Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Бьохер Герхард, Шемайт Ганс, Урлау Ульріх, Мюллер Петер
Формула / Реферат
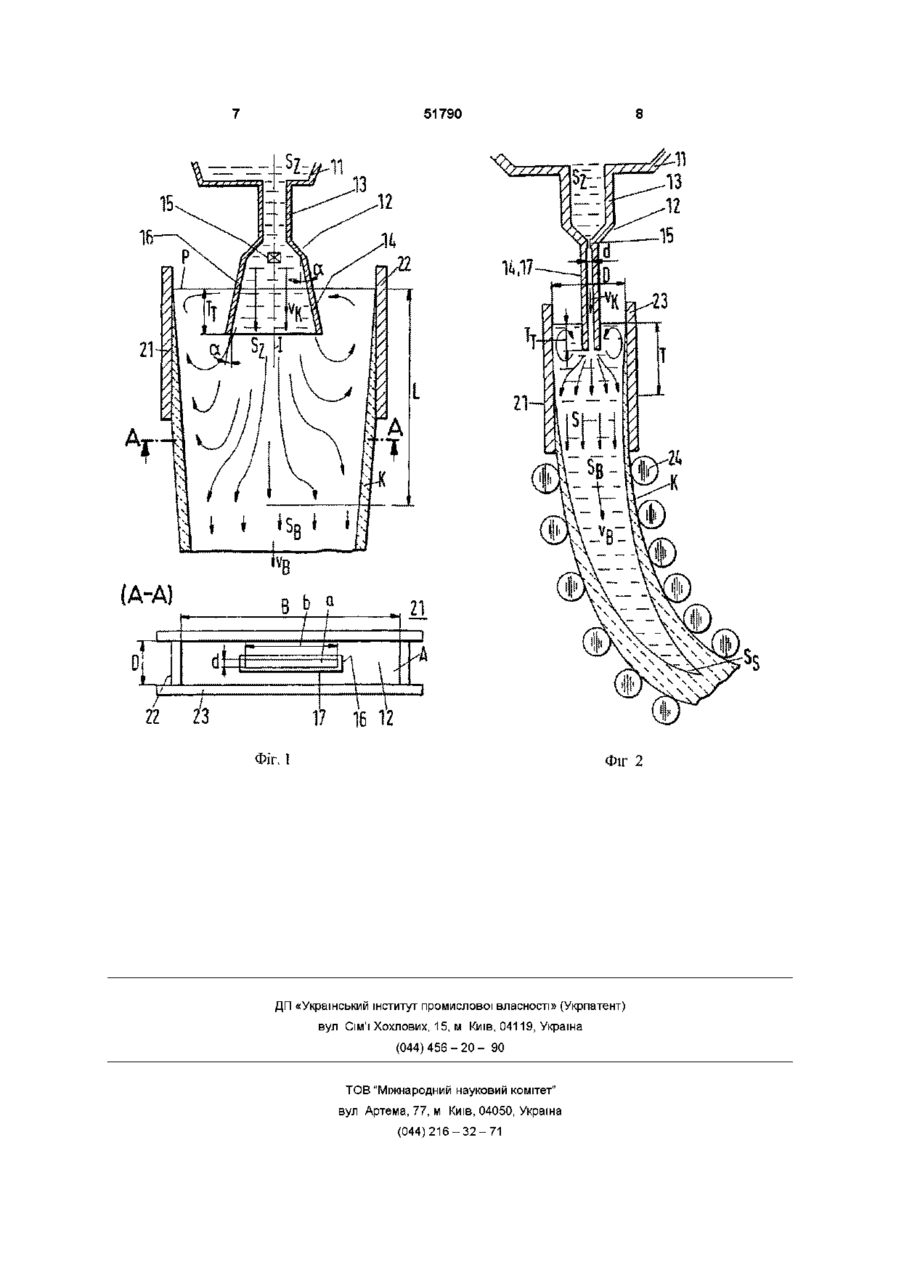
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості витягування сляба (vb), як
vk:vb= 1-60:1,
і тим, що струмені підведеного розплаву проходять таким чином, щоб вони відносно дзеркала розплаву проникали у зумпф широким фронтом з поперечним профілем у вигляді прямокутника на довжину L, меншу 2 м.
2. Спосіб за п. 1, який відрізняється тим, що підведений рідкий розплав при надходженні у зумпф набуває профілю прямокутника, причому ширина (d) прямокутника на просвіт відноситься до вузької сторони кристалізатора (D), як
d:D=1:3-1:40,
а ширина (b) прямокутника відноситься до широкої сторони (В) кристалізатора, як
b:В= 1:7-1:1,2.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що струмені розплаву, звернені до вузьких сторін (D) кристалізатора, затікають у зумпф під кутом ![]() , що дорівнює 15-30° до напрямку витягування сляба.
, що дорівнює 15-30° до напрямку витягування сляба.
4. Спосіб за одним з вищезгаданих пунктів, який відрізняється тим, що підведений через заглибний ливарний стакан рідкий розплав потрапляє на зумпф на глибині (Т), причому
T=0,1-1,5 x D.
5. Пристрій безперервного розливання для одержання слябів, виготовлюваних відповідно до способу за п. 1, із збірником, з якого розплав подають через заглибний ливарний стакан у кристалізатор шириною (D), де D більше 100 мм, а цей заглибний ливарний стакан має щонайменше одну розливну частину з подовженим поперечним перерізом, що включає дросельний елемент, який зменшує основний потік розплаву, що надходить у цю розливну частину, у швидкості і формі, який відрізняється тим, що розливна частина з подовженим поперечним перерізом виконана таким чином, щоб вузькі бічні стінки були нахилені до центральної осі під кутом ![]() , що дорівнює 15-30°, який розкривається у напрямку потоку.
, що дорівнює 15-30°, який розкривається у напрямку потоку.
6. Пристрій безперервного розливання за п. 5, який відрізняється тим, що вільний поперечний переріз (а) горловини розливної частини заглибного ливарного стакана відноситься до внутрішнього поперечного перерізу (А) кристалізатора, як
a:A=1:30-1:300,
причому ширина (d) розливної частини заглибного ливарного стакана на просвіт відноситься до вузької сторони (D) кристалізатора, як d : D = 1:2 -1:40.
Текст
1 Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (Vk), що відноситься до швидкості витягування сляба (уь), як v k v b = 1-60 1, і тим, що струмені підведеного розплаву проходять таким чином, щоб вони відносно дзеркала розплаву проникали у зумпф широким фронтом з поперечним профілем у вигляді прямокутника на довжину L, меншу 2 м 2 Спосіб за п 1, який відрізняється тим, що підведений рідкий розплав при надходженні у зумпф набуває профілю прямокутника, причому ширина (d) прямокутника на просвіт відноситься до вузької сторони кристалізатора (D), як d D=1 3-1 40, а ширина (Ь) прямокутника відноситься до широкої сторони (В) кристалізатора, як ЬВ= 1 7-1 1,2 3 Спосіб за пп 1 або 2, який відрізняється тим, що струмені розплаву, звернені до вузьких сторін (D) кристалізатора, затікають у зумпф під кутом (а) , що дорівнює 15-30° до напрямку витягування сляба 4 Спосіб за одним з вищезгаданих пунктів, який відрізняється тим, що підведений через заглибний ливарний стакан рідкий розплав потрапляє на зумпф на глибині (Т), причому T=0,1-1,5xD 5 Пристрій безперервного розливання для одержання слябів, виготовлюваних ВІДПОВІДНО ДО способу за п 1, із збірником, з якого розплав подають через заглибний ливарний стакан у кристалізатор шириною (D), де D більше 100 мм, а цей заглибний ливарний стакан має щонайменше одну розливну частину з подовженим поперечним перерізом, що включає дросельний елемент, який зменшує основний потік розплаву, що надходить у цю розливну частину, у швидкості і формі, який відрізняється тим, що розливна частина з подовженим поперечним перерізом виконана таким чином, щоб вузькі бічні стінки були нахилені до центральної осі під кутом а , що дорівнює 15-30°, який розкривається у напрямку потоку 6 Пристрій безперервного розливання за п 5, який відрізняється тим, що вільний поперечний переріз (а) горловини розливної частини заглибного ливарного стакана відноситься до внутрішнього поперечного перерізу (А) кристалізатора, як а А=1 30-1 300, причому ширина (d) розливної частини заглибного ливарного стакана на просвіт відноситься до вузької сторони (D) кристалізатора, як d D = 1 2 -1 40 Винахід стосується способу виготовлення слябів шириною D>100MM при швидкості розливання V
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and appliance for making slabs
Автори англійськоюMjuller Peter
Назва патенту російськоюСпособ и устройство для изготовления слябов
Автори російськоюМюллер Петер
МПК / Мітки
МПК: B22D 41/50, B22D 11/04
Мітки: слябів, спосіб, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/4-51790-sposib-i-pristrijj-dlya-vigotovlennya-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення слябів</a>
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Тіппінс Джордж В., Томас Джон Е.
МПК: B21B 13/22, B21B 1/04
Мітки: здійснення, зберігання, одержання, установка, проміжної, спосіб, товщини, ємність, слябів
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: лиття, слябів, подачі, установки, здійснення, пристрій, заміни, ливарний, трубі, розливної, тонких, форми, безперервного, спосіб
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Пристрій для вивантажування слябів з печі на рольганг

Номер патенту: 12963
Опубліковано: 28.02.1997
Автори: Христиченко Володимир Іванович, Нікітін Костантин Миколайович, Алдохін Володимир Михайлович, Олійник Василь Антонович
МПК: F27D 3/06
Мітки: вивантажування, слябів, пристрій, печі, рольганг
Формула / Реферат:
(57) Устройство для выгрузки сляба из печи на рольганг, содержащее наклонные балки, тележку с катками, контактирующими с направляющими копирами, размещенными между роликами рольганга, приводные штанги, шарнирно соединенные с тележкой, оснащенной амортизаторами, отличающ е е с я тем, что оно снабжено дополнительными копирами и установленными на штанге катками, причем одни из копиров размещены между роликами рольганга с возможностью...
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Гаран Ігор Вячославович, Соколовський Борис Цудікович, Росточилов Анатолій Іванович, Тартачний Віктор Сергійович
МПК: B22D 7/00, B22D 25/00
Мітки: спосіб, виробництва, слябів, листів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Налча Георгій Іванович, Кліменко Владислав Антонович, Бойко Володимир Семенович, Омельяненко Микола Іванович, Карнаушенко Ніл Андрійович, Васекін Андрій Валерійович, Шебаніц Едуард Миколайович, Грекова Наталія Нілівна
МПК: B21B 1/02
Мітки: слябів, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Попередній патент: Ввід високої напруги
Наступний патент: Спосіб оцінки стану плаценти
Випадковий патент: Спосіб використання тепла гріючих газів тунельної хлібопекарної печі