Спосіб виробництва композитної арматури і пристрій для його здійснення
Формула / Реферат
1. Спосіб виробництва композитної арматури, який полягає в протягуванні і просоченні окремих джгутів ровінгу полімерними в'яжучими, їх віджимі, об'єднанні джгутів ровінгу в загальний джгут, виконанні спіральної намотки джгутом ровінгу, полімеризації арматурного стрижня, його різанні на мірні відрізки або змотуванні в бухти, який відрізняється тим, що використовують безперервні волокна мінерального складу, переважно базальтові, первинні волокна яких вкриті замаслювачем, який із зв'яжучим утворює міцний адгезивний шар "поверхня елементарних волокон - в'яжуче", усі джгути ровінгу змотують з регульованим однаковим натягом, просушують і нагрівають перед просоченням в'яжучим, після просочення і віджимання джгути ровінгу об'єднують і пропускають через ущільнювальний і формуючий пристрій, де рівномірно розподіляють в'яжуче між волокнами, віджимають його надлишки і формують щільний стрижень, в якому забезпечують вміст волокон 72-88 % і в'яжучого 28-12 %, безпосередньо на виході ущільнювального і формуючого пристрою на стрижень накладають бандаж джгутом просоченого в'яжучим ровінгу спіральним або перехресним спіральним намотуванням, формують арматуру з виступаючим періодичним профілем.
2. Спосіб виробництва композитної арматури за п. 1, який відрізняється тим, що як в'яжуче використовують важкогорючі і або негорючі в'яжучі і, або термостійкі в'яжучі.
3. Пристрій для виробництва композитної арматури, що складається з послідовно з'єднаних шпулярника з бобінами ровінгу, камери сушіння і нагріву ровінгу, просочувальної ванни, віджимного пристрою, напрямного формувального вузла, пристрою поперечного намотування, полімеризаційних камер, тягнучого пристрою, вузлів різання і змотування арматури, який відрізняється тим, що шпулярник виконаний з осьовими обертовими шпинделями з гальмівними пристроями, що регулюються, - натягувачами джгутів ровінгу, на вході камери сушіння і нагріву ровінгу встановлена розподільна панель, після просочувальної ванни і віджимного пристрою встановлені вузол розподільник ровінгів, за ним пристрій ущільнення та формування основного стрижня, а пристрій поперечного намотування встановлено безпосередньо після пристрою ущільнення і формування.
Текст
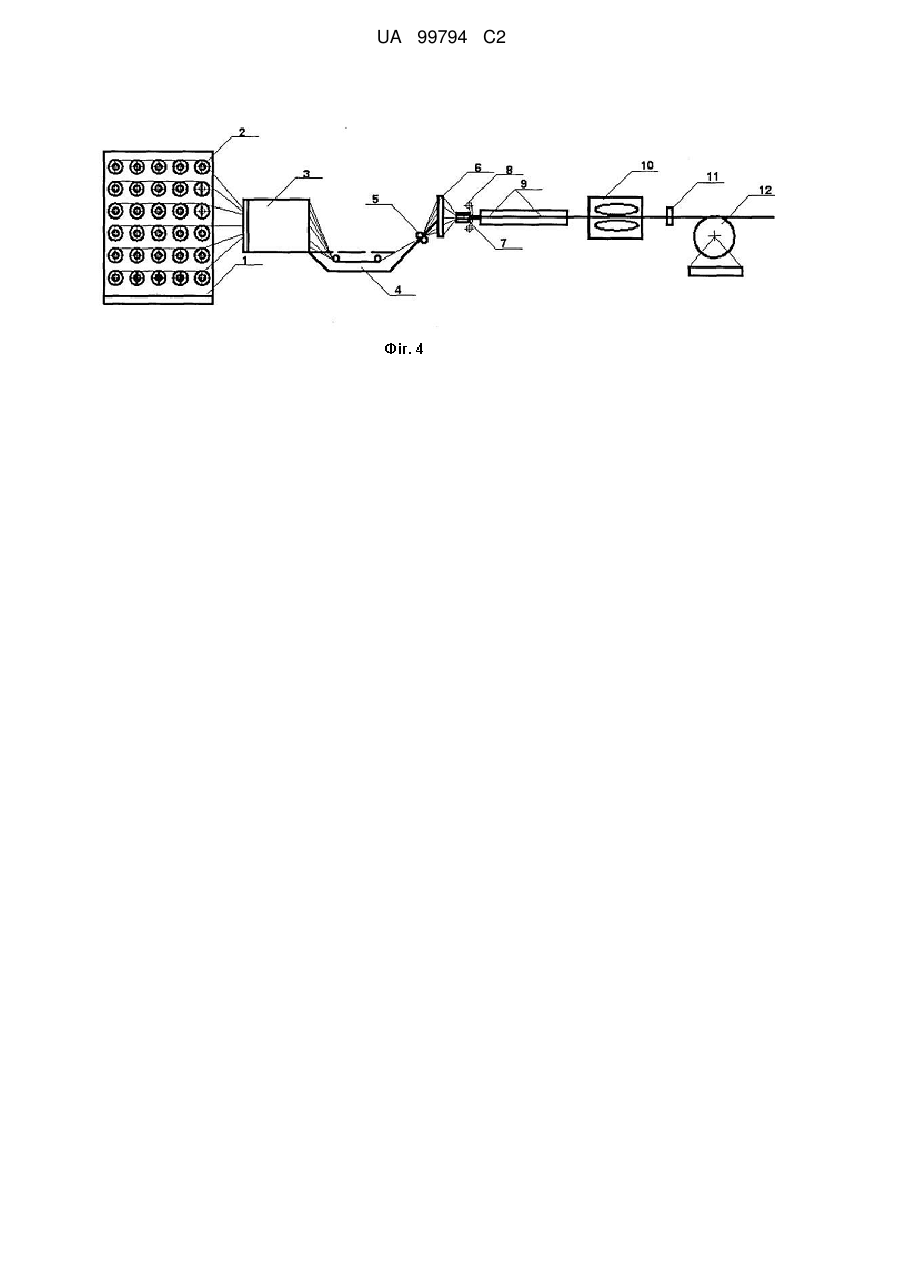
Реферат: Спосіб виготовлення композитної арматури періодичного профілю передбачає використання безперервних волокон мінерального складу, переважно базальтових, покритих шаром замаслювача, що поєднується з в'яжучим, і полягає в тому, що всі джгути ровінгу під рівним натягненням змотують з бобін, просушують, просочують полімерним в'яжучим, віджимають надлишки в'яжучого і подають в ущільнювальний пристрій для формування основного несучого стрижня, а потім на пристрій поперечного намотування для бандажу стрижня і формування періодичного виступаючого арматурного профілю, сформована арматура полімеризується і ріжеться на відрізки, чи змотується в бухти. У складі композитної арматури процентний вміст волокон становить 72-88 % і в'яжучого - 28-12 %. Спосіб передбачає також виробництво негорючої та термостійкої композитної арматури. Пристрій для виробництва композитної арматури складається з послідовно з'єднаних шпулярника з бобінами ровінгу, камери сушіння і нагріву ровінгу, просочувальної ванни, віджимного пристрою, напрямного формувального вузла, пристрою поперечного намотування, полімеризаційних камер, тягнучого пристрою, вузлів різання і змотування арматури, додатково містить шпулярник з осьовими обертовими шпинделями, забезпечених регульованими гальмівними пристроями - натяжниками джгутів ровінгу, на вході камери сушіння і нагріву ровінгу є розподільна панель матричного типу, після напрямного формувального вузла встановлено пристрій ущільнення та формування основного несучого стрижня, а пристрій поперечного намотування накладає бандаж на основний стрижень джгутом просоченого ровінгу спіральним або перехресним намотуванням. UA 99794 C2 (12) UA 99794 C2 UA 99794 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до технологій і технологічного устаткування для виробництва композитної арматури періодичного профілю для армування бетонів, дорожніх плит і покриттів, фундаментів, підпірних стінок, опор мостів, стовпів ЛЕП, бетонних конструкцій берегоукріплення і гребель, інших будівельних конструкцій та споруд. Перспективно застосування композитної арматури та армуючих елементів для сейсмостійкого, прибережного та морського будівництва. Композитна арматура на основі базальтових безперервних волокон має ряд переваг у порівнянні зі сталевою арматурою: в 2-2,5 разу вищі питомі характеристики по міцності, корозійностійка при дії вологи, морської води і в агресивних середовищах; вага погонного метра композитної базальтопластикової арматури у 6-9 разів менше, ніж сталевої арматури. Собівартість виробництва базальтопластикової арматури нижча, ніж традиційної сталевої. Основним компонентом для виробництва композитної арматури є базальтові безперервні волокна, які виробляються з готової природної сировини - базальтових порід. Виробництво композитної арматури здійснюється по "холодних" технологіях. Тому для виробництва базальтопластикової арматури потрібно в десятки разів менше енергоресурсів, ніж для виробництва сталевої арматури. В умовах неухильного зростання вартості енергоносіїв собівартість виробництва композитної арматури буде істотно меншою у порівнянні із сталевою арматурою. Застосування базальтопластикової арматури у будівництві, дорожньому будівництві, гідротехнічному і сейсмічному будівництві буде істотно розширюватися і збільшуватися. Це вимагає вдосконалення технологій та технологічного обладнання для промислового виробництва композитної арматури. Відомий спосіб виготовлення композитної неметалевої арматури [1], що складається в просоченні джгута ровінгу полімерним в'яжучим, протягуванні його через віджимний пристрій, формуванні арматурного профілю у філь'єрі і пристрої спіральної намотки, полімеризації композитної арматури в термокамерах. Недоліком даного способу є невисока продуктивність. Відомий спосіб виготовлення композитної неметалевої арматури [2], який полягає в просочуванні безперервних волокон в'яжучим, формуванні поперечного профілю і його термообробці в послідовно встановлених філь'єрах з поступовим зменшенням перерізів, при цьому поперечна обмотка здійснюється перед останньою філь'єрою, а полімеризація в'яжучого здійснюється в термокамерах. Недоліком даного способу є низька продуктивність і неможливість виготовлення композитної арматури періодичного профілю з високими анкерними властивостями (властивостями щеплення арматури з бетонами). Найбільш близьким за сукупністю ознак і досягнутому результату є спосіб виготовлення композитної арматури [3]. На основі цього способу виготовляють композитну арматуру [4]. У даному способі виготовлення композитної арматури періодичного профілю протягують сформоване і просочене полімерним в'яжучим полотно з ниток ровінгу через віджимний пристрій, пристрій спіральної намотки і камери полімеризації. З ниток ровінгу після розмотування формують від 2 до 10 окремих пучків (джгутів), потім кожен пучок роздільно просочують полімерним в'яжучим, віджимають, протягують і формують профіль арматури шляхом об'єднання пучків ровінгу в єдиний стрижень при виконанні спіральної намотки обмотувальним джгутом. Кут сходження джгутів ровінгу з формуючого пристрою, при якому здійснюється об'єднання пучків ровінгу, дорівнює 30°-179°. Арматура композитна [4], що містить несучий стрижень з високоміцного полімерного матеріалу, періодичний арматурний рельєф якої створений вздовж несучого стрижня від вдавлення в несучий стрижень обмотувального джгута, або обмотувального джгута, що знімається, з кутом навивки 300-700, при цьому співвідношення площ перерізів несучого стрижня і обмотувального джгута становить від 3 до 25. Основними недоліками даного способу і арматури, виготовленої за цим способом, є: відсутність рівномірного натягу всіх джгутів ровінгу, що приводить до різної навантаженості ровінгів в тілі арматури і їх послідовного руйнування при навантаженнях на розрив; формування періодичного арматурного профілю шляхом об'єднання джгутів ровінгу при виконанні спіральної намотки обмотувальним джгутом, що призводить до утворення спіралеподібних вдавлених канавок вздовж всього несучого стрижня арматури. На фіг. 1 представлений вид композитної арматури [4], виготовленої на основі способу прототипу [3]. На фіг. 1 представлена арматура зі спіральною навивкою періодичного анкер профілю джгутом ровінгу. Рельєф поверхні арматури створений від вдавлення джгута ровінгу 2 в несучий стрижень 1. В місцях вдавлювання спіральної навивки стрижень арматури найбільш ослаблений, волокна ровінгу основного несучого стрижня арматури пережаті і найбільш схильні до 1 UA 99794 C2 5 10 15 20 25 30 35 40 45 50 55 руйнування при навантаженнях арматури на розтягнення і, особливо, на вигин. Вдавлені канавки є концентраторами напруги і при навантаженнях будуть місцями руйнування арматури. Відсутність попереднього натягу джгутів ровінгу і їх ущільнення перед спіральним намотуванням джгутом ровінгу призводить до того, що тіло основного несучого стрижня арматури є не ущільненим, м'яким, в якому присутні бульбашки повітря і надлишок в'яжучого. Що також призводить до ослаблення композитної арматури. Спосіб не передбачає попереднього покриття волокон ровінгу спеціальними замаслювачами, які забезпечують міцний адгезивний шар "поверхня волокон - в'яжуче", а також регулювання співвідношення кількості армуючих безперервних волокон і в'яжучого у складі композитної арматури, що негативно позначається на характеристиках і якості арматури. Застосування даного способу для виготовлення композитної арматури призводить до надлишку в'яжучого у складі арматури, що не забезпечує її характеристики по міцності і призводить до подорожчання її виробництва. В цілому даний спосіб не забезпечує високі характеристики арматури по міцності, а для досягнення необхідних характеристик потрібне використання більшої кількості ровінгу і в'яжучого. Пропонованим винаходом вирішується задача виготовлення композитної арматури періодичного профілю з більш високими характеристиками міцності і анкерним властивостям, оптимізації складу арматури і зниженні витрати матеріалів - безперервних волокон і в'яжучого для її виробництва, а також негорючої і термостійкої композитної арматури. Для досягнення зазначеного технічного результату спосіб виробництва композитної арматури, який полягає в протягуванні і просоченні окремих джгутів (пучків) ровінгу полімерним в'яжучим, їх віджиманні, об'єднанні окремих джгутів ровінгу в загальний джгут, виконанні спіральної намотки джгутом ровінгу, полімеризації арматурного стрижня, його різанні на мірні відрізки або змотуванні в бухти, який відрізніться тим, що для виробництва композитної арматури використовують безперервні волокна мінерального складу, переважно базальтові, первинні волокна яких вкриті замаслювачем, що створює з в'яжучим міцний адгезивний прикордонний шар "поверхня елементарних волокон - в'яжуче", усі джгути ровінгу змотують з бобін з регульованим однаковим натягом, просушують і нагрівають перед просоченням в'яжучим, після просочення і віджимання джгути ровінгу об'єднують і попускають через ущільнюючий і формуючий пристрій, де рівномірно розподіляють в'яжуче між волокнами, видавлюють його надлишки і формують щільний стрижень, в якому забезпечують склад волокон 72-88 % і в'яжучого 28-12 %, безпосередньо на виході ущільнюючого і формуючого пристрою на стрижень накладають бандаж джгутом просоченого в'яжучим ровінгу спіральним, або перехресним спіральним намотуванням і формують арматуру з виступаючим періодичним профілем. Відмінними ознаками запропонованого способу виробництва композитної арматури є те, що завдяки застосуванню спеціальних замаслювачів для елементарних волокон на їх поверхні при просочуванні полімерним в'яжучим і його подальшої полімеризації утворюється міцний адгезивний шар "поверхня волокон - в'яжуче", джгути ровінгу змотуються з бобін з однаковим натягом без петель і перегинів, що забезпечує однаковий натяг безперервних волокон в арматурі і відсутність концентраторів напруги в основному несучому стрижні арматури (тому що перегини джгутів ровінгу відсутні), просочені і попередньому віджатті джгутів ровінгу, які збирають в єдиний джгут на ущільнюючому і формуючому пристрої, де розподіляють в'яжуче між джгутами ровінгу і волокнами, видавлюють зайве в'яжуче і бульбашки повітря, формують щільний стрижень з однаково натягнутих джгутів ровінгу. При цьому забезпечують оптимальний склад ровінгу і в'яжучого в стрижні арматури 72-88 % і 28-12 % відповідно. Безпосередньо на виході з ущільнюючого і формуючого пристрою на сформований щільний стрижень накладають бандаж джгутом просоченого в'яжучим ровінгу спіральною, або перехресною спіральною навивкою. Поперечний спіральний джгут ровінгу накладають на вже сформований щільний стрижень, одночасно бандажують і укріплюють його і утворюють виступаючий арматурний рельєфний профіль, а не вдавлюють його в м'який центральний несучий джгут, як у прототипі. При цьому створюють виступаючий арматурний рельєфний профіль, подібний як у класичній сталевій арматурі, котрий забезпечує високі анкерні властивості арматури. Завдяки наявності нових ознак, даний спосіб забезпечує виробництво композитної арматури періодичного профілю з високими характеристиками по міцності і анкерними властивостями, при оптимальних витратах ровінгу і в'яжучого. Недоліком композитної арматури на основі мінеральних волокон і полімерних в'яжуючих є горючість і низька термостійкість полімерних в'яжучих, що обмежує застосування композитної арматури в деяких будівельних конструкціях і перекриттях. Тому для виробництва негорючої і 2 UA 99794 C2 5 10 15 20 25 30 35 40 45 50 55 60 термостійкої композитної арматури пропонується застосування негорючих і термостійких в'яжучих з використанням антипіренів і неорганічних в'яжучих. Спосіб виробництва композитної арматури відрізняється тим, що як в'яжуче використовують негорючі в'яжучі або термостійкі в'яжучі. Застосуванням антипіренів для полімерних в'яжучих дозволяє отримати композиційну арматуру важкогорючу. На основі неорганічних в'яжучих можливо виробництво негорючої композиційної арматури. Застосування неорганічних в'яжучих, наприклад алюмосилікатних сполук, дозволяє виробляти новий клас композиційної арматури - негорючої і термостійкої. Температури застосування такої арматури будуть визначатися температурою тривалого застосування базальтових безперервних волокон - до 600 °C і нетривалого використання до 900 °C. Застосування базальтових безперервних волокон у виробництві композитної арматури є переважним, що пов'язано з низкою факторів: хорошими характеристиками і міцністю волокон, високою стійкістю базальтових волокон до впливу агресивних середовищ, особливо лужних середовищ бетонів (на відміну від скловолокна); низькою собівартістю їх виробництва (на відміну від дорогих вуглецевих волокон). Виробництво негорючої і термостійкої композитної арматури можливо на основі базальтових волокон. Скловолокно має високу гігроскопічність (у 6-8 разів вищу від базальтових волокон), під дією лужного середовища бетонів воно руйнується, тому для виробництва композитної арматури скловолокно заборонено. Вуглецеві волокна мають високу вартість, яка в 10-15 разів вища від базальтових. Тому базальтові безперервні волокна є найбільш переважними для виробництва такої масової продукції як арматура. Спосіб виготовлення композитної арматури по даному винаходу здійснюють наступним чином. Для виробництва композитної арматури використовують безперервні волокна з мінеральної сировини, переважно базальтові волокна. На елементарні волокна яких у процесі їх витяжки наносять спеціальні види замаслювачів ("прямих" замаслювачів для виробництва композитних матеріалів, наприклад, замаслювачів на основі силанових сполук та інших), сумісних з епоксидними і поліефірними в'яжучими. Замаслювачі для волокон підбираються такими, що забезпечують гарне просочення волокон, а при полімеризації в'яжучого у складі композитної арматури, на поверхні волокон створюють міцний адгезивний прикордонний шар "поверхня волокон - в'яжуче". При цьому арматура має структуру армованого безперервними волокнами, скріпленого в'яжучим монолітного композитного матеріалу. Бобіни з ровінгами встановлюють на обертових осьових шпинделях шпулярника, які мають регульовані гальма натягувачі джгута ровінгу. Ровінг змотують з бобін з натягом без утворення петель і перекручувань. Величину натягу джгутів ровінгу регулюють і забезпечують однаковою для всіх джгутів ровінгу, які використовують для формування центрального стрижня арматури. Протягування ровінгу, стрижня і арматури здійснюють тягнучим пристроєм. Джгути ровінгу через розподільну панель подають на сушило для просушування та нагрівання до 110-140 °C. Джгути ровінгу відокремлено просочують у ванні з підігрітим полімерним в'яжучим або негорючим полімерним в'яжучим з застосування антипіренів, або термостійкими в'яжучими сполуками на основі неорганічних сполук. Після просочення джгути ровінгу віджимають для видалення надлишків в'яжучого і подають через вузол розподілення ровінгів на пристрій ущільнення і формування. На пристрої ущільнення і формування джгути ровінгу об'єднують в єдиний джгут, в якому в'яжуче за рахунок поступового стиснення джгута розподіляється рівномірно, а його надлишки і бульбашки повітря видавлюють і видаляють. При ущільненні формують щільний стрижень - основний несучий стрижень арматури, із заданим вмістом ровінгу 72-88 % і в'яжучого 28-12 %. При цьому вміст ровінгу і в'яжучого у складі композитної арматури регулюють. Кількість джгутів ровінгу у стрижні і загальний вміст армуючих безперервних волокон задають при їх змотуванні зі шпулярника, а кількість в'яжучого регулюють при його первинному віджиманні і видавленні надлишків в'яжучого на пристрої ущільнення і формування стрижня. Внутрішній діаметр пристрою ущільнення і формування вибирають таким, щоб забезпечити необхідний діаметр основного несучого стрижня і щоб задати необхідний вміст ровінгу й в'яжучого. Безпосередньо на виході ущільнюючого і формуючого пристрою на стрижень спіральним або перехресним намотуванням накладають бандаж із просоченого в'яжучим джгуту ровінгу. При цьому джгут ровінгу накладають на вже сформований щільний основний стрижень, зміцнюють (бандажують) його та створюють періодичний виступаючий арматурний профіль. Сформований арматурний стрижень полімеризують в термокамерах. Після тягнучого пристрою сформований та полімеризований арматурний стрижень ріжеться на мірні відрізки або при малих діаметрах змотується у бухти. Види композитної арматури, виготовленої на основі запропонованого способу, представлені на фіг. 2 (спіральне намотування арматурного профілю) і фіг. 3 (перехресне спіральне 3 UA 99794 C2 5 10 15 20 25 30 35 40 45 50 55 намотування профілю). З креслень на фіг. 2 та фіг. 3 видно, що ровінг 2, який утворює виступаючий арматурний профіль 2 не втиснений в тіло основного несучого арматурного стрижня 1, а накладається на нього, як бандажна намотка і приклеюється до нього за рахунок адгезії в'яжучого. Волокна 3 в основному несучому стрижні 1 мають однаковий натяг і не пережато поперечним намотуванням, як це має місце на фіг. 1 у композитній арматурі [4], виготовленої за способом прототипом [3]. Ці особливості способу забезпечують композитній арматурі більш високі характеристики по міцності і анкерним властивостям, при оптимальних витратах ровінгу і в'яжучого. Пристрій для здійснення способу виробництва композитної арматури. Відома технологічна лінія для виготовлення неметалевої арматури [1], що включає шпулярник з бобінами ровінгу, компенсаційний пристрій, камеру відпалу, просочувальну ванну з в'яжучим та натяжним пристроєм, віджимні пристрої, формувальний вузол, пристрій спіральної намотки, камери полімеризації, тягнучий пристрій, вузли різання та змотування. Недоліком даної технологічної лінії є її складність і недостатньо висока продуктивність, а також неможливість отримання композитної арматури з високими анкерними властивостями. Відома технологічна лінія для виготовлення неметалевої арматури [5], що містить бобіноутримувач, просочувальну ванну, формувальний вузол, що включає блок філь'єр, камеру попередньої полімеризації і пристрій формування профілю, виконаний у вигляді патрубка, що нагрівається, роз'ємного по діаметральній площині, з поглибленням по внутрішній поверхні, по формі відповідним профілю арматури, вузол для змотування арматури та, або вузол для різання арматури. Патрубок, що нагрівається, виконаний з матеріалу, що має низьку адгезією при нагріванні. Лінія забезпечена камерою деполімеризації, встановлену між пристроєм для формування профілю і вузлом для змотування арматури та, або вузлом для різання арматури. Лінія оснащена також вирівнюючим пристроєм, встановленим між бобіно-утримувачем і просочувальною ванною. Недоліком даної технологічної лінії є її складність і недостатньо висока продуктивність, а також неможливість отримання композитної арматури з високими анкерними властивостями. Найбільш близьким до пристрою, що заявляється, за сукупністю ознак і досягнутому результату є технологічна лінія для виготовлення композитної арматури [6]. Технологічна лінія включає послідовно з'єднані шпулярник з бобінами ровінгу, компенсаційний пристрій, камеру відпалу, просочувальну ванну з натяжним пристроєм, віджимний пристрій, формувальний вузол, пристрій поперечного намотування, полімеризаційні камери, тягнучий пристрій, вузли змотування та різання арматури, причому компенсаційний пристрій виконаний у вигляді гребінки з металевого дроту, у якому кількість пазів не менше, ніж кількість каналів в матриці формувального вузла, натяжний пристрій встановлений в просочувальній ванні над поверхнею полімерного в'яжучого, віджимний пристрій виконаний з еластичного пружного матеріалу з прорізами, кількість яких дорівнює кількості каналів матриці, формувальний вузол виконаний у вигляді матриці з 2-10 подовжніми каналами, що рівномірно розташовані навколо центральної напрямної, напрямна матриці виконана у формі конуса або зрізаного конуса, а по центральній направляючій матриці виконаний додатковий канал, матриця формувального вузла встановлена безпосередньо перед зоною поперечного намотування на відстані від точки намотування обплітальних ниток, що дорівнює 1-10 діаметра арматури, а вузол знімання обмотувального джгута з несучого стрижня встановлений після полімеризаційної камери. Дана технологічна лінія має ряд недоліків: камера відпалу при температурах 200 + -50 °C здійснює випалення замаслювача з поверхні волокон ровінгу, що знижує міцність безперервних волокон, не забезпечує формування міцного з рівними зусиллями натягу джгутів ровінгу основного несучого стрижня арматури; ровінги в тілі арматури мають перегини, які є внутрішніми концентраторами напруги і знижують міцність арматури, поперечний арматурний профіль здійснюють за рахунок вдавлення джгута ровінгу, або знімного обтискного джгута в основний джгут арматури, що створює поперечні вдавлені канали вздовж основного стрижня арматури і істотно знижує міцність арматури на розрив і, особливо, на вигин. Пристрій не забезпечує регулювання вмісту в'яжучого у складі композитної арматури, що негативно позначається на міцності і якості композитної арматури. Технологічна лінія досить складна і не забезпечує виробництва композитної арматури з високими характеристиками по міцності і анкерним властивостям, має безліч місць і зон тертя ровінгу з багатьма деталями і вузлами: вирівнюючим пристроєм з гнутого дроту, натягачами в просочувальній ванні і над ванною, гребінкою віджимного пристрою з декілька пазами, формувальним вузлом з багатьма каналами. Кожна з точок тертя призводить до пошкоджень і обривів волокон в джгутах ровінгу, виникненню "борід" з обірваних волокон, що в процесі 4 UA 99794 C2 5 10 15 20 25 30 35 40 45 50 55 60 експлуатації буде призводити до зупинок лінії, зниження продуктивності та якості виробленої композитної арматури. Технічним результатом винаходу є виробництво композитної арматури з високими характеристиками по міцності і анкерними властивостями при оптимізації витрат ровінгу і в'яжучого, що досягається удосконаленням пристрою для виробництва композитної арматури, забезпеченням початкового рівного натягу всіх джгутів ровінгу без петель і перекручувань, формуванням щільного основного несучого стрижня арматури, спіральною або перехресною спіральною навивкою на нього бандажа з джгута просоченого в'яжучим ровінгу, що утворює виступаючий періодичний профіль, регулюванням вмісту ровінгу і в'яжучого у складі арматури 72-88 % і 28-12 % відповідно. Для досягнення зазначеного технічного результату у пристрої для виробництва композитної арматури, що складається з послідовно з'єднаних шпулярника з бобінами ровінгу, камери сушіння і нагріву ровінгу (камери відпалу), просочувальної ванни, віджимного пристрою, пристрою поперечного намотування, камер полімеризації, тягнучого пристрою, вузлів різання і змотування арматури, що відрізняється тим, що шпулярник виконаний з осьовими обертовими шпинделями з гальмівними пристроями, що регулюються, - натягувачами джгутів ровінгу, на вході камера сушіння і нагріву ровінгу встановлена розподільна панель матричного типу, після просочувальної ванни і віджимного пристрою встановлені вузол розподільник ровінгів, за ним пристрій ущільнення та формування основного стрижня, а пристрій поперечного намотування встановлено безпосередньо після пристрою ущільнення і формування. Відмінними ознаками запропонованого пристрою для виробництва композитної арматури є те, що джгути ровінгу змотуються з бобін з однаковими зусиллями натягу без петель та перегинів, не потрібний відпал замаслювача в камері відпалу, перед пристроєм поперечного намотування встановлено пристрій ущільнення і формування основного стрижня, який рівномірно розподіляє в'яжуче між джгутами ровінгу і елементарними безперервними волокнами, за рахунок поступового стиснення, видавлює бульбашки повітря і надлишки в'яжучого з об'єднаних джгутів ровінгу, формує основний несучий щільний стрижень арматури, із заданими оптимальними кількістю ровінгу і в'яжучого, на який пристроєм поперечного намотування накладається бандаж джгутом просоченого в'яжучим ровінгу у вигляді виступаючої спіральної або перехресної спіральної намотки. Завдяки наявності цих ознак пристрій забезпечує виробництво композитної арматури з високими характеристиками по міцності, як на розтяг, так і на вигин та анкерними властивостями, при оптимальних витратах ровінгу і в'яжучого, а пристрій в цілому працює більш ефективно. На фіг. 4 представлена схема пристрою для виробництва композитної арматури. Пристрій для виробництва композитної арматури складається з послідовно встановлених шпулярника 1 з бобінами ровінгу, які встановлені на осьових шпинделях 2 з гальмівними пристроями натягувачами ровінгу, камери 3 сушіння і нагріву ровінгу із вхідною розподільною панеллю матричного типу, просочувальної ванни 4 з в'яжучим, віджимного пристрою 5, вузла 6 розподільника ровінгів, пристрою 7 ущільнення і формування основного стрижня, пристрою 8 поперечного намотування, полімеризаційних камер 9, тягнучого пристрою 10, вузла різання 11 і змотування 12 арматури. Пристрій для виготовлення композитної арматури працює таким чином. Бобіни з ровінгами встановлюють на осьових обертових шпинделях 2 шпулярника 1, шпинделі забезпечені регульованими гальмівними пристроями - натягувачами джгутів ровінгу. Джгути ровінгу змотуються в бобіни без утворення петель і перегинів. Регульовані гальмівні пристрої шпинделів створюють однаковий натяг для усіх джгутів ровінгу. Джгути ровінгу через матричну роздільну панель подають в камеру 3 сушіння і нагріву ровінгу, а потім у просочувальну ванну 4 з підігрітим в'яжучим. Надлишок в'яжучого з ровінгу віджимають пристроєм 5. Далі джгути ровінгу надходять через розподільний вузол 6 надходять до пристрою 7 ущільнення і формування основного несучого арматурного стрижня. На пристрої 7, за рахунок поступового стиснення, відбувається розподіл в'яжучого між волокнами і витискування надлишків в'яжучого, а також бульбашок повітря і формування щільного основного несучого стрижня. Внутрішній вихідний діаметр пристрою ущільнення і формування стрижня вибирають таким, щоб забезпечити заданий діаметр основного несучого стрижня арматури, пропустити необхідну кількість ровінгу і відрегулювати вміст зв'язуючого. Безпосередньо за пристроєм 7 ущільнення і формування стрижня встановлено пристрій 8 поперечного намотування. Пристрій 8 поперечного намотування накладає бандаж на основний стрижень джгутом просоченого в'яжучим ровінгу у вигляді спіральної або перехресної спіральної намотки, який бандажує стрижень і утворює виступаючий арматурний профіль. Далі сформований арматурний стрижень 5 UA 99794 C2 5 10 15 20 25 надходить до камер 9 полімеризації. Тягнучий пристрій 10 забезпечує протяжку джгутів ровінгу з бобін 2 через камеру 3 сушіння і нагріву, просочувальну ванну 4, віджимний пристрій 5, вузол 6 розподілу ровінгів, пристрій 7 ущільнення і формування основного стрижня, пристрій 8 поперечного намотування, а потім вже сформованого арматурного стрижня через камери 9 полімеризації. За тягнучим пристроєм 10, встановлені пристрій 11 різання арматури або пристрій 12 для змотування арматури малих діаметрів в бухти. Пристрій дозволяє реалізувати запропонований спосіб, що забезпечує виробництво композитної арматури з високими характеристиками міцності і чітко вираженим виступаючим періодичним профілем, із заданим співвідношенням кількості ровінгу і в'яжучого у складі композитної арматури. Застосування необхідних видів замаслювача для базальтових волокон, наприклад, прямих замаслювачів або класу силанових сполук для епоксидних в'язуючих, дозволяє камеру відпалу в прототипі, використовувати як камеру сушіння (для видалення вологи) і нагріву ровінгу при більш низьких температурах 110-140 °C. У прототипі камера відпалу використовувалася для відпалу (видалення) замаслювача з волокон при температурах до 250 °C, який був несумісний з полімерними в'яжучими і не міг утворювати міцний адгезивний шар волокон з в'яжучим. Застосування замаслювачів, що утворюють з полімерними, негорючими або неорганічними в'яжучими міцний адгезивний шар "поверхня волокон - в'яжуче", однаковий початковий натяг усіх джгутів ровінгу основного несучого стрижня арматури, його ущільнення і формування, регулювання вмісту ровінгу і в'яжучого в його складі, створення виступаючого періодичного профілю спіральною або перехресною навивкою просоченого в'яжучим джгута ровінгу, дозволяють забезпечити виробництво базальтопластикової арматури з міцністю що в 1,5-2 рази перевищує характеристики арматури прототипу. Що пов'язане з використанням способу виробництва композитної арматури та пристрою для його здійснення, тому що в арматурі всі волокна мають однаковий натяг, немає перегинів джгутів ровінгу, немає вдавлювання і западин від джгута ровінгу поперечного намотування - місць ослаблення і концентраторів напружень. Характеристики композиційної арматури різних діаметрів (Ф), отримані з використанням запропонованого способу та пристрою з використанням безперервного базальтового волокна і полімерного епоксидного в'яжучого представлені в таблиці 1. 30 Таблиця 1 Найменування показника Руйнівна напруга при розриві Руйнівна напруга при згині Модуль пружності Міцність зчеплення з бетоном класу В20 при спіральному арматурному профілі Одиниця, виміру МПа МПа ГПа Ф4 1580 2160 57,8 Ф6 1790 3688 68,7 Ф8 1860 4220 73,5 Ф10 1930 4640 74,7 Н/см 1670 1750 2300 2630 3 Загальні характеристики 35 Щільність 1,84-1,87 г/см . Склад: БНВ - 80-82 %, зв'язуюче 20 % - 18 %. Спосіб і пристрій для його здійснення дозволяють виробляти новий клас композиційної арматури негорючої і термостійкої. Основні характеристики технологічної лінії CRL 2B, розробленої та виготовленої на основі даного винаходу представлені в таблиці 2. Таблиця 2 № п\п 1. 2. 3. 4. 5. 6. 40 Найменування показника Діаметри арматури Продуктивність лінії Встановлена электрична потужність Габаритні розміри Режим роботи Продуктивність лінії за один рік Одиниця мм п.м/час кВт м годин км Величина 4, 6, 8, 10, 12, 14, 16, … 40 80-100, 120 30 1,5×2,0×26…29 24 - безперервний 800-840 Приклад використання способу і пристрою для виробництва композитної арматури не обмежують обсяг винаходу, а тільки демонструють досягнуті технічні результати на час подачі заявки на винахід. 6 UA 99794 C2 5 10 15 На фіг 1-3: 1. Основний несучий стрижень арматури. 2. Джгут ровінгу поперечної намотки. 3. Джути ровінгів в тілі стрижня арматури. На фіг. 4: 1. Шпулярник. 2. Шпиндель з гальмівними пристроями - натягувачами ровінгу. 3, Камери сушки і нагріву ровінгу з вхідною розподільною панеллю. 4. Просочувальна ванна з в'яжучим. 5. Віджимний пристрій. 6. Вузол розподільник ровінгів. 7. Пристрій ущільнення і формування основного стрижня. 8. Пристрій поперечного намотування. 9. Камери полімеризації. 10. Тягнучій пристрій. 11. Вузол різання. 12. Вузол змотування арматури. Джерела інформації: 1. Фролов Η. Л. Стеклопластиковая арматура и стеклобетонные конструкции. М.: Стройиздат, 1980 - С.20-24 2. Патент RU № 2194617 (опубликован 1981 г.) Способ изготовления неметаллической арматуры. 3. Патент RU 2287431 (опубликован 20.11.2006.) Способ изготовления композитной арматуры. 4. Патент RU 2287647 (опубликован 20.11.2006.). Арматура композитная (варианты). 5. Патент RU 2194617 (опубликован 20.12.2002), Технологическая линия для изготовления неметаллической арматуры. 6. Патент RU 2287646 (опубликован 20.11.2006). Технологическая линия для изготовления композитной арматуры. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 1. Спосіб виробництва композитної арматури, який полягає в протягуванні і просоченні окремих джгутів ровінгу полімерними в'яжучими, їх віджимі, об'єднанні джгутів ровінгу в загальний джгут, виконанні спіральної намотки джгутом ровінгу, полімеризації арматурного стрижня, його різанні на мірні відрізки або змотуванні в бухти, який відрізняється тим, що використовують безперервні волокна мінерального складу, переважно базальтові, первинні волокна яких вкриті замаслювачем, який із зв'яжучим утворює міцний адгезивний шар "поверхня елементарних волокон - в'яжуче", усі джгути ровінгу змотують з регульованим однаковим натягом, просушують і нагрівають перед просоченням в'яжучим, після просочення і віджимання джгути ровінгу об'єднують і пропускають через ущільнювальний і формуючий пристрій, де рівномірно розподіляють в'яжуче між волокнами, віджимають його надлишки і формують щільний стрижень, в якому забезпечують вміст волокон 72-88 % і в'яжучого 28-12 %, безпосередньо на виході ущільнювального і формуючого пристрою на стрижень накладають бандаж джгутом просоченого в'яжучим ровінгу спіральним або перехресним спіральним намотуванням, формують арматуру з виступаючим періодичним профілем. 2. Спосіб виробництва композитної арматури за п. 1, який відрізняється тим, що як в'яжуче використовують важкогорючі і або негорючі в'яжучі і, або термостійкі в'яжучі. 3. Пристрій для виробництва композитної арматури, що складається з послідовно з'єднаних шпулярника з бобінами ровінгу, камери сушіння і нагріву ровінгу, просочувальної ванни, віджимного пристрою, напрямного формувального вузла, пристрою поперечного намотування, полімеризаційних камер, тягнучого пристрою, вузлів різання і змотування арматури, який відрізняється тим, що шпулярник виконаний з осьовими обертовими шпинделями з гальмівними пристроями, що регулюються, - натягувачами джгутів ровінгу, на вході камери сушіння і нагріву ровінгу встановлена розподільна панель, після просочувальної ванни і віджимного пристрою встановлені вузол розподільник ровінгів, за ним пристрій ущільнення та формування основного стрижня, а пристрій поперечного намотування встановлено безпосередньо після пристрою ущільнення і формування. 7 UA 99794 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing composite reinforcement
Автори англійськоюOsnos Serhii Petrovych, Osnos Mariia Serhiivna
Назва патенту російськоюСпособ изготовления композитной арматуры и устройство для его осуществления
Автори російськоюОснос Сергей Петрович, Оснос Мария Сергеевна
МПК / Мітки
МПК: B29C 55/00, E04C 5/07
Мітки: пристрій, спосіб, здійснення, арматури, виробництва, композитної
Код посилання
<a href="https://ua.patents.su/10-99794-sposib-virobnictva-kompozitno-armaturi-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва композитної арматури і пристрій для його здійснення</a>
Спосіб проникнення у герметичну порожнину апарата, переважно трансформатора, що заповнений робочим середовищем для демонтажу та ремонту запірної арматури, та пристрій для його здійснення
Номер патенту: 68033
Опубліковано: 15.07.2004
Автори: Мартинов Олександр Тимофійович, Яроцький Віктор Якович
МПК: F16K 43/00, H01F 27/00
Мітки: трансформатора, запірної, пристрій, порожнину, заповнений, здійснення, апарата, середовищем, проникнення, арматури, робочим, спосіб, демонтажу, переважно, герметичну, ремонту
Формула / Реферат:
1. Спосіб проникнення у герметичну порожнину апарата, переважно трансформатора, що заповнений робочим середовищем для демонтажу та ремонту запірної арматури, який полягає у перекритті потоку робочого середовища до запірної арматури та ремонту її у об'ємі робочого середовища, який відрізняється тим, що для заміни запірної арматури, наприклад, засувок, клапанів, вентилів та пробок, використовують поліетиленовий або гумовий мішок, який...
Спосіб виготовлення волоконного шару для виробництва заготовки композитної деталі
Номер патенту: 92638
Опубліковано: 25.11.2010
Автори: Байон Фредерік, Лялонд Жоель, Фельтен Дірк
МПК: F02K 9/84, B29C 70/00, B29B 11/16
Мітки: деталі, спосіб, волоконного, композитної, виготовлення, заготовки, шару, виробництва
Формула / Реферат:
1. Спосіб виготовлення волоконного шару (30), призначеного для формування заготовки композитної деталі у формі тіла обертання з поверхнею, що не розгортається, який відрізняється тим, що він включає такі етапи:визначення кільцевого простору (23) першим і другим полотнами (20, 21), що визначають відповідно внутрішнє і зовнішнє кола вказаного простору;розміщення волокон (22) між полотнами (20, 21) за допомогою розташування...
Спосіб виробництва безперервних волокон з базальтових порід та пристрій для його здійснення
Номер патенту: 90065
Опубліковано: 25.03.2010
Автори: Оснос Марія Сергіївна, Оснос Сергій Петрович
МПК: C03B 5/00, C03B 37/02, C03B 37/01
Мітки: здійснення, волокон, спосіб, безперервних, виробництва, пристрій, базальтових, порід
Формула / Реферат:
1. Спосіб виробництва волокон з базальтових порід, який полягає у тому, що використовують основні базальти діапазону, мас. %: SiO2 45-56, Аl2О3 10-19, ТіО2 0,9-2,0, Fe2O3 та FeO 7-18, СаО 6-15, МgО і МnО 3,0-7, Na2O і К2О 2,5-6 і співвідношенні основних волокноутворюючих оксидів і супутніх оксидів у межах 3,2>(SiO2+Аl2О3) / (ТіО2+Fe2O3+FeO+СаО+MgO+МnО+К2О+Na2O)>1,6, завантаженні подрібненого базальту у розплав ванни плавильної печі,...
Спосіб виробництва мінеральних волокон ( варіанти ) та пристрій для його здійснення
Номер патенту: 40669
Опубліковано: 15.08.2001
Автори: Зойреф Далік, Тамм Дірк, Горобінська Валентина, Медведєв Алєксандр, Кравченко Іріна
МПК: C03B 37/08, C03B 5/00
Мітки: виробництва, здійснення, мінеральних, волокон, пристрій, спосіб, варіанти
Формула / Реферат:
1. Спосіб виробництва мінеральних волокон з гірських порід, промислових або технічних відходів, що містять скло, згідно з яким після механічного відокремлення матеріалів, що не містять скла, від тих, що містять скло, матеріали, що містять скло, з розміром часток не більше 80 мм розплавляють у плавильній печі при температурах від 1050 до 1480°С, причому плавильна піч сполучається з фідером таким чином, що у зоні поверхневого шару розплаву між...
Вузол намотування для намотування композитної стрічки на котушку з втулкою (варіанти), пристрій для намотування стрічки та спосіб намотування композитної стрічки на котушку з втулкою
Номер патенту: 94444
Опубліковано: 10.05.2011
Автори: Меймен Крейґ Ентоні, Грайфорд Аленн, Бейтмен Аян Роджер
МПК: B21C 47/06, B29C 53/00
Мітки: котушку, композитної, втулкою, намотування, пристрій, спосіб, варіанти, вузол, стрічки
Формула / Реферат:
1. Вузол намотування для намотування композитної стрічки на котушку з втулкою, в якому композитна стрічка має: пластичну стрічку, що розтягується, яка має плоску основу і сукупність окремих бічних буртиків, розташованих уздовж і розміщених на основі, і сукупність підсилюючих деталей, що розтягуються, розміщених уздовж у відповідних буртиках, буртики і підсилюючі деталі утворюють композитні буртики, до складу вузла для намотування котушки...
Попередній патент: Набір для виявлення вірусу гепатиту b
Наступний патент: Спосіб одержання розчинного органо-мінерального добрива на основі розсолу бішофіту
Випадковий патент: Спосіб і пристрій для розпалу газового потоку