріал з хорошою усмоктувальною смолистих речовин властивістю, наприклад скловуаль. 3. Труба за будь-яким з вищевказаних пунктів 1 або 2, яка відрізняється тим, що смолоємна стрічка укладена з щонайменше з двійним перекриттям. 3 UA 96187 U 4 UA 96187 U 5 UA 96187 U 6 UA 96187 U 7 UA 96187 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюShopen Oleksandr Borysovych
Автори російськоюХристораднов-Катушев Константин Евгеньевич, Шопен Александр Борисович
МПК / Мітки
МПК: B29C 53/00, B29D 23/00
Мітки: труба, неметалева
Код посилання
<a href="https://ua.patents.su/10-96187-nemetaleva-truba.html" target="_blank" rel="follow" title="База патентів України">Неметалева труба</a>
Бурильна труба

Номер патенту: 76606
Опубліковано: 15.08.2006
Автори: Лісниченко Володимир Анатолійович, Островський Ігор Романович, Сірик Віктор Федорович
МПК: E21B 17/00
Формула / Реферат:
1. Бурильна труба, що складається з циліндричної труби та різьбових перехідників, яка відрізняється тим, що має зовнішню оболонку у вигляді гвинтових стрічок з напрямком гвинтової лінії, протилежним напрямку обертання, виконану з щілинами між сусідніми стрічками, а центральна циліндрична труба розміщена в різьбових перехідниках з можливістю радіального та осьового переміщення відносно перехідників та зовнішньої оболонки.2. Бурильна...
Полімерна труба
Номер патенту: 55843
Опубліковано: 27.12.2010
Автори: Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович
МПК: F16L 9/00
Формула / Реферат:
1. Полімерна труба, що містить оболонку з каналом для проходження потоку, яка відрізняється тим, що всередині стінки оболонки виконано поздовжні канали.2. Полімерна труба за п. 1, яка відрізняється тим, що поздовжні канали виконані такими, що розширяються до центра або периферії оболонки.
Труба теплообмінника
Номер патенту: 80967
Опубліковано: 10.06.2013
Автори: Улітько Роман Миколайович, Лисенко Даніїл Миколайович
МПК: F28F 1/42
Мітки: теплообмінника, труба
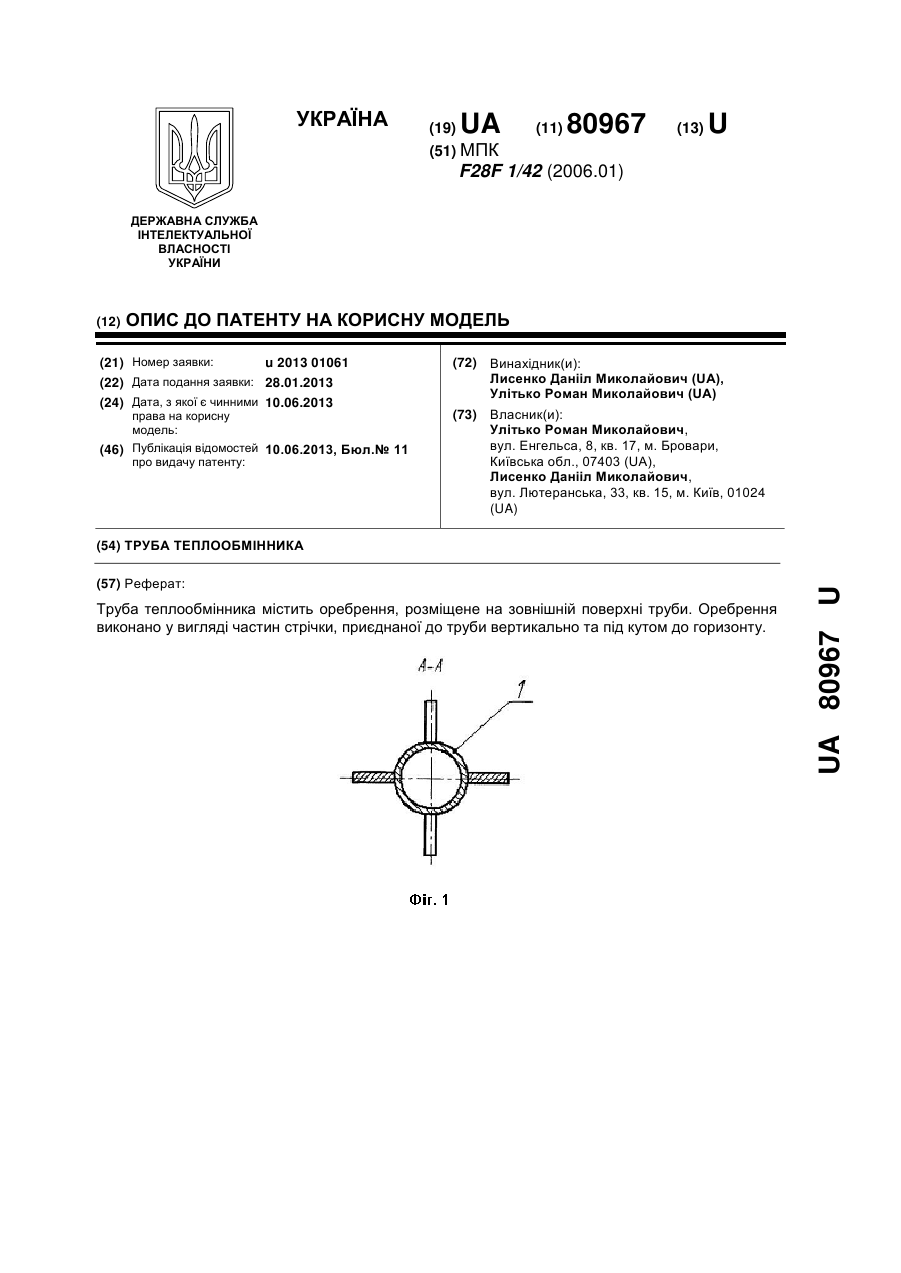
Формула / Реферат:
1. Труба теплообмінника, що містить оребрення, розміщене на зовнішній поверхні труби, яка відрізняється тим, що оребрення виконано у вигляді частин стрічки, приєднаної до труби вертикально та під кутом до горизонту.2. Труба теплообмінника за п. 1, яка відрізняється тим, що частини зовнішнього оребрення розташовані так, що швидкість руху рідини по поверхні труби постійно зростає.3. Труба теплообмінника за пп. 1 та 2, яка...
Багатошарова труба і спосіб виготовлення багатошарової труби
Номер патенту: 70421
Опубліковано: 15.10.2004
Автори: Ліпицький Станіслав Григорович, Кущенко Сергій Миколайович
МПК: F16L 9/00
Мітки: спосіб, багатошарова, багатошарової, виготовлення, трубі, труба
Формула / Реферат:
1. Багатошарова труба, що містить сполучені між собою внутрішній захисний шар, виконаний із зносостійкого матеріалу, проміжний шар і зовнішній захисний шар, виконаний з композиційного матеріалу, а також закінцівки для з'єднання з суміжними трубами або трубопровідною арматурою, яка відрізняється тим, що внутрішній захисний шар і проміжний шар скріплені між собою гнучкими джгутами, при цьому проміжний шар виконаний з полімербетону, армованого...
Багатошарова труба
Номер патенту: 78710
Опубліковано: 25.03.2013
Автори: Шмєльов Алєксандр Юрьєвіч, Ковріга Владіслав Вітальєвіч, Островскій Дмітрій Алєксандровіч
МПК: F16L 11/00, F16L 9/12
Мітки: багатошарова, труба
Формула / Реферат:
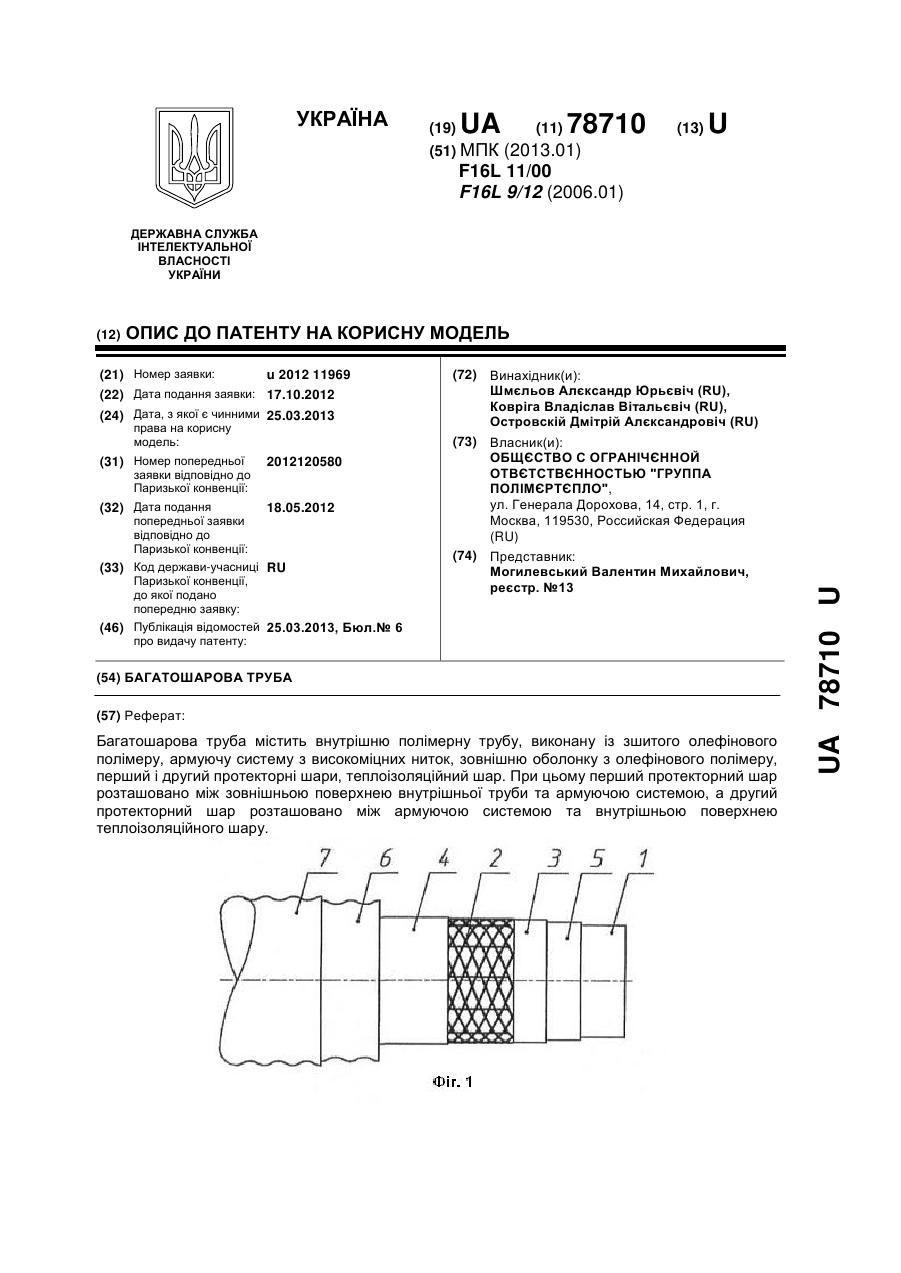
1. Багатошарова труба, що містить внутрішню полімерну трубу, армуючу систему з високоміцних ниток і зовнішню оболонку з олефінового полімеру, яка відрізняється тим, що вона має перший і другий протекторні шари і теплоізоляційний шар, внутрішня труба виконана із зшитого олефінового полімеру, що характеризується опором роздиранню армуючим елементом при 115 °C не нижче 15 Н/мм, а армуюча система розташована між першим і другим протекторними...
Попередній патент: Пластинчастий теплообмінник
Наступний патент: Пристрій безперервного виготовлення неметалевих труб
Випадковий патент: Спосіб нормування навантаження пагонами кущів винограду