Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 96188
Опубліковано: 26.01.2015
Автори: Ківіренко Олег Борисович, Шопен Олександр Борисович, Хрістораднов-Катушєв Константін Євгєньєвіч
Формула / Реферат
1. Пристрій безперервного виготовлення неметалевих труб, який містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, який відрізняється тим, що пристрій додатково містить вузол подання зв'язуючого на оправку, яка вкрита захисною плівкою, та обертову, навколо оправки за допомогою приводу, планшайбу з котушками смолоємної стрічки, яка намотується на вкриту зв'язуючим оправку.
2. Пристрій за пунктом 1, який відрізняється тим, що система управління формування внутрішнього герметизуючого шару складається з блока управління, який на вході з'єднано з датчиком обертання оправки, а на виході блок керування з'єднано з приводом планшайби.
3. Пристрій за будь-яким з вищевказаних пунктів 1 або 2, який відрізняється тим, що вузол подання зв'язуючого на оправку містить регулятор витрати зв'язуючого.
4. Пристрій за п. 3, який відрізняється тим, що блок керування додатково на виході з'єднано з регулятором витрати зв'язуючого.
Текст
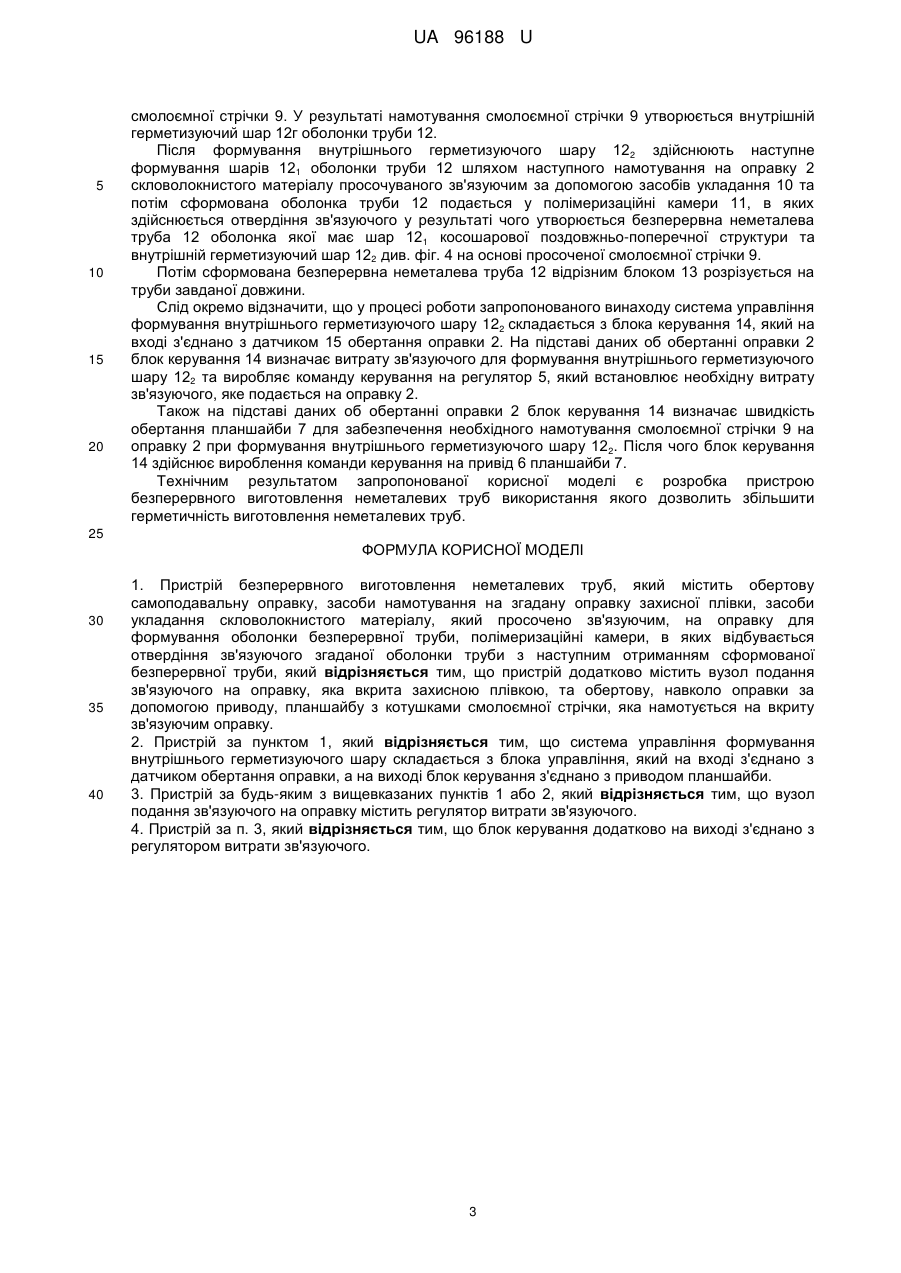
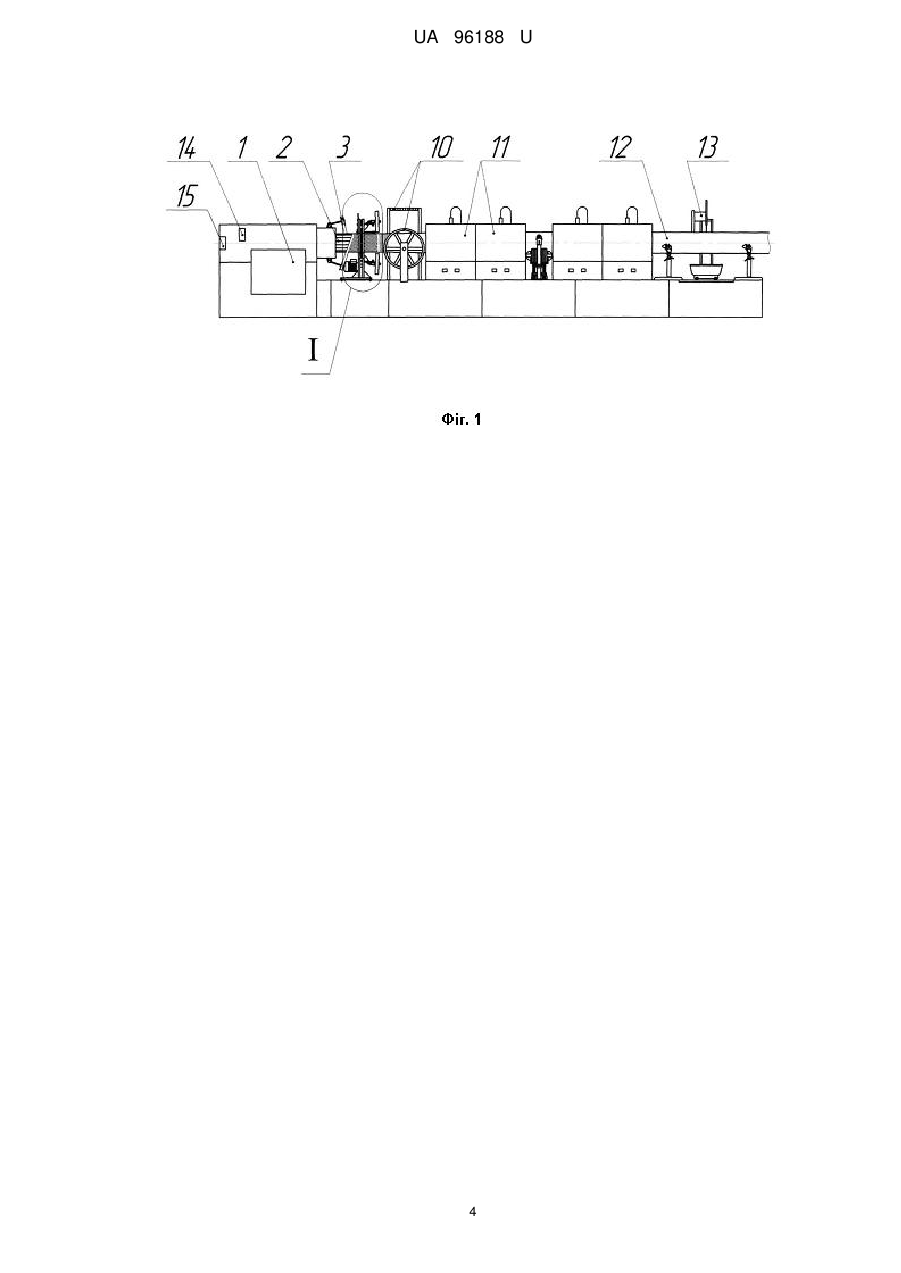
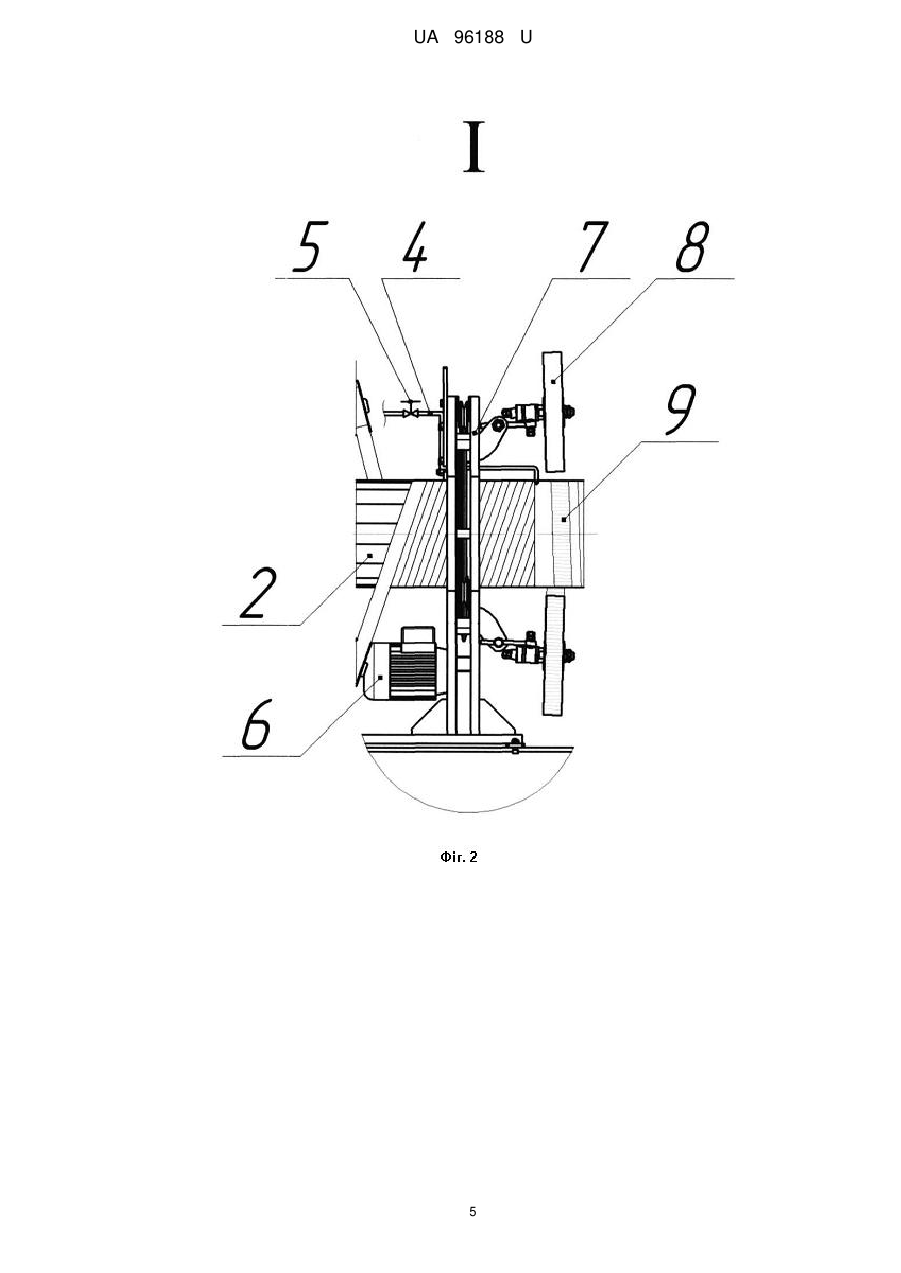
Реферат: Пристрій безперервного виготовлення неметалевих труб містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби. Пристрій додатково містить вузол подання зв'язуючого на оправку, яка вкрита захисною плівкою, та обертову, навколо оправки за допомогою приводу, планшайбу з котушками смолоємної стрічки, яка намотується на вкриту зв'язуючим оправку. UA 96188 U (12) UA 96188 U UA 96188 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв безперервного виготовлення неметалевих труб за рахунок намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку з наступним отвердінням зв'язуючого. Виготовлення неметалевих (склопластикових) труб див. наприклад патенти №№ SU885680, RU 2167357 и RU2221183 може бути виготовлено безперервним способом - шляхом намотування скловолокнистого матеріалу, який просочено зв'язуючим, на обертову самоподавальну оправку див. патенти №№ SU914299, RU 2323827 та RU 2425753. В загальному вигляді спосіб безперервного виготовлення неметалевих труб здійснюється шляхом намотування скловолокнистого матеріалу, який просочено зв'язуючим (см. патенти №№ SU234650, SU766663, SU1198482 и RU47287 U), на обертову самоподавальну оправку (див. патенти №№ SU378327, RU2334617) з наступним отвердінням зв'язуючого сформованої оболонки згаданої труби у полімеризаційних камерах. У результаті чого отримують безперервну неметалеву трубу, яка за рахунок відрізного блока див. патенти №№ SU1426790, SU234650 ріжеться для отримання неметалевої труби завданої довжини. Оболонка неметалевої труби, що отримана вказаним безперервним способом, має шари з косошаровою поздовжньо-поперечною структурою див. фіг. 3. Для реалізації вказаних способів використовуються пристрої безперервного виготовлення неметалевих труб див. наприклад патенти №№SU234650, SU378327, SU729076, SU729077, SU994276, SU1229064, SU 1388310, SU 1502389, RU2055734, RU2209731 та RU2236350. В загальному вигляді пристрій безперервного виготовлення неметалевих труб містить: обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, відрізного блока сформованої безперервної труби. Практика експлуатації отриманих за допомогою вказаного способу неметалевих труб показує, що труби мають високу міцність порядку від 120МПа та до 250 МПа, але не мають достатньо високої герметичності, так як незалежно від структури шарів оболонки неметалевої труби: 1) в матеріалі стінки оболонки труби неминуче знайдуться моношари, що розтягуються поперек волокон, що призводить до «збільшення» деформації зв'язуючого у порівнянні з деформацією матеріалу оболонки труби, тобто матеріал розтягується за рахунок більш податливого у порівнянні з волокнами зв'язуючого. Це призводить до утворення мікротріщин (та, відповідно, втраті герметичності) задовго до вичерпання несучої здатності матеріалу оболонки труби. 2) будь-який високонаповнений армуючими волокнами несучий склопластик має пористість, так як у процесі формування оболонки неметалевої труби практично неможливо видалити із скловолокнистого матеріалу (склоджгута) повітря, замінив його зв'язуючим. Ця обставина теж знижує межу герметичності неметалевих труб армованих безперервними волокнами. Враховуючи вищенаведене, при виготовленні таких труб для роботи на внутрішній тиск (наприклад, для транспортування рідини) приходиться виготовляти оболонки з великою товщиною стінки не допускаючи великих експлуатаційних навантажень (та, як слідство, деформації). Тому, відповідно до відомого рівня техніки, герметичність неметалевої труби забезпечується за рахунок різного формування шарів неметалевої труби, енерговитрат на виготовлення неметалевої труби та витрат по її перевезенню. При цьому слід окремо відзначити, що для збільшення герметичності труби використовують різні способи формування шарів оболонки, однак вищевказані недоліки залишаються. Задачею запропонованої корисної моделі є розробка пристрою безперервного виготовлення неметалевих труб використання якого дозволить збільшити герметичність виготовлених неметалевих труб. Інші задачі та переваги запропонованої корисної моделі будуть розглянуті нижче у міру викладання дійсного опису та креслень. Поставлена задача вирішується тим, що відомий пристрій безперервного виготовлення неметалевих труб, який містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, згідно з корисною моделлю, пристрій додатково містить вузол подання зв'язуючого на оправку, яка вкрита захисною плівкою, та обертову, навколо оправки за 1 UA 96188 U 5 10 15 20 25 30 35 40 45 50 55 60 допомогою приводу, планшайбу з котушками смолоємної стрічки, яка намотується на вкриту зв'язуючим оправку. Використання запропонованого пристрою забезпечує формування оболонки неметалевої труби з внутрішнім герметизуючим шаром на основі смолоємної стрічки. Формування внутрішнього герметизуючого шару оболонки труби на основі смолоємної стрічки забезпечує суттєве підвищення герметичності отриманих неметалевих труб з шарами косошарової поздовжньо-поперечної структури. Внутрішній смолонаповнений герметизуючий шар може зазнавати суттєво великі деформації, що й забезпечує збільшення герметизуючих властивостей отриманої неметалевої труби, відповідно до запропонованої корисної моделі. Збільшення герметизуючих властивостей труби також дозволить зменшити товщини стінки оболонки труби зі збереженням завданої межі герметичності, що дозволить зменшити матеріалоємність виготовлення трубі та витрат на її різання та перевезення, що також є перевагою корисної моделі. Також, відповідно до запропонованої корисної моделі, система управління формування внутрішнього герметизуючого шару складається з блока управління, який на вході з'єднано з датчиком обертання оправки, а на виході блок керування з'єднано з приводом планшайби. Використання системи формування внутрішнього герметизуючого шару також дозволяє контролювати співвідношення витків внутрішнього герметизуючого шару до решти оболонки труби, яка містить шари косошарової поздовжньо-поперечної структури. Також, відповідно до запропонованої корисної моделі, вузол подання зв'язуючого на оправку містить регулятор витрати зв'язуючого. Також, відповідно до запропонованої корисної моделі, блок керування додатково на виході з'єднано з регулятором витрати зв'язуючого, що дозволяє підтримувати оптимальну витрату зв'язуючого при формуванні внутрішнього герметизуючого шару. При розгляді варіантів здійснення дійсного винаходу використається вузька термінологія. Однак дійсний винахід не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює усі еквівалентні елементи, які працюють аналогічним чином та використовуються для вирішення тих же самих задач. Фіг. 1 - зображено пристрій безперервного виготовлення неметалевих труб. Фіг. 2 фрагмент І фіг. 1. Фіг. 3 - переріз оболонки безперервної неметалевої труби, відповідно до відомого рівня техніки. Фіг. 4 - переріз оболонки безперервної неметалевої труби, відповідно до запропонованої корисної моделі. Фіг. 5 - перший варіант реалізації схеми управління формування внутрішнього герметизуючого шару. Фіг. 6 - другий варіант реалізації схеми управління формування внутрішнього герметизуючого шару. Приклад реалізації На фігурах 1 або 2 зображено: головний привід 1, обертова самоподавальна оправка 2, засіб намотування 3 на оправку 2 захисної плівки, вузол подання 4 зв'язуючого на оправку 2, регулятор 5 витрати зв'язуючого, привод 6 планшайби 7 з котушками 8 смолоємної стрічки 9. Засоби укладання 10 скловолокнистого просоченого зв'язуючим матеріалу на оправку 2, полімеризаційні камери 11, неметалева труба 12, відрізний блок 13, блок керування 14, датчик 15 обертання оправки 2. На фіг. 3 зображено переріз оболонки безперервної труби 12, відповідно до відомого рівня техніки, оболонка якої складається із шару 12і косошарової поздовжньо-поперечної структури. На фіг. 4 зображено переріз оболонки безперервної труби 12, відповідно до запропонованої корисної моделі, оболонка якої має шар 121 косошарової поздовжньо-поперечної структури та внутрішній герметизуючий шар 122 на основі просоченої смолоємної стрічки. На фіг. 5 зображено перший варіант реалізації схеми управління формування внутрішнього герметизуючого шару, відповідно до якої блок керування 14 на вході з'єднано з датчиком 15 обертання оправки 2, а на виході блок управління 14 з'єднано з приводом 6 планшайби 7. На фіг. 6 зображено другий варіант реалізації схеми управління формування внутрішнього герметизуючого шару, відповідно до якої блок керування 14 на вході з'єднано з датчиком 15 обертання оправки 2, а на виході блок керування 14 з'єднано з приводом 6 планшайби 7 та з регулятором 5 витрати зв'язуючого. Через головний привод 1 приходить у роботу обертова самоподавальна оправка 2. За допомогою засобів намотування 3 на оправку 2 відбувається намотування захисної плівки, яка перешкоджає забрудненню оправки 2 зв'язуючим див. фіг. 2. На оправку 2 у захисній плівці подають зв'язуюче через вузол подання 4, при цьому регулювання витрати зв'язуючого здійснюється за допомогою регулятора 5. Потім на шар зв'язуючого на оправці 2 за допомогою планшайби 7 з котушками 8 здійснюють намотування смолоємної стрічки 9, яка взаємодіє зі зв'язуючим, вбирає його і тим самим не дозволяє його витікання у процесі намотування 2 UA 96188 U 5 10 15 20 смолоємної стрічки 9. У результаті намотування смолоємної стрічки 9 утворюється внутрішній герметизуючий шар 12г оболонки труби 12. Після формування внутрішнього герметизуючого шару 122 здійснюють наступне формування шарів 121 оболонки труби 12 шляхом наступного намотування на оправку 2 скловолокнистого матеріалу просочуваного зв'язуючим за допомогою засобів укладання 10 та потім сформована оболонка труби 12 подається у полімеризаційні камери 11, в яких здійснюється отвердіння зв'язуючого у результаті чого утворюється безперервна неметалева труба 12 оболонка якої має шар 121 косошарової поздовжньо-поперечної структури та внутрішній герметизуючий шар 122 див. фіг. 4 на основі просоченої смолоємної стрічки 9. Потім сформована безперервна неметалева труба 12 відрізним блоком 13 розрізується на труби завданої довжини. Слід окремо відзначити, що у процесі роботи запропонованого винаходу система управління формування внутрішнього герметизуючого шару 122 складається з блока керування 14, який на вході з'єднано з датчиком 15 обертання оправки 2. На підставі даних об обертанні оправки 2 блок керування 14 визначає витрату зв'язуючого для формування внутрішнього герметизуючого шару 122 та виробляє команду керування на регулятор 5, який встановлює необхідну витрату зв'язуючого, яке подається на оправку 2. Також на підставі даних об обертанні оправки 2 блок керування 14 визначає швидкість обертання планшайби 7 для забезпечення необхідного намотування смолоємної стрічки 9 на оправку 2 при формування внутрішнього герметизуючого шару 122. Після чого блок керування 14 здійснює вироблення команди керування на привід 6 планшайби 7. Технічним результатом запропонованої корисної моделі є розробка пристрою безперервного виготовлення неметалевих труб використання якого дозволить збільшити герметичність виготовлення неметалевих труб. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 1. Пристрій безперервного виготовлення неметалевих труб, який містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, який відрізняється тим, що пристрій додатково містить вузол подання зв'язуючого на оправку, яка вкрита захисною плівкою, та обертову, навколо оправки за допомогою приводу, планшайбу з котушками смолоємної стрічки, яка намотується на вкриту зв'язуючим оправку. 2. Пристрій за пунктом 1, який відрізняється тим, що система управління формування внутрішнього герметизуючого шару складається з блока управління, який на вході з'єднано з датчиком обертання оправки, а на виході блок керування з'єднано з приводом планшайби. 3. Пристрій за будь-яким з вищевказаних пунктів 1 або 2, який відрізняється тим, що вузол подання зв'язуючого на оправку містить регулятор витрати зв'язуючого. 4. Пристрій за п. 3, який відрізняється тим, що блок керування додатково на виході з'єднано з регулятором витрати зв'язуючого. 3 UA 96188 U 4 UA 96188 U 5 UA 96188 U 6 UA 96188 U 7 UA 96188 U 8 UA 96188 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюShopen Oleksandr Borysovych
Автори російськоюХристораднов-Катушев Константин Евгеньевич, Шопен Александр Борисович
МПК / Мітки
МПК: B29D 23/00
Мітки: труб, безперервного, пристрій, неметалевих, виготовлення
Код посилання
<a href="https://ua.patents.su/11-96188-pristrijj-bezperervnogo-vigotovlennya-nemetalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій безперервного виготовлення неметалевих труб</a>
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92788
Опубліковано: 10.09.2014
Автори: Шустов Константін Алєксандровіч, Шопен Олександр Борисович, Ківіренко Олег Борисович
МПК: B29D 23/00, B29C 53/00
Мітки: труб, пристрій, виготовлення, безперервного, неметалевих
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, який містить:- обертову самоподавальну оправку,- засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується,- полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92796
Опубліковано: 10.09.2014
Автори: Шопен Олександр Борисович, Шустов Костянтин Олександрович, Ківіренко Олег Борисович
МПК: B29D 24/00, B29D 23/00
Мітки: пристрій, неметалевих, виготовлення, безперервного, труб
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, що містить обертову самоподавальну оправку, засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, щонайменше одну полімеризаційну камеру, в якій розташований щонайменше один тепловий випромінювач для отвердіння зв'язуючого згаданої заготівки з наступним формуванням безперервної...
Оправка пристрою безперервного виготовлення неметалевих труб
Номер патенту: 93198
Опубліковано: 25.09.2014
Автори: Шустов Константін Алєксандровіч, Божко Борис Миколайович, Ківіренко Олег Борисович, Шопен Олександр Борисович
МПК: B29D 23/00, B29C 53/00
Мітки: труб, неметалевих, пристрою, безперервного, оправка, виготовлення
Формула / Реферат:
1. Оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формотворною внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, яка відрізняється тим, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених...
Пристрій для безперервного виготовлення труб із армованих пластмас
Номер патенту: 9498
Опубліковано: 30.09.1996
Автори: Божко Борис Миколайович, Голованевський Аркадій Ізраілевич, Данільцев Володимир Григорович, Савчук Володимир Васильович, Шопен Олександр Борисович
МПК: B29D 23/00
Мітки: труб, пластмас, армованих, пристрій, виготовлення, безперервного
Формула / Реферат:
1. Устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправу, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору, отличающееся тем, что оправка выполнена в виде блока секторов, соединенного с приводным валом посредством разъемного соединения при этом консольная часть секторов выполнена с возможностью...
Пристрій для виготовлення труб
Номер патенту: 37195
Опубліковано: 25.11.2008
Автори: Горбачов Григорій Федорович, Іваницький Станіслав Георгійович, Чувашов Юрій Миколайович, Гаврилюк Микола Семенович, Грицак Ганна Степанівна, Тутаков Олег Васильович, Ященко Ольга Михайлівна
МПК: B28B 21/00
Мітки: труб, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення труб, що містить циліндричну оправку, пристрій приведення її в обертовий рух, пристрій подачі матеріалу на виробку, пристрій нанесення в'яжучої речовини на матеріал, з якого формується труба, полімеризуючий пристрій, тягнучий пристрій, пристрій порізки труби на мірні заготовки, який відрізняється тим, що циліндрична оправка змонтована вертикально з можливістю її обертання навколо своєї осі і виконана у вигляді...
Попередній патент: Неметалева труба
Наступний патент: Спосіб виробництва самбуку “свіжинка”
Випадковий патент: Верстат для врізання в трубопроводи