Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням з контролем якості робіт (варіанти)
Номер патенту: 98601
Опубліковано: 25.05.2012
Автори: Подолян Олександр Петрович, Томашук Олександр Іванович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович
Формула / Реферат
1. Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, який відрізняється тим, що як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі заданого тиску, після чого прогрів припиняють.
2. Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, який відрізняється тим, що як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншою температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі тиску, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, після чого нагнітання розплавленого металу або сплаву і прогрів припиняють, далі, після повного твердіння розплавленого металу або сплаву, здійснюють вимірювання зміни тиску в підмуфтовому просторі ![]() , який визначається усадкою використовуваного для його заповнення металу або сплаву, після чого муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, що перевищує тиск, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, на виміряну величину зміни тиску в підмуфтовому просторі, яка визначається усадкою використовуваного для його заповнення металу або сплаву, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють.
, який визначається усадкою використовуваного для його заповнення металу або сплаву, після чого муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, що перевищує тиск, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, на виміряну величину зміни тиску в підмуфтовому просторі, яка визначається усадкою використовуваного для його заповнення металу або сплаву, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють.
3. Спосіб за п. 2, який відрізняється тим, що після вимірювання зміни тиску в підмуфтовому просторі, який визначається усадкою використовуваного для його заповнення металу або сплаву, змінюють тиск у трубопроводі, оцінюючи відомими методами значення зміни тиску в трубопроводі ![]() і підмуфтовому просторі
і підмуфтовому просторі ![]() , далі розраховують коефіцієнт зв'язку
, далі розраховують коефіцієнт зв'язку ![]() , після цього муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншою температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, який вибирають з умови
, після цього муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншою температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, який вибирають з умови ![]() , де
, де ![]() - тиск розплавленого металу або сплаву в підмуфтовому просторі, що забезпечує рівномірний розподіл навантаження між трубою і муфтою,
- тиск розплавленого металу або сплаву в підмуфтовому просторі, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, ![]() - тиск всередині трубопроводу на момент остаточного заповнення підмуфтового простору розплавленим металом або сплавом, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють.
- тиск всередині трубопроводу на момент остаточного заповнення підмуфтового простору розплавленим металом або сплавом, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють.
4. Спосіб за будь-яким з п. 1, 2, 3, який відрізняється тим, що для розігріву труби і муфти в зоні виконання робіт використовують індуктор.
5. Спосіб за будь-яким з п. 1, 2, 3, який відрізняється тим, що в процесі заповнення підмуфтового простору розплавленим металом або сплавом здійснюють контроль рівномірності його розподілу ЕМА-методом.
6. Спосіб за будь-яким з п. 2, 3, який відрізняється тим, що для оцінки тиску в трубопроводі і підмуфтовому просторі використовують тензометричні вимірювання.
7. Спосіб за будь-яким з п. 2, 3, який відрізняється тим, що оцінку тиску в трубопроводі і підмуфтовому просторі проводять по вимірах механічних напружень в стінках труби і муфти.
Текст
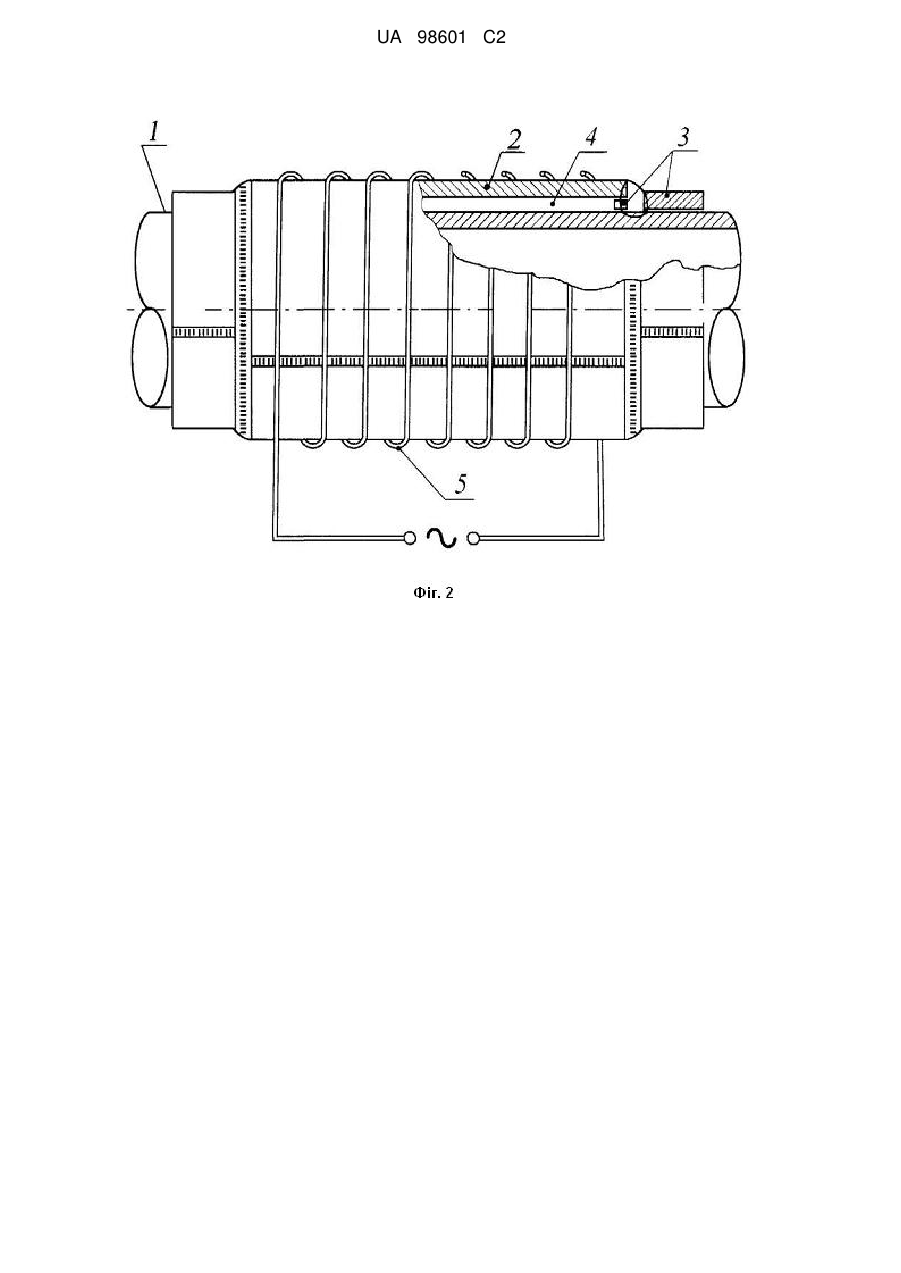
Реферат: Спосіб ремонту лінійних частин трубопроводів, переважно за допомогою металевих муфт: полягає в тому, що в підмуфтовий простір попередньо нагрітої труби і муфти нагнітають розплавлений метал або сплав. Після твердіння підмуфтового шару визначають зміну тиску в підмуфтовому просторі P , викликаного усадкою металу або сплаву. За загальною зміною тисків у трубі і підмуфтовому просторі розраховують коефіцієнт зв'язку k. Трубу і муфту нагрівають, розплавивши підмуфтовий шар, після чого додатковим нагнітанням розплавленого металу в підмуфтовому просторі створюють тиск, вибраний з умови PМУ PУ P , де PУ - тиск k всередині трубопроводу на момент закінчення к заповнення муфти. Для розігріву труби і муфти використовують індуктор. Контроль заповнення підмуфтового простору здійснюють ЕМА методом. Технічний результат: підвищення якості ремонту. UA 98601 C2 (12) UA 98601 C2 UA 98601 C2 5 10 15 20 25 Винахід належить до техніки ремонту трубопровідного транспорту, переважно магістральних трубопроводів високого тиску. При тривалій експлуатації трубопроводів може виникнути необхідність відновлення несучої здатності труби, що має механіко-корозійні пошкодження, посилення дефектних кільцевих стиків, а також необхідність переведення ділянок діючих трубопроводів у вищу категорію. Це досягається шляхом підвищення міцності трубопроводів або їх ділянок за допомогою встановлення спеціальних муфт. Через простоту реалізації, спосіб підвищення міцності трубопроводу за допомогою муфт з наповненням отримав широке розповсюдження (патенти РФ 2314453, 2104439, 2134373, 2191317, 2213289 та ін.). Заповнення підмуфтового простору речовиною, що має високий модуль пружності під заданим тиском, дозволяє проводити посилення ділянок трубопроводів без зміни режимів транспортування продукту. Для реалізації способу на заданій ділянці трубопроводу встановлюють замкнуту металеву оболонку (муфту). Зазвичай муфту складають з двох напівоболонок, які центрують відносно труби і скріплюють між собою відомими методами, наприклад, зварюють поздовжніми швами. Після цього герметизують торці оболонки, а простір між трубою і оболонкою заповнюють спеціальною речовиною (бетоном, рідиною, компаундним наповнювачем і т.д.). Наявність речовини в просторі між трубою і муфтою (підмуфтовий простір) дозволяє знизити кільцеві напруження в трубі, передавши частину навантаження на зовнішню оболонку. При проведенні робіт на діючому трубопроводі, для забезпечення ефективного розвантаження труби, підмуфтовий простір необхідно заповнювати речовиною під певним тиском. Ефективність посилення ділянки трубопроводу прийнято оцінювати ступенем зниження кільцевих напружень в трубі при забезпеченні рівномірності їх перерозподілу між трубою і муфтою. При використанні муфт з внутрішнім заповненням, ступінь зниження кільцевих напружень в трубі визначається виразом: Тр То 30 1 1 k PУ k PМУ Pр k де σТ0 - кільцеві напруження розтягування в стінці труби, що не посилюється муфтою, при робочому тиску Рр, σTp - кільцеві напруження в трубі під муфтою при робочому тиску Рр, РУ - тиск в трубопроводі на момент закінчення заповнення муфти, РМУ - тиск заповнення підмуфтового простору, k - коефіцієнт, що зв'язує зміну тиску в підмуфтовому просторі зі зміною тиску усередині трубопроводу (коефіцієнт зв'язку), який визначається виразом: 4 Т ПП k 1 1 2 1 3 2 35 (1) , EМ E ПП DT 2 DM 2 Т D T 2 М , (2) де: DT - внутрішній діаметр труби; δТ - товщина стінки труби, δПП - товщина шару підмуфтового простору; δМ - товщина стінки муфти; DM=DT+2·δТ+2·δПП - внутрішній діаметр оболонки муфти, ЕМ, ЕПП - відповідно, модулі пружності матеріалу муфти (труби) і речовини в підмуфтовому просторі (підмуфтового шару), μ - коефіцієнт Пуассона речовини підмуфтового шару. При цьому при зміні тиску в трубопроводі, тиск в підмуфтовому просторі буде змінюватися у відповідності з виразом: PМ Pр PУ k PМУ (3) , Для забезпечення рівномірного розподілу навантаження між трубою і муфтою, речовину в підмуфтовий простір нагнітають під оптимальним тиском РМУоп, який визначають з виразу: PМУ оп 40 45 k PУ P k , (4) де ΔР - значення зміни тиску всередині підмуфтового простору після запресовування речовини в процесі перехідних процесів, обумовлених усадкою речовини в процесі твердіння і обмеженою швидкістю його розподілу в підмуфтовому просторі. Аналіз виразів (1-4) дозволяє зробити висновок про те, що ефективність посилення ділянки трубопроводу залежить від геометричних параметрів трубопроводу і муфти, параметрів, що визначають міцнісні властивості шару підмуфтового простору, глибини підмуфтового простору і ступеня усадки речовини в процесі його твердіння. Ефективність посилення труби зростає зі 1 UA 98601 C2 5 10 15 20 25 30 35 40 45 50 55 60 зменшенням глибини підмуфтового простору і збільшенням модуля пружності речовини, запресованої в підмуфтовий простір. Відомий спосіб ремонту лінійних ділянок трубопроводів шляхом встановлення ремонтної муфти, заповненою клейовою композицією (GB, 2210134A). Ремонтна конструкція складається з двох напівмуфт. В процесі монтажу, напівмуфти механічно з'єднують одну з одною, утворюючи замкнуту оболонку навколо ділянки трубопроводу. Далі оболонку центрують за допомогою технологічних елементів (болтів), встановлених в отворах корпусу. Після цього простір між трубопроводом і муфтою герметизують з обох кінців за допомогою суміші, яка самотвердіє (цементу, епоксидної шпаклівки і т.д.). В ізольований проміжок через спеціальні штуцери накачують епоксидну суміш, яка забезпечує високу жорсткість конструкції. Незважаючи на велике поширення, спосіб має суттєві недоліки, пов'язані з неможливістю введення епоксидного наповнювача під високим тиском. Надалі, через зміни геометричних розмірів трубопроводу через перепади тиску продукту, який перекачується, і температурних деформацій, епоксидний шар може розшаровуватися, що призводить до зниження жорсткості і герметичності конструкції. Крім того, відносно низький тиск заповнення епоксидною сумішшю простору під муфтою, з урахуванням його усадки в процесі твердіння, допускає появу пустот. Максимальний тиск заповнення простору під муфтою обмежений міцністю ізолюючих прокладок на торцях. Для істотного зниження кільцевих напружень в трубі, встановлення муфти проводять при зниженому тиску в трубопроводі, що у більшості випадків реальної експлуатації магістральних газопроводів є небажаним. Відомий спосіб ремонту трубопроводу за допомогою муфти, що заповнюється рідкою речовиною (Гумеров А.Г., Ахметов Х.А., Гумеров Р.С., Векштейн М.Г. Аварийновосстановительный ремонт магистральных нефтепроводов/Под ред. А.Г. Гумерова. - М.: "Недра-Бизнесцентр", 1988. - С. 88-91). Після встановлення, муфта являє собою герметичну оболонку, жорстко приварену до трубопроводу кільцевими швами. Після встановлення, підмуфтовий простір заповнюють рідиною, як таку автор рекомендує використовувати нафту або трансформаторне масло. Спосіб має обмежене застосування на діючих трубопроводах, які перебувають під тиском, тому що не передбачає створення підвищеного тиску в підмуфтовому просторі. При цьому застосування рідкого заповнювача небажано, тому що у випадку розгерметизації підмуфтового простору з плином часу, муфта перестає виконувати свої функції. Крім того, муфта, яка використовується, має відносно велику глибину підмуфтового простору, що, відповідно до виразів (1-2), негативно позначається на ефективності розвантаження труби, яка ремонтується. Відомий спосіб ремонту діючих трубопроводів за допомогою металевих муфт, які заповнюються бетоном (Ільницький Ю.В., Якимечко Р.Я. Ремонт магістральних газопроводів з використанням муфт на розширному бетоні//Трубопровідний транспорт, 2008. - № 4. - С. 23-25). В процесі твердіння, бетон розширюється, створюючи тиск у підмуфтовому просторі. До недоліків способу слід віднести слабку прогнозованість кінцевого результату і низьку ефективність ремонту через велику глибину підмуфтового простору. Відомий спосіб муфтового ремонту трубопроводу (патент РФ 2314453). З двох сторін ділянки трубопроводу, що підлягає посиленню, встановлюють пари технологічних кілець, на яких збирають муфту. Далі по краях муфти, між кожною парою технологічних кілець формують герметичні ущільнювачі - кільцеві прокладки, локалізуючи підмуфтовий простір. Після цього підмуфтовий простір заповнюють герметиком під тиском, порівнянним з тиском усередині трубопроводу. Щоб уникнути утворення вм'ятин в стінці трубопроводу, тиск запресовування герметика обмежують значенням, при якому стінка труби втрачає стійкість. Спосіб дозволяє здійснити ремонт трубопроводу з практично будь-яким дефектом. Разом з тим, з виразу (1-3) видно, що при такому високому тиску запресовування герметика в підмуфтовий простір, труба, яка ремонтується, практично повністю розвантажується (починає працювати без тиску), а все навантаження переноситься на муфту. Це має сенс тільки у випадку ремонту наскрізного дефекту в умовах виходу продукту з трубопроводу. У разі ремонту корозійних дефектів або переведення трубопроводу в більш високу категорію, надмірно високий тиск в підмуфтовому просторі приводить до неефективного використання матеріалів муфти, яка повинна мати свідомо більш міцну конструкцію і загального зниження якості робіт через неоптимальне використання ресурсу і невиправдано високим навантаженням на кільцеві зварні шви. Відомий спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском (патент України 77931), який вибраний як найближчий аналог винаходу, що заявляється. Практична реалізація способу описана в ГБН В.3.1-00013741-12: 2011 "Магістральні газопроводи, ремонт дуговим зварюванням в умовах експлуатації". Спосіб здійснюють наступним чином. З двох сторін дефектної ділянки встановлюють тонкостінні кільця, висоту яких 2 UA 98601 C2 5 10 15 20 25 вибирають рівну максимальному перевищенню шва трубопроводу в межах ділянки, яка ремонтується. Після цього, па встановлених тонкостінних кільцях монтують частини розрізної ремонтної муфти. У загальному випадку, ремонтна муфта складається з двох напівоболонок довжиною, рівній відстані між далекими торцями тонкостінних додаткових кілець. Частини ремонтної муфти сильно притискають до тонкостінних додаткових кілець, розташувавши торці муфти над торцями додаткових кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. З боку зовнішніх торців муфти з зазором встановлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою тіла труби. Після охолодження наплавленого металу зварюють кільцеві шви, якими приварюють торці муфти, розташовані під ними торці тонкостінних додаткових кілець і внутрішні торці технологічних кілець до трубопроводу в зазор між ними, забезпечуючи тим самим герметичність нідмуфтового простору. Після закінчення зварювальних робіт, підмуфтовий простір заповнюються відомими способами масою, яка самотвердіє, яку подають під розрахунковим тиском. Спосіб ефективний при ремонті трубопроводів великого діаметра. Він дозволяє збільшити міцність ділянки трубопроводу, що ремонтується. Встановлення оболонки муфти на тонкостінних кільцях дозволяє створити мінімально можливу глибину підмуфтового простору, яка визначається висотою валика поздовжнього шва труби, яка ремонтується. Конструкція зварних торцевих ущільнювачів гарантує надійну герметичність підмуфтового простору і дозволяє запресувати масу, яка самотвердіє, із заданим тиском. Разом з тим, спосіб має обмежене застосування для підвищення міцності ділянок трубопроводів відносно невеликого діаметра (100-200 мм). Наприклад, потрібно посилити ділянку трубопроводу з товщиною стінки δТ=9 мм. Для посилення використовують муфту з товщиною стінки δТ=δМ=9 мм, яку встановлюють на трубопровід з мінімально можливою глибиною підмуфтового простору δПП=3 мм. Муфту заповнюють під оптимальним тиском (вираз (4)) поліуретановою масою, яка самотвердіє, з модулем пружності ЕПП=55 МПа. У цьому випадку розрахунки показують, що при посиленні трубопроводу діаметром Тр 0,53 трубопроводу діаметром 700 мм - на 42 % То 1400 мм, труба розвантажується на 47 % Тр Тр 0,58 , трубопроводу діаметром 350 мм - на 29 % 0,71 , а трубопроводу діаметром То То Тр 0,9 . То 150 мм труба розвантажується всього на 10 % 30 35 40 45 50 55 Теоретично, домогтися підвищення ефективності посилення труби відносно малих діаметрів можливо шляхом зменшення глибини підмуфтового простору, збільшення товщини стінки муфти або підвищення модуля пружності речовини, що використовується для заповнення підмуфтового шару. Однак мінімальна глибина підмуфтового шару обмежується висотою валика поздовжнього зварного шва. Шліфування опуклостей на поверхні труби, особливо поздовжніх швів, збільшує небезпеку розкриття трубопроводу під час проведення робіт. Для більшості магістральних трубопроводів шліфування поздовжніх швів заборонено існуючими СНИП і ВСН. Модуль пружності компаундів, які використовуються для заповнення підмуфтового простору, зазвичай знаходиться в межах 40-100 МПа, що є недостатнім для ремонту труб відносно малого діаметра. Модуль пружності речовини може бути підвищений введенням в них спеціальних порошкових наповнювачів. При цьому модуль пружності затверділого компаунда з наповнювачем визначається процентним вмістом наповнювача. При збільшенні частки наповнювача, модуль пружності компаундного шару підмуфтового простору зростає, але при цьому зростає його щільність і в'язкість. Це викликає складності при запресовуванні компаунда з наповнювачем у вузькі зазори підмуфтового простору. Крім того, за рахунок великого часу розподілу в'язкого компаунда в обсягах складної форми, якими є торцеві ущільнювачі муфт, в процесі полімеризації відбувається часткове зниження тиску в підмуфтовому просторі, навіть якщо використовують компаунд, що не має усадки в процесі твердіння. Це призводить до погіршення розвантаження труби, яка ремонтується. Тому, звичайно, склад компаунда вибирають, виходячи з компромісу між його в'язкістю і модулем пружності. Компаунди, що мають підвищений модуль пружності (вище 500 МПа) дорогі і малодоступні. Задачею запропонованого винаходу є підвищення ефективності розвантаження труби, яка ремонтується, і якості ремонту за рахунок використання для заповнення підмуфтового простору розплавленого металу або сплаву і оптимізації процесу формування підмуфтового шару. Це дозволить домогтися заданого ступеня розвантаження труби відносно малого діаметра, здешевити ремонт і спростити процес неруйнівного контролю ремонтної конструкції. 3 UA 98601 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується за рахунок того, що в першому варіанті способу посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, відповідно до винаходу, як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі заданого тиску, після чого прогрів припиняють. Крім того, поставлена задача вирішується за рахунок того, що в другому варіанті способу посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, відповідно до винаходу, як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі тиску, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, після чого нагнітання розплавленого металу або сплаву і прогрів припиняють, далі, після повного твердіння розплавленого металу або сплаву, здійснюють вимірювання зміни тиску в підмуфтовому просторі ΔР, який визначається усадкою використовуваного для його заповнення металу або сплаву, після чого муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, що перевищує тиск, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, на виміряну величину зміни тиску в підмуфтовому просторі ΔР, яка визначається усадкою використовуваного для його заповнення металу або сплаву, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють. Пропонований спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням здійснюють наступним чином. На ділянці трубопроводу, яка підсилюється, встановлюють частини муфти, які після скріплення між собою відомими способами, наприклад, зварюванням, утворюють навколо труби замкнуту оболонку (муфту). Після цього оболонку вирівнюють відносно труби і герметизують її торці. Для забезпечення рівномірної глибини підмуфтового простору, частини муфти можуть збиратися на технологічних кільцях, попередньо змонтованих на трубопроводі. Для герметизації торців муфти може використовуватися зварювання. Після герметизації торців муфти, трубопровід і муфту в зоні проведення робіт прогрівають відомими способами, наприклад, за допомогою індуктора. Прогрів труби і муфти здійснюють до температури, що перевищує температуру плавлення металу або сплаву, але меншою, ніж температура його кипіння. Після цього, через заздалегідь пророблені в муфті отвори, підмуфтовий простір заповнюють розплавленим металом або сплавом, продовжуючи прогрів труби і муфти. Після заповнення підмуфтового простору, тиск розплавленого металу або сплаву піднімають до заданого значення, після чого прогрів і подальше нагнітання розплавленого металу або сплаву припиняють. Як метал або сплав для заповнення підмуфтового простору може використовуватися свинець, олово або їх сплави, що мають низьку температуру плавлення і високий модуль пружності. Тиск запресовування розплавленого металу або сплаву в підмуфтовий простір вибирають, виходячи з умови (4), виконання якої забезпечує рівномірний розподіл навантаження між трубою, яка ремонтується, і муфтою. При цьому краще використовувати сплав, який має мінімальну усадку в процесі зміни свого агрегатного стану. Проте, в реальних умовах, усадка одного і того ж металу або сплаву може сильно відрізнятися в залежності від партії і умов використання, що призведе до неоптимального розподілу навантаження між трубою і муфтою. Рівномірний розподіл навантаження може бути досягнуто таким чином. Після прогріву труби і муфти, в підмуфтовий простір запресовують розплавлений метал або сплав під тиском, що забезпечує рівномірний розподіл кільцевих механічних напружень між трубою і муфтою без урахування подальшої усадки металу або сплаву в процесі твердіння, 4 UA 98601 C2 PУ 5 тобто, під тиском k . Після цього нагнітання розплавленого металу або сплаву і прогрів припиняють. Після повного твердіння розплавленого металу або сплаву, здійснюють вимірювання зміни тиску в підмуфтовому просторі ΔР, який визначається усадкою використовуваного для його заповнення металу або сплаву. Після цього муфту, трубу і шар підмуфтового простору знову нагрівають, в результаті чого метал або сплав у підмуфтовому просторі плавиться. Далі в підмуфтовий простір додатково нагнітають розплавлений метал або PУ 10 15 20 сплав, створюючи тиск, що перевищує тиск k на виміряну величину зміни тиску ΔР. Після цього прогрів і нагнітання розплавленого металу або сплаву припиняють. У реальних умовах виконання робіт для заповнення підмуфтового простору можуть використовувати сплав з точно невідомим значенням модуля пружності і усадки. Такий приклад може мати місце при аварійному виконанні робіт і складанні, наприклад, сплаву з випадкових свинцевих і олов'яних виробів. В цьому випадку, роботи проводять в такій послідовності. Після прогріву труби і муфти, в підмуфтовий простір запресовують розплавлений метал або сплав під деяким тиском, якій імовірно забезпечує рівномірний розподіл кільцевих механічних напружень між трубою і муфтою без урахування подальшої усадки металу або сплаву в процесі твердіння. Після цього нагнітання розплавленого металу або сплаву і прогрів припиняють. Після повного твердіння розплавленого металу або сплаву, здійснюють вимірювання зміни тиску в підмуфтовому просторі ΔР, який визначається усадкою використовуваного для його заповнення металу або сплаву. Далі змінюють тиск у трубопроводі, оцінюючи відомими методами значення зміни тиску в трубопроводі ΔРр і підмуфтовому просторі ΔPМ. Після цього розраховують k PP PM , коефіцієнт зв'язку який залежить від модуля пружності підмуфтового шару. Далі муфту, трубу і шар підмуфтового простору результаті чого метал або сплав у підмуфтовому шарі плавиться. Після простір додатково нагнітають розплавлений метал або сплав, створюючи 25 30 35 40 45 50 PМУ PУ P металу або сплаву знову нагрівають, в цього в підмуфтовий тиск, який вибирають PУ k з умови , де k - тиск розплавленого металу або сплаву в підмуфтовому просторі, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, РУ - тиск всередині трубопроводу на момент остаточного заповнення підмуфтового простору розплавленим металом або сплавом. Далі прогрів і нагнітання розплавленого металу або сплаву припиняють. Для реалізації способу, тиск в трубопроводі може бути змінено не відразу після закінчення робіт, а значно пізніше, під час планової зміни режимів транспорту продукту. На відміну від муфт з компаундним наповненням, муфти, що заповнюються розплавленим металом або сплавом, дають можливість коригувати розподіл напружень в трубі і муфті в процесі експлуатації. З урахуванням того, що підмуфтовий простір заповнюють рідким розплавленим металом або сплавом, контроль його розподілу по всьому об'єму може бути здійснений акустичним методом. При цьому з урахуванням високої температури муфти, що обмежує використання традиційних п'єзоелектричних датчиків збудження акустичної хвилі, кращим є застосування ЕМА-методу контролю. Оцінку тиску в трубі і підмуфтовому просторі можуть проводити за результатами тензометричних вимірювань, або за замірами механічних напружень в стінках труби і муфти. Пропонований спосіб пояснюється кресленнями, представленими на фіг. 1-3. На фіг. 1 показані операції способу "встановлення муфти". Де: 1 - трубопровід, 2 - частини муфти, 3 - технологічні кільця. На фіг. 2 показані операції способу "прогрів труби, муфти та підмуфтового шару за допомогою індуктора". Де: 1 - трубопровід, 2 - муфта, 3 - технологічні кільця, 4 - підмуфтовий простір з розплавленим металом або сплавом, 5 - індуктор. На фіг. 3 показано сімейство залежностей ступеня зниження напружень в стінці труби, яка підсилюється, від модуля пружності речовини підмуфтового шару при наступних умовах: δТ=δМ=9 мм, δПП=3 мм, оптимальний тиск запресовування. Де: 6 - залежність для діаметру трубопроводу 1400 мм, 7 - залежність для діаметру трубопроводу 700 мм, 8 - залежність для діаметру трубопроводу 350 мм, 9 - залежність для діаметру трубопроводу 150 мм. 5 UA 98601 C2 На фіг. 4 наведено графік, що пояснює врахування впливу усадки металу або сплаву підмуфтового шару в процесі затвердіння і коефіцієнта зв'язку k PP на тиск в підмуфтовому PM 5 10 просторі РМ. Де: РР - тиск в трубопроводі, РУ - тиск в трубопроводі на момент закінчення заповнення муфти, PМУ - тиск заповнення підмуфтового простору, ΔРР - значення зміни тиску в трубопроводі, ΔРМ значення зміни тиску в підмуфтовому просторі. З графіків, показаних на фіг. 3 видно, що маса SZLAST, яка широко використовується при муфтовому ремонті газопроводів великого діаметра (1000-1400 мм), не дозволяє ефективно розвантажити трубопроводи відносно малого діаметру (менш ніж 200 мм). Використання для цих цілей свинцю, запресованого в підмуфтовий простір відповідно до запропонованих способів, дозволить різко підвищити ефективність посилення трубопроводу, збільшивши ступінь Тр 0,9 (10 % розвантаження То зниження кільцевих напружень в трубі, яка ремонтується, с при використанні маси SZLAST, модуль пружності ЕПП = 55 МПа и коефіцієнт Пуассона Тр 0,58 (42 % розвантаження при використанні свинцю, модуль пружності То μПП=0,48) до 5 15 ЕПП=0,18·10 МПа и коефіцієнт Пуассона μПП=0,42). Пропонований спосіб дозволяє не тільки використовувати метали і їхні сплави з низькою температурою плавлення в якості заповнювачів підмуфтового простору, але і дозволяє оптимізувати процес розвантаження труби, яка ремонтується, за рахунок оперативного контролю якості ремонту. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 1. Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, який відрізняється тим, що як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі заданого тиску, після чого прогрів припиняють. 2. Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, який відрізняється тим, що як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням підмуфтового простору, трубу і муфту в зоні виконання робіт розігрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншою температури його кипіння, і підтримують цю температуру до моменту створення в підмуфтовому просторі тиску, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, після чого нагнітання розплавленого металу або сплаву і прогрів припиняють, далі, після повного твердіння розплавленого металу або сплаву, здійснюють вимірювання зміни тиску в підмуфтовому просторі P , який визначається усадкою використовуваного для його заповнення металу або сплаву, після чого муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншої температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, що перевищує тиск, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, на виміряну величину зміни тиску в підмуфтовому просторі, яка визначається усадкою використовуваного для його заповнення металу або сплаву, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють. 3. Спосіб за п. 2, який відрізняється тим, що після вимірювання зміни тиску в підмуфтовому просторі, який визначається усадкою використовуваного для його заповнення металу або сплаву, змінюють тиск у трубопроводі, оцінюючи відомими методами значення зміни тиску в 6 UA 98601 C2 трубопроводі PP і підмуфтовому просторі PM , далі розраховують коефіцієнт зв'язку k 5 після цього муфту, трубу і шар підмуфтового простору нагрівають до температури, що перевищує температуру плавлення металу або сплаву, що використовується для заповнення підмуфтового простору, але меншою температури його кипіння, а в підмуфтовий простір додатково нагнітають розплавлений метал або сплав, створюючи тиск, який вибирають з умови PМУ 10 15 PP , PM P PУ P , де У k k - тиск розплавленого металу або сплаву в підмуфтовому просторі, що забезпечує рівномірний розподіл навантаження між трубою і муфтою, PУ - тиск всередині трубопроводу на момент остаточного заповнення підмуфтового простору розплавленим металом або сплавом, після чого прогрів і нагнітання розплавленого металу або сплаву припиняють. 4. Спосіб за будь-яким з п. 1, 2, 3, який відрізняється тим, що для розігріву труби і муфти в зоні виконання робіт використовують індуктор. 5. Спосіб за будь-яким з п. 1, 2, 3, який відрізняється тим, що в процесі заповнення підмуфтового простору розплавленим металом або сплавом здійснюють контроль рівномірності його розподілу ЕМА-методом. 6. Спосіб за будь-яким з п. 2, 3, який відрізняється тим, що для оцінки тиску в трубопроводі і підмуфтовому просторі використовують тензометричні вимірювання. 7. Спосіб за будь-яким з п. 2, 3, який відрізняється тим, що оцінку тиску в трубопроводі і підмуфтовому просторі проводять по вимірах механічних напружень в стінках труби і муфти. 7 UA 98601 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for reinforcement of a pipeline by means of sleeves with inner filling with control of quality of works (variants)
Автори англійськоюPodolian Oleksandr Oleksandrovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych, Tomashuk Oleksandr Ivanovych
Назва патенту російськоюСпособ усиления трубопровода с помощью муфт с внутренним заполнением с контролем качества работ (варианты)
Автори російськоюПодолян Александр Александрович, Подолян Александр Петрович, Пудрий Сергей Владимирович, Томашук Александр Иванович
МПК / Мітки
МПК: F16L 55/175
Мітки: варіанти, якості, внутрішнім, допомогою, заповненням, трубопроводу, контролем, робіт, муфт, посилення, спосіб
Код посилання
<a href="https://ua.patents.su/10-98601-sposib-posilennya-truboprovodu-za-dopomogoyu-muft-z-vnutrishnim-zapovnennyam-z-kontrolem-yakosti-robit-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням з контролем якості робіт (варіанти)</a>
Спосіб ремонту діючого трубопроводу за допомогою муфт з внутрішнім заповненням
Номер патенту: 98440
Опубліковано: 10.05.2012
Автори: Ориняк Андрій Ігорович, Подолян Олександр Петрович, Тимчик Григорій Семенович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович, Ориняк Ігор Володимирович
МПК: F16L 55/175
Мітки: спосіб, допомогою, заповненням, трубопроводу, внутрішнім, ремонту, діючого, муфт
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфтиі заповненням утвореного герметичного підмуфтового простору рідкою, пластичною речовиною, або самотверднучою речовиною, який відрізняється тим, що рідку, пластичну речовину, або самотверднучу речовину, в підмуфтовий простір вводять під тиском,...
Спосіб ремонту діючого трубопроводу з контролем якості робіт

Номер патенту: 61358
Опубліковано: 11.07.2011
Автори: Томашук Олександр Іванович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович
МПК: F16L 55/175
Мітки: діючого, робіт, контролем, якості, спосіб, трубопроводу, ремонту
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з контролем якості робіт, що включає встановлення частин оболонки муфти на дефектну ділянку трубопроводу, центрування їх за допомогою болтів, встановлених в отвори, розташовані в оболонці, скріплення частин оболонки між собою, герметизацію торців муфти, заповнення підмуфтового простору масою, яка самотвердіє, який відрізняється тим, що центруючі болти оснащують датчиками, що дозволяють контролювати...
Спосіб ремонту трубопроводу за допомогою металевої муфти

Номер патенту: 50862
Опубліковано: 25.06.2010
Автори: Пудрий Сергій Володимирович, Бут Віктор Степанович, Подолян Олександр Петрович, Томашук Олександр Іванович, Подолян Олександр Олександрович
МПК: F16L 55/00
Мітки: допомогою, металевої, муфти, трубопроводу, спосіб, ремонту
Формула / Реферат:
Спосіб ремонту трубопроводу за допомогою металевої муфти, який полягає в установці навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти й заповненням утвореного герметичного підмуфтового простору рідкою, пластичною або речовиною, яка самотвердіє, який відрізняється тим, що речовину, що самотвердіє, в підмуфтовий простір вводять під тиском, який розраховується по формулі:
Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу з контролем якості монтажу
Номер патенту: 82038
Опубліковано: 25.02.2008
Автори: Мандра Андрій Анатолійович, Бут Віктор Степанович, Мандра Анатолій Степанович, Пудрий Сергій Володимирович, Лохман Ігор Вікторович, Ніколаєв Віталій Вікторович, Кучерук Микола Васильович, Подолян Олександр Олександрович
МПК: F16L 55/00, G01M 3/00
Мітки: діючого, ремонту, контролем, муфтового, ділянки, якості, дефектної, трубопроводу, спосіб, монтажу
Формула / Реферат:
1. Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу, що полягає в установленні частин розрізної ремонтної муфти на дефектну ділянку трубопроводу, скріпленні частин муфти між собою й трубопроводом, герметизації торців муфти, контролюванні якості встановлення муфти неруйнівними методами з наступним заповненням підмуфтового простору масою, що самотвердіє, під тиском, порівнянним з тиском усередині трубопроводу, який відрізняється...
Спосіб неруйнівного контролю якості робіт при муфтовому ремонті трубопроводів
Номер патенту: 92125
Опубліковано: 27.09.2010
Автори: Томашук Олександр Іванович, Тимчик Григорій Семенович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович
МПК: F16L 55/18
Мітки: трубопроводів, спосіб, ремонті, муфтовому, якості, неруйнівного, контролю, робіт
Формула / Реферат:
Спосіб неруйнівного контролю якості робіт при муфтовому ремонті трубопроводів, що полягає в оперативному вимірі параметрів трубопроводу й муфти, що дозволяють розрахувати й створити в підмуфтовому просторі оптимальний тиск маси, яка самотвердіє, який відрізняється тим, що спочатку визначають товщини стінки труби й стінки муфти, а під час запресовування маси, яка самотвердіє, у підмуфтовий простір, вимірюють кільцеві механічні напруження в...
Попередній патент: Розвантажувальний ортез для ступні
Наступний патент: Свічка запалювання сєрікова
Випадковий патент: Вібраційний спосіб вимірювання поперечної умовної границі міцності