Патенти з міткою «слябів»
Головка запалу машини безперервного литва слябів
Номер патенту: 121512
Опубліковано: 11.12.2017
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/00
Мітки: головка, запалу, машини, литва, слябів, безперервного
Формула / Реферат:
1. Головка запалу машини безперервного литва слябів, що містить тіло головки і порожнину з замковим виступом у вигляді довгого поперечного зуба, яка відрізняється тим, що в замковому виступі виконано поперечний паз, який розділяє довжину виступу на сегменти.2. Головка запалу машини безперервного литва слябів за п. 1, яка відрізняється тим, що глибина пазу складає (0,2…1,0) Н де Н - висота замкового виступу.3. Головка запалу...
Головка запалу машини безперервного литва слябів
Номер патенту: 110003
Опубліковано: 26.09.2016
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/08
Мітки: безперервного, головка, машини, запалу, литва, слябів
Формула / Реферат:
Головка запалу машини безперервного литва слябів, що включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба, яка відрізняється тим, що в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною замкової частини або переднім торцем головки.
Головка запалу машини безперервного литва слябів
Номер патенту: 108269
Опубліковано: 11.07.2016
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: B22D 11/08
Мітки: машини, слябів, головка, литва, безперервного, запалу
Формула / Реферат:
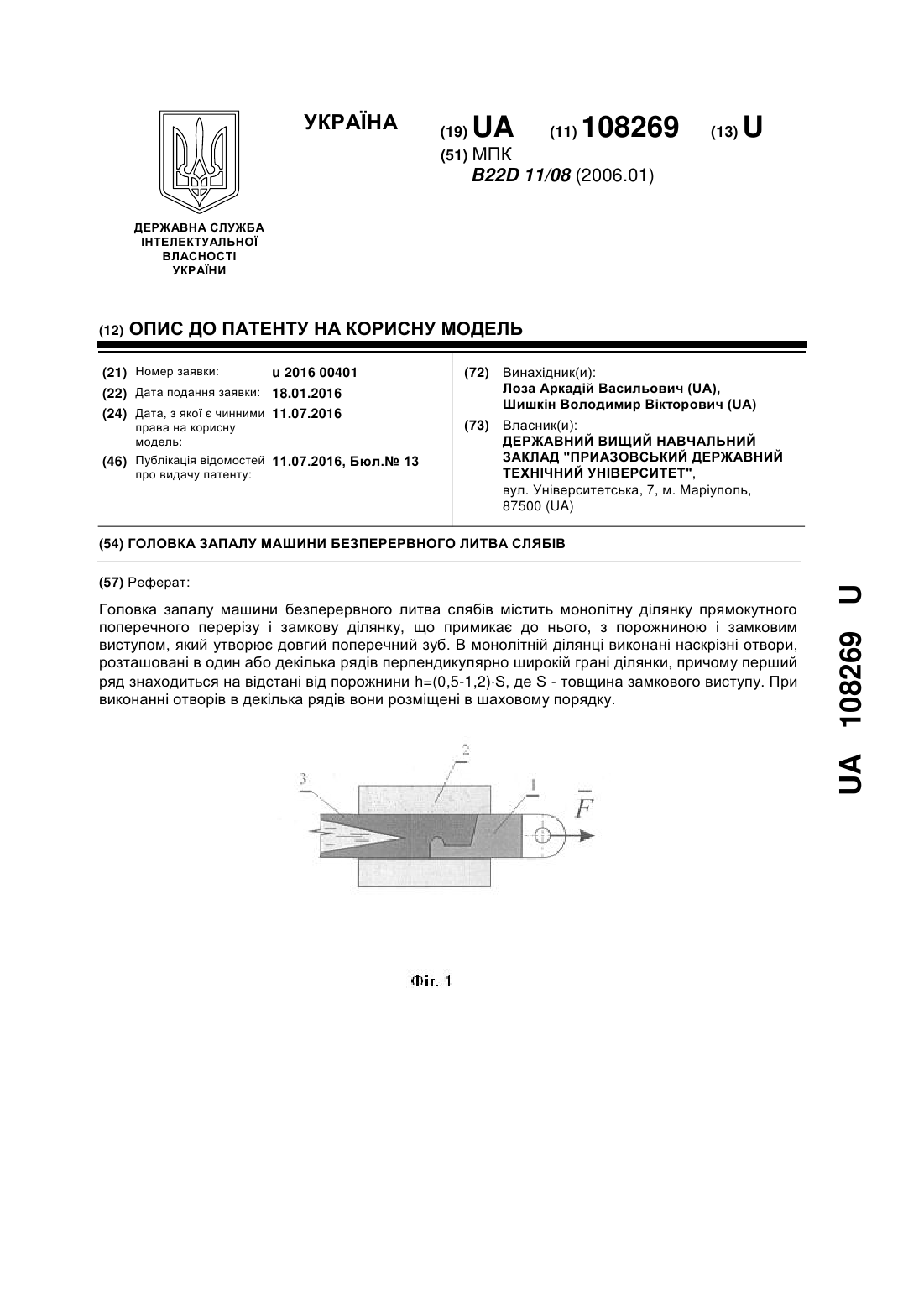
1. Головка запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб, яка відрізняється тим, що в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини...
Спосіб відливання безперервнолитих слябів
Номер патенту: 101718
Опубліковано: 25.09.2015
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/00
Мітки: відливання, слябів, безперервнолитих, спосіб
Формула / Реферат:
1. Спосіб відливання безперервно литих слябів, що включає припинення подачі рідкого металу в кристалізатор, охолодження металу в кристалізаторі до утворення твердого торця і виведення злитка в зону вторинного охолодження, який відрізняється тим, що перед твердінням торця в розплав вводять трубу, через яку, після твердіння торця зовні труби, створюють надмірний тиск.2. Спосіб за п. 1, який відрізняється тим, що з віддаленням торця...
Спосіб і пристрій для регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів
Номер патенту: 108656
Опубліковано: 25.05.2015
Автори: Гуастіні Фабіо, Веккьет Фабіо, Мінен Мікеле, Кодутті Андреа
МПК: B22D 11/115
Мітки: рідкого, спосіб, пристрій, металу, безперервного, потоків, тонких, кристалізаторі, регулювання, розливання, слябів
Формула / Реферат:
1. Спосіб регулювання потоків рідкого металу при безперервному розливанні тонких слябів, для якого передбачені:- кристалізатор (1), який включає в себе периметричні стінки (16, 16', 17, 18), які визначають об'єм, призначений для вміщення ванни рідкого металу,- труба (3) для введення металу, розміщена по центру згаданої ванни (4), призначена для введення згаданого рідкого металу,- перше електромагнітне гальмо (10') для...
Розгортально-передавальний пристрій для слябів у лінії прокатного стана
Номер патенту: 92849
Опубліковано: 10.09.2014
Автори: Уткін Олексій Вікторович, Коваленко Віталій Іванович, Брехов Євген Володимирович, Шевченко Сергій Володимирович, Бурдов Іван Сергійович
МПК: B21B 31/00
Мітки: розгортально-передавальний, слябів, лінії, прокатного, стана, пристрій
Формула / Реферат:
Розгортально-передавальний пристрій для слябів у лінії прокатного стана, що містить взаємно перпендикулярні передавальний та приймальний рольганги, який відрізняється тим, що він обладнаний проводками, установленими між передавальним і приймальним рольгангами, а з боку приймального рольганга встановлений зіштовхувач, обладнаний поворотною лінійкою, при цьому штанги зіштовхувача розташовані над роликами приймального рольганга.
Спосіб коректування ширини безперервнолитих слябів
Номер патенту: 92044
Опубліковано: 25.07.2014
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/16
Мітки: ширини, слябів, спосіб, коректування, безперервнолитих
Формула / Реферат:
1. Спосіб коректування ширини безперервнолитих слябів, що включає відрізання сляба і зміну його ширини в інтервалі температур пластичних деформацій, який відрізняється тим, що ділянки сляба, які коректуються, піддають розтягуванню-стискуванню при сповільненому охолоджуванні.2. Спосіб за п. 1, який відрізняється тим, що для збільшення ширини ділянку сляба, що коректується, розміщують усередині штабеля більш холодних слябів.3....
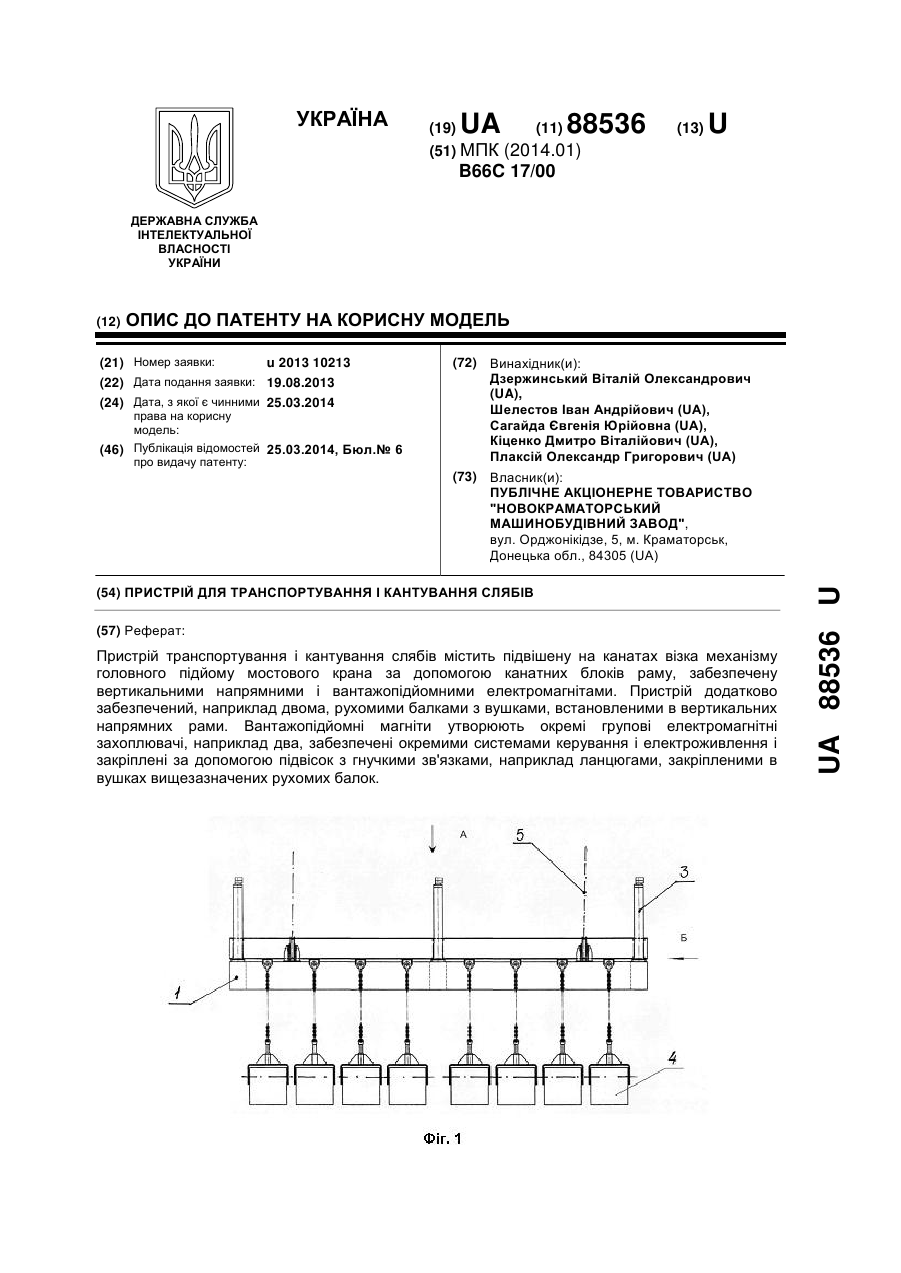
Пристрій для транспортування і кантування слябів
Номер патенту: 88536
Опубліковано: 25.03.2014
Автори: Плаксій Олександр Григорович, Дзержинський Віталій Олександрович, Сагайда Євгенія Юрійовна, Кіценко Дмитро Віталійович, Шелестов Іван Андрійович
МПК: B66C 17/00
Мітки: слябів, транспортування, кантування, пристрій
Формула / Реферат:
1. Пристрій транспортування і кантування слябів, що містить підвішену на канатах візка механізму головного підйому мостового крана за допомогою канатних блоків раму, забезпечену вертикальними напрямними і вантажопідйомними електромагнітами, який відрізняється тим, що пристрій додатково забезпечений, наприклад двома, рухомими балками з вушками, встановленими в вертикальних напрямних рами, а вантажопідйомні магніти утворюють окремі групові...
Спосіб і пристрій для обробки поверхні слябів у виробничій лінії
Номер патенту: 104791
Опубліковано: 11.03.2014
Автори: Гатманн Марсель, Більген Крістіан, Бехер Тільманн, Клінкенберг Крістіан, Нойманн Лук
МПК: B23K 7/06, B21B 45/00
Мітки: обробки, слябів, спосіб, поверхні, лінії, пристрій, виробничий
Формула / Реферат:
1. Спосіб поліпшення якості поверхні шляхом обробки у виробничій лінії поверхні слябів (5), які виготовляються в безперервному процесі від безперервного розливання до гарячої прокатки, наприклад, процесом CSP, з розташованою між CSP машиною (2) для лиття і станом (4) гарячої прокатки нагрівальною піччю (3), причому за допомогою нанесення на верхню і нижню сторони сляба (5) за допомогою окиснювального пристрою (21), що містить форсунку або,...
Пристрій для маніпулювання слябами для зачищення поверхонь слябів

Номер патенту: 103942
Опубліковано: 10.12.2013
Автор: Хайде Карстен
МПК: B21B 39/20, B24B 27/00, B21B 39/24 ...
Мітки: маніпулювання, пристрій, поверхонь, слябів, зачищення, слябами
Формула / Реферат:
1. Пристрій для маніпулювання слябами (2а, 2b), виготовленими, зокрема, безперервним розливанням, поверхню яких зачищають перед прокаткою на прокатному стані, при цьому розташований на реверсивному шліфувальному столі (12а, 12b) сляб переміщують уперед і назад під встановленим в шліфувальній кабіні шліфувальним агрегатом блока (І, II) машинного зачищення, після обробки зачищенням однієї поверхні шліфувальний стіл прямолінійно висувають зі...
Розвертально-передавальний пристрій для слябів у лінії прокатного стана
Номер патенту: 81284
Опубліковано: 25.06.2013
Автори: Бурдов Іван Сергійович, Єлецьких Володимир Іванович, Шевченко Сергій Володимирович, Соколов Єгор Валентинович, Брехов Євген Володимирович
МПК: B21B 39/00
Мітки: стана, слябів, пристрій, лінії, прокатного, розвертально-передавальний
Формула / Реферат:
Розвертально-передавальний пристрій для слябів у лінії прокатного стана, що містить взаємоперпендикулярні передавальний та розкатний рольганги, який відрізняється тим, що приймальна секція розкатного рольганга обладнана піднімальним столом, який з боку передавального рольганга встановлений на шток гідроциліндра, а із протилежної сторони закріплений на шарнірній опорі, крім того, пристрій оснащений похилим стелажем у вигляді балок з...
Форма для безперервного лиття блюмів, слябів або сутунок
Номер патенту: 101318
Опубліковано: 25.03.2013
Автори: Роеріг Адалберт, Кава Франц
МПК: B22D 11/055
Мітки: форма, безперервного, лиття, слябів, сутунок, блюмів
Формула / Реферат:
1. Форма для безперервного лиття блюмів, слябів або сутунок, що містить трубчасту форму (2, 2', 2") і/або пластинчасту форму, оточену опорним корпусом (4, 4') та/або опорними пластинами (61, 62), трубчаста форма (2, 2', 2") і/або пластинчаста форма, підтримувана на опорному корпусі (4, 4') і/або на опорних пластинах (61, 62) за допомогою опорних профілів (15, 15', 15"), які розташовані у її поздовжньому напрямку (L) і...
Роликова проводка для установки безперервного розливання сталевих слябів
Номер патенту: 97752
Опубліковано: 12.03.2012
Автори: Штафенов Аксель, Вейєр Аксель
МПК: B22D 11/128, B22D 11/12, B22D 11/20 ...
Мітки: розливання, роликова, слябів, сталевих, установки, проводка, безперервного
Формула / Реферат:
1. Роликова проводка (1), зокрема для установки безперервного розливання сталевих слябів, яка містить декілька сегментів (2), що підтримують заготовку (3) на двох протилежних боках (4, 5) за допомогою опорних елементів (6, 7), при цьому опорні елементи (6, 7) розташовані в нижній рамі (8) і верхній рамі (9), за рахунок чого рами (8, 9) призначені для спрямування заготовки (3) в напрямку (F) транспортування, передбачені засоби (10), за...
Спосіб та установка для виготовлення прокату у вигляді гарячекатаної штаби з крем’янистої сталі на базі тонких слябів
Номер патенту: 94108
Опубліковано: 11.04.2011
Автори: Зуккер Маріо, Кляйн Крістоф, Шустер Інго, Найфер Херіберт
Мітки: крем'янистої, слябів, штаби, сталі, установка, прокату, тонких, виготовлення, гарячекатаної, спосіб, базі, вигляді
Формула / Реферат:
1. Спосіб виготовлення прокату у вигляді гарячекатаної штаби із литої заготовки з легованої кремнієм сталі для подальшої переробки в матеріал з орієнтованою зернистою структурою, причому литу заготовку (2) на першому етапі піддають попередній тепловій обробці, а на другому етапі нагріту литу заготовку піддають процесу прокатки в прокатному стані, при цьому прокатуваний матеріал переводять в придатний для подальшої обробки стан...
Захоплювач кліщовий для слябів

Номер патенту: 56070
Опубліковано: 27.12.2010
Автори: Ісакова Анна Миколаївна, Кашанський Дмитро Анатолійович, Ісаков Микола Іванович, Железняк Віктор Вікторович
МПК: B66C 1/00
Мітки: слябів, захоплювач, кліщовий
Формула / Реферат:
Захоплювач кліщовий для слябів, що містить траверсу, на кінцях якої закріплені кліщі, кожні з яких містять дві кліщовини, виконані у вигляді двоплечих важелів, шарнірно прикріплених до корпусу, при цьому один кінець кожного з важелів з'єднаний з губкою, а другий - шарнірно з'єднаний з тягою, другий кінець якої прикріплений до траверси, причому губка шарнірно з'єднана з корпусом за допомогою шатуна, який відрізняється тим, що оснащений двома...
Спосіб редуціювання слябів по ширині
Номер патенту: 55900
Опубліковано: 27.12.2010
Автори: Мацко Сергій Володимирович, Федорінов Володимир Анатолійович, Бобух Іван Олексійович, Бекленіщев Олег Петрович, Бобух Олексій Іванович, Бобух Всеволод Іванович
МПК: B21B 1/22
Мітки: ширини, слябів, спосіб, редуціювання
Формула / Реферат:
Спосіб редуціювання слябів по ширині, що містить прокатку слябів в вертикальних валках з калібрами і формування кромки слябів ребордами горизонтальних валків, який відрізняється тим, що прокатку центральної частини сляба по товщині виконують бочками горизонтальних валків з коефіцієнтом подовження, рівним 0,9-1,05 коефіцієнта подовження кромок сляба в прямому, а також в реверсивному режимі роботи з трьома або більше пропусканнями, при цьому...
Спосіб та установка для виробництва сталевої стрічки з тонких слябів
Номер патенту: 92757
Опубліковано: 10.12.2010
Автор: Арвєді Джіованні
МПК: B22D 11/12, B21B 1/46
Мітки: виробництва, спосіб, стрічки, слябів, установка, тонких, сталевої
Формула / Реферат:
1. Спосіб виробництва сталевої стрічки, який включає стадію безперервного відливання тонких слябів, які мають товщину між 45 та 110 мм, зі швидкістю 5 м/хв., стадію розрізання і забезпечення наступного нагрівання, потім стадію прокатування на кількох клітях кінцевого прокатного стана, який відрізняється тим, що вказане нагрівання одержують принаймні частково шляхом індукційного нагрівання із робочою частотою, достатньо низькою, щоб довести...
Спосіб та пристрій для очищення слябів, тонких слябів, профілів і подібного
Номер патенту: 92755
Опубліковано: 10.12.2010
Автори: Арменат Юрген, Ельс Бернхард, Рункель Томас, Хеммерлє Юрген, Яннаш Отмар, Шустер Інго, Йонен Петер, Ріттнер Карл, Ліппольд Карстен, Хоубен Андреас, Копфштедт Уве
МПК: B21B 45/04
Мітки: спосіб, очищення, подібного, пристрій, профілів, слябів, тонких
Формула / Реферат:
1. Спосіб видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3), такого як сляб, тонкий сляб, профіль і подібне, текучими середовищами, що розбризкуються по литому виробу (3) за допомогою очищувального пристрою (5), що складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9),...
Пристрій для очищення слябів
Номер патенту: 52534
Опубліковано: 25.08.2010
Автор: Кашанський Дмитро Анатолійович
МПК: B08B 1/02, B21B 45/04
Мітки: слябів, очищення, пристрій
Формула / Реферат:
Пристрій для очищення слябів, що містить встановлений у корпусі з можливістю хитання очисний інструмент, зв'язаний із приводом його обертання, і механізм притиску очисного інструмента до сляба, що виконаний у вигляді двоплечого важеля, на одному кінці якого закріплений очисний інструмент, а другий кінець зазначеного важеля кінематично з'єднаний з гідроциліндром за допомогою тяги, який відрізняється тим, що він оснащений контрвантажем, що...
Спосіб виробництва блюмів та слябів
Номер патенту: 87912
Опубліковано: 25.08.2009
Автори: Толпа Анатолій Андрійович, Теряєв Олександр Митрофанович
Мітки: блюмів, слябів, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва блюмів та слябів, що включає відливання відповідно блюмових або слябових виливків і їхнє прокатування на обтискних станах, який відрізняється тим, що відливають виливок, донна частина якого сформована у вигляді переверненої зрізаної піраміди або конуса, або параболоїда, або складової з їхніх елементів фігури з розмірами проекцій бічної похилої поверхні на торцеву частину низу виливка, рівними 0,1¸0,25 розмірів...
Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок
Номер патенту: 87890
Опубліковано: 25.08.2009
Автори: Оконенко Сергій Іванович, Брехов Євген Володимирович, Плугатар Віктор Семенович, Єлецьких Володимир Іванович
МПК: B22D 11/00, B01J 2/02
Мітки: слябів, лиття, заготівок, газового, ділянки, шламу, машини, збору, безперервного, пристрій, різання
Формула / Реферат:
1. Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок, що містить накопичувальну місткість з рідиною для охолодження шламу і систему періодичного зливу рідини, з'єднану з приводом, який відрізняється тим, що накопичувальна місткість виконана без дна, а система періодичного зливу рідини виготовлена у вигляді ванни, що охоплює донну частину накопичувальної місткості з усіх боків, і зв'язана шарнірно з...
Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу
Номер патенту: 87103
Опубліковано: 25.06.2009
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: товстих, тонких, слябів, спосіб, прокатки, гарячекатану, штабу, сталевих
Формула / Реферат:
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в...
Спосіб редукування гарячих слябів та пристрій для його здійснення
Номер патенту: 83680
Опубліковано: 11.08.2008
Автори: Іоффе Анатолій Мойсей-Аронович, Лєліков Алєксандр Ніколаєвіч, Цвєтков Лєонід Євгєньєвіч, Зільберг Юрій Володимирович
МПК: B21B 1/38, B21B 15/00
Мітки: слябів, гарячих, редукування, спосіб, здійснення, пристрій
Формула / Реферат:
1. Спосіб редукування гарячих слябів, який включає обтиск слябу по ширині окремими ділянками вздовж сляба двома симетрично встановленими лінійками, які виконані з можливістю зворотно-поступального руху перпендикулярно відносно поздовжньої осі сляба, який відрізняється тим, що обтиск проводять при довжині зони деформації, яка становить не менше 0,8 початкової ширини сляба.2. Пристрій для редукування гарячих слябів, який включає два...
Вагон-платформа для слябів та великотоннажних контейнерів
Номер патенту: 27867
Опубліковано: 26.11.2007
Автор: Труханов Олександр Миколайович
МПК: B61D 3/00
Мітки: контейнерів, слябів, вагон-платформа, великотоннажних
Формула / Реферат:
Вагон-платформа для слябів та великотоннажних контейнерів, що містить типові контейнерні упори, які дозволяють завантаження вагона двома великотоннажними контейнерами типу 1СС(1C) або одним контейнером типу 1АА(1А), і переставні торцеві упори та стаціонарні бокові стійки, що дає можливість завантажувати сляби, сортовий прокат, листову сталь довжиною від 6,0 м до 12,5 м.
Вагон-платформа для слябів, металопрокату та великотоннажних контейнерів
Номер патенту: 26815
Опубліковано: 10.10.2007
Автори: Кучер Валерій Никифорович, Пасько Володимир Володимирович, Петрунько Роман Анатолійович, Слюсар Інна Іванівна, Долинський Станіслав Вадимович, Худина Валерій Миколайович
Мітки: великотоннажних, вагон-платформа, слябів, металопрокату, контейнерів
Формула / Реферат:
1. Вагон-платформа для слябів, металопрокату та великотоннажних контейнерів, що містить встановлену на ходові візки несучу раму, обладнану обмежуючими зсуви вантажів переставними торцевими упорними стінками і стаціонарними бічними опорами, з'єднаними між собою поперечними елементами, яка відрізняється тим, що стаціонарні бічні опори, які розміщені на консольних частинах несучої рами, виконані у вигляді подовжніх панелей, забезпечених рядами...
Ролик для машини безперервного лиття заготовок (слябів)
Номер патенту: 26266
Опубліковано: 10.09.2007
Автори: Клипачевський Віктор Васильович, Гопкало Олексій Петрович
МПК: B22D 11/12
Мітки: слябів, безперервного, ролик, заготовок, машини, лиття
Формула / Реферат:
Ролик для машини безперервного лиття заготовок (слябів), призначений для підтримування заготовки (сляба) на технологічній осі машини, виготовлений у вигляді пустотілого циліндра, на зовнішню циліндричну поверхню якого наплавкою нанесено шар металевого матеріалу, який відрізняється тим, що товщина шару Т металевого матеріалу на зовнішній циліндричній поверхні ролика визначена виразом Т=(0,15...0,20)Н, де Н - товщина основного матеріалу стінки...
Пристрій для прийому з печі заготовок і слябів

Номер патенту: 79427
Опубліковано: 25.06.2007
Автори: Павленко Олександр Анатольйович, Новіков Євген Іванович, Аріх Володимир Спиридонович, Родякін Ігор Олександрович, Соломович Віталій Моісейович, Шмуклер Йосип Срулевіч, Полєщук Петро Миколайович, Бабіч Людмила Петрівна
Мітки: прийому, пристрій, слябів, печі, заготовок
Формула / Реферат:
Пристрій для прийому із печі заготовок і слябів, що включає похилий елемент для спуску заготовок на рольганг, встановлений на рамі, буферний вузол, привід, шарнірно з'єднаний з амортизатором, який відрізняється тим, що амортизатор виконаний як Г-подібний двоплечий важіль, шарнірно закріплений на рамі, причому один кінець важеля виконаний у вигляді вилки, яка розміщена між роликами рольганга.
Спосіб підготовки литих слябів
Номер патенту: 21298
Опубліковано: 15.03.2007
Автори: Мурашкін Олександр Вікторович, Ларіонов Олександр Олексійович, Климанчук Владислав Владиславович, Фінаков Євген Володимирович, Пушков Валерій Васильович, Бойко Володимир Семенович, Устенко Павло Анатолійович, Дубинський Борис Євгенович
МПК: B23D 7/00
Мітки: підготовки, слябів, спосіб, литих
Формула / Реферат:
Спосіб підготовки литих слябів, що включає поперечну порізку безперервно литих заготовок на штанги й порізку штанг на сляби, який відрізняється тим, що в лінії машини безперервного лиття заготовок (МБЛЗ) перед порізкою заготовок на штанги їхню довжину в гарячому стані (збільшену до найближчого значення розмірного ряду) визначають за формулою:де L -...
Спосіб виготовлення тонких слябів і пристрій для його здійснення
Номер патенту: 76732
Опубліковано: 15.09.2006
Автори: Мюллер Юрген, Вергніорі Д. Фернандо, Сагасті Педро, Ріттнер Карл, Вільяреаль Гутьєррес Армандо
МПК: B22D 11/12
Мітки: слябів, виготовлення, тонких, спосіб, пристрій, здійснення
Формула / Реферат:
1. Спосіб виготовлення тонких слябів, які обтискають по поперечному перерізу під час твердіння, в установці безперервного розливу, проводка якої, що примикає до кристалізатора, містить множину секцій з розташованими навпроти одна одної парами роликів, при цьому одна секція містить клиноподібно встановлювані роликові ділянки або групи напрямних для зміни товщини заготовки з рідкою серцевиною, який відрізняється тим, що здійснюють...
Пристрій безаварійної видачі слябів
Номер патенту: 15239
Опубліковано: 15.06.2006
Автори: Безчерев Олександр Сергійович, Негрій Василь Якович, Дурнів Сергій Олександрович, Пушков Валерій Васильович
МПК: F27D 3/00
Мітки: видачі, безаварійної, слябів, пристрій
Формула / Реферат:
Пристрій безаварійної видачі слябів, що складається з металевої рами, який відрізняється тим, що рама виконана порожнистою, водоохолоджувальною, П-подібної форми з ребрами жорсткості всередині із труби діаметром 168х28 мм сталі марки 12х1МФ, та встановлена безпосередньо усередині нагрівальної печі.
Спосіб прокатки слябів
Номер патенту: 75671
Опубліковано: 15.05.2006
Автори: Мангуш Валентин Георгійович, Зеленський Віктор Євгенович, Карнаушенко Ніл Андрійович, Дригін Олександр Іванович, Шамлі Георгій Іванович, Рапін Аркадій Олександрович, Бойко Володимир Семенович, Пасько Іван Олександрович, Романенко Максим Володимирович, Васекін Андрій Валерійович, Шебаніц Едуард Миколайович, Омельяненко Микола Іванович, Климанчук Владислав Владиславович
МПК: B21B 1/02
Мітки: слябів, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині зливка у декількох проходах з гарантованим обтиском по ширині в останньому проході робочої кліті стана, який відрізняється тим, що в останньому проході зливок подають донною частиною в вертикальні валки робочої кліті слябінга.
Спосіб виробництва слябів
Номер патенту: 73628
Опубліковано: 15.08.2005
Автор: Данько Володимир Михайлович
МПК: B21B 1/02
Мітки: виробництва, слябів, спосіб
Формула / Реферат:
Спосіб виробництва слябів для прокатування товстих листів, що включає відливання заготівок на машинах для безперервного лиття заготівок або їх прокатування із зливків з подальшим розрізанням, який відрізняється тим, що заготівки виробляють з шириною, не меншою мінімально припустимої довжини слябів, а ширину слябів отримують розрізанням заготівок на потрібні довжини за розміром:
Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Конкін Юрій Петрович, Рапін Аркадій Олександрович, Васекін Андрей Валерійович, Лук'янчиков Олександр Миколайович, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Мангуш Валентин Георгійович, Радушев Олексій Олександрович, Пасько Іван Олександрович, Климанчук Владислав Владиславович, Грекова Юлія Сергіївна, Кашков Геннадій Алимович, Омельяненко Микола Іванович, Карнаушенко Ніл Андрійович, Дригін Олександр Іванович
МПК: B21B 1/02
Мітки: спосіб, слябів, прокатки
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:∆hb = const = 35 мм при b = 1000 - 1530 мм,де b - ширина сляба.
Спосіб виробництва слябів
Номер патенту: 68221
Опубліковано: 15.07.2004
Автори: Галушка Віктор Митрофанович, Кукуй Давид Пенхусович, Захарюта Анатолій Іванович, Бенецький Олексій Геннадійович, Сичов Олег Петрович, Онода Костянтин Костянтинович, Толпа Анатолій Андрійович, Бражник Сергій Анатолійович, Аксьоненко Валерій Олексійович, Набока Володимир Іванович, Борщов Олексій Вікторович, Путнокі Олександр Юліусович
Мітки: виробництва, слябів, спосіб
Формула / Реферат:
Спосіб виробництва слябів, що включає відливання слябових виливків, розширених донизу, нагрівання і прокатування цих виливків на обтискних станах донною частиною вперед, який відрізняється тим, що виливки відливають складеними з двох сполучених між собою частин, каркасом кожної з яких є зрізана піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка, відношення висоти верхньої...
Спосіб охолодження слябів
Номер патенту: 64408
Опубліковано: 16.02.2004
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Корніенко Олександр Іванович
МПК: B22D 11/124
Мітки: спосіб, охолодження, слябів
Формула / Реферат:
Спосіб охолодження слябів, який включає вторинне охолодження широких граней слябів по великому і малому радіусах машини безупинного лиття заготівель із зміною відношення витрати води в межах (1,5 - 1,25):1, який відрізняється тим, що при заданій стабільній швидкості розливання і постійній витраті води по великому радіусу сляба, витрата води по малому радіусу змінюється в залежності:
Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Рапін Аркадій Олександрович, Шебаніц Едуард Миколайович, Зеленський Віктор Євгенович, Дригін Олександр Іванович, Карнаушенко Ніл Андрійович, Омельяненко Микола Іванович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Мангуш Валентин Георгійович
МПК: B21B 1/02
Мітки: прокатки, спосіб, слябів
Формула / Реферат:
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який...
Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Бьохер Герхард, Урлау Ульріх, Шемайт Ганс, Мюллер Петер
МПК: B22D 41/50, B22D 11/04
Мітки: виготовлення, пристрій, спосіб, слябів
Формула / Реферат:
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості...
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Росточилов Анатолій Іванович, Соколовський Борис Цудікович, Тартачний Віктор Сергійович, Гаран Ігор Вячославович
МПК: B22D 7/00, B22D 25/00
Мітки: слябів, листів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Кліменко Владислав Антонович, Карнаушенко Ніл Андрійович, Омельяненко Микола Іванович, Грекова Наталія Нілівна, Бойко Володимир Семенович, Налча Георгій Іванович, Шебаніц Едуард Миколайович, Васекін Андрій Валерійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, слябів
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Томас Джон Е., Тіппінс Джордж В.
МПК: B21B 13/22, B21B 1/04
Мітки: ємність, одержання, слябів, проміжної, товщини, установка, спосіб, зберігання, здійснення
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...