Спосіб виготовлення будівельної панелі (варіанти)
Формула / Реферат
1. Спосіб виготовлення будівельної панелі, який включає наступні стадії, на яких здійснюють:
- нанесення декоративного шару на носій;
- нанесення сухого порошкового шару, що включає суміш оброблених деревних волокон, зв'язувального матеріалу і зносостійких частинок, на декоративний шар; і
- отвердження суміші при впливі нагрівання і тиску для отримання декоративного поверхневого шару (1), що включає прозорий зносостійкий шар.
2. Спосіб за п. 1, в якому панель являє собою підлогову панель.
3. Спосіб за п. 1 або 2, в якому носій являє собою плиту на деревній основі, переважно деревоволокнисту плиту високої щільності або середньої щільності.
4. Спосіб за будь-яким з попередніх пунктів, в якому зносостійкі частинки являють собою оксид алюмінію.
5. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар являє собою друкарський папір.
6. Спосіб за будь-яким з попередніх пунктів, в якому на стадії отвердження здійснюють притискання суміші до рельєфної матриці.
7. Спосіб за п. 6, в якому притискання до рельєфної матриці створює глибину тиснення, яка перевершує товщину декоративного шару.
8. Спосіб за п. 6, в якому притискання до рельєфної матриці створює глибину тиснення, що перевищує сумарну товщину декоративного шару і прозорого зносостійкого шару.
9. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар включає прозоре покриття на паперовій основі, що включає оксид алюмінію.
10. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар включає прозоре покриття на паперовій основі, що включає оксид алюмінію, нанесений зверху сухого порошкового шару, що лежить нижче, причому сухий порошковий шар, що лежить нижче, включає деревні волокна і зв'язувальний матеріал.
11. Спосіб за будь-яким з попередніх пунктів, в якому розмір всіх оброблених деревних волокон складає менше ніж 1,0 мм.
12. Спосіб за будь-яким з попередніх пунктів, в якому розмір всіх оброблених деревних волокон складає менше ніж 0,5 мм.
13. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання і тиск застосовують протягом 5-200 секунд.
14. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання і тиск застосовують протягом 5-30 секунд.
15. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання застосовують при температурі в інтервалі від приблизно 140 °C до приблизно 200 °C, переважно в інтервалі від приблизно 160 °C до приблизно 180 °C.
16. Спосіб за будь-яким з попередніх пунктів, в якому тиск застосовують в інтервалі від приблизно 20 до приблизно 60 кг/см2, переважно він становить приблизно 40 кг/см2.
17. Спосіб за будь-яким з попередніх пунктів, в якому товщина прозорого поверхневого шару перевищує товщину декоративного шару.
18. Спосіб за будь-яким з попередніх пунктів, в якому декоративний поверхневий шар є тисненим, і товщина прозорого поверхневого шару змінюється таким чином, що товщина верхньої частини перевищує товщину нижньої частини.
19. Спосіб виготовлення будівельної панелі, який включає наступні стадії, на яких здійснюють:
- нанесення декоративного шару на носій;
- нанесення сухого порошкового шару, що включає суміш термопластного матеріалу і зносостійких частинок, на декоративний шар; і
- вплив нагрівання і тиску на порошковий шар для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар.
20. Спосіб за п. 19, в якому зносостійкі частинки включають оксид алюмінію і/або діоксид кремнію.
21. Спосіб за п. 20, в якому суміш включає оброблені деревні волокна.
Текст
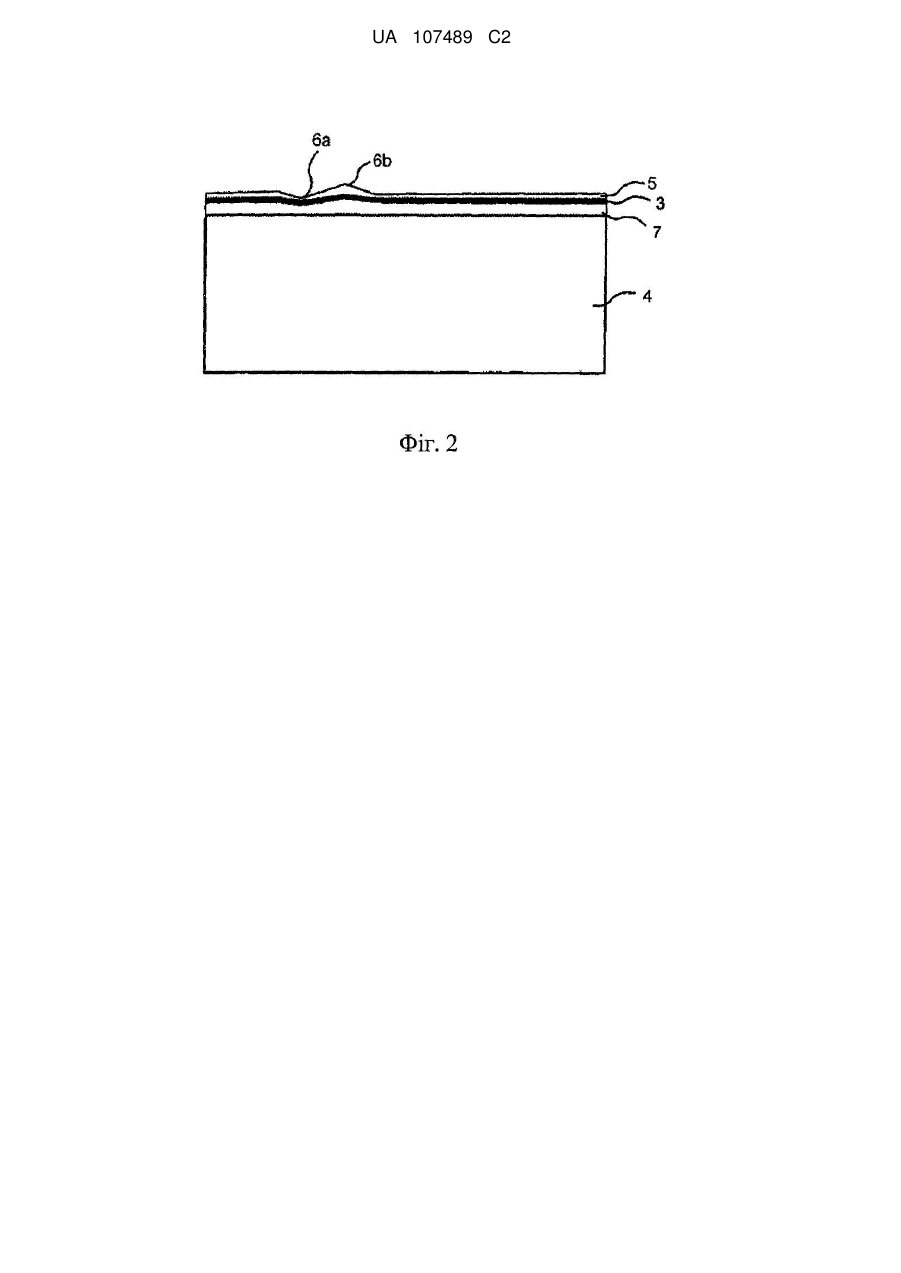
Реферат: Заявлений спосіб виготовлення будівельної панелі включає стадії, на яких здійснюють нанесення декоративного шару на носій; нанесення сухого порошкового шару, що включає суміш оброблених деревних волокон, зв'язувального матеріалу і зносостійких частинок, на декоративний шар; і отвердження суміші при впливі нагрівання і тиску для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар. Заявлений спосіб виготовлення будівельної панелі включає стадії, на яких здійснюють нанесення декоративного шару на носій; нанесення сухого порошкового шару, що включає суміш термопластного матеріалу і зносостійких частинок, на декоративний шар; і вплив нагрівання і тиску на порошковий шар для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар. UA 107489 C2 (12) UA 107489 C2 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується, загалом, галузі панелей на волоконній основі з зносостійкими поверхнями як будівельні панелі, переважно підлогових панелей. Даний винахід стосується будівельних панелей з такими зносостійкими поверхнями і способів виготовлення вказаних панелей. Варіанти здійснення даного винаходу є особливо прийнятними для використання в плаваючих підлогах, які виготовлені з підлогових панелей з деревоволокнистою серцевиною і декоративною зносостійкою поверхнею. Наступний опис технології, проблем відомих систем, а також задач і відмітних ознак даного винаходу, отже, служить як необмежувальний приклад, який стосується, головним чином, даної галузі застосування і, зокрема, підлогових покриттів, які аналогічні традиційним плаваючим багатошаровим підлоговим покриттям на деревоволокнистій основі. Варіанти здійснення даного винаходу не виключають підлогові покриття, які приклеєні до чорної підлоги. Потрібно підкреслити, що варіанти здійснення даного винаходу можна використовувати як панель або як поверхневий шар, який, наприклад, приклеєний до серцевини. Даний винахід можна також використовувати в таких виробах, як, наприклад, стінні панелі, стелі, компоненти меблів і аналогічні вироби. Його можна також використовувати в підлогових покриттях з необов'язковими поверхневими матеріалами, такими як пробка або деревина, для поліпшення зносостійкості і конструкційних властивостей. Багатошарове підлогове покриття прямого пресування на деревоволокнистій основі звичайно включає серцевину з деревоволокнистій плити товщиною 6-12 мм, верхній декоративний поверхневий шар шаруватого матеріалу товщиною 0,2 мм і нижній балансувальний шар шаруватого матеріалу, пластмаси, паперу або аналогічного матеріалу товщиною 0,1-0,2 мм. Поверхня шаруватого матеріалу, як правило, включає два листи паперу, в тому числі друкарський декоративний папір товщиною 0,1 мм і прозоре паперове покриття товщиною 0,050,1 мм, нанесене зверху декоративного паперу і призначене для захисту декоративного паперу від стирання. Друк на декоративному непрозорому папері має товщину, що становить лише приблизно 0,01 мм. Прозоре покриття, яке виготовлене з очищених волокон (наприклад, волокон -целюлоза), включає дрібні тверді і прозорі частинки оксиду алюмінію. Очищені волокна мають досить велику довжину, що становить приблизно 2-5 мм, і це надає покривному паперу необхідної міцності. Щоб забезпечити прозорість, всі натуральні смоли, які присутні в необроблених деревних волокнах, видаляють, і частинки оксиду алюмінію наносять у вигляді дуже тонкого шару зверху декоративного паперу. Поверхневий шар багатошарового підлогового покриття відрізняється тим, що декоративні властивості і зносостійкість, як правило, забезпечують два окремі шари, один зверху іншого. Друкарський декоративний папір і покриття просочують меламінною смолою і покривають матеріалом, який має деревоволокнисту серцевину, під дією нагрівання і тиску. Дрібні частинки оксиду алюмінію можуть мати розмір в інтервалі 20-100 мкм. Ці частинки можна впроваджувати в поверхневий шар декількома способами. Наприклад, їх можна впроваджувати в целюлозу в процесі виготовлення покривного паперу. їх можна також розпилювати на вологий лак в процесі просочення покриття або впроваджувати в лак, що використовується для просочення покриття. Зносостійкий шар можна також виготовляти без целюлозного покриття. У такому випадку меламінову смолу і частинки оксиду алюмінію наносять як шар лаку безпосередньо на декоративний папір аналогічними способами, як описано вище. Такий зносостійкий шар звичайно називають терміном «рідке покриття». Використовуючи цей спосіб виготовлення, можна отримувати дуже зносостійку поверхню, і даний тип поверхні використовують, головним чином, як багатошарові підлогові покриття, але його можна також використовувати в компонентах меблів і аналогічних виробах. Високоякісні багатошарові підлогові покриття мають зносостійкість, що становить 4000-6000 обертів, що відповідає класам зносостійкості АС4 і АС5 при вимірюванні за допомогою абразивного пристрою Тайбера (Taber Abraser) згідно зі стандартом ISO. Крім того, відомо, що зносостійкість лакованої дерев'яної поверхні можна значно поліпшувати шляхом впровадження частинок оксиду алюмінію в прозорий лак, що покриває дерев'яну поверхню. Найбільш поширений матеріал серцевини, що використовується в багатошарових підлогових покриттях, являє собою деревоволокнисту плиту високої щільності, яка має хорошу стійкість і звичайно називається терміном «деревоволокниста плита високої щільності» (HDF). Іноді як серцевина використовується також деревоволокниста плита середньої щільності (MDF). Також використовують і інші матеріали як серцевина, такі як деревостружкова плита. Недавно розроблені нові типи «безпаперових» підлогових покриттів, де порошкову технологію 1 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 використовують для отримання багатошарової поверхні, яка включає практично однорідну суміш необроблених деревних волокон, зв'язувальні матеріали і зносостійкі частинки. Такі типи підлогових покриттів називаються далі терміном «тверді багатошарові підлогові покриття». Зносостійкі частинки переважно являють собою частинки оксиду алюмінію, і зв'язувальні матеріали переважно являють собою термореактивні смоли, такі як меламін. Інші прийнятні матеріали являють собою, наприклад, діоксид кремнію або карбід кремнію. Як правило, всі ці матеріали переважно наносять в сухій формі, що являє собою змішаний порошок, на серцевину HDF і отверджують при нагріванні і тиску, отримуючи ламінований твердий (непрозорий) шар товщиною 0,2-1,0 мм. Твердий шар в твердих багатошарових підлогових покриттях забезпечує високу стійкість до удару і зношування. Порошкову технологію також використовують для виготовлення підлогових покриттів з поверхнею, яка поєднує паперову технологію і порошкову технологію. Такі типи підлогових покриттів називаються нижче терміном «деревопорошкові багатошарові підлогові покриття». Декоративний папір наносять на підшар, що включає деревне борошно і зв'язувальні матеріали. Декоративний папір захищають традиційним покриттям. Основні переваги таких підлогових покриттів полягають в тому, що можна отримати глибоке тиснення і підвищену ударостійкість. Зносостійкість деревопорошкових багатошарових підлогових покриттів, як правило, не є достатньою, коли утворюються поверхні з глибоким тисненням, оскільки опуклі частини на поверхні піддаються сильному зношуванню. Навіть деякі тверді багатошарові підлогові покриття з декількома тонкими шарами, що включають різні кольори, страждають на низьку зносостійкість. Величезну перевагу являла б собою можливість підвищення зносостійкості економічним шляхом. Приведений вище опис різноманітних відомих аспектів являє собою їх характеристику відповідними заявниками і не є допущенням того, що які-небудь частини в приведеному вище описі являють собою попередній рівень техніки. Визначення деяких термінів У наступному тексті видима поверхня встановленої підлогової панелі називається терміном «передня сторона», в той час як протилежна сторона підлогової панелі, звернена до чорної підлоги, називається терміном «задня сторона». Матеріал, що має листову форму, який становить основну частину панелі і додає панелі необхідну стійкість, називається терміном «серцевина». Коли серцевину покриває поверхневий шар, найближчий до передньої сторони, і переважно також балансувальний шар, найближчий до задньої сторони, виходить напівфабрикат, який називається терміном «підлогова плита» або «підлоговий елемент» в тому випадку, коли напівфабрикат при подальшій обробці розділяють на безліч підлогових елементів. Коли підлогові елементи обробляють по краях таким чином, щоб надати їм остаточної форми з системою з'єднань, їх називають терміном «підлогові панелі». Термін «поверхневий шар» означає всі шари, які додають панелі її декоративні властивості і зносостійкість і які нанесені на серцевину ближче до передньої сторони, покриваючи переважно всю передню сторону підлогової плити. Термін «декоративний поверхневий шар» означає шар, який призначений головним чином, щоб надавати підлозі її декоративного зовнішнього вигляду. «Зносостійкий шар» означає шар, який призначений головним чином для підвищення довговічності передньої сторони. Термін «горизонтальна площина» означає площину, яка проходить паралельно зовнішній частині поверхневого шару. Термін «горизонтально» означає паралельність відносно горизонтальної площини, і термін «вертикально» означає перпендикулярність відносно горизонтальної площини. Термін «вгору» означає напрямок до передньої сторони, і термін «вниз» означає напрямок до задньої сторони. Термін «оброблені деревні волокна» означає деревні волокна, які піддають обробці, наприклад, шляхом видалення натуральних смол, таких як лігнін, таким, чином, що вони є прозорими в отвердженому зв'язувальному матеріалі. Відома технологія і її проблеми У багатошарових підлогових покриттях стійкість до зношування і стирання додають, як правило, покривні паперові матеріали, що містять оксид алюмінію, які просочують і/або покривають, як, наприклад, описано в патентній заявці США № 2009/0208646 A1. Крім того, відоме виготовлення покриття шляхом нанесення рідкого шару смоли, наприклад, меламінової смоли, в яку впроваджений оксид алюмінію. Цей тип можна також армувати шляхом додавання, наприклад, целюлозних пластівців в рідкий шар. Також відоме виготовлення покривного паперу шляхом введення оксиду алюмінію в процесі виготовлення паперу. Нанесення таких покривних паперових або рідких шарів є складним і таким, що дорого коштує, і мала б перевагу можливість спрощення способу виготовлення. Крім того, у виробах з 2 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 глибоким тисненням властивості зносостійкості обмежені, оскільки опуклі частини поверхні піддаються вищим навантаженням, ніж у випадку поверхонь з помірним тисненням. Недавно розроблений клас безпаперових багатошарових підлогових покриттів, які можна виготовляти, як правило, з чудовими властивостями зносостійкості, але в певних складах для поверхневих конструкційних елементів, друкарських зображень або інших ефектів може бути потрібен захист поверхні, що перевищує можливості нормального складу. Як відомо, сухі і вологі покриття, які отримують способами виготовлення, де, наприклад, можна також використовувати термореактивні смоли в сухій або вологій формі, які змішують з оксидом алюмінію без яких-небудь волокон. Частинки оксиду алюмінію, змішані з порошком меламінової смоли, можна, наприклад, наносити на дерев'яну шпону перед пресуванням, і зносостійку поверхню можна отримувати без якого-небудь поверхневого покриття після пресування. Таким способом виготовлення не надається достатніх властивостей зносостійкості. Задача певних варіантів здійснення даного винаходу полягає в тому, щоб запропонувати будівельну панель, переважно підлогову панель з прозорим зносостійким шаром, яку можна виготовляти більш економічним способом в порівнянні з відомою в цей час технологією. Друга задача певних варіантів здійснення полягає в тому, щоб запропонувати будівельну панель, переважно підлогову панель з прозорим зносостійким шаром, яку можна використовувати для виготовлення підлогових виробів, що мають глибоке тиснення з вищою зносостійкістю, ніж дозволяє відома в цей час технологія. Третя задача певних варіантів здійснення полягає в тому, щоб запропонувати будівельну панель, переважно підлогову панель з прозорим зносостійким шаром, яка дозволяє виготовляти підлогові покриття, що мають кращий зовнішній вигляд зношеної поверхні. Четверта задача певних варіантів здійснення полягає в тому, щоб запропонувати склад, прийнятний для нанесення за допомогою розсіювальних пристроїв, який може сприяти досягненню деяких або всіх цілей, перерахованих вище. Варіанти здійснення даного винаходу не обмежені заявленими вище задачами. Аспект даного винаходу являє собою спосіб виготовлення будівельної панелі з декоративним поверхневим шаром, що має прозорий зносостійкий поверхневий шар, який включає перераховані нижче стадії переважно у вказаній послідовності: - нанесення декоративного шару на носій; - нанесення сухого порошкового шару, що включає суміш оброблених деревних волокон, зв'язувального матеріалу і зносостійких частинок на декоративний шар; і - отвердження суміші при впливі нагрівання і тиску для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар. Порошок є простим в поводженні і забезпечує економічний спосіб виготовлення. Оброблені деревні волокна створюють, разом з отвердженим зв'язувальним матеріалом, армовану матрицю для зносостійких частинок, які практично рівномірно розподіляються по всій товщині отвердженого шару. Ця матриця захищає зносостійкі частинки від випадання в процесі зношування поверхневого шару і в поєднанні з практично рівномірним розподілом забезпечує значно підвищену зносостійкість. У варіанті здійснення порошкова суміш може включати оброблені деревні волокна в кількості від приблизно 1% до приблизно 50%, переважно приблизно 20% маси порошкової суміші; зв'язувальний матеріал в кількості від приблизно 50% до приблизно 90%, переважно приблизно 70% маси порошкової суміші; і зносостійкі частинки в кількості від приблизно 0% до приблизно 15%, переважно приблизно 10% маси порошкової суміші. Отвердження переважно здійснюють при впливі нагрівання і тиску, використовуючи, наприклад, притискні плити, протягом приблизно 5-200 секунд, переважно протягом 5-30 секунд. Нагрівання можна здійснювати при температурі від приблизно 140°C до приблизно 200°C, переважно від приблизно 160 до приблизно 180°C. Тиск, що застосовується, складає від 2 2 приблизно 20 до приблизно 60 кг/см , переважно приблизно 40 кг/см . Зв'язувальний матеріал переважно являє собою меламіноформальдегідну смолу, і зносостійкі частинки переважно являють собою оксид алюмінію або діоксид кремнію. Зносостійкий шар згідно з одним переважним варіантом здійснення притискають до рельєфної матриці, яка утворює опуклі частини на поверхні. Сухий порошок згідно з одним варіантом здійснення включає оброблені деревні волокна, практично всі з яких являють собою дрібні окремі волокна, які можуть бути дрібнішим, ніж приблизно 1,0 мм, переважно дрібніше, ніж 0,5 мм. Дрібні волокна переважно не пов'язані один з одним, як, наприклад, довгі волокна в паперових шарах і серцевині HDF, і їх можна ущільнювати, формувати і переміщувати у всіх напрямках протягом початкової частини операції пресування, доки стверджується зв'язувальний матеріал. Неотверджений прозорий 3 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 зносостійкий шар переважно поводиться аналогічно пасті або рідкому матеріалу і знаходиться на поверхні протягом початкової частини стадії отвердження. Розмір волокон можна вимірювати різними способами: - фактичне окреме волокно можна вимірювати по діаметру і довжині. - Розмір волокон можна визначати по розміру комірки сітки сита, в якому волокна розділяються по розміру, і відсортовується бажана фракція. Для очищених волокон, що використовуються в деревоволокнистих підлогових покриттях, виготовлених з плит HDF, типові стадії виготовлення являють собою наступні; - Подрібнення плит HDF в пластівці за допомогою попереднього дроблення. - Подрібнення пластівців до бажаного розміру в молотковому млині. - Просіювання волокон на сітці з розміром комірок 0,3 мм. Часто такі волокна визначають як такі, що мають розмір менший ніж 0,3 мм. Зрозуміло, діаметр може бути меншим, а довжина може бути більшою внаслідок видовженої форми волокна. Розподіл волокон по розміру після просіювання можна визначити за допомогою вимірювання волокон. Для оброблених волокон (наприклад, відбілити волокон) розмір комірок сита, що використовується, часто буває меншим, ніж у випадку очищених волокон. Розміри волокон визначаються по розподілу просіяного матеріалу. Типовий розподіл волокон по розмірах являє собою наступне: Більше ніж 32 мкм - 43,6% Більше ніж 90 мкм - 9,3% Більше ніж 160 мкм - 0,4% Порошкову суміш і отвердження можна пристосувати таким чином, щоб більша кількість зносостійкого і прозорого матеріалу знаходилася у верхніх фрагментах опуклих частин поверхні, ніж в нижніх і більш стиснутих частинах. Це надасть підвищеної зносостійкості частинам, які піддаються найсильнішому зношуванню. Декоративний шар може включати, наприклад, папір. Папір може являти собою друкарський, просочений меламіном папір, наприклад, декоративний лист, що складається з целюлозних волокон, що просочені меламіновою смолою. Папір можна поміщувати безпосередньо на носій, наприклад, плиту HDF. Папір можна помішувати на розсіяну декоративну порошкову суміш. Наприклад, декоративний порошок може включати деревні волокна і зв'язувальний матеріал, а також необов'язково пігмент і/або зносостійкі частинки. Деревні волокна декоративного порошку можуть являти собою оброблені деревні волокна або необроблені деревні волокна, такі як деревні волокна, що повторно використовуються. Нанесення декоративного шару може включати, наприклад, розсіювання декоративної порошкової суміші. Наприклад, декоративний порошок може включати деревні волокна і зв'язувальний матеріал, а також необов'язково пігмент і/або зносостійкі частинки. Деревні волокна декоративного порошку можуть являти собою оброблені деревні волокна або необроблені деревні волокна, такі як деревні волокна, що повторно використовуються. Декоративний шар може включати, наприклад, множину шарів розсіяної декоративної порошкової суміші. Декоративний шар може включати, наприклад, дерев'яну шпону. Дерев'яну шпону можна поміщувати безпосередньо на носій, наприклад, плиту HDF. Дерев'яну шпону можна поміщувати на розсіяну декоративну порошкову суміш. Наприклад, декоративний порошок може включати деревні волокна і зв'язувальний матеріал, а також необов'язково пігмент і/або зносостійкі частинки. Деревні волокна декоративного порошку можуть являти собою оброблені деревні волокна або необроблені деревні волокна, такі як деревні волокна, що повторно використовуються. Декоративний шар може включати, наприклад, пробку. Пробку можна поміщувати безпосередньо на носій, наприклад, плиту HDF. Пробку можна помішувати на розсіяну декоративну порошкову суміш. Наприклад, декоративний порошок може включати деревні волокна і зв'язувальний матеріал, а також необов'язково пігмент і/або зносостійкі частинки. Деревні волокна декоративного порошку можуть являти собою оброблені деревні волокна або необроблені деревні волокна, такі як деревні волокна, що повторно використовуються. Другий аспект даного винаходу являє собою спосіб виготовлення будівельної панелі, причому спосіб включає наступні стадії: - нанесення декоративного шару на носій; - нанесення сухого порошкового шару, що включає суміш термопластичного матеріалу і зносостійких частинок, на декоративний шар; і - вплив нагрівання і тиску на порошковий шар для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар. 4 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 Зносостійкі частинки можуть включати оксид алюмінію і/або діоксид кремнію. Суміш може включати оброблені деревні волокна. У варіанті здійснення порошкова суміш може включати оброблені деревні волокна в кількості від приблизно 1% до приблизно 50%, переважно приблизно 20% маси порошкової суміші, термопластичний матеріал в кількості від приблизно 50% до приблизно 90%, переважно приблизно 70% маси порошкової суміші і зносостійкі частинки в кількості від приблизно 0% до приблизно 15%, переважно приблизно 10% маси порошкової суміші. Нагрівання і стиснення порошкового шару для отримання декоративного поверхневого шару переважно здійснюють при впливі нагрівання і тиску, використовуючи, наприклад, притискні плити, протягом приблизно 5-200 секунд, переважно протягом 5-30 секунд. Нагрівання можна здійснювати при температурі від приблизно 140°C до приблизно 200°C, переважно від приблизно 160 до приблизно 180°C. Тиск можна використовувати в інтервалі від приблизно 20 2 2 до приблизно 60 кг/см , переважно приблизно 40 кг/см . Даний спосіб може являти собою так званий спосіб гарячого пресування. Третій аспект даного винаходу являє собою спосіб виготовлення будівельної панелі, причому спосіб включає наступні стадії: - нанесення сухого порошкового шару, що включає суміш оброблених деревних волокон, зв'язувального матеріалу і зносостійких частинок безпосередньо на дерев'яну панель; і - вплив нагрівання і тиску на порошковий шар для отримання прозорого зносостійкого шару. Отриманий виріб являє собою, наприклад, світлий і блискучий дерев'яний виріб, що має чудову стійкість до хімічного впливу і стирання. Зносостійкі частинки можуть включати оксид алюмінію і/або діоксид кремнію. Зв'язувальний матеріал може включати термопластичний матеріал. Термопластичний матеріал у другому і третьому аспекті може являти собою прозорий матеріал, такий як вініловий матеріал. Можна використовувати декілька пластмасових матеріалів в порошкової формі, таких як емульсивний полівінілхлорид (E-PVC), суспензійний полівінілхлорид (S-PVC), полівініловий спирт або полівінілацетат (PVA), поліетилентерефталат (PET), полістирол (PS), співполімер стиролу і акрилонітрилу (SAN), поліметилметакрилат (PMMA) і аналогічні матеріали. Пластмасовий порошок повинен переважно мати температуру склування нижчу передбачуваної температури обробки і температуру плавлення вищу передбачуваної температури обробки. Пластмаса може додатково включати функціональні групи, такі як гідроксильні, карбоксильні і аміногрупи. Можна також використовувати суміші пластмас. Далі даний винахід буде описаний в зв'язку з переважними варіантами здійснення і більш докладний з посиланням на прикладені зразкові креслення, на яких: фіг. 1 ілюструє традиційну багатошарову підлогову панель з тисненою частиною; фіг. 2 ілюструє вдосконалене багатошарове підлогове покриття з тисненими частинами. Багатошарове підлогове покриття, що має хороші механічні властивості зносостійкості, виготовляють, прикладаючи нагрівання і тиск до шарів різноманітних типів листового паперу, зверху яких розсіюють порошковий шар. Листи розташовані зверху серцевини, такої як деревоволокниста плита середньої або високої щільності. Можна наносити на серцевину один або більше листів паперу. Листи виготовляють, використовуючи стандартні технології і хімічні реагенти для паперового виробництва, і, як правило, просочують, використовуючи стандартні технології і хімічні реагенти для просочення. У варіанті здійснення порошковий шар складається з однорідної суміші порошкової смоли, волокон і твердих частинок. Порошкова смола переважно являє собою термореактивну смолу, таку як аміносмола або суміш таких смол. Переважна смола являє собою меламіноформальдегідну смолу. Волокна переважно являють собою прозорі волокна, такі як оброблені деревні волокна, але також можна використовувати і інші прозорі волокна, такі як скловолокно. Можна використовувати волокна, що мають обмежену прозорість, такі як різноманітні неорганічні волокна, металеві волокна або необроблені деревні волокна, але вони не забезпечують бажану прозорість захисного шару. Переважні тверді частинки, які забезпечують хороші кінцеві механічні властивості зносостійкості, включають оксид алюмінію, діоксид кремнію і їх суміші. Застосування нагрівання і тиску перетворює шари листів і розсіяний порошковий шар в багатошаровий матеріал. Типове багатошарове підлогове покриття (фіг. 1) містить у напрямку зверху вниз наступні шари: (2) покривний лист, що складається з целюлозних волокон, що просочені меламіновою смолою, в які впроваджені абразивні частинки, (3) декоративний лист, що складається з целюлозних волокон, що просочені меламіновою смолою, (4) матеріал серцевини, такий як деревоволокниста плита високої щільності. Балансувальний лист, що складається з целюлозних волокон, що просочені меламіновою смолою, як правило, використовують на 5 UA 107489 C2 5 10 15 20 25 30 35 40 45 50 55 60 задній стороні панелі. Багатошарове підлогове покриття, як правило, містить тиснені частини (6), що проходять під основною поверхнею (1). Якщо тиснені частини сильно виступають над основною поверхнею, може виходити незадовільний зовнішній вигляд поверхні внаслідок обмеження просоченого паперу. Вдосконалене багатошарове підлогове покриття (фіг. 2) згідно з одним необмежувальним варіантом здійснення даного винаходу містить у напрямку зверху вниз наступні шари: (5) захисний порошковий шар, порошкове покриття, що складається з порошку меламінової смоли, оброблених деревних волокон і абразивних часток, (3) декоративний лист, що складається з целюлозних волокон, що просочені меламіновою смолою, (7) необов'язковий порошковий шар, що включає порошок меламінової смоли і оброблені деревні волокна, (4) матеріал серцевини, такий як деревоволокниста плита високої щільності. Як правило, використовують балансувальний лист, що складається з целюлозних волокон, що просочені меламіновою смолою. Оскільки захисний порошковий шар не має обмеженого руху в горизонтальному або вертикальному напрямах, тиснені частини можуть знаходитися як нижче (6а), так і вище (6b) основної поверхні (1). Отримані вироби містять підвищену кількість захисних меламінових смол і частинок оксиду алюмінію в опуклій частині поверхні (6b), що надає підвищеної зносостійкості в порівнянні з тією, яку мають традиційні покриття. Просочення покривного паперу, як правило, здійснюють, використовуючи просочувальні лінії, такі як, наприклад, описані в патентній заявці США № 2009/0208646 A1. Для таких просочувальних ліній потрібні капіталовкладення, а також використовуються просочувальні текучі середовища, які, як правило, мають обмежений термін зберігання. Такий спосіб можна удосконалити шляхом використання порошкового покриття. Приклад 1. Прямий багатошаровий виріб, що має традиційне покриття (порівняльний приклад) Багатошаровий виріб, що включає плиту HDF як носій, балансувальний папір, друкарський, просочений меламіном папір і покриття пресували, використовуючи прес короткого циклу при 2 тиску 40 кг/см протягом 25 секунд і температурі поверхні 160°C. Притискна плита являла собою практично гладку блискучу плиту. Отриманий виріб мав багатошарову поверхню, у якої стійкість до стирання перевищувала вимоги АС3 згідно зі способом дослідження по стандарту EN13329:2006 (E), і спостерігався хороший зовнішній вигляд поверхні. Приклад 2. Багатошаровий виріб, що має глибоке тиснення, з традиційним покриттям (порівняльний приклад) Багатошаровий виріб, що включає плиту HDF як носій, балансувальний папір, друкарський, просочений меламіном папір і покриття пресували, використовуючи прес короткого циклу при 2 тиску 40 кг/см протягом 25 секунд і температурі поверхні 160°C. Притискна плита являла собою глибоко структуровану плиту з частинами, що мають глибину 0,7 мм. Отриманий виріб мав багатошарову поверхню, у якої стійкість до стирання не відповідала вимогам АС2 згідно зі способом дослідження по стандарту EN13329:2006 (E). Крім того, зовнішній вигляд поверхні не був досить хорошим, оскільки паперові листи багатошарового матеріалу тріскалися при глибокому тисненні. Приклад 3. Прямий багатошаровий виріб, що має глибоке тиснення, із захисним шаром, виготовленим з нерозгалужених волокон (порівняльний приклад) Багатошаровий виріб, що включає плиту HDF як носій, балансувальний папір, друкарський, 2 просочений меламіном папір і 300 г/м захисного шару, що включає однорідну суміш волокон, що повторно використовуються, які не були оброблені, порошок меламінової смоли і частинки 2 оксиду алюмінію, пресували, використовуючи прес короткого циклу при тиску 40 кг/см протягом 25 секунд і температурі поверхні 160°C. Притискна плита являла собою практично гладку притискну плиту. Отриманий виріб мав багатошарову поверхню, у якої стійкість до стирання відповідала вимогам АС6 згідно зі способом дослідження по стандарту EN13329:2006 (E). Зовнішній вигляд поверхні не був досить хорошим, оскільки залишалися видимими волокна в захисному шарі. Приклад 4. Прямий багатошаровий виріб, що має глибоке тиснення, із захисним шаром згідно з варіантом здійснення даного винаходу Багатошаровий виріб, що включає плиту HDF як носій, балансувальний папір, розташований 2 зверху HDF, 1000 г/м розсіяний підшар, що містить однорідну суміш волокон, що повторно використовуються, і аміносмол, розсіяних зверху HDF, просочений меламінової смолою 2 друкарський папір, розташований зверху розсіяного підшару, і 300 г/м захисного шару, що включає однорідну суміш оброблених волокон, порошку меламінових смол і частинок оксиду алюмінію, розсіяного зверху друкарського, просоченого меламіном паперу, пресували, 6 UA 107489 C2 2 5 10 15 20 25 30 використовуючи прес короткого циклу при тиску 40 кг/см протягом 25 секунд і температурі поверхні 160°C. Притискна плита являла собою глибоко структуровану плиту з частинами, що мають глибину 0,7 мм. Отриманий виріб мав багатошарову поверхню, у якої стійкість до стирання відповідала вимогам АС3 згідно зі способом дослідження по стандарту EN13329:2006 (E). Зовнішній вигляд поверхні був досить хорошим, оскільки не були видимими волокна в захисному шарі, і був відсутній тріщини покривної паперу в частинах поверхні, що мають глибоке тиснення. Приклад 5. Безпаперова будівельна панель, що має глибоке тиснення, із захисним шаром згідно з варіантом здійснення даного винаходу 2 Пресували 150 г/м захисного шару, що включає однорідну суміш оброблених волокон, 2 порошку меламінових смол і частинок оксиду алюмінію, розсіяну зверху 150 г/м декоративного шару, що включає однорідну суміш оброблених волокон, порошку меламінових смол і частинок 2 оксиду алюмінію, розсіяну зверху 500 г/м другого декоративного шару, що включає однорідну суміш оброблених волокон, порошку меламінових смол, частинки пігменту і частинки оксиду 2 алюмінію, використовуючи прес короткого циклу при тиску 40 кг/см протягом 25 секунд і температурі поверхні 160°C. Притискна плита являла собою глибоко структуровану плиту з частинами, що мають глибину 0,7 мм. Отриманий виріб являв собою глибоко структурований безпаперовий багатошаровий матеріал, у якого стійкість до стирання відповідало вимогам АС6 згідно зі способом дослідження по стандарту EN13329:2006 (E). Вихідний зовнішній вигляд поверхні був чудовим, оскільки захисний шар захищає поверхню від мікроподряпин, які звичайно надають виробам зовнішнього вигляду раннього зношення. Приклад 6. Дерев'яна панель із захисним шаром згідно з варіантом здійснення даного винаходу 2 На відшліфовану наждачним папером дерев'яну панель розсіювали 150 г/м захисного шару, що включає однорідну суміш оброблених волокон, порошку меламінових смол і частинок 2 оксиду алюмінію. Виріб пресували притиску 20 бар (20,4 кг/см ) протягом 30 секунд при 160°C, використовуючи гладку блискучу притискну плиту. Отриманий виріб являв собою чистий блискучий дерев'яний виріб, що має чудову стійкість до хімічного впливу і стирання. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб виготовлення будівельної панелі, який включає наступні стадії, на яких здійснюють: - нанесення декоративного шару на носій; - нанесення сухого порошкового шару, що включає суміш оброблених деревних волокон, зв'язувального матеріалу і зносостійких частинок, на декоративний шар; і - отвердження суміші при впливі нагрівання і тиску для отримання декоративного поверхневого шару (1), що включає прозорий зносостійкий шар. 2. Спосіб за п. 1, в якому панель являє собою підлогову панель. 3. Спосіб за п. 1 або 2, в якому носій являє собою плиту на деревній основі, переважно деревоволокнисту плиту високої щільності або середньої щільності. 4. Спосіб за будь-яким з попередніх пунктів, в якому зносостійкі частинки являють собою оксид алюмінію. 5. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар являє собою друкарський папір. 6. Спосіб за будь-яким з попередніх пунктів, в якому на стадії отвердження здійснюють притискання суміші до рельєфної матриці. 7. Спосіб за п. 6, в якому притискання до рельєфної матриці створює глибину тиснення, яка перевершує товщину декоративного шару. 8. Спосіб за п. 6, в якому притискання до рельєфної матриці створює глибину тиснення, що перевищує сумарну товщину декоративного шару і прозорого зносостійкого шару. 9. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар включає прозоре покриття на паперовій основі, що включає оксид алюмінію. 10. Спосіб за будь-яким з попередніх пунктів, в якому декоративний шар включає прозоре покриття на паперовій основі, що включає оксид алюмінію, нанесений зверху сухого порошкового шару, що лежить нижче, причому сухий порошковий шар, що лежить нижче, включає деревні волокна і зв'язувальний матеріал. 11. Спосіб за будь-яким з попередніх пунктів, в якому розмір всіх оброблених деревних волокон складає менше ніж 1,0 мм. 7 UA 107489 C2 5 10 15 20 25 12. Спосіб за будь-яким з попередніх пунктів, в якому розмір всіх оброблених деревних волокон складає менше ніж 0,5 мм. 13. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання і тиск застосовують протягом 5200 секунд. 14. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання і тиск застосовують протягом 530 секунд. 15. Спосіб за будь-яким з попередніх пунктів, в якому нагрівання застосовують при температурі в інтервалі від приблизно 140 °C до приблизно 200 °C, переважно в інтервалі від приблизно 160 °C до приблизно 180 °C. 16. Спосіб за будь-яким з попередніх пунктів, в якому тиск застосовують в інтервалі від 2 2 приблизно 20 до приблизно 60 кг/см , переважно він становить приблизно 40 кг/см . 17. Спосіб за будь-яким з попередніх пунктів, в якому товщина прозорого поверхневого шару перевищує товщину декоративного шару. 18. Спосіб за будь-яким з попередніх пунктів, в якому декоративний поверхневий шар є тисненим, і товщина прозорого поверхневого шару змінюється таким чином, що товщина верхньої частини перевищує товщину нижньої частини. 19. Спосіб виготовлення будівельної панелі, який включає наступні стадії, на яких здійснюють: - нанесення декоративного шару на носій; - нанесення сухого порошкового шару, що включає суміш термопластного матеріалу і зносостійких частинок, на декоративний шар; і - вплив нагрівання і тиску на порошковий шар для отримання декоративного поверхневого шару, що включає прозорий зносостійкий шар. 20. Спосіб за п. 19, в якому зносостійкі частинки включають оксид алюмінію і/або діоксид кремнію. 21. Спосіб за п. 20, в якому суміш включає оброблені деревні волокна. 8 UA 107489 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder overlay
Автори англійськоюPervan, Darko, Ziegler, Goran
Автори російськоюПерван Дарко, Зиеглер Йеран
МПК / Мітки
МПК: B32B 37/24, E04C 2/24, E04F 15/22, B27N 7/00, B32B 21/00, B32B 5/16, B44C 5/04, B32B 38/06, E04F 15/10
Мітки: варіанти, спосіб, будівельної, виготовлення, панелі
Код посилання
<a href="https://ua.patents.su/11-107489-sposib-vigotovlennya-budivelno-paneli-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення будівельної панелі (варіанти)</a>
Спосіб виготовлення будівельної панелі (варіанти) та будівельна панель
Номер патенту: 106109
Опубліковано: 25.07.2014
Автори: Ліндгрен Кент, Зієглер Йєран
МПК: E04C 2/24, B32B 21/00, B32B 38/14, E04F 15/02, B44C 5/04
Мітки: варіанти, панель, спосіб, будівельної, виготовлення, будівельна, панелі
Формула / Реферат:
1. Спосіб виготовлення будівельної панелі, що має структуровану поверхню, конструкція якої включає зміну кольору (3) згідно зі структурованою поверхнею (2), причому спосіб включає стадії, на яких:наносять шар, що включає суміш волокон, зв'язувального матеріалу, зносостійких частинок, переважно оксиду алюмінію, і забарвлювальної речовини, переважно кольорових пігментів, на носій, при цьому суміш є текучою при нагріванні і...
Пристрій (варіанти) та спосіб автоматичного виготовлення будівельної панелі з листового матеріалу
Номер патенту: 44244
Опубліковано: 15.02.2002
Автор: Морелло Фредерік
МПК: B21D 13/00, B21D 53/00, B21D 7/00
Мітки: автоматичного, будівельної, варіанти, панелі, спосіб, пристрій, виготовлення, матеріалу, листового
Формула / Реферат:
1. Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с частью панели, выполненной изогнутой, содержащее панелеформовочную машину для формования листового материала в прямую панель со средней и боковыми, "бортовыми", частями, средство для измерения длины панели, выходящей из панелеформующей машины, средство для управления подачей листового материала в панелеформовочную машину, в...
Ізоляційна панель для будівельної споруди, спосіб і пристрій для виготовлення такої ізоляційної панелі
Номер патенту: 99376
Опубліковано: 10.08.2012
Автори: Торстед Міхель А., Бегескоу Хенрік, Хессельхольт Петер
МПК: E04B 1/26, E04B 7/22, E04B 2/74
Мітки: ізоляційної, пристрій, спосіб, панель, виготовлення, будівельної, ізоляційна, такої, панелі, споруди
Формула / Реферат:
1. Ізоляційна панель для установки між сполучними профілями, зокрема двотавровими (І) або широкополицевими двотавровими (Н) профілями, як елемент ізоляційної системи будівельної споруди в зовнішній будівельній конструкції, зокрема в стіні або дахові, або у внутрішній будівельній конструкції, наприклад стіні, стелі або підлозі, що містить:по суті паралельні першу і другу головні площини, а між ними - по суті паралельні і протилежно...
Пристрій для виготовлення будівельної панелі з використанням вторинних матеріалів
Номер патенту: 92533
Опубліковано: 26.08.2014
Автори: Ткачук Станіслав Іванович, Мелентьєв Олег Борисович, Побірченко Наталія Семенівна, Коберник Олександр Миколайович
МПК: E04C 2/00
Мітки: виготовлення, вторинних, панелі, використанням, матеріалів, пристрій, будівельної
Формула / Реферат:
Пристрій для виготовлення будівельної панелі, що являє собою короб і складається з днища, бортів, який відрізняється тим, що має фіксатори і різьбові отвори в бортах пристрою для їх утримання під час виготовлення будівельної панелі, яка складається з зигзагоподібно вигнутих труб, зварених арматурним прутом, розміщених з зазором до бортів та днища на опорах, залита в пристрої композицією з гумового грануляту, щебеню, піску, цементу та...
Пристрій і спосіб для пресування краю будівельної панелі і будівельна панель з пресованими краями
Номер патенту: 97649
Опубліковано: 12.03.2012
Автори: Якобссон Ян, Вінгард Петер
МПК: E04F 15/02, B27M 3/04
Мітки: будівельна, пристрій, пресування, краями, пресованими, будівельної, панелі, краю, спосіб, панель
Формула / Реферат:
1. Пристрій для виробництва будівельних панелей (1, 2) з пресованим закругленим краєм (10), який містить нагрівальний пристрій, призначений для нагрівання краю будівельної панелі, і пресувальний елемент (9), призначений для стиснення ядра (3) будівельної панелі по її краю, який відрізняється тим, що він містить пристрій для змащування (41), який подає мастильну домішку в зону пресування, причому поверхня пресуючого елемента шліфована і...
Попередній патент: Спосіб миття коренеплодів і машина для його здійснення
Наступний патент: Tnf-a-зв’язувальний білок
Випадковий патент: Опорний пристрій для обертального барабана і обертальний барабан