Спосіб виготовлення спецсталі для захисту бронемашин
Номер патенту: 97340
Опубліковано: 10.03.2015
Автори: Нагай Володимир Данилович, Міронов Віталій Георгійович, Гончаров Анатолій Федорович, Тихонюк Леонід Сергійович, Баличєв Юрій Матвійович, Разінкін Борис Іванович, Ковура Олександр Борисович
Формула / Реферат
1. Спосіб виготовлення броньової сталі, який включає виплавку, позапічну обробку та безперервну розливку рідкого металу, термічну обробку литих слябів, попередню та кінцеву деформацію у реверсивному режимі, який відрізняється тим, що присадку розкислювачів та лігатур у метал при випуску плавки у сталерозливальний ківш проводять у наступній послідовності: навуглецьовувач, алюміній, марганцевмісні феросплави, кремнієвмісні феросплави, хромовмісні феросплави, алюміній, при цьому кількість кислоторозчинного алюмінію в сталі повинна бути в межах 0,05…0,06 %.
2. Спосіб за п. 1, який відрізняється тим, що при відливанні слябів броньової сталі на радіальних машинах безперервної розливки співвідношення об'ємних витрат води для охолодження на малих радіусах сляба та об'ємних витрат на великих радіусах зростає від початку криволінійної зони з 1,0 до 1,7 у кінці зони з питомими витратами 0,2…0,27 м3/т металу, при цьому співвідношення об'ємних витрат повітря на малому та великому радіусах сляба дорівнює одиниці при питомих витратах 3,7….8,5 м3/т.
3. Спосіб за пп. 1, 2, який відрізняється тим, що після відливання та порізу на крати сляби МНЛЗ потрапляють у нагрівальні печі для нагріву перед прокаткою при температурі не нижче 500 °C.
4. Спосіб за пп. 1, 2 який відрізняється тим, що сляби після відливання охолоджують уповільнено зі швидкістю 5….20 °C на годину з наступним відпалом та протифлокенною обробкою по суміщеному режиму, при цьому температура відпалу знаходиться в межах Ас3…Ас3 +50 °C, а температура відпуску при протифлокенній обробці - в межах від Ас1-50 ºС до Ас1-100 °C.
5. Спосіб за пп. 1-3, який відрізняється тим, що прокатку литих заготовок на листи виконують по схемі "литий сляб-лист" з однократним нагріванням, при цьому питомий час нагріву у прохідних печах знаходиться в межах 1,2…1,4 хв/мм товщини литої заготовки, а температура кінця прокатки у чистовій кліті не нижче 850 °C.
Текст
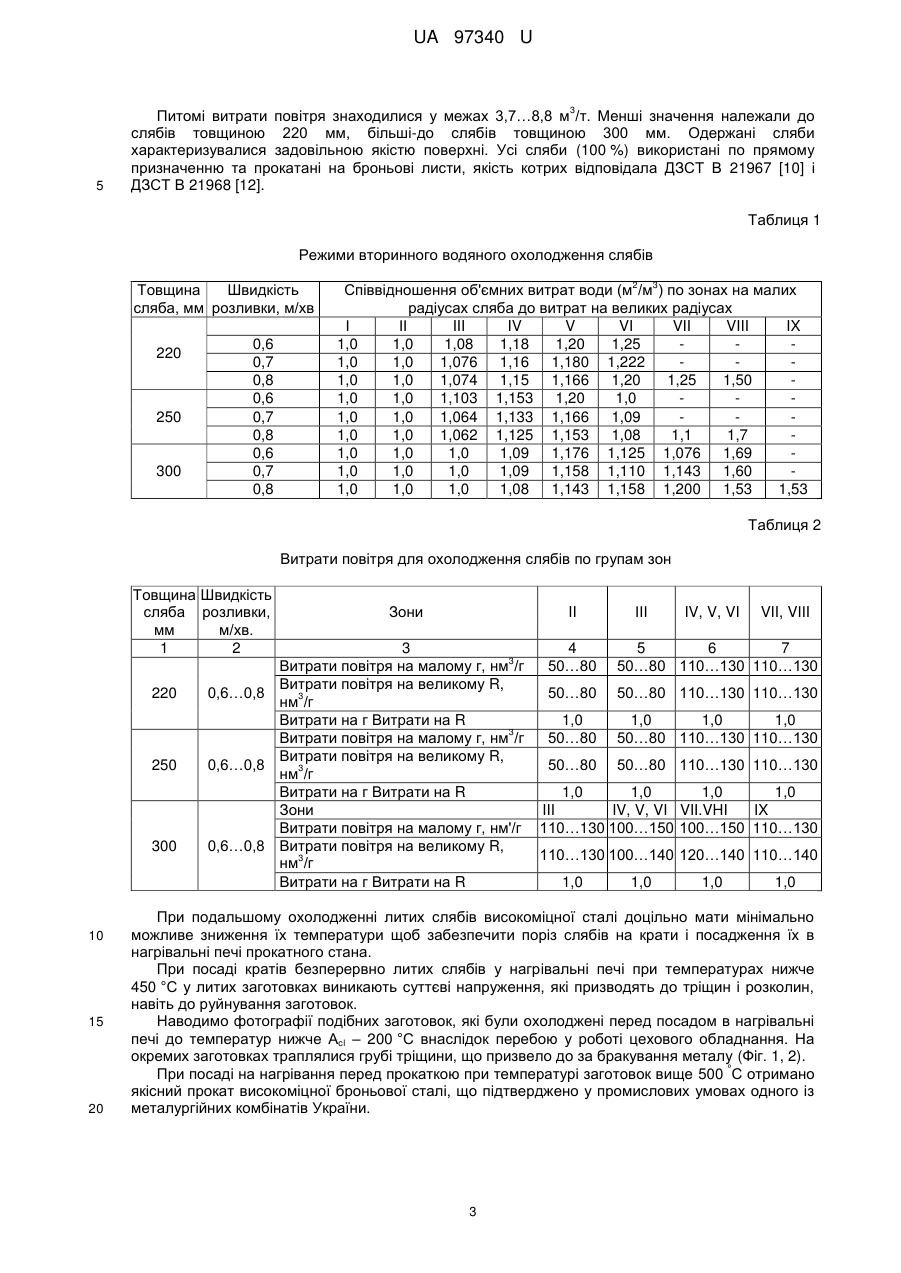
Реферат: Спосіб виготовлення броньової сталі, включає виплавку, позапічну обробку та безперервну розливку рідкого металу, термічну обробку литих слябів, попередню та кінцеву деформацію у реверсивному режимі. Присадку розкислювачів та лігатур у метал при випуску плавки у сталерозливальний ківш проводять у наступній послідовності: навуглецьовувач, алюміній, марганцевмісні феросплави, кремнієвмісні феросплави, хромовмісні феросплави, алюміній, при цьому кількість кислоторозчинного алюмінію в сталі повинна бути в межах 0,05…0,06 %. UA 97340 U (12) UA 97340 U UA 97340 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії чорних металів, конкретніше - до металургії спецсталей, зокрема - до металургії броньових сталей, які використовують для виготовлення танків і бронетранспортерів. Відомий спосіб одержання броньових сталей з використанням виплавки у плавильних агрегатах з основною футерівкою. При цьому після досягнення необхідної концентрації вуглецю у метал, і вилучення окисленого шлаку виконуєтьcя розкислення розплаву силікомарганцем, феромарганцем, а також феросиліцієм із розрахунку введення кремнію на 0,15….0,20 %. Заключне розкислення здійснюється введенням у рідкий метал алюмінію на штангах у кількості 0,8….0,9 кг/т [1]. Одним з найбільш близьким до технічної суті в галузі виплавки та розкислення є спосіб [а.с. СРСР № 447434] виготовлення високоякісної сталі, при якому з метою одержання сталі з високими механічними властивостями, метал розкислювали способом послідовного введення у рідку металічну ванну кремнію у кількості 0,23…0,30 % від ваги плавки, у ківш - силікокальцію в кількості 2,2….4,0 кг/т сталі та алюмінію - у кількості 50….200 г/т [2]. Недоліком існуючої технології є те, що у результаті розкислення відомими способами утворюються неметалеві включення переважно у вигляді оксидів кремнію до 35….40 %, що знижують опірність сталі крихким руйнуванням, що не дозволяє одержати бронестійкість, яка відповідає сучасним вимогам. В основу корисної моделі поставлено задачу зниження у металі кількості крихких силікатних включень, які є концентраторами напружень та негативно впливають на бронестійкість, конкретно - на живучість броні, шляхом змінення послідовності введення розкислювачів у рідку сталь. Зазначена задача вирішується тим, що при виплавці сталі присаджування розкислювачів роблять при випуску плавки у сталерозливний ківш у такій послідовності: навуглецьовувач, алюміній, марганецевмісні феросплави, кремнієвмісніі феросплави, хромовмісні феросплави, алюміній, при цьому кількість кислото розчинного алюмінію у металі повинна бути у межах 0,015…0,06 %. У відомому способі розкислення кінцевими продуктами є сполучення SiO2 та Аl2О3 (35 та 50 %, відповідно). У випадку запропонованої технології розкислення переважним видом неметалічних включень є оксиди алюмінію Аl2О3 (до 80 %), які не деформуються під час прокатки та не окрихчують сталь. Використання запропонованої послідовності введення розкислювачів різко знижує в сталі кількість силікатів. Зменшення силікатів сприяє підвищенню в′язкопластичних властивостей сталі, і як наслідок, підвищенню живучості при балістичних навантаженнях. Окрім того, використання запропонованого способу розкислення знижує схильність сталі до зворотної відпускної крихкості [3], що має важливе значення щодо броньової сталі, оскільки підвищує її опірність крихкому руйнуванню. При концентрації в сталі кислоторозчиного алюмінію менше 0,05 % існує загроза збільшення частки силікатів в неметалевих включеннях, що негативно впливає на в'язкопластичні властивості броньових сталей. Збільшення концентрації алюмінію в сталі вище 0,06 % призводить до зменшення її забруднення ендогенними включеннями, але можливе підвищення забруднення сталі екзогенними включеннями. Приклади конкретного виконання: 1. На ВАТ "Завод Дніпроспецсталь" (м. Запоріжжя) виплавлена броньова сталь марки "92" в електродуговій печі ємністю 25 тон. 2. В умовах ВАТ ДП "Завод підвищеної ваги бурильних та ведучих труб" (м. Суми) виплавлена сталь марки "71" в електродуговій печі ємністю 18 тон. Заключне рафінування та розкислення металу робили у ковші, а послідовність присаджування матеріалів була наступною: навуглецьовувач, алюміній, марганецевмісні феросплави, кремнієвмісні феросплави, ферохром, алюміній, при цьому концентрація кислоторозчинного алюмінію складала, відповідно, - 0,05 % та 0,024 %. Результати кульових випробувань засвідчили, що метал, виготовлений по запропонованій технології та випробуваний відповідно вимогам ДЗСТ В 21967 [10] і ДЗСТ В 21968 [12], забезпечив приріст стійкості проти гарантованого рівня сталі марки "1" (ДЗСТ В 19526 [11] у середньому відповідно товщинам: 8 мм - 14 %; 13 мм - 42 %; 20 мм - 39 % [4, 5]. В основу корисної моделі також поставлено задачу одержувати безперервно литі сляби із броньової сталі без внутрішніх та зовнішніх тріщин за рахунок удосконалювання режимів водяного та повітряного охолодження у вторинній зоні. 1 UA 97340 U 5 10 15 20 25 30 35 40 45 50 55 60 Відомий спосіб безперервного лиття, при якому з метою поліпшення якості слябів при кожному збільшенні широчини на величину, яка дорівнює товщині сляба, збільшують відстань від форсунок до поверхні сляба на 0,2…0,3 його товщини й одночасно зменшують питомі витрати води у всій зоні вторинного охолодження відповідно прямолінійному закону від 0,6…1,1 3 2 м /м в кінці зони вторинного охолодження [6]. Найбільш близьким по технічній суті є спосіб безперервного лиття з метою поліпшення якості слябів із тріщиночутливих марок сталі, коли сляб охолоджують водоповітряною сумішшю впродовж часу, який дорівнює 0,28…0,74 часу повного затвердіння зливка, а верхню грань охолоджують водоповітряною сумішшю впродовж часу, більшого у 1,05…1,50 рази часу охолодження нижньої грані [7]. Недоліками відомих способів є нестабільна якість безперервно литих слябів. Існує ймовірність появи тріщин при розливці броньових сталей, що цьому сприяє додаткове напруження розтягу на більшому радіусі згину сляба. Відомі способи не враховують особливості розливки броньових сталей на криволінійних установках. Відсутні дослідження з рівномірності температури поверхні сляба по його периметру, температурним градієнтам та напруженням. Зазначена задача вирішується тим, що згідно з запропонованим способом безперервного лиття слябів, який включає подачу рідкого металу в кристалізатор, витягування із нього сляба з перемінною швидкістю та охолодження водою і повітрям, при цьому відношення об'ємних витрат охолоджуючою води на малих радіусах до об'ємних витрат води на великих радіусах литої заготовки зростає від початку криволінійної зони з 1,0 до 1,7 у кінці зони з питомими 3 витратами 0,20…0,27 м /т, при цьому відношення об'ємних витрат повітря на малих та великих 3 радіусах сляба дорівнює 1,0 по усіх зонах, а питома витрата повітря - в межах 3,7….8,5 м /т сталі. Змінювання відношень витрат охолоджуючої води та повітря повздовж зони вторинного охолодження у зазначених межах дозволяє забезпечити якість безперервнолитих слябів броньових марок сталі за рахунок того, що дотримуються оптимальні температури по периметру та довжині сляба впродовж усього часу затвердіння. Завдяки додержуванню відношень об'ємних витрат води та повітря в оболонці сляба не виникають температурні градієнти і термічні напруження, які призводять до утворення тріщин у безперервнолитих слябах із броньових сталей. Як установлено експериментально, при коливанні швидкості розливки в межах 0,6….0,8 м/хв. і товщині сляба від 200 до 300 мм, інтенсивність охолодження змінюється по прямолінійному закону і в зонах поблизу кристалізатора відношення об'ємних витрат води на малих і великих радіусах сляба дорівнюють одиниці, тобто інтенсивність охолодження однакова з усіх боків. В подальшому вздовж сляба співвідношення інтенсивності охолодження на великому радіусі перевищує інтенсивність охолодження на малому радіусі від 1,0 до 1,7, при цьому для питомої витрати води уподовж зони вторинного охолодження зберігається експоненціальна 3 закономірність від максимальних (0,27 м /т сталі) поблизу кристалізатора до мінімальних (0,20 3 м /т) у кінці зони охолодження. Співвідношення об'ємних витрат повітря на малому та великому радіусах сляба по усій довжині зони вторинного охолодження дорівнювало одиниці. При цьому питомі витрати повітря 3 підтримувались мінімальними (3 м /т сталі) поблизу кристалізатора та збільшувались до 3 кінцівки зони (8,5 м /т сталі) вторинного охолодження. Відливка при позначених вище співвідношеннях технологічних параметрів слябів броньової сталі товщиною 220….300 мм та швидкості розливки 0,6….0,8 м/хв. забезпечила отримання якісних слябів. Відхилення нижче або вище цих параметрів сприяє появі дефектів у вигляді зовнішніх або внутрішніх тріщин, особливо на великому радіусі литого сляба. Межі співвідношень об'ємних витрат води та повітря на малих та великих радіусах литого слябу визначені для броньових сталей експериментально в промислових умовах. Приклад. На дворівчаковій машині безперервного лиття криволінійного типу відлито сляби броньової сталі марки "7" по ДЗСТ В 19526 [11], виплавленої у конверторі з номінальною ємкістю 350 т. Машина має зону вторинного охолодження із дев'яти секцій загальною довжиною 19 м. Режими вторинного водяного охолодження слябів наведені у таблиці 1, витрати повітря по групам зон наведені у таблиці 2. 3 Питомі витрати води на експериментальних плавках були у межах 0,20….0,27 м /т, причому вищі значення відповідали слябам товщиною 300 мм та зонам, прилеглим до кристалізатора. Нижчі значення - слябам товщиною 220 мм та кінцевим зонам вторинного охолодження. 2 UA 97340 U 3 5 Питомі витрати повітря знаходилися у межах 3,7…8,8 м /т. Менші значення належали до слябів товщиною 220 мм, більші-до слябів товщиною 300 мм. Одержані сляби характеризувалися задовільною якістю поверхні. Усі сляби (100 %) використані по прямому призначенню та прокатані на броньові листи, якість котрих відповідала ДЗСТ В 21967 [10] і ДЗСТ В 21968 [12]. Таблиця 1 Режими вторинного водяного охолодження слябів Товщина Швидкість сляба, мм розливки, м/хв 220 250 300 0,6 0,7 0,8 0,6 0,7 0,8 0,6 0,7 0,8 2 3 Співвідношення об'ємних витрат води (м /м ) по зонах на малих радіусах сляба до витрат на великих радіусах І ІІ III IV V VI VII VIII IX 1,0 1,0 1,08 1,18 1,20 1,25 1,0 1,0 1,076 1,16 1,180 1,222 1,0 1,0 1,074 1,15 1,166 1,20 1,25 1,50 1,0 1,0 1,103 1,153 1,20 1,0 1,0 1,0 1,064 1,133 1,166 1,09 1,0 1,0 1,062 1,125 1,153 1,08 1,1 1,7 1,0 1,0 1,0 1,09 1,176 1,125 1,076 1,69 1,0 1,0 1,0 1,09 1,158 1,110 1,143 1,60 1,0 1,0 1,0 1,08 1,143 1,158 1,200 1,53 1,53 Таблиця 2 Витрати повітря для охолодження слябів по групам зон Товщина Швидкість сляба розливки, мм м/хв. 1 2 220 250 300 10 15 20 Зони II 3 3 Витрати повітря на малому г, нм /г Витрати повітря на великому R, 0,6…0,8 3 нм /г Витрати на г Витрати на R 3 Витрати повітря на малому г, нм /г Витрати повітря на великому R, 0,6…0,8 3 нм /г Витрати на г Витрати на R Зони Витрати повітря на малому г, нм'/г 0,6…0,8 Витрати повітря на великому R, 3 нм /г Витрати на г Витрати на R ІІІ IV, V, VI VII, VІІI 4 50…80 5 6 7 50…80 110…130 110…130 50…80 50…80 110…130 110…130 1,0 50…80 1,0 1,0 1,0 50…80 110…130 110…130 50…80 50…80 110…130 110…130 1,0 1,0 1,0 1,0 III IV, V, VI VII.VHI IX 110…130 100…150 100…150 110…130 110…130 100…140 120…140 110…140 1,0 1,0 1,0 1,0 При подальшому охолодженні литих слябів високоміцної сталі доцільно мати мінімально можливе зниження їх температури щоб забезпечити поріз слябів на крати і посадження їх в нагрівальні печі прокатного стана. При посаді кратів безперервно литих слябів у нагрівальні печі при температурах нижче 450 °C у литих заготовках виникають суттєві напруження, які призводять до тріщин і розколин, навіть до руйнування заготовок. Наводимо фотографії подібних заготовок, які були охолоджені перед посадом в нагрівальні печі до температур нижче Аcl – 200 °C внаслідок перебою у роботі цехового обладнання. На окремих заготовках траплялися грубі тріщини, що призвело до за бракування металу (Фіг. 1, 2). º При посаді на нагрівання перед прокаткою при температурі заготовок вище 500 С отримано якісний прокат високоміцної броньової сталі, що підтверджено у промислових умовах одного із металургійних комбінатів України. 3 UA 97340 U 5 10 15 20 25 30 35 40 45 50 Технологія з гарячим посадом литих слябів, крім технологічних переваг, дозволяє значно економити енергетичні ресурси та може здійснюватись, якщо співпадає сортамент та є необхідне обладнання для виробництва прокату по замкненому циклу. Якщо потрібна передача литих слябів для прокату на інші металургійні підприємства, одержання якісної листової броні забезпечується за рахунок використання запропонованого авторами режиму термічної обробки безперервнолитих слябів. Головною задачею термічної обробки литої заготовки є одержання рівноважної структури з мінімальними термічними напруженнями, яка дозволяє вилучити утворення тріщин при високотемпературному нагріванні та прокатці слябів; окрім того, досягнути більш повного розпаду залишкового аустеніту, який негативно впливає на флокеночутливість сталі. Найбільш близьким по технічній суті до запропонованого є спосіб виробництва холодостійкого листового прокату по а.с. Росії № 2265067 із литих заготівок сталі з хімічним складом, мас %: вуглець 0,04…0,10 марганець 0,60…0,9 кремній 0,15…0,35 нікель 0,10…0,40 алюміній 0,02…0,06 ніобій 0,02…0,06 , ванадій 0,03…0,05 º які попереду прокатки піддають аустенізації при температурі 1100…1150 С [8, 9]. Недоліками відомих способів є одержання великого аустенітного зерна, а також значних термічних напружень в литому стані. Зазначена задача одержання якісної заготівки вирішується тим, що безперервнолиті сляби безпосередньо після відливання на МБЛЗ охолоджують уповільнено зі швидкістю 5….20 °C/год. з наступним відпалом та протифлокенною обробкою, при цьому температура відпалу в межах Ас3…Ас3+50 °C, а температура відпуску при протифлокенній обробці - в межах від Ас1-50 °C до Ас1-100 °C Температурні інтервали відпалу і відпуску, швидкості охолодження та нагріву слябів, тривалість витримки запропоновані на підставі експериментальних даних, одержаних на налагоджувальних промислових партіях при виготовленні броньової сталі. Відхилення від запропонованих режимів уповільненого охолодження, відпалу та відпуску призводять до появи зовнішніх і внутрішніх тріщин на слябах спецсталі. Приклад. 318 тон безперервно литих слябів з перерізом 220×1850 мм загальною довжиною 100,8 м сталі марки "7" по ДЗСТ В 19526 відлиті на дворівчаковій машині і на лінії гарячого різання розкроєні на 12 заготовок Після гарячого різання сляби укладені у штабель і накриті термосом для уповільненого охолодження протягом 96 годин. Середня фактична швидкість охолодження слябів складала 8 °C/год. На лінії холодного різання сляби розкроєні на 39 кратів. У двох камерних печах крати (20 шт.+19 шт) піддані відпалу і протифлокенній обробці по такому режиму: температура печі у момент посадки слябів - не більш 100 °C; нагрівання зі швидкістю не більш 40 °C/год. до температури 820 °C; витримка з температурою 820 °C-15 годин; охолодження зі швидкістю не більш 30 °C/год. до температури 350 °C; витримка при температурі 350 °C-10 годин; нагрівання до температури 650 °C зі швидкістю не більш 30 °C/год.; витримка при температурі 650 °C-30 годин; охолодження до цехової температури зі швидкістю не більш 30 °C/годину. Після термічної обробки сляби піддані суцільному зачищенню на глибину 1,0….1,5 мм. Поверхня слябів була якісною, без тріщин та інших дефектів. Одержання якісної листової броні досягається також за рахунок використання запропонованого авторами режиму нагріву перед прокаткою і температурних границь закінчення прокатки. Запропонований режим нагрівання, окрім того, дозволяє здійснити прокатку з однократним нагріванням по схемі "литий сляб-лист" замість двократного нагрівання по схемі "литий сляб-підкат-лист", що робить технологію енергозберігаючою та актуальною до умов подорожчання енергоносіїв в Україні і сприяє економії палива. Найбільш близьким по технологічній суті до запропонованого є спосіб виробництва холодостійкого листового прокату із середньолегованої сталі [по а.с. Росії № 2265067 з пріоритетом від 25.10.2004 р.], в якому попередню деформацію зі ступенем стиску 35…60 % здійснюють при температурі 900…800 °C, потім виконують охолодження заготівки на 50….70 °C, 4 UA 97340 U 5 10 15 20 25 30 35 40 45 50 55 60 а кінцеву деформацію з сумарним ступенем стиску 65….75 % проводять при температурі 830….750 °C [9]. Недоліком відомого технічного рішення є неможливість забезпечити високу надійність броньових сталей у зв'язку з появою крихких міжзеренних ділянок та сколів на поверхні зломів при сертифікаційних випробуваннях, а також короблення розкату при низьких температурах кінця прокатки. Зазначена задача вирішується тим, що прокатку литих слябів після уповільненого охолодження, відпалу, протифлокенної обробки і відпуску проводять по схемі "литий сляб-лист" з однократним нагріванням, при цьому питомий час нагріву у прохідних печах складає 1,2…1,4 º хв/мм товщини литої заготовки, а температура кінця прокатки не нижче 850 С. Технологічні параметри визначені на підставі експериментальної прокатки броньових листів. При питомому часі нагрівання нижче 1,2 хв/мм товщини сляба не досягається ступінь прогріву слябів, яка достатня для деформації у черновій та чистовій клітях до потрібної товщини листів; питомий час нагрівання більш 1,4 хв/мм недоцільний, внаслідок надмірних втрат енергоносіїв. Температура кінця прокатки нижче 850 °C для сталей з хімічним складом у відповідності з ДЗСТ В 19526 є зоною ризику для жорсткості клітей і найбільших зусиль прокатки листових станів України; можливі поломки вузлів стана, у тому числі - обтискних валків, а також коробления листової броні. Приклад. Сталь, яку виплавили у кисневому конверторі згідно з п. 1 формули, розлили на МБЛЗ в сляби перерізом 220×1850 мм згідно з п. 2 формули, піддану уповільненому охолодженню, відпалу, протифлокенній обробці та відпуску згідно з п. 3 формули прокатами безпосередньо на листи наступними розмірами; мм; 8×1800×4000…7300; 10×1800×4000…7300; 12×1800×4000…7300; 13×1800×4000…7300; 15×1800×4000…7300; 20×1800×4000…7300; 110×1830×5200; 140×1830×4300. При цьому питомий час нагрівання слябів у прохідній печі складав 1,25…1,40 хв/мм товщини сляба. Фактична температура закінчення прокатки у чистовій кліті була в межах 970….863 °C, при цьому максимальна температура відповідає плиті товщиною 140 мм, мінімальна ж (863 °C) відповідає листу товщиною 8мм. Прокатка слябів і запропоновані параметри засвідчили, що жорсткість кліті стана (600 тс/мм) достатня для виготовлення броньової сталі, при цьому максимальне зусилля при прокатці складало 3900 тс при допущеному зусиллі прокатки не більш 4600 тс. Якість усіх виготовлених листів після полігонних контрольних випробувань відповідала вимогам ДЗСТ В 21967 [10]. Джерела інформації: 1. Основные положения по технологии выплавки и разливки броневых марок стали № ОП60713-69. 2. Ах. СССР № 447434, МКИ С21с5/04; С 21с7/06 с приоритетом от 06.03.73 г. 3. Меськин B.C. Основы легирования стали, -М.: "Металлургиздат", 1959, 688 с. 4. Технический отчет по теме: "Разработка на предприятиях Украины новой экономнолегированной стали марки "92", г. Мариуполь, "УкрГосНИИ КМ "Прометей", 1999 г. 84 с, с ил. 5. Технический отчет по теме: "Разработка и освоение технологии производства тонколистовой броневой стали с повышенными свойствами". Шифр "Кристалл-1", г. Мариуполь, УкрГосНИИ КМ "Прометей", 2005 г., 47 с, ил. 6. Авторское свидетельство СССР № 1079344 кл. В 22Д, 11/00. Способ непрерывного литья слитков с приоритетом от 18.06.82 г. 7. Авторское свидетельство СССР № 1079345, Кл. В22Д, 11/00. Способ непрерывного литья слитков с приоритетом от 17.08.82 г. 8. Авторское свидетельство России № 2264475, Кл. 7С21Д 8/02, С22с 38/46. Способ производства штрипсов из низколегированной стали, приоритет от 30.08.2004 г. 9. Авторское свидетельство России № 2265067, Кл. 7С21Д 8/02. Способ производства хладостойкого листового проката (варианты), приоритет от 25.10.2004 г. 10. ГОСТ В 21967. Листы стальные броневые противопульные. Технические условия. 11. ГОСТ В 19526. Сталь горячекатаная броневая для бронетанковой техники. 5 UA 97340 U 12. ГОСТ В 21968. Листы противоснарядные. Технические условия. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 1. Спосіб виготовлення броньової сталі, який включає виплавку, позапічну обробку та безперервну розливку рідкого металу, термічну обробку литих слябів, попередню та кінцеву деформацію у реверсивному режимі, який відрізняється тим, що присадку розкислювачів та лігатур у метал при випуску плавки у сталерозливальний ківш проводять у наступній послідовності: навуглецьовувач, алюміній, марганцевмісні феросплави, кремнієвмісні феросплави, хромовмісні феросплави, алюміній, при цьому кількість кислоторозчинного алюмінію в сталі повинна бути в межах 0,05…0,06 %. 2. Спосіб за п. 1, який відрізняється тим, що при відливанні слябів броньової сталі на радіальних машинах безперервної розливки співвідношення об'ємних витрат води для охолодження на малих радіусах сляба та об'ємних витрат на великих радіусах зростає від 3 початку криволінійної зони з 1,0 до 1,7 у кінці зони з питомими витратами 0,2…0,27 м /т металу, при цьому співвідношення об'ємних витрат повітря на малому та великому радіусах сляба 3 дорівнює одиниці при питомих витратах 3,7….8,5 м /т. 3. Спосіб за пп. 1, 2, який відрізняється тим, що після відливання та порізу на крати сляби МНЛЗ потрапляють у нагрівальні печі для нагріву перед прокаткою при температурі не нижче 500 °C. 4. Спосіб за пп. 1, 2 який відрізняється тим, що сляби після відливання охолоджують уповільнено зі швидкістю 5….20 °C на годину з наступним відпалом та протифлокенною обробкою по суміщеному режиму, при цьому температура відпалу знаходиться в межах А с3…Ас3 º +50 °C, а температура відпуску при протифлокенній обробці - в межах від Ас1-50 С до Ас1100 °C. 5. Спосіб за пп. 1-3, який відрізняється тим, що прокатку литих заготовок на листи виконують по схемі "литий сляб-лист" з однократним нагріванням, при цьому питомий час нагріву у прохідних печах знаходиться в межах 1,2…1,4 хв/мм товщини литої заготовки, а температура кінця прокатки у чистовій кліті не нижче 850 °C. 6 UA 97340 U 7 UA 97340 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюHoncharov Anatolii Fedorovych, Razinkin Borys Ivanovych, Balychiev Yurii Matviiovych, Kovura Oleksandr Borysovych, Tykhoniuk Leonid Serhiiovych, Nahai Volodymyr Danylovych
Автори російськоюГончаров Анатолий Федорович, Разинкин Борис Иванович, Баличев Юрий Матвеевич, Ковура Александр Борисович, Тихонюк Леонид Сергеевич, Нагай Владимир Данилович
МПК / Мітки
Мітки: виготовлення, захисту, спосіб, спецсталі, бронемашин
Код посилання
<a href="https://ua.patents.su/10-97340-sposib-vigotovlennya-specstali-dlya-zakhistu-bronemashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення спецсталі для захисту бронемашин</a>
Засіб захисту для використання на або у захищеному документі, захищений документ (варіанти), спосіб виготовлення засобів захисту, засіб захисту, спосіб виготовлення паперу із захистом від підробок та папір із з
Номер патенту: 92591
Опубліковано: 25.11.2010
Автори: Крейн Тімоті Т., Прехар Радж Сардарарам
МПК: D21H 21/40, B42D 15/00, B41M 3/14
Мітки: захищений, спосіб, підробок, засобів, захищеному, варіанти, документи, засіб, використання, захисту, виготовлення, паперу, папір, документ, захистом
Формула / Реферат:
1. Засіб захисту для використання на або у такому захищеному документі, як папір із захистом від підробок, який містить основу з тонкого паперу, яка має міцність на розтягання у вологому стані (машинний напрямок) щонайменше близько 6,5 Н при ширині 25 мм і протилежні плоскі поверхні, при цьому основа має надруковані тільки на одній поверхні знаки, причому знаки видимі з видрукуваної поверхні і з протилежної поверхні основи.2. Засіб...
Елемент захисту, який включає в себе магнітні зони різної коерцитивності, картка-перепустка, спосіб виготовлення елемента захисту та спосіб зчитування інформації, закодованої у елементі захисту
Номер патенту: 100203
Опубліковано: 26.11.2012
Автор: Лаццеріні Мауріціо
МПК: H01F 41/00, B42D 15/00, G07D 7/04
Мітки: закодованої, виготовлення, зони, зчитування, захисту, спосіб, інформації, елемент, включає, картка-перепустка, себе, елемента, коерцитивності, магнітні, різної, елементи
Формула / Реферат:
1. Елемент захисту, зокрема, для банкнот, карток-перепусток тощо, який включає в себе першу основу, яка є принаймні частково непрозорою при розгляданні її у прохідному світлі, та множину магнітних зон, розташованих на згаданій основі, при цьому кожна зі згаданих магнітних зон утворена першим магнітним матеріалом, другим магнітним матеріалом або розташуванням першого та другого магнітних матеріалів з принаймні частковим перекриванням, перший...
Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Мюллер Петер, Шемайт Ганс, Бьохер Герхард, Урлау Ульріх
МПК: B22D 41/50, B22D 11/04
Мітки: виготовлення, спосіб, слябів, пристрій
Формула / Реферат:
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості...
Дифракційне зображення з одним або більше дифракційними полями, спосіб його виготовлення, елемент захисту, папір із елементом захисту та носій даних
Номер патенту: 87482
Опубліковано: 27.07.2009
Автор: Дихтл Маріус
МПК: B42D 15/00, G02B 5/18
Мітки: дифракційними, спосіб, елементом, носій, елемент, зображення, папір, захисту, даних, дифракційне, виготовлення, полями, більше, одним
Формула / Реферат:
1. Дифракційне зображення з одним або більше дифракційними полями, кожне з яких містить у собі дифракційну картину, що впливає на електромагнітне випромінювання, яка складається з множини дифракційних ліній, причому ці дифракційні лінії характеризуються параметрами орієнтація, кривизна, відстань та профіль, яке відрізняється тим, що у дифракційному зображенні дифракційне поле, яке можливо окремо розрізнити неозброєним оком, містить у собі...
Виріб, що потребує захисту, спосіб виготовлення виробу, що потребує захисту, та спосіб перевірки автентичності виробу, що потребує захисту
Номер патенту: 49954
Опубліковано: 15.10.2002
Автори: Найт Малькольм Р.М., Бретчлі Робін, Рейд Дункан Хамілтон, Наттон Ендрю
МПК: B42D 15/00
Мітки: виріб, перевірки, спосіб, виготовлення, автентичності, захисту, потребує, виробу
Формула / Реферат:
1. Виріб, що потребує захисту, який має першу і другу поверхні і нитку захисту, що має першу частину, розміщену між першою і другою поверхнями, і другу частину, відкриту у вікні, виконаному в першій поверхні, причому нитка захисту містить у собі засоби, що забезпечують принаймні одну приховану ознаку захисту для забезпечення перевірки автентичності виробу, що потребує захисту, і котра є візуально невиявлюваною при опроміненні нитки захисту...
Попередній патент: Спосіб оздоровлення та омолоджування організму
Наступний патент: Спосіб прогнозування часу спорожнення шлункового трансплантату, використаного для пластики резектованого стравоходу
Випадковий патент: Спосіб одержання нержавіючої сталі