Відцентровий компресор та спосіб виготовлення відцентрового компресора


Формула / Реферат
1. Відцентровий компресор (1) з корпусом (10), валом (20), встановленим з можливістю обертання в корпусі (10) принаймні однією крильчаткою (14), розташованою на валу (20) в корпусі (10), та вставкою (12), розташованою на шляху середовища в корпусі (10) першого ступеня крильчатки компресора (1) з певною протяжністю в радіальному напрямку (RR) та осьовому напрямку (AR) компресора (1), причому вставка (12) визначає прохід (13) для впускання середовища, розташований вище по шляху середовища за першу крильчатку (14) та ведучий у напрямку до неї, при цьому вставка (12) виконана з матеріалу з певною структурою і прохід (13) для впускання середовища виконаний у вигляді додаткового просторового переривання зчеплення речовини структури матеріалу, причому в одній частині (12с) з множини частин (12а, 12b, 12с) вставки для входу утворений спіральний простір (121с), причому спіральний простір (121с) утворений у вигляді додаткового, виконаного просторового переривання зчеплення речовини структури, матеріалу.
2. Компресор (1) за п. 1, який відрізняється тим, що вставка (12) виконана з матеріалу, обробленого тиском, при цьому структура матеріалу вставки (12) є структурою матеріалу, обробленого тиском.
3. Компресор (1) за п. 1 або 2, який відрізняється тим, що матеріал вставки (12) є катаним матеріалом, зокрема металевим листом, причому структура матеріалу вставки (12) є структурою катаного матеріалу.
4. Компресор (1) за одним з пп. 1-3, який відрізняється тим, що вставка (12) утворена множиною розташованих пошарово одна на одній в осьовому напрямку (AR) і сполучених одна з одною частин (12а, 12b, 12с) вставки.
5. Компресор (1) за п. 4, який відрізняється тим, що частини (12а, 12b, 12с) вставки зварені, спаяні або сполучені різьбою одна з одною.
6. Компресор (1) за п. 4 або 5, який відрізняється тим, що прохід (13) для входу середовища обмежений принаймні двома частинами (12а, 12b, 12с) з множини частин (12а, 12b, 12с) вставки.
7. Спосіб виготовлення відцентрового компресора (1), що містить наступні етапи:
- підготовку корпусу (10),
- підготовку вала (20),
- підготовку принаймні однієї крильчатки (14) і розташування її на валу (20) компресора,
- установку вала (20) з можливістю обертання в корпусі (10),
- підготовку вставки (12) для забезпечення певної протяжності в радіальному (RR) та в осьовому напрямку (AR) компресора (1) і визначення проходу (13) для впускання середовища та розташування вставки (12) в корпусі (10), причому вставка (12) розташована на шляху середовища в корпусі (10) першого ступеня крильчатки відцентрового компресора (1) і прохід (13) для впускання середовища на шляху середовища розташований перед першою крильчаткою (14) компресора та веде у напрямку до неї,
- причому прохід (13) для впускання середовища виконаний у вставці (12)за допомогою обробки з видаленням, при цьому в одній частині вставки (12) з множини частин (12а, 12b, 12с) за допомогою обробки з видаленням виконують спіральний простір (121с).
8. Спосіб за п. 7, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують матеріал, оброблений тиском.
9. Спосіб за пп. 7 або 8, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують катаний матеріал, зокрема металевий лист.
10. Спосіб за одним з пп. 7-9, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують матеріал з суцільною стінкою.
11. Спосіб за одним з пп. 7-10, який відрізняється тим, що при виготовленні вставки (12) для входу більшість окремих частин (12а, 12b, 12с) вставки розташовують пошарово одна на одній і сполучають одна з одною так, що частини (12а, 12b, 12с) вставки в осьовому напрямку (AR) компресора (1) розташовані одна за одною.
12. Спосіб за п. 11, який відрізняється тим, що частини (12а. 12b, 12с) вставки зварюють, спаюють або сполучають різьбою одна з одною.
13. Спосіб за п. 11 або 12, який відрізняється тим, що прохід (13) для впускання середовища виконують так, що він обмежується принаймні двома частинами (12а, 12b, 12с) з множини частин (12а, 12b, 12с) вставки.
14. Спосіб за одним з пп. 7-13, який відрізняється тим, що як обробка з видаленням застосовують обробку з утворенням стружки та/або обробку із зняттям шару.
Текст
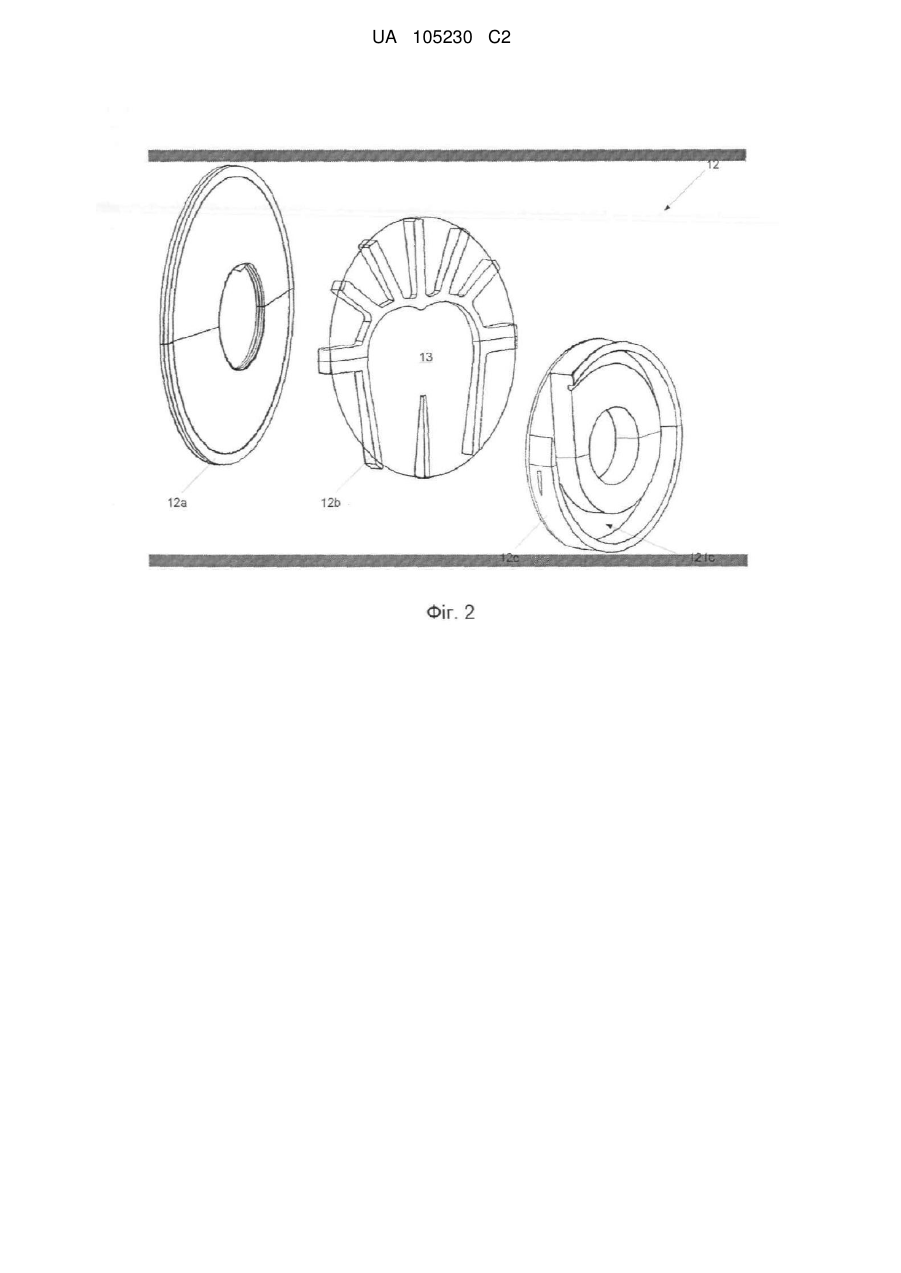
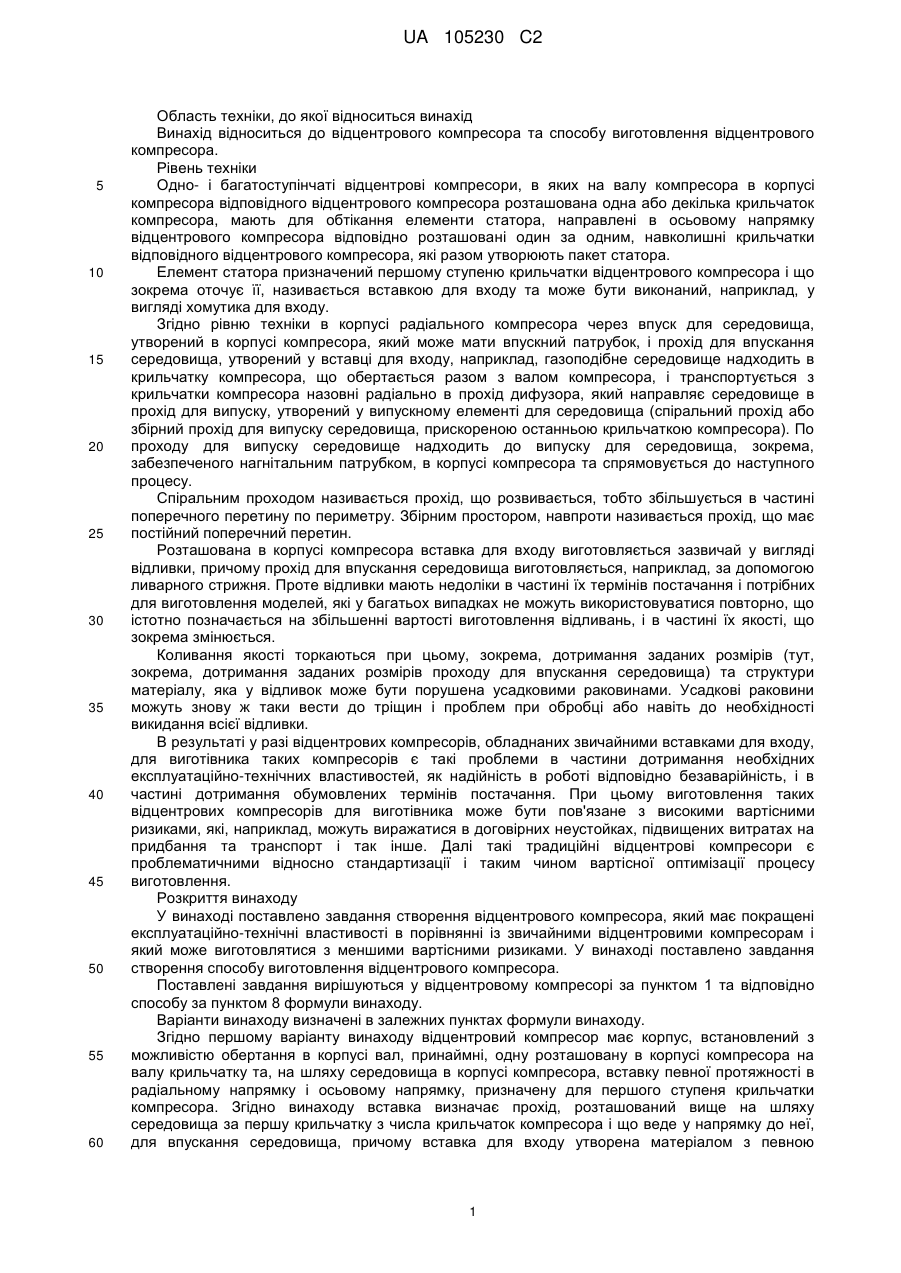
Реферат: Відцентровий компресор та спосіб виготовлення відцентрового компресора, причому відцентровий компресор (1) має корпус (10), вал (20), що встановлений з можливістю обертання в корпусі (10), принаймні одну крильчатку (14), розташовану на валу (20) в корпусі (10), та вставку (12), що розташована на шляху середовища в корпусі (10) першого ступеня крильчатки компресора (1) з певною протяжністю в радіальному напрямку (RR) та осьовому напрямку (AR) компресора (1), причому вставка (12) визначає прохід (13) для впускання середовища, розташований вище по шляху середовища за першу крильчатку (14) та ведучий у напрямку до неї, при цьому вставка (12) виконана з матеріалу з певною структурою і прохід (13) для впускання середовища виконаний у вигляді додаткового просторового переривання зчеплення речовини структури матеріалу, причому в одній частині (12с) з множини частин (12а, 12b, 12с) вставки для входу утворений спіральний простір (121с), причому спіральний простір (121с) утворений у вигляді додаткового, виконаного просторового переривання зчеплення речовини структури, матеріалу. UA 105230 C2 (12) UA 105230 C2 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки, до якої відноситься винахід Винахід відноситься до відцентрового компресора та способу виготовлення відцентрового компресора. Рівень техніки Одно- і багатоступінчаті відцентрові компресори, в яких на валу компресора в корпусі компресора відповідного відцентрового компресора розташована одна або декілька крильчаток компресора, мають для обтікання елементи статора, направлені в осьовому напрямку відцентрового компресора відповідно розташовані один за одним, навколишні крильчатки відповідного відцентрового компресора, які разом утворюють пакет статора. Елемент статора призначений першому ступеню крильчатки відцентрового компресора і що зокрема оточує її, називається вставкою для входу та може бути виконаний, наприклад, у вигляді хомутика для входу. Згідно рівню техніки в корпусі радіального компресора через впуск для середовища, утворений в корпусі компресора, який може мати впускний патрубок, і прохід для впускання середовища, утворений у вставці для входу, наприклад, газоподібне середовище надходить в крильчатку компресора, що обертається разом з валом компресора, і транспортується з крильчатки компресора назовні радіально в прохід дифузора, який направляє середовище в прохід для випуску, утворений у випускному елементі для середовища (спіральний прохід або збірний прохід для випуску середовища, прискореною останньою крильчаткою компресора). По проходу для випуску середовище надходить до випуску для середовища, зокрема, забезпеченого нагнітальним патрубком, в корпусі компресора та спрямовується до наступного процесу. Спіральним проходом називається прохід, що розвивається, тобто збільшується в частині поперечного перетину по периметру. Збірним простором, навпроти називається прохід, що має постійний поперечний перетин. Розташована в корпусі компресора вставка для входу виготовляється зазвичай у вигляді відливки, причому прохід для впускання середовища виготовляється, наприклад, за допомогою ливарного стрижня. Проте відливки мають недоліки в частині їх термінів постачання і потрібних для виготовлення моделей, які у багатьох випадках не можуть використовуватися повторно, що істотно позначається на збільшенні вартості виготовлення відливань, і в частині їх якості, що зокрема змінюється. Коливання якості торкаються при цьому, зокрема, дотримання заданих розмірів (тут, зокрема, дотримання заданих розмірів проходу для впускання середовища) та структури матеріалу, яка у відливок може бути порушена усадковими раковинами. Усадкові раковини можуть знову ж таки вести до тріщин і проблем при обробці або навіть до необхідності викидання всієї відливки. В результаті у разі відцентрових компресорів, обладнаних звичайними вставками для входу, для виготівника таких компресорів є такі проблеми в частини дотримання необхідних експлуатаційно-технічних властивостей, як надійність в роботі відповідно безаварійність, і в частині дотримання обумовлених термінів постачання. При цьому виготовлення таких відцентрових компресорів для виготівника може бути пов'язане з високими вартісними ризиками, які, наприклад, можуть виражатися в договірних неустойках, підвищених витратах на придбання та транспорт і так інше. Далі такі традиційні відцентрові компресори є проблематичними відносно стандартизації і таким чином вартісної оптимізації процесу виготовлення. Розкриття винаходу У винаході поставлено завдання створення відцентрового компресора, який має покращені експлуатаційно-технічні властивості в порівнянні із звичайними відцентровими компресорам і який може виготовлятися з меншими вартісними ризиками. У винаході поставлено завдання створення способу виготовлення відцентрового компресора. Поставлені завдання вирішуються у відцентровому компресорі за пунктом 1 та відповідно способу за пунктом 8 формули винаходу. Варіанти винаходу визначені в залежних пунктах формули винаходу. Згідно першому варіанту винаходу відцентровий компресор має корпус, встановлений з можливістю обертання в корпусі вал, принаймні, одну розташовану в корпусі компресора на валу крильчатку та, на шляху середовища в корпусі компресора, вставку певної протяжності в радіальному напрямку і осьовому напрямку, призначену для першого ступеня крильчатки компресора. Згідно винаходу вставка визначає прохід, розташований вище на шляху середовища за першу крильчатку з числа крильчаток компресора і що веде у напрямку до неї, для впускання середовища, причому вставка для входу утворена матеріалом з певною 1 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 60 структурою матеріалу та прохід для впускання середовища утворений у вигляді додаткового виконаного просторового переривання однорідності речовини структури матеріалу. Згідно винаходу певна структура матеріалу означає, що початковий матеріал для вставки знаходиться в стані твердого тіла і певно не знаходиться в розплавленому стані, причому сукупність всяких нерегулярностей та регулярностей структури визначають структуру матеріалу. Іншими словами прохід для впускання середовища, зокрема, в своїй сукупності виготовлений за допомогою видалення частинок матеріалу від, зокрема, суцільного, відповідно масивного, початкового матеріалу, так що число частинок та об'єм готової вставки для входу менші, ніж число частинок початкового матеріалу. Передбачене згідно винаходу просторове переривання або порушення однорідності речовини такої певної структури матеріалу вставки може досягатися виключно за допомогою обробки з видаленням, як наприклад, розрізання, різання (наприклад, фрезерування, свердлення, обробка на токарному верстаті, шліфування і так інше.) вилучення шару металу (наприклад, електроіскрова обробка, лазерне різання, різання електронним променем, газове різання) і так інше. За допомогою способу видалення, можна також, з наявними в наявності засобами, наприклад за допомогою верстатів з числовим програмним управлінням - (Computer Numerically Controlled), як, наприклад, ЧПУ-фрезерні верстати, ЧПУ-верстати для електроіскрової обробки і так інше, добиватися істотно вищої точності, зокрема також для проходу для впускання середовища. При цьому можна відмовитися від дорогого, тривалого, пов'язаного з коливаннями якості, виготовлення проходу для впускання середовища за допомогою ливарних стрижнів. Відцентровий компресор, виготовлений згідно винаходу зі вставкою для входу, має таким чином, завдяки проходу для впускання середовища, виготовленому з якістю, що залишається постійною, відповідно дотриманням розмірів, та завжди бажані і при цьому покращені експлуатаційно-технічні властивості. Завдяки, наприклад, зменшеним ризикам в частині договірних неустойок, обумовлених якістю або терміном постачання, та/або підвищених транспортних витрат для виготівника таких відцентрових компресорів, в цілому зменшені вартісні ризики при виготовленні відцентрового компресора. Згідно варіанту здійснення запропонованого згідно винаходу відцентрового компресора матеріал вставки для входу представлений матеріалом, обробленим тиском, причому структура матеріалу вставки для входу утворена структурою матеріалу, обробленого тиском. Згідно винаходу під обробленим тиском матеріалом, наприклад, розуміється кований матеріал, холоднокатаний і гарячекатаний матеріал, матеріал, отриманий волочінням і таке інше. Такі матеріали є в наявності на ринку у вигляді недорогих напівфабрикатів. Далі оброблені тиск матеріали мають щодо повітряних включень покращену структуру матеріалу, оскільки завдяки обробці тиском після пластичної деформації зокрема наявні повітряні включення відомим чином "уковуються" і при цьому створюється однорідна структура матеріалу. Переважно матеріал вставки для входу представлений катаним матеріалом і, зокрема, металевим листом, причому структура матеріалу вставки для входу утворена у вигляді структури катаного матеріалу. Зокрема, металеві листи можна придбати на ринку у великій кількості в частині товщини листів та їх якості швидко і недорого. Згідно варіанту здійснення запропонованого у відповідності з винаходом відцентрового компресора вставка для входу утворена множиною розташованих пошарово одна на одній в осьовому напрямку компресора і сполучених одна з одною частин. Переважно частини вставки для входу зварені, спаяні або сполучені одна з одною на різьбі. Додатково можуть бути передбачені відповідні з'єднання в корпусі компресора та суміжних внутрішніх частинах відцентрового компресора. Запропонована згідно винаходу шарувата будова або розташування пошарово одна на одній декількох частин вставки для входу має перевагу, що загальна протяжність вставки для входу в осьовому напрямку відцентрового компресора може розподілятися на декілька розмірів товщини, відповідно протяжностей в осьовому напрямку відцентрового компресора частин вставки. При цьому вживаний для відповідних частин вставки початковий матеріал, принаймні, в розмірі, а саме, тут переважно у розмірі товщини, що тягнеться в осьовому напрямку відцентрового компресора, не підлягає обмеженням, властивим вставці для входу як цілого, відповідно мінімальним вимогам в частині розміру. При цьому забезпечується підвищена гнучкість щодо основних розмірів початкового матеріалу для частин вставки для входу. Із запропонованим згідно винаходу розташуванням пошарово одна на одній декількох частин вставки для входу простим способом може вирішуватися проблема, що товщина листа, пропонованого на ринку, обмежена. Іншими словами, якщо розмір товщини вставки для входу, наприклад, перевищує пропоновану на ринку товщину листа, просто декілька листів (частин 2 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 60 вставки для входу) розташовуються пошарово одна на одній та з'єднуються одна з одною, як описано вище. Геометрична форма проходу для впускання середовища може виконуватися окремо в кожному листі або в листах в стані, коли вони з'єднані один на одним. Завдяки запропонованому згідно винаходу виконанню вставки для входу з декількох частин для певних типорозмірів компресорів можуть визначатися стандартні елементи вставки для входу, так що, принаймні, початковий матеріал для них і зокрема навіть готові частини вставки для входу можуть зберігатися на складі. При цьому запропоновані згідно винаходу відцентрові компресори можуть мати вищий рівень стандартизації, завдяки чому може досягатися оптимізація процесу виготовлення. Далі за допомогою зберігання на складі певних частин вставки для входу можливо швидко і гнучко реагувати на бажання покупця. Згідно варіанту здійснення пропонованого у відповідності з винаходом відцентрового компресора прохід для впускання середовища обмежений, принаймні, двома частинами вставки для входу з множини частин вставки для входу. Таким чином, завдяки запропонованому розташуванню пошарово одна на одній можливо розподілити поперечний перетин на декілька частин вставки для входу, якщо пропонований на ринку розмір товщини початкового матеріалу не достатній для відповідних елементів вставки для входу, щоб з нього утворити весь поперечний перетин проходу для впускання середовища. При цьому фахівець при конструюванні проходу для впускання середовища та відповідно вставки для входу в основному не має обмежень, обумовлених початковим матеріалом і таким чином може реалізувати оптимальну конструкцію. В зв'язку з цим слід зазначити, що прохід для впускання середовища як унаслідок свого поперечного перетину, так і з причини зокрема наявного коефіцієнта течії може бути обмежений декількома частинами вставки для входу. Згідно варіанту здійснення згідно винаходу відцентрового компресора в одній частині вставки для входу з множини частин утворений спіральний простір, причому спіральний простір утворений у вигляді додатково виконаного просторового переривання в зв'язності (однорідності) речовини структури матеріалу. Згідно цього виконання винаходу простим, таким, що економить місце, та недорогим способом елемент для випуску середовища інтегрований у вставку для входу. Це додатково зменшує вартість і витрати на виготовлення. Особливо таке виконання винаходу придатне для одноступінчатих відцентрових компресорів, але й не обмежено ними. Згідно другому аспекту винаходу спосіб виготовлення відцентрового компресора містить, принаймні, наступні етапи: підготовку корпусу компресора, підготовку валу компресора, підготовку, принаймні, однієї крильчатки компресора та розташування її на валу компресора, установку з можливістю обертання валу компресора в корпусі компресора, підготовку вставки для входу, так що вона має певну протяжність в радіальному напрямку і осьовому напрямку компресора та визначає прохід для впускання середовища, і розташування вставки для входу в корпусі компресора, так що вставка для входу на шляху середовища в корпусі компресора призначена першому ступеню крильчатки компресора, і прохід для впускання середовища на шляху потоку розташований вище за першу крильчатку з числа крильчаток компресора і веде у напрямку до неї, причому прохід для впускання середовища, зокрема, в своїй сукупності виконується у вставці для входу за допомогою обробки з видаленням, зокрема з цілісної заготівки. Згідно винаходу обробка з видаленням охоплює, наприклад, різання та/або різання із стружкою (наприклад, фрезерування, свердлення, обробку на токарному верстаті, шліфування) та/або зняття шару (електроіскрова обробка, лазерне різання, різання електронним променем, газове різання і так інше). За допомогою запропонованого згідно винаходу способу з видаленням з засобами, що є у наявності, наприклад, ЧПУ-верcтатів як, наприклад, ЧПУ-фрезерні верстати, ЧПУ-верстати для електроіскрової обробки і так інше, може досягатися істотно вища точність, зокрема, також для проходу для впускання середовища. При цьому можна відмовитися від дорогого, тривалого і такого, що супроводжується коливанням якості, виготовлення проходу для впускання середовища за допомогою ливарних стрижнів. Виготовлений за допомогою запропонованого згідно винаходу способу відцентровий компресор з утвореною згідно винаходу вставкою для входу таким чином має завдяки проходу для впускання середовища, виготовленого з якістю, що постійно залишається однаковою, та відповідно дотриманням заданих розмірів, завжди бажані і при цьому покращені експлуатаційно-технічні властивості. Завдяки, наприклад, зменшеним при цьому ризикам в частині договірних неустойок, обумовлених терміном постачання та/або якістю, та/або вищої вартості виготовлення та/або вищих транспортних витрат для виготівника такого відцентрового 3 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 60 компресора в цілому зменшені вартісні ризики при виготовленні відцентрового компресора. Згідно винаходу в способі як початковий матеріал для вставки для входу застосовується оброблений тиском матеріал. Як вже згадано вище, згідно винаходу під обробленим тиском матеріалом розуміється, наприклад, кований матеріал, холоднокатаний та гарячекатаний матеріал, матеріал, отриманий волочінням і так інше. Такі матеріали є в наявності на ринку завжди і недорого як напівфабрикати. Далі, оброблені тиском матеріали мають щодо повітряних включень покращену структуру матеріалу, оскільки за допомогою обробки тиском після первинного формоутворення певною мірою "уковуються" зокрема наявні повітряні включення і при цьому створюється однорідна структура матеріалу. Переважно як початковий матеріал для вставки для входу застосовується катаний матеріал, зокрема, металевий лист. Зокрема металеві листи різної товщини та якості матеріалу доступні на ринку завжди і недорого. У способі згідно винаходу як початковий матеріал для вставки для входу застосовується той, що має суцільну стінку, відповідно масивний матеріал. Як початковий матеріал може застосовуватися всякий наявний на ринку відповідний масивний матеріал, оскільки прохід для впускання середовища додатково в своїй сукупності виготовляється з цілісної заготівки за допомогою обробки з видаленням. Згідно винаходу в способі при підготовці вставки для входу більшість окремих частин вставки для входу розташовуються пошарово одна на одній та з'єднуються одна з одною так, що частини вставки для входу в осьовому напрямку відцентрового компресора розташовані одна за одною, причому частини для вставки переважно зварюються, спаюються та/або з'єднуються на різьбі одна з одною. Згідно винаходу шарувата будова або розташування пошарово одна на одній декількох частин вставки для входу має перевагу в тому, що загальна протяжність вставки для входу в осьовому напрямку відцентрового компресора може розподілятися на декілька розмірів товщини або протяжностей в осьовому напрямку відцентрового компресора частин вставки для входу. При цьому вживаний для відповідних частин вставки для входу початковий матеріал, принаймні, одного розміру, а саме, тут переважно розміру товщини, відцентрового компресора, що тягнеться в осьовому напрямку, не підлягає обмеженням відповідно мінімальним вимогам в частині розміру, заданого вставкою для входу, як цілого. При цьому забезпечується підвищена гнучкість в частині основних розмірів вживаного початкового матеріалу для відповідних частин вставки для входу. Із запропонованим згідно винаходу розташуванням пошарово одна на одній декількох частин вставки для входу простим способом, наприклад, може вирішуватися проблема, що наявна в наявності на ринку товщина листа обмежена. Іншими словами, якщо розмір товщини вставки для входу, наприклад, перевищує наявну на ринку товщину листа, просто декілька листів (частин вставки для входу) накладаються один на одного і, як описано вищє, з'єднуються один з одним. Геометрична форма проходу для впускання середовища може виконуватися в кожному листі окремо або в листах в стані, коли вони розташовані один на одному. Завдяки запропонованому згідно винаходу виконання вставки для проходу з декількох частин для певних розмірів компресорів можуть визначатися стандартні частини вставки для входу, так що, принаймні, початковий матеріал для них та зокрема готові частини для вставки можуть зберігатися на складі. При цьому запропоновані у відповідності з винаходом відцентрові компресори можуть мати вищий ступінь стандартизації, з чим може досягатися вартісна оптимізація процесу виготовлення. Далі завдяки зберіганню на складі певних частин вставки для входу можливо швидко і гнучко реагувати на бажання покупця. Згідно варіанту здійснення запропонованого у відповідності з винаходом способу прохід для впускання середовища виконується так, що він обмежується, принаймні двома частинами з множини частин вставки для проходу. Завдяки запропонованому розташуванню пошарово одна на одній можливий розподіл поперечного перетину на декілька частин вставки для проходу, якщо присутній на ринку розмір товщини початкового матеріалу для відповідних частин вставки для входу не достатній, щоб в нім виконати загальний поперечний перетин проходу для впускання середовища. При цьому фахівець при конструюванні і виготовленні проходу для середовища відповідно вставки для входу в основному не піддається ніяким обмеженням, обумовлених початковим матеріалом, і таким чином може реалізувати оптимальну конструкцію та виготовлення. Прохід для впускання середовища як унаслідок його поперечного перетину, так і з причини зокрема наявного коефіцієнта течії може обмежуватися декількома частинами вставки для входу. 4 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно варіанту здійснення запропонованого у відповідності з винаходом способу в одній з множини елементів вставки для входу за допомогою обробки з видаленням виконується спіральний простір. Згідно цього виконання винаходу простим, таким, що економить місце, і недорогим способом елемент для випуску середовища інтегрується у вставку для входу. Це додатково зменшує вартість і витрати на виготовлення. Особливо придатне таке виконання винаходу для одноступінчатих компресорів, але ними не обмежено. Згідно варіанту здійснення запропонованого у відповідності з винаходом способу, як обробка з видаленням застосовується обробка різанням з утворенням стружки або що супроводжується видаленням шару обробка. Якраз для геометрії, що просторово проходить, як прохід для впускання середовища годяться способи обробки, здійснювані за допомогою ЧПУ-верстатів, як, наприклад, фрезерування, електроіскрова обробка, різання лазером, різання електронним променем та газове різання. При цьому може надійно виготовлятися геометрія проходу для впускання середовища повторюваної якості і високої точності розмірів. Згідно варіантам здійснення винаходу пропонується відливки для вставок для входу замінити відповідно конструктивними елементами, виготовленими переважно різанням з, принаймні, одного листа, відповідно листів. При відповідному формоутворенні проходу, що направляє потік, для впускання середовища він може виготовлятися з одного або при недостатній наявній товщині листа за допомогою способу, що знімає стружку та/або ерозійного, та/або представляючого різання (лазер, електронний промінь, газове різання). Розташовані пошарово листи можуть з'єднуватися один з одним на різьбі, спаюватися або зварюватися. Якщо листи з'єднуються один з одним на різьбі, різьбове з'єднання може бути також складовою частиною різьбового з'єднання всього пакету статора. Винахід дозволяє не тільки застосування листів, а робить можливим також збірку з номенклатури стандартних конструктивних елементів. Згідно винаходу не існує якого-небудь обмеження на одноступінчаті відцентрові компресори, а винахід, наприклад, застосовне також для багатоступінчатих відцентрових компресорів, як в циліндровому виконанні, так і в горизонтально розділеному виконанні. Згідно варіанту здійснення винаходу відцентровий компресор є одновальним відцентровим компресором. Короткий опис креслень Нижче винахід описується за допомогою переважних форм здійснення і з посиланням на прикладені фігури. Фіг. 1 показує схематичний вид розрізу відцентрового компресора у відповідності з варіантом здійснення винаходу. Фіг. 2 показує перспективний вигляд в деталях вставки для входу відцентрового компресора згідно варіанту здійснення винаходу. Фіг. 3 показує вигляд збоку в деталях вставки для входу на Фіг. 2. Нижче з посиланням на Фіг. 1-3 описується відцентровий компресор 1 згідно винаходу. Здійснення винаходу Запропонований згідно винаходу відцентровий компресор 1 має корпус 10 компресора, встановлений з можливістю обертання в корпусі 10 вал 20 компресора, принаймні, одну крильчатку 14 компресора, розташовану в корпусі 10 компресора на валу 20 і на шляху середовища в корпусі 10 компресора, вставку 12 для входу, призначену першому ступеню крильчатки компресора 1, яка має певну протяжність в радіальному напрямку RR і осьовому напрямку AR (див. Фіг. 1 та Фіг. 3) відцентрового компресора 1. При роботі запропонованого згідно винаходу компресора 1 через утворений в корпусі 10 компресора впуск 11 для середовища, який може мати впускний штуцер (не показаний), і прохід 13 для впускання середовища, утворений у вставці 12 для входу, газоподібне та/або рідке середовище надходить на крильчатку 14, що обертається з валом 20 компресора і з крильчатки 14 радіально транспортується в прохід 15 дифузора, який направляє середовище в прохід 16а для випуску середовища (спіральний прохід або збірний прохід), утворений в елементі 16 для випуску середовища. Через прохід 16а для випуску середовища середовище надходить до випуску 18 для середовища, забезпеченого нагнітальним патрубком (не показаний) в корпусі 10 компресора та спрямовується до наступного процесу. Як видно з Фіг. 1, прохід 13 для впускання середовища у вставці 12 розташований на шляху середовища вище за першу крильчатку 14 компресора (і згідно показаного на Фіг. 1 варіанту здійснення єдину) та веде відповідно тягнеться у напрямку до неї. 5 UA 105230 C2 5 10 15 20 25 30 35 40 45 50 55 Як видно з Фіг. 2 і Фіг. 3, вставка 12 для входу утворена трьома розташованими пошарово одна на одній в осьовому напрямку відцентрового компресора 1 і сполученими одна з одною частинами 12а, 12b, 12c, причому частини вставки для входу згідно варіантам здійснення винаходу зварені, спаяні та/або сполучені на різьбі одна з одною (у деталях не показано). Як так само видно з Фіг. 2 і Фіг. 3, прохід 13 для впускання середовища обмежений всіма трьома частинами 12а, 12b, 12c вставки для входу, принаймні, однією ділянкою їх стінки. У правій на Фіг. 2 та Фіг. 3 частині 12 вставок для входу утворений прохід для випуску середовища у формі спірального простору 121с. Спіральний простір 121с утворює, як модифікацію по відношенню до форми здійснення, показаної на Фіг. 1, прохід для випуску середовища, причому частина 12с вставки для входу утворює елемент для випуску середовища. Така конфігурація придатна, зокрема, для одноступінчатого відцентрового компресора. Слід зазначити, що згідно формам здійснення винаходу спіральний простір 121 в частині 12с вставки для входу також може бути прибрано і замість нього може бути розташований прохід для випуску середовища, як показано на Фіг. 1. Згідно варіанту здійснення винаходу, показаній на Фіг. 2 і Фіг. 3, ліва на цих фігурах частина 12а вставки для входу утворена у вигляді конічного диска, середня на цих фігурах частина 12b вставки для входу утворена у вигляді хомутика для входу та права на цих фігурах частина 12с вставки для входу утворена у вигляді елементу для випуску середовища, відповідно елементу із спіральним корпусом. Вставка 12 для входу виготовлена з матеріалу з певною структурою матеріалу, а саме згідно варіантам здійснення винаходу з матеріалу, обробленого тиском, і тут, зокрема, з катаного металевого листа. Іншими словами структура матеріалу вставки 12 для входу або відповідних частин 12а, 12b, 12c вставки для входу представлена структурою матеріалу, обробленого тиском, і тут, зокрема, структурою катаного матеріалу. Згідно винаходу прохід 13 для впускання середовища і спіральний простір 121с виконаний за допомогою обробки з видаленням в початковому матеріалі, що має суцільну стінку (металевому листі), вставки 12 для входу відповідно частин 12а, 12b, 12c При цьому прохід 13 для впускання середовища і спіральний простір 121с представляють додатково виконане просторове переривання в зв'язності (однорідності) структури матеріалу вставки 12 для входу. У найпростішому варіанті спосіб виготовлення відцентрового компресора 1 відповідно цьому має наступні етапи: виготовлення корпусу 10 компресора, виготовлення валу 20 компресора, виготовлення, принаймні, однієї крильчатки 14 компресора і розташування її на валу 20, установка валу 20 з можливістю обертання в корпусі 10 компресора, виготовлення вставки 12 для входу, так що вона має певну протяжність в радіальному напрямку RR і в осьовому напрямку компресора 1 і визначає прохід 13 для впускання середовища, та розташування вставки 12 в корпусі 10 компресора, так що вставка 12 на шляху середовища в корпусі 10 компресора призначена першому ступеню крильчатки компресора 1, та прохід 13 для впускання на шляху середовища розташований вище за першу крильчатку 14 і веде у напрямку до неї, причому прохід 13 виконується у вставці 12 за допомогою обробки з видаленням матеріалу. Згідно варіантам здійснення запропонованого згідно винаходу способу вставка 12 для входу, як показано на Фіг. 2 та 3, може виготовлятися з множини розташованих пошарово одна на одній в осьовому напрямку AR компресора 1 частин 12а, 12b, 12c вставки для входу, причому частини 12а, 12b, 12c зварюються, спаюються або з'єднуються на різьбі одна з одною. Прохід 13 для впускання середовища може виконуватися так, що він, як показано на Фіг. 2 і 3, обмежується всіма трьома частинами 12а, 12b, 12c вставки для входу. Геометрична форма проходу 13 для впускання середовища може виконуватися окремо в кожній частині 12а, 12b, 12c вставки для входу або в частинах 12а, 12b, 12c, коли вони з'єднані пошарово одна на одній. Також спіральний простір 121с, якщо передбачено, може виконуватися перед або після з'єднання одна з одною, відповідно розташування пошарово одна на одній частин 12а, 12b, 12c вставки для входу, за допомогою обробки з видаленням матеріалу в розташованій нижче за потоком частині 12с вставки для входу. Як обробка з видаленням матеріалу переважно застосовується обробка різанням та/або обробка із зняттям шару. Відповідно цьому згідно варіантам здійснення винаходу прохід 13 для впускання середовища та при необхідності спіральний простір 121с можуть виконуватися за допомогою фрезерування та/або електроіскрової обробки з суцільного початкового матеріалу. Як початковий матеріал вставки для входу відповідно частин 12а, 12b, 12c вставки для входу може застосовуватися матеріал, оброблений тиском і переважно катаний матеріал, зокрема, металевий лист. 60 6 UA 105230 C2 Перелік позицій 1. 10. 11. 12. 12a 12b 12c 121c 13 14 15 16 16a 17 20 AR RR Відцентровий компресор Корпус компресора Впуск для середовища Вставка для входу Частина вставки для входу Частина вставки для входу Частина вставки для входу Спіральний простір Прохід для впускання середовища Крильчатка компресора Прохід дифузора Елемент для випуску середовища Прохід для випуску середовища Випуск середовища Вал компресора Осьовий напрямок Радіальний напрямок ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 1. Відцентровий компресор (1) з корпусом (10), валом (20), встановленим з можливістю обертання в корпусі (10) принаймні однією крильчаткою (14), розташованою на валу (20) в корпусі (10), та вставкою (12), розташованою на шляху середовища в корпусі (10) першого ступеня крильчатки компресора (1) з певною протяжністю в радіальному напрямку (RR) та осьовому напрямку (AR) компресора (1), причому вставка (12) визначає прохід (13) для впускання середовища, розташований вище по шляху середовища за першу крильчатку (14) та ведучий у напрямку до неї, при цьому вставка (12) виконана з матеріалу з певною структурою і прохід (13) для впускання середовища виконаний у вигляді додаткового просторового переривання зчеплення речовини структури матеріалу, причому в одній частині (12с) з множини частин (12а, 12b, 12с) вставки для входу утворений спіральний простір (121с), причому спіральний простір (121с) утворений у вигляді додаткового, виконаного просторового переривання зчеплення речовини структури, матеріалу. 2. Компресор (1) за п. 1, який відрізняється тим, що вставка (12) виконана з матеріалу, обробленого тиском, при цьому структура матеріалу вставки (12) є структурою матеріалу, обробленого тиском. 3. Компресор (1) за п. 1 або 2, який відрізняється тим, що матеріал вставки (12) є катаним матеріалом, зокрема металевим листом, причому структура матеріалу вставки (12) є структурою катаного матеріалу. 4. Компресор (1) за одним з пп. 1-3, який відрізняється тим, що вставка (12) утворена множиною розташованих пошарово одна на одній в осьовому напрямку (AR) і сполучених одна з одною частин (12а, 12b, 12с) вставки. 5. Компресор (1) за п. 4, який відрізняється тим, що частини (12а, 12b, 12с) вставки зварені, спаяні або сполучені різьбою одна з одною. 6. Компресор (1) за п. 4 або 5, який відрізняється тим, що прохід (13) для входу середовища обмежений принаймні двома частинами (12а, 12b, 12с) з множини частин (12а, 12b, 12с) вставки. 7. Спосіб виготовлення відцентрового компресора (1), що містить наступні етапи: - підготовку корпусу (10), - підготовку вала (20), - підготовку принаймні однієї крильчатки (14) і розташування її на валу (20) компресора, - установку вала (20) з можливістю обертання в корпусі (10), - підготовку вставки (12) для забезпечення певної протяжності в радіальному (RR) та в осьовому напрямку (AR) компресора (1) і визначення проходу (13) для впускання середовища та розташування вставки (12) в корпусі (10), причому вставка (12) розташована на шляху середовища в корпусі (10) першого ступеня крильчатки відцентрового компресора (1) і прохід (13) для впускання середовища на шляху середовища розташований перед першою крильчаткою (14) компресора та веде у напрямку до неї, 7 UA 105230 C2 5 10 15 20 - причому прохід (13) для впускання середовища виконаний у вставці (12) за допомогою обробки з видаленням, при цьому в одній частині вставки (12) з множини частин (12а, 12b, 12с) за допомогою обробки з видаленням виконують спіральний простір (121с). 8. Спосіб за п. 7, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують матеріал, оброблений тиском. 9. Спосіб за п. 7 або 8, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують катаний матеріал, зокрема металевий лист. 10. Спосіб за одним з пп. 7-9, який відрізняється тим, що як початковий матеріал для вставки (12) застосовують матеріал з суцільною стінкою. 11. Спосіб за одним з пп. 7-10, який відрізняється тим, що при виготовленні вставки (12) для входу більшість окремих частин (12а, 12b, 12с) вставки розташовують пошарово одна на одній і сполучають одна з одною так, що частини (12а, 12b, 12с) вставки в осьовому напрямку (AR) компресора (1) розташовані одна за одною. 12. Спосіб за п. 11, який відрізняється тим, що частини (12а. 12b, 12с) вставки зварюють, спаюють або сполучають різьбою одна з одною. 13. Спосіб за п. 11 або 12, який відрізняється тим, що прохід (13) для впускання середовища виконують так, що він обмежується принаймні двома частинами (12а, 12b, 12с) з множини частин (12а, 12b, 12с) вставки. 14. Спосіб за одним з пп. 7-13, який відрізняється тим, що як обробка з видаленням застосовують обробку з утворенням стружки та/або обробку із зняттям шару. 8 UA 105230 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюRadial compressor and method for producing a radial compressor
Автори англійськоюAlisch, Matthias, Boker, Jenc, Landskron, Reiner
Автори російськоюАлиш Матиас, Бёкер Йенс, Ландскрон Райнер
МПК / Мітки
МПК: F04D 29/02, F04D 29/42
Мітки: виготовлення, відцентрового, спосіб, компресор, компресора, відцентровий
Код посилання
<a href="https://ua.patents.su/11-105230-vidcentrovijj-kompresor-ta-sposib-vigotovlennya-vidcentrovogo-kompresora.html" target="_blank" rel="follow" title="База патентів України">Відцентровий компресор та спосіб виготовлення відцентрового компресора</a>
Відцентровий компресор та спосіб його виготовлення
Номер патенту: 102920
Опубліковано: 27.08.2013
Автор: Міхліґк Томас
МПК: F04D 29/44, F04D 29/62
Мітки: виготовлення, відцентровий, спосіб, компресор
Формула / Реферат:
1. Відцентровий компресор (1) з корпусом (10), валом (30), встановленою з можливістю обертання в корпусі (10) принаймні однією розташованою в корпусі (10) на валу (30) крильчаткою (13) і встановленим слідом за останньою крильчаткою (13) компресора (1) на шляху середовища в корпусі (10) елементом (15) для випуску середовища певної протяжності в радіальному напрямку (RR) і осьовому напрямку (AR) компресора (1), причому елемент (15) має прохід...
Робоче колесо відцентрового компресора
Номер патенту: 62277
Опубліковано: 25.08.2011
Автори: Тимошадченко Денис Миколайович, Зуєв Сергій Леонідович, Кравченко Ігор Федорович, Письменний Володимир Іванович, Рублевський Євген Юрійович
МПК: F04D 29/28, F04D 29/30
Мітки: робоче, компресора, колесо, відцентрового
Формула / Реферат:
1. Робоче колесо відцентрового компресора, що містить несучий диск з лопатками, поверхня профілю пера кожної з якої по лінії периферії її пера оснащена від входу до виходу полицею із загостреною крайкою, яке відрізняється тим, що полиця із загостреною крайкою кожної лопатки по зазначеній лінії пера виконана на стороні поверхні розрідження зазначеної поверхні профілю пера.2. Робоче колесо за п. 1, яке відрізняється тим, що зазначена...
Спосіб роботи безкрейцкопфного компресора та поршневий компресор для його здійснення
Номер патенту: 54594
Опубліковано: 17.03.2003
Автори: Мнацаканов Георгій Константинович, Бакум Едуард Арестарфович, Красномовець Петро Григорович, Попович Олександр Іванович, Зеленовський Валентин Федорович
МПК: F04B 39/00
Мітки: поршневий, безкрейцкопфного, спосіб, компресор, компресора, здійснення, роботи
Формула / Реферат:
1. Спосіб роботи безкрейцкопфного компресора, який полягає в стискуванні в його циліндрах газу за допомогою шатунно-поршневої групи, яка змащується мастилом, з відведенням від циліндрів частини теплоти стискування в навколишнє середовище проміжним теплоносієм, який відрізняється тим, що теплоту від циліндрів відводять циркулюючим змащуючим мастилом.2. Поршневий компресор, в складі якого знаходяться картер, колінчастий вал, циліндри з...
Спосіб виконання помпажного тесту відцентрового компресора газоперекачувального агрегату
Номер патенту: 17821
Опубліковано: 16.10.2006
Автори: Дістрянов Сергій Володимирович, Добровольський Ігор Михайлович, Котляров Володимир Олегович, Колодяжний Валерій Васильович, Соляник Володимир Григорович, Хохряков Михайло Вікторович
МПК: F04D 27/02
Мітки: компресора, агрегату, помпажного, відцентрового, газоперекачувального, спосіб, виконання, тесту
Формула / Реферат:
Спосіб виконання помпажного тесту відцентрового компресора газоперекачувального агрегату, що містить відцентровий компресор газоперекачувального агрегату, який працює у режимі незмінної частоти обертання і навантажений на керований дросель, що використовує при плавному збільшенні опору дроселя ідентифікацію помпажної границі відцентрового компресора за фактом одночасного зниження перепаду тиску на відцентровому компресорі та перепаду тиску на...
Система охолоджування вінця відцентрового компресора

Номер патенту: 93363
Опубліковано: 10.02.2011
Автори: Брюне Антуан Робер Ален, Люнель Ромен Ніколя, Лененже Жан-Крістоф, Локателлі Давід
МПК: F01D 25/08, F02K 3/00, F02C 7/12, F01D 5/00
Мітки: охолоджування, компресора, вінця, система, відцентрового
Формула / Реферат:
1. Система охолоджування вінця відцентрового компресора, зокрема, в газотурбінному двигуні, причому відцентровий компресор живить кільцевий дифузор, який закріплений на зовнішньому кожусі і містить кільцевий фланець, який проходить в напрямі за потоком і вздовж вінця відцентрового компресора і зв'язаний в своїй задній за потоком частині з опорними конструктивними елементами камери згоряння газотурбінного двигуна, яка відрізняється тим, що...
Попередній патент: Фармацевтичний склад
Наступний патент: Спосіб одержання ліпофільного екстракту із трави підмаренника справжнього
Випадковий патент: Спосіб резекції лівої долі печінки