Спосіб і пристрій для комбінованої ливарно-прокатної установки
Номер патенту: 113315
Опубліковано: 10.01.2017
Автори: Ленгауер Томас, Вінклер Роман, Пайтл Вольфганг
Формула / Реферат
1. Спосіб для виготовлення гарячекатаної продукції в комбінованій ливарно-прокатній установці (1), причому при безперервному режимі роботи заготовка безперервного вихідного матеріалу (3), яка має поперечний переріз сляба або тонкого сляба, після свого повного твердіння, будучи нерозрізаною, проходить через пристрій (6) для розрізання і відведення по рольгангу (4) у напрямі (7) подачі, потім заготовка у чистовому прокатному стані (14) піддається гарячому прокатуванню, потім охолоджується, розрізається і складується, який відрізняється тим, що для подолання зупинки виробничого процесу в тій частині установки, яка слідує за пристроєм (6) для розрізання і відведення, у пристрої (6) для розрізання і відведення здійснюються такі етапи способу:
- а) відрізання ножицями (9) відрізку (21) заготовки від вихідного матеріалу (3), що виготовляється безперервно;
- b) затиск відрізку (21) заготовки затискним пристроєм (23);
- с) піднімання задньої частини відрізку (21) заготовки з рольганга (4) за допомогою підіймального пристрою (11), внаслідок чого кінець відрізку (21) заготовки відтягується у напрямі (7) подачі від ножиць (9);
- d) відрізання ножицями (9) відрізку (10) вихідного матеріалу від вихідного матеріалу (3), що проходить через ножиці (9);
- е) відведення відрізку (10) вихідного матеріалу з рольганга (4) за допомогою відвідного пристрою (8) і видалення відрізку (21) заготовки до відновлення експлуатаційної готовності комбінованої установки (1).
2. Спосіб за п. 1, який відрізняється тим, що на етапі затискання пара протилежних один до одного роликів (20) притискається до відрізку (21) заготовки за допомогою привідного пристрою (28).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що етап піднімання задньої частини відрізку (21) заготовки здійснюється у вертикальному напрямі за допомогою підіймальної балки (27).
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що на етапі відрізання ножиці (9) ріжуть вихідний матеріал (3), що проходить, на відрізки (10) вихідного матеріалу з довжиною від 8 до 14 м.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що на етапі відведення відрізок (10) вихідного матеріалу зрушується у напрямі, який проходить впоперек напряму (7).
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що на етапі видалення відрізок (21) заготовки піднімається у вертикальному напрямі за допомогою підіймального крану (22).
7. Комбінована ливарно-прокатна установка (1) для виготовлення гарячекатаної продукції, яка включає:
- машину (2) для безперервного лиття заготовки безперервного вихідного матеріалу (3), що має поперечний переріз сляба або тонкого сляба; далі
- пристрій (6) для розрізання і відведення, який включає ножиці (9) для відрізання від вихідного матеріалу (3) відрізку (21) заготовки або відрізку (10) вихідного матеріалу, підіймальний пристрій (11) для піднімання задньої частини відрізку (21) заготовки і відвідний пристрій (8) для відведення відрізку (10) вихідного матеріалу; далі
- чистовий прокатний стан (14); далі
- ділянку (15) охолодження; і далі
- накопичувальний пристрій (17), яка відрізняється тим, що пристрій (6) для розрізання і відведення додатково включає затискний пристрій (23) для затиску відрізку (21) заготовки, причому затискний пристрій (23) розташований у напрямі (7) подачі за підіймальним пристроєм (11).
8. Установка за п. 7, яка відрізняється тим, що затискний пристрій (23) має привідний пристрій (28) і в площині перпендикулярній напряму (7) подачі включає два ролики (20), причому щонайменше один ролик (20) може притискатися до відрізку (21) заготовки за допомогою привідного пристрою (28).
9. Установка за п. 8, яка відрізняється тим, що привідний пристрій (28) є гідравлічним циліндром.
10. Установка за будь-яким із пп. 7-9, яка відрізняється тим, що підіймальний пристрій (11) включає щонайменше один підіймальний циліндр (24) і щонайменше одну вирівняну впоперек напряму (7) подачі підіймальну балку (27), причому підіймальна балка (27) за допомогою підіймального циліндра (24) може підніматися і знову опускатися у вертикальному напрямі.
11. Установка за будь-яким із пп. 7-10, яка відрізняється тим, що відвідний пристрій (8) включає щонайменше один зрушувальний циліндр (25), причому відрізок (10) вихідного матеріалу за допомогою зрушувального циліндра (25) може зрушуватися з рольганга (4) у напрямі, який проходить впоперек напряму подачі.
12. Установка за будь-яким із пп. 7-11, яка відрізняється тим, що у напрямі (7) подачі підіймальний пристрій (11) розташований між двома відвідними пристроями (8), або один відвідний пристрій (8) розташований між двома підіймальними пристроями (11).
13. Установка за будь-яким із пп. 9-12, яка відрізняється тим, що підіймальний пристрій (11) в опущеному стані і відвідний пристрій (8, 8а, 8b) розташовані в одній області рольганга (4) між ножицями (9) і затискним пристроєм (23).
14. Установка за будь-яким і з пп. 9-13, яка відрізняється тим, що між двома слідуючими у напрямі (7) подачі роликами (20) розташований підіймальний пристрій (11) і відвідний пристрій (8).
Текст
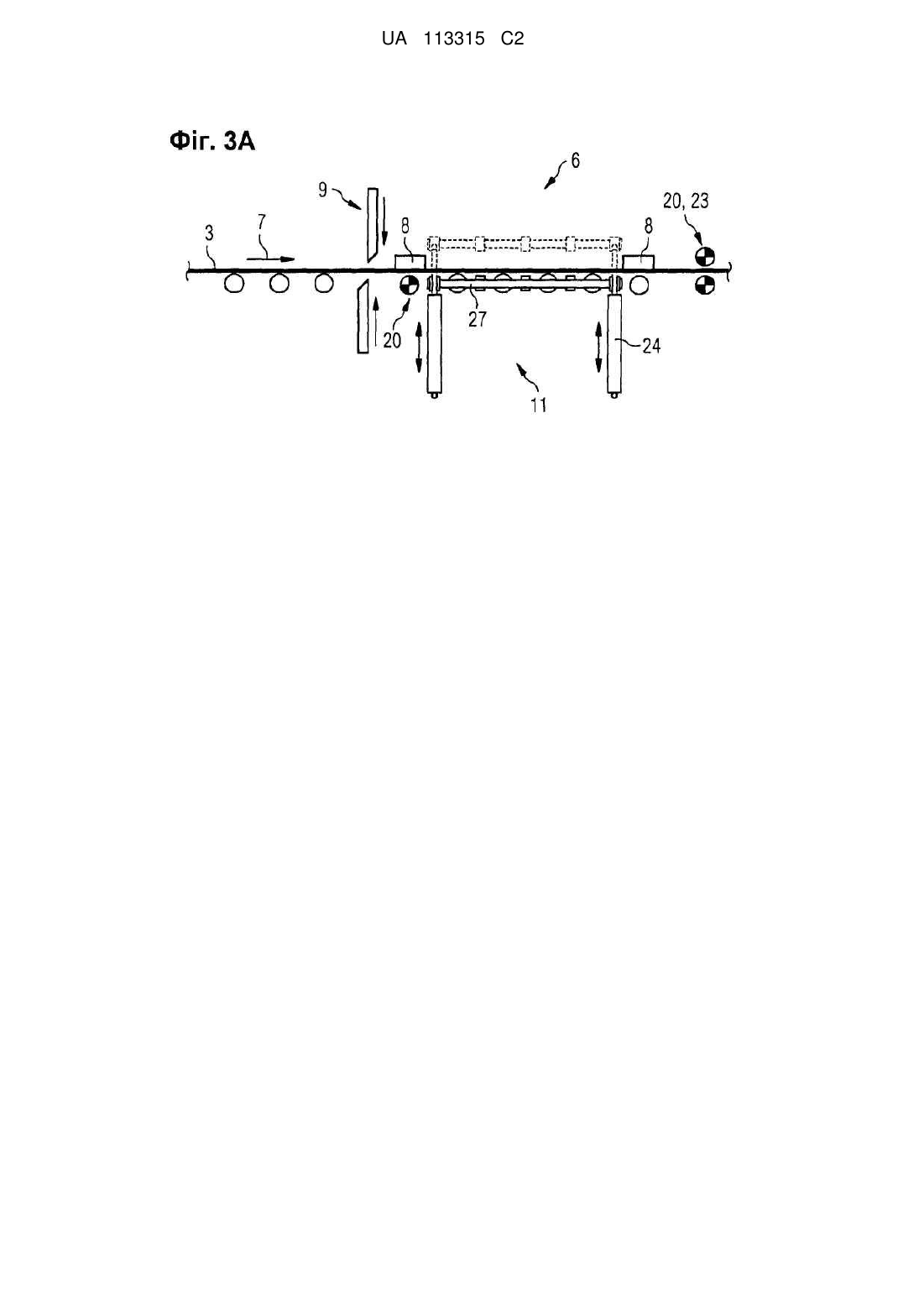
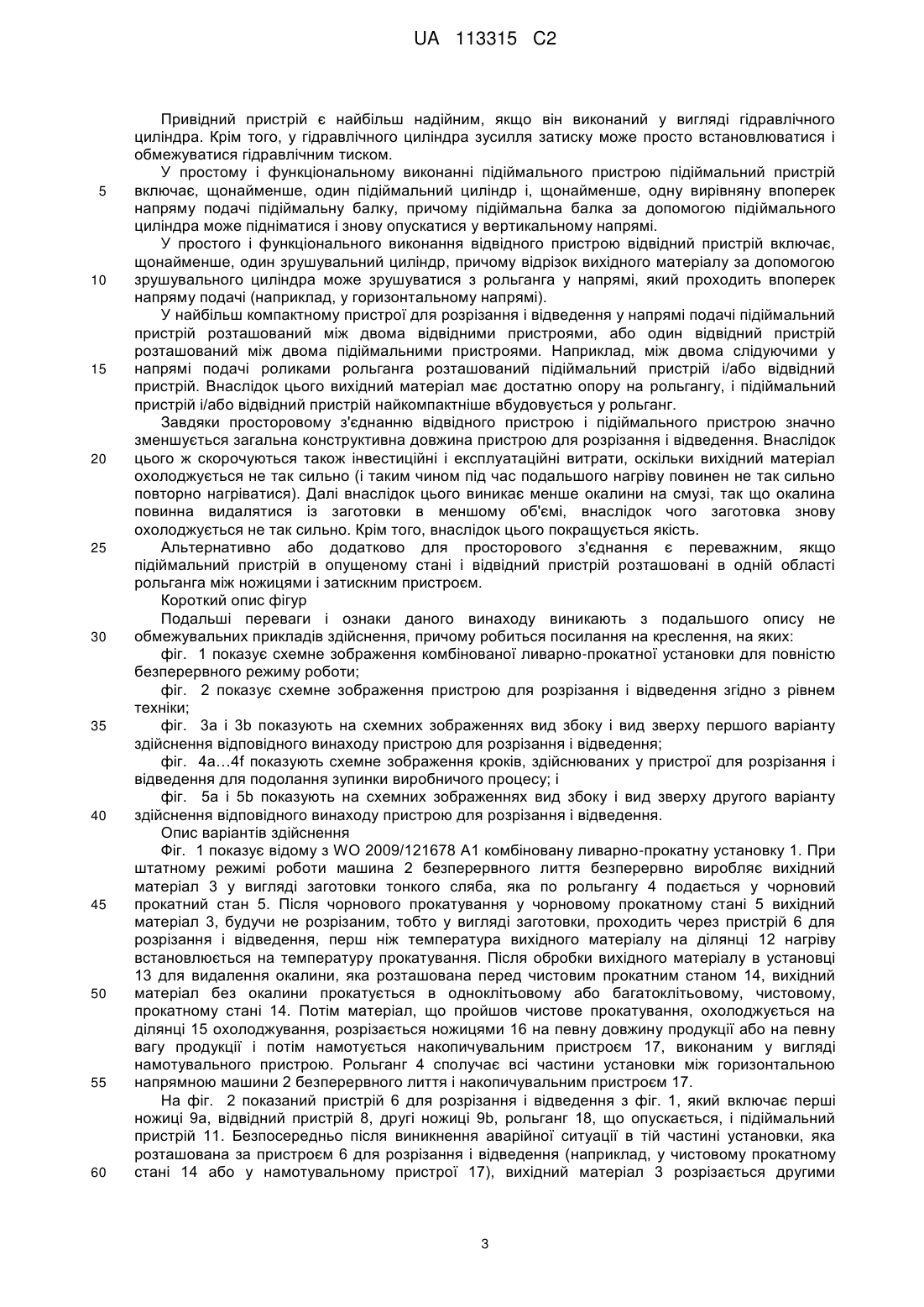
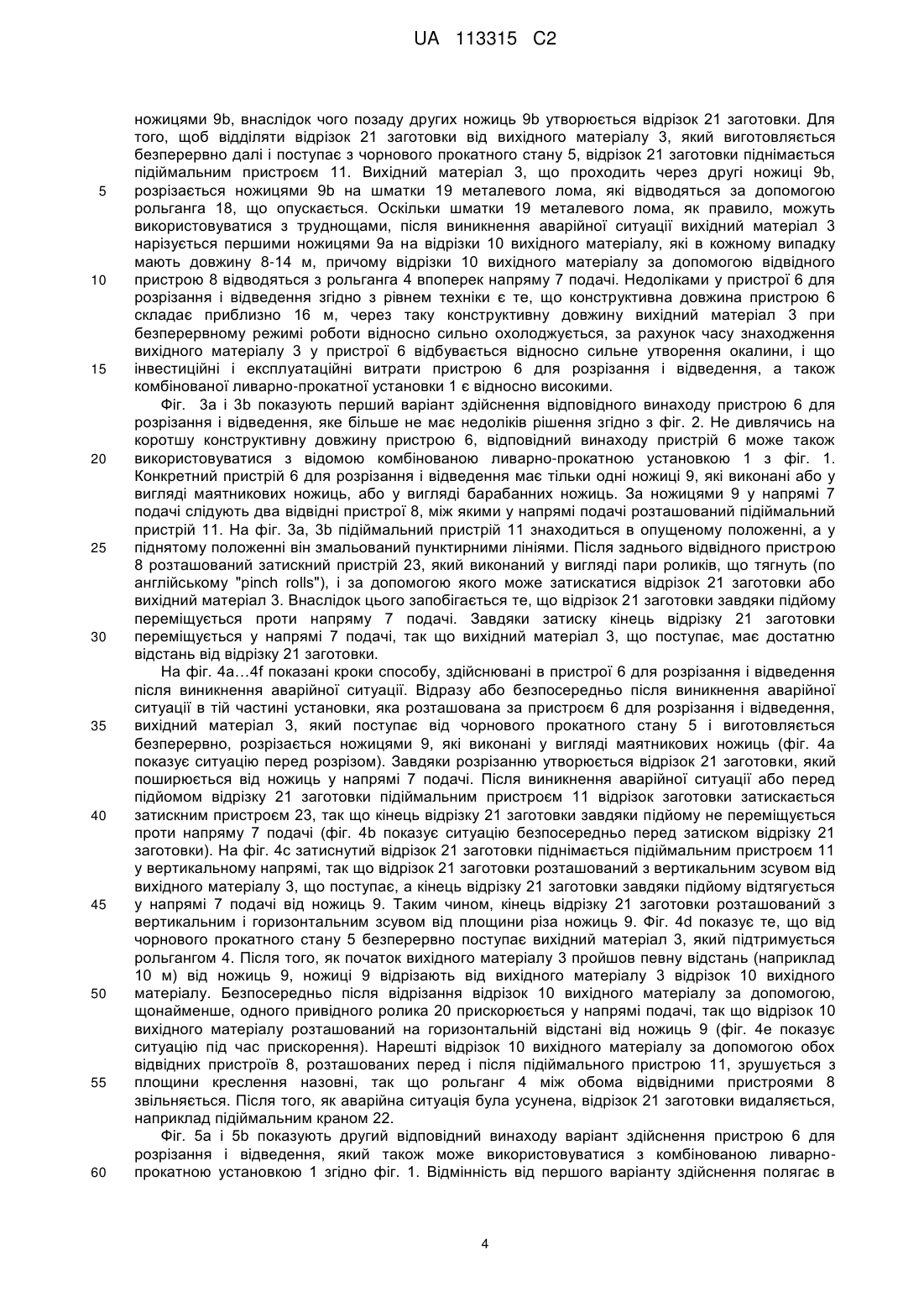
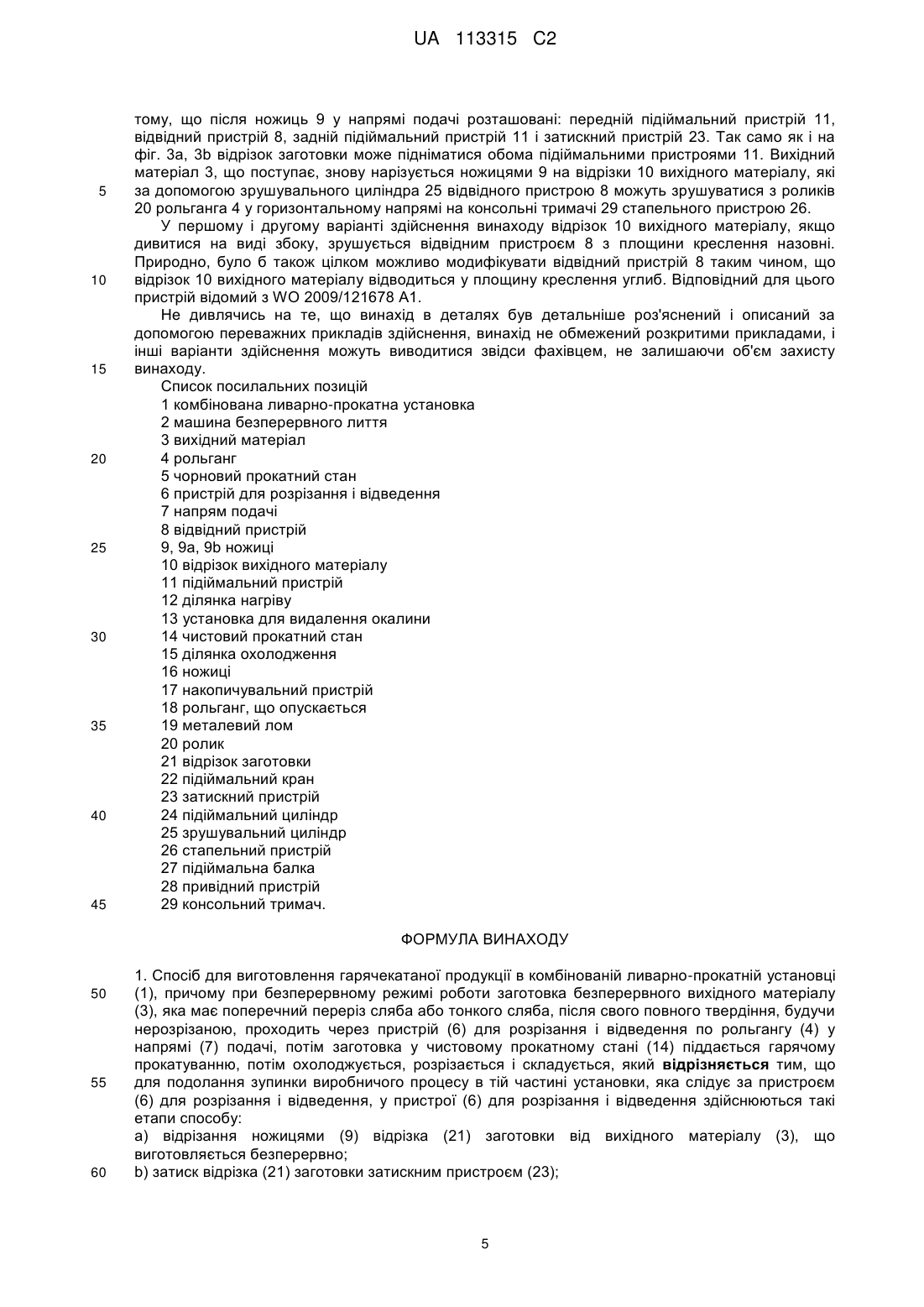
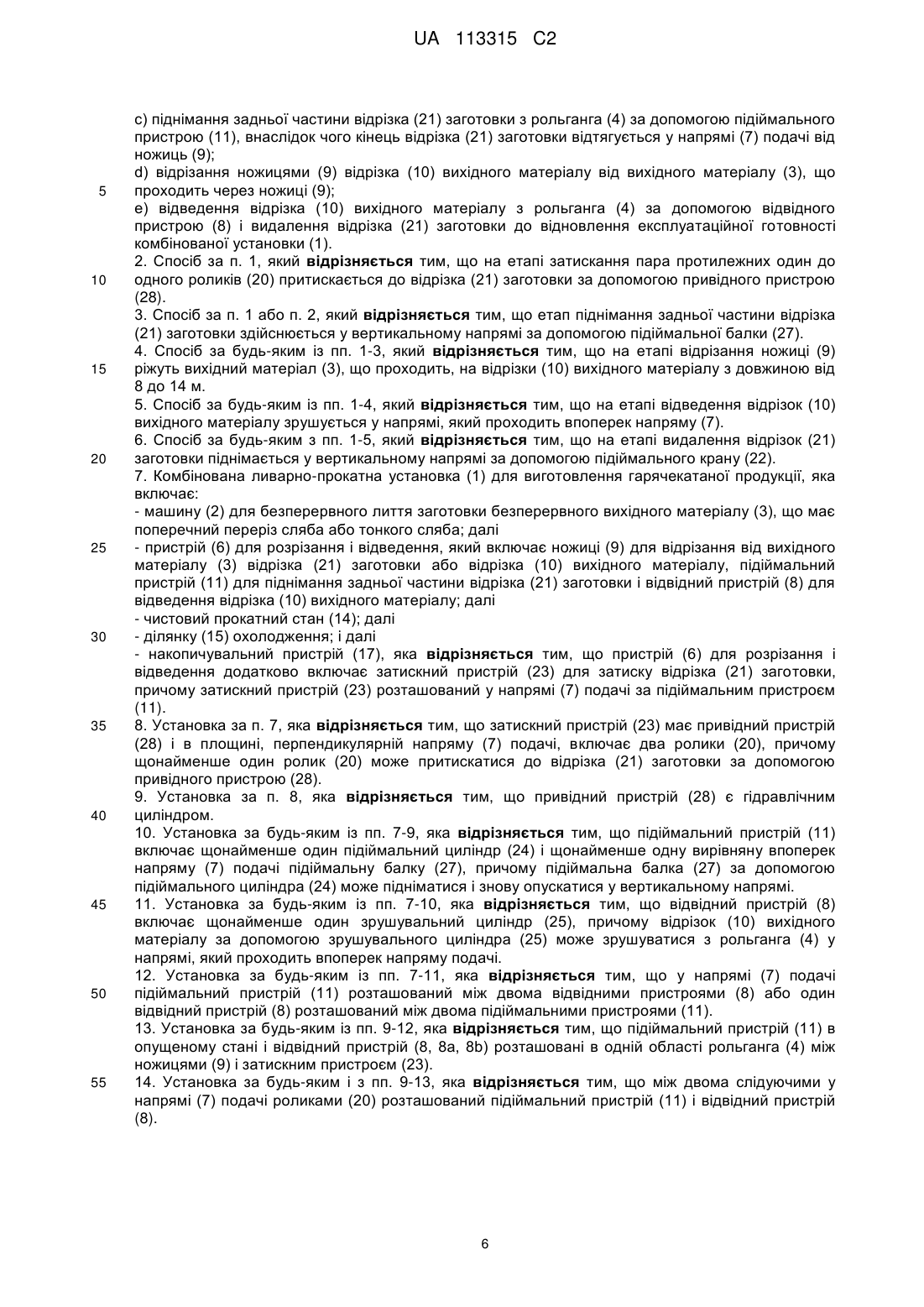
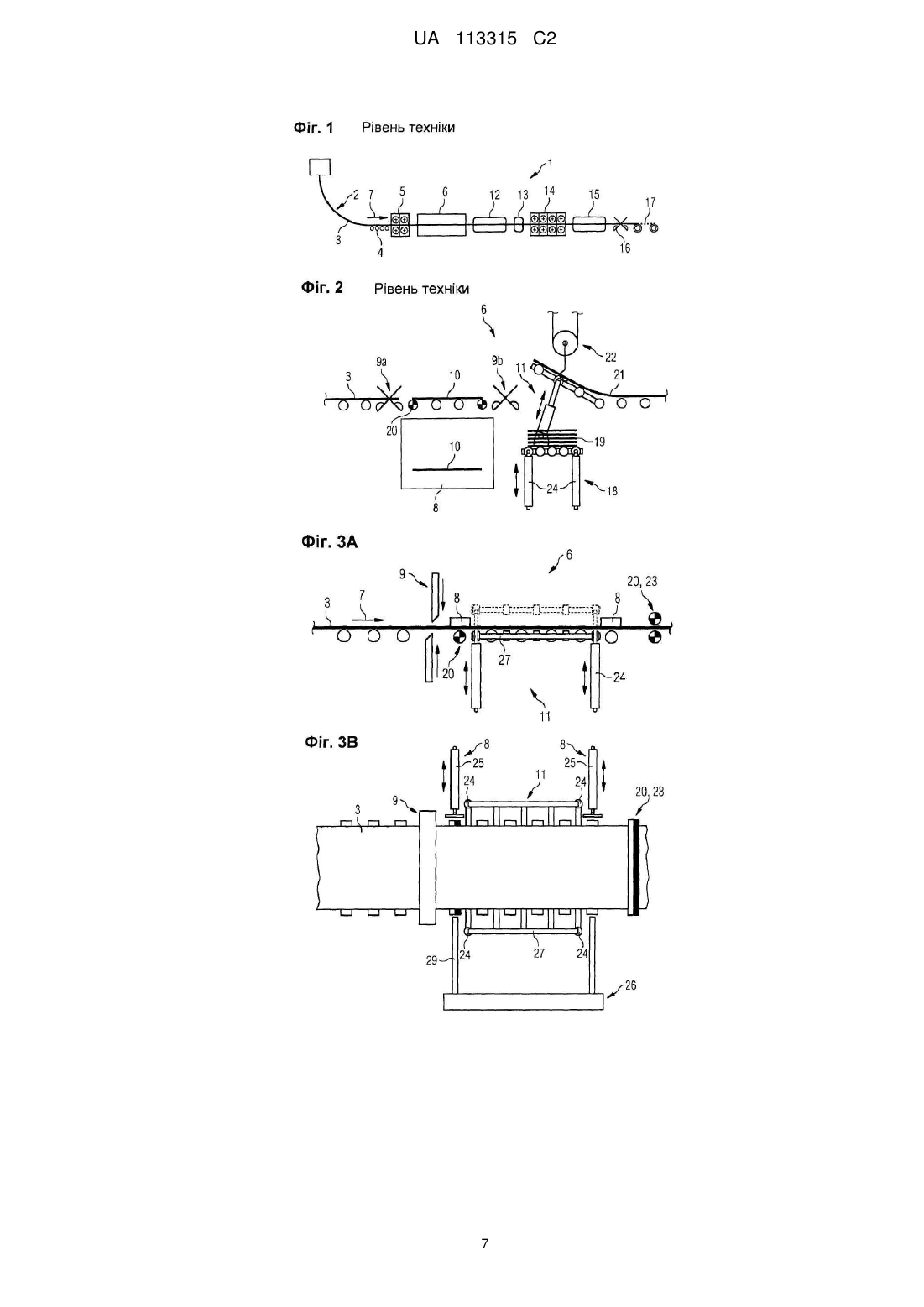
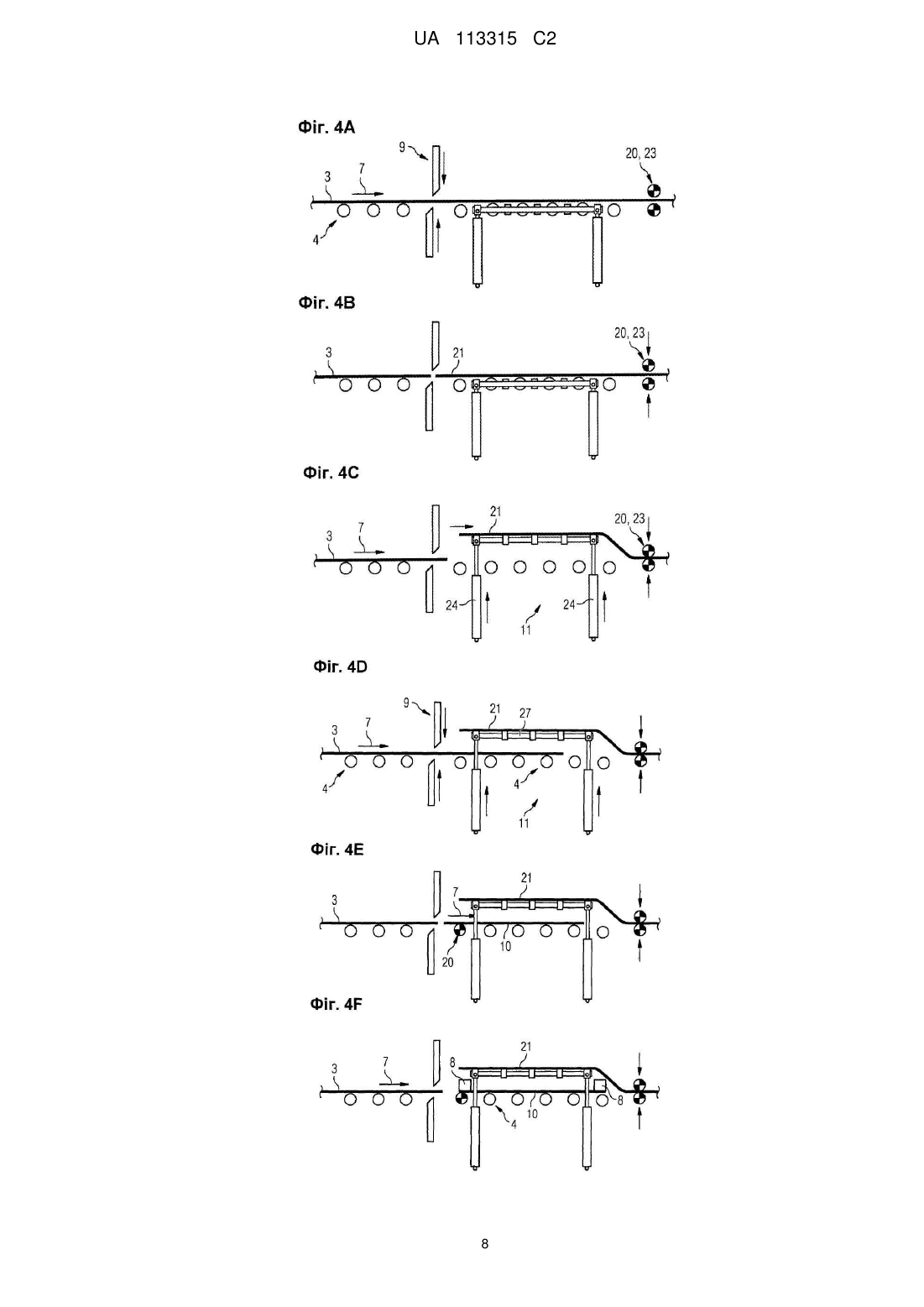
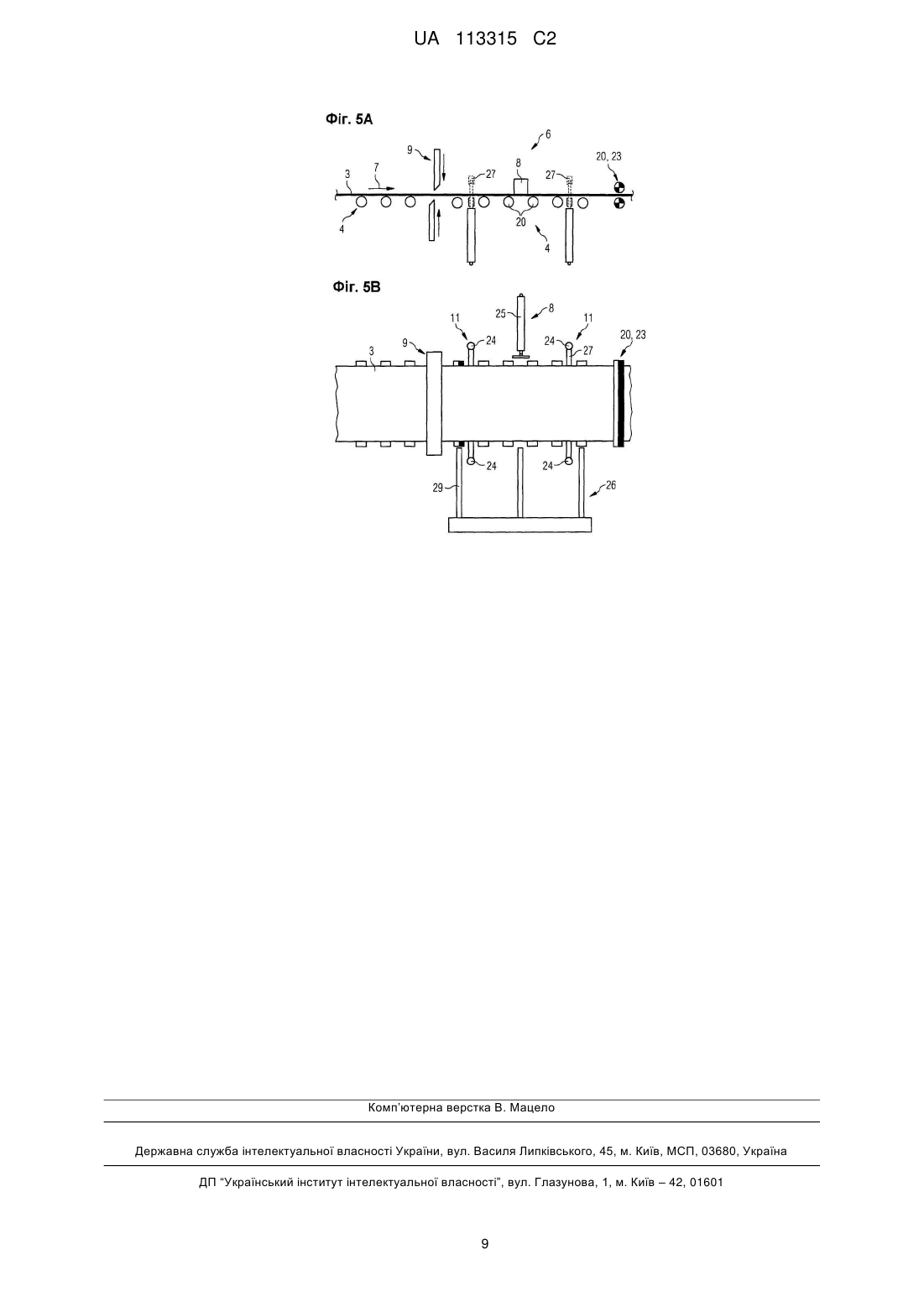
Реферат: Винахід стосується способу і пристрою для виготовлення гарячекатаної продукції в комбінованій ливарно-прокатній установці (1). Задача винаходу полягає у наданні надійного при аварії способу і компактної комбінованої установки (1), за допомогою яких може зменшуватися загальна довжина пристрою (6) для розрізання і відведення, і можуть скорочуватися інвестиційні і експлуатаційні витрати комбінованої установки (1). Ця задача вирішується внаслідок того, що для подолання зупинки виробничого процесу в тій частині установки, яка слідує за пристроєм (6) для розрізання і відведення, у пристрої (6) для розрізання і відведення здійснюються такі етапи способу: а) відрізання ножицями (9) відрізку (21) заготовки від вихідного матеріалу (3), що виготовляється безперервно; b) затискання відрізку (21) заготовки затискним пристроєм (23); с) піднімання задньої частини відрізку (21) заготовки з рольганга (4) за допомогою підіймального пристрою (11), внаслідок чого кінець відрізку (21) заготовки відтягується у напрямі (7) подачі від ножиць (9); d) відрізання ножицями (9) від вихідного матеріалу (3) відрізку (10) вихідного матеріалу, що проходить через ножиці (9); є) відведення відрізку (10) вихідного матеріалу з рольганга (4) за допомогою відвідного пристрою (8) і видалення відрізку (21) заготовки до відновлення експлуатаційної готовності комбінованої установки (1). UA 113315 C2 (12) UA 113315 C2 UA 113315 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується способу і пристрою для виготовлення гарячекатаної продукції в комбінованій ливарно-прокатній установці. З одного боку винахід стосується способу для виготовлення гарячекатаної продукції в комбінованій ливарно-прокатній установці, причому при безперервному режимі роботи заготовка безперервно литого вихідного матеріалу, що має поперечний переріз сляба або тонкого сляба, після свого повного твердіння, і є не розрізаною, тобто у вигляді заготовки, проходить через пристрій для розрізання і відведення по рольгангу у напрямі подачі, потім заготовка у чистовому прокатному стані піддається гарячому прокатуванню, потім охолоджується, розрізається і складується. З іншого боку винахід стосується комбінованої ливарно-прокатної установки для виготовлення гарячекатаної продукції, яка включає: - машину для безперервного лиття заготовки безперервного вихідного матеріалу, що має поперечний переріз сляба або тонкого сляба; далі - пристрій для розрізання і відведення, який включає ножиці для відрізання від вихідного матеріалу відрізку заготовки або відрізку вихідного матеріалу, підіймальний пристрій для піднімання задньої частини відрізку заготовки і відвідний пристрій для відведення відрізку вихідного матеріалу; далі - чистовий прокатний стан; далі - ділянку охолодження; і далі - накопичувальний пристрій. Рівень техніки З тексту WO 2009/121678 A1 заявника відомий спосіб і так званий пристрій для розрізання і відведення для комбінованої ливарно-прокатної установки, за допомогою яких можливо долати аварійну ситуацію в частині установки за пристроєм для розрізання і відведення, без того щоб при цьому повинен був би перериватися процес лиття в машині безперервного лиття. Внаслідок цього істотно підвищується експлуатаційна надійність установки. Конкретний пристрій для розрізання і відведення має двоє ножиць і розташований між ножицями відвідний пристрій, так що вихідний матеріал, що виготовляється безперервно, може при аварії відводитися у вигляді відрізку вихідного матеріалу. Для того, щоб запобігати при аварії зіткненню між вихідним матеріалом, що виготовляється безперервно, і матеріалом у комбінованій ливарно-прокатній установці, після задніх ножиць розташований підіймальний пристрій. Не дивлячись на те, що це рішення виявилося дуже ефективним на практиці, воно має той недолік, що пристрій для розрізання і відведення у сукупності має конструктивну довжину приблизно 15 м. Заготовка, обумовлена великою конструктивною довжиною, на шляху до чистового прокатного стану охолоджується сильніше, на смузі виникає більше окалини, і збільшуються інвестиційні (на англійському CAPEX) і експлуатаційні (на англійському OPEX) витрати. Як при порівняно високій експлуатаційній надійності може зменшуватися конструктивна довжина пристрою для розрізання і відведення, і можуть скорочуватися інвестиційні і експлуатаційні витрати комбінованої ливарно-прокатної установки, в цьому тексті не вказується. Опис винаходу Задача винаходу - у подоланні недоліків рівня техніки і у наданні надійного при аварії способу і компактної комбінованої ливарно-прокатної установки, за допомогою яких: - може долатися аварійна ситуація в частині установки за пристроєм для розрізання і відведення, без того щоб при цьому повинен був би перериватися безперервний процес лиття в машині безперервного лиття, - може зменшуватися загальна довжина пристрою для розрізання і відведення, і - можуть скорочуватися інвестиційні і експлуатаційні витрати комбінованої ливарнопрокатної установки. Ця задача вирішується за допомогою згаданого на початку способу внаслідок того, що для подолання зупинки виробничого процесу в тій частині установки, яка слідує за пристроєм для розрізання і відведення, у пристрої для розрізання і відведення здійснюються такі кроки способу: - а) відрізання ножицями відрізку заготовки від вихідного матеріалу, що безперервно виготовляється; - b) затискання відрізку заготовки затискним пристроєм; - c) піднімання задньої частини відрізку заготовки з рольганга за допомогою підіймального пристрою, внаслідок чого кінець відрізку заготовки відтягується у напрямі подачі від ножиць; - d) відрізання ножицями від вихідного матеріалу, що проходить через ножиці, відрізку вихідного матеріалу; 1 UA 113315 C2 5 10 15 20 25 30 35 40 45 50 55 - e) відведення відрізку вихідного матеріалу з рольганга за допомогою відвідного пристрою і видалення відрізку заготовки до відновлення експлуатаційної готовності комбінованої ливарнопрокатної установки. Безпосередньо після того, як виникла аварійна ситуація в тій частині установки, яка розташована за пристроєм для розрізання і відведення (наприклад, в одноклітьовому або багатоклітьовому, чистовому, прокатному стані), вихідний матеріал (як правило, із сталі), який виготовляється безперервно машиною безперервного лиття, наприклад для поперечного перерізу сляба або тонкого сляба, або який поступає від чорнового прокатного стану заздалегідь прокатаний, розрізається ножицями. Завдяки цьому розрізанню утворюється відрізок заготовки, який поширюється від ножиць у напрямі подачі. Відрізок заготовки затискається затискним пристроєм, який у напрямі подачі розташований після ножиць, після підіймального пристрою і після відвідного пристрою, проте ще перед чистовим прокатним станом, так що кінець відрізку заготовки завдяки безпосередньо подальшому підйому задньої частини відрізку заготовки відтягується від ножиць, тобто переміщується у напрямі подачі. Завдяки підйому відрізку заготовки не лише звільняється рольганг, який узгоджений з відвідним пристроєм, але і кінець відрізку заготовки переміщується у напрямі подачі. Таким чином, ці кроки є причиною того, що у пристрої для розрізання і відведення звільняється рольганг, і що кінець відрізку заготовки розташований на відстані від вихідного матеріалу, що виготовляється і далі безперервно. Таким чином, процес лиття в машині безперервного лиття не повинен перериватися при аварії. Потім вихідний матеріал, що виготовляється далі, нарізується ножицями на відрізки вихідного матеріалу, так що ці відрізки вихідного матеріалу можуть відводитися і при необхідності подаватися для використання в гарячепрокатному стані. Нарешті, піднятий відрізок заготовки повинен видалятися до відновлення експлуатаційної готовності комбінованої ливарно-прокатної установки. Для того, щоб на масляній або маслянистій поверхні відрізку заготовки також забезпечувати надійний при експлуатації затиск, переважно, якщо при затиску, щонайменше, одна пара протилежних одна одній напрямних смуги роликів притискається до відрізку заготовки за допомогою привідного пристрою. Переважно, якщо підйом задньої частини відрізку заготовки здійснюється у вертикальному напрямі за допомогою, як правило, горизонтальної, підіймальної балки. Внаслідок цього розташований нижче рольганг швидко звільняється. При цьому підіймальна балка в піднятому положенні може проходити, наприклад, в горизонтальному напрямі або з нахилом. Для того, щоб робити можливим використання вихідного матеріалу, що виготовляється безперервно, у звичайних гарячепрокатних станах, переважно, якщо ножиці ріжуть вихідний матеріал, що проходить через ножиці, на відрізки вихідного матеріалу з довжиною від 8 до 14 м. Альтернативно для цього можливе те, що ножиці виготовляють так званий металевий лом з довжиною, як правило, приблизно 1 м. Доцільно, якщо при відведенні відрізок вихідного матеріалу зсувається з рольганга у напрямі, який проходить впоперек напряму подачі (наприклад, в горизонтальному напрямі). Внаслідок цього місце поряд з рольгангом ефективно використовується для проміжного зберігання відрізків вихідного матеріалу, наприклад за допомогою пристрою, що укладає в стопу. Крім того, доцільно відрізок заготовки при видаленні піднімати у вертикальному напрямі за допомогою підіймального крану. Згадана задача вирішується також за допомогою комбінованої ливарно-прокатної установки вказаного раніше типу, в якій пристрій для розрізання і відведення додатково включає затискний пристрій для затиску відрізку заготовки, причому затискний пристрій розташований у напрямі подачі за підіймальним пристроєм. Завдяки затискному пристрою забезпечується те, що кінець відрізку заготовки за допомогою підйому відрізку заготовки автоматично відтягується від ножиць. Внаслідок цього запобігається зіткнення між вихідним матеріалом, що поступає, і відрізком заготовки. Переважно ножиці є маятниковими ножицями або барабанними ножицями. Доцільно, якщо затискний пристрій має привідний пристрій і у площині перпендикулярній напряму подачі включає два ролики, що направляють смугу, причому ролики, що направляють смугу, можуть притискатися до відрізку заготовки за допомогою привідного пристрою. При цьому ролики, що направляють смугу, притискаються до відрізку заготовки за допомогою привідного пристрою, так що завдяки фрикційному з'єднанню між роликами, що направляють смугу, і відрізком заготовки відрізок заготовки затискається. 2 UA 113315 C2 5 10 15 20 25 30 35 40 45 50 55 60 Привідний пристрій є найбільш надійним, якщо він виконаний у вигляді гідравлічного циліндра. Крім того, у гідравлічного циліндра зусилля затиску може просто встановлюватися і обмежуватися гідравлічним тиском. У простому і функціональному виконанні підіймального пристрою підіймальний пристрій включає, щонайменше, один підіймальний циліндр і, щонайменше, одну вирівняну впоперек напряму подачі підіймальну балку, причому підіймальна балка за допомогою підіймального циліндра може підніматися і знову опускатися у вертикальному напрямі. У простого і функціонального виконання відвідного пристрою відвідний пристрій включає, щонайменше, один зрушувальний циліндр, причому відрізок вихідного матеріалу за допомогою зрушувального циліндра може зрушуватися з рольганга у напрямі, який проходить впоперек напряму подачі (наприклад, у горизонтальному напрямі). У найбільш компактному пристрої для розрізання і відведення у напрямі подачі підіймальний пристрій розташований між двома відвідними пристроями, або один відвідний пристрій розташований між двома підіймальними пристроями. Наприклад, між двома слідуючими у напрямі подачі роликами рольганга розташований підіймальний пристрій і/або відвідний пристрій. Внаслідок цього вихідний матеріал має достатню опору на рольгангу, і підіймальний пристрій і/або відвідний пристрій найкомпактніше вбудовується у рольганг. Завдяки просторовому з'єднанню відвідного пристрою і підіймального пристрою значно зменшується загальна конструктивна довжина пристрою для розрізання і відведення. Внаслідок цього ж скорочуються також інвестиційні і експлуатаційні витрати, оскільки вихідний матеріал охолоджується не так сильно (і таким чином під час подальшого нагріву повинен не так сильно повторно нагріватися). Далі внаслідок цього виникає менше окалини на смузі, так що окалина повинна видалятися із заготовки в меншому об'ємі, внаслідок чого заготовка знову охолоджується не так сильно. Крім того, внаслідок цього покращується якість. Альтернативно або додатково для просторового з'єднання є переважним, якщо підіймальний пристрій в опущеному стані і відвідний пристрій розташовані в одній області рольганга між ножицями і затискним пристроєм. Короткий опис фігур Подальші переваги і ознаки даного винаходу виникають з подальшого опису не обмежувальних прикладів здійснення, причому робиться посилання на креслення, на яких: фіг. 1 показує схемне зображення комбінованої ливарно-прокатної установки для повністю безперервного режиму роботи; фіг. 2 показує схемне зображення пристрою для розрізання і відведення згідно з рівнем техніки; фіг. 3а і 3b показують на схемних зображеннях вид збоку і вид зверху першого варіанту здійснення відповідного винаходу пристрою для розрізання і відведення; фіг. 4а…4f показують схемне зображення кроків, здійснюваних у пристрої для розрізання і відведення для подолання зупинки виробничого процесу; і фіг. 5а і 5b показують на схемних зображеннях вид збоку і вид зверху другого варіанту здійснення відповідного винаходу пристрою для розрізання і відведення. Опис варіантів здійснення Фіг. 1 показує відому з WO 2009/121678 A1 комбіновану ливарно-прокатну установку 1. При штатному режимі роботи машина 2 безперервного лиття безперервно виробляє вихідний матеріал 3 у вигляді заготовки тонкого сляба, яка по рольгангу 4 подається у чорновий прокатний стан 5. Після чорнового прокатування у чорновому прокатному стані 5 вихідний матеріал 3, будучи не розрізаним, тобто у вигляді заготовки, проходить через пристрій 6 для розрізання і відведення, перш ніж температура вихідного матеріалу на ділянці 12 нагріву встановлюється на температуру прокатування. Після обробки вихідного матеріалу в установці 13 для видалення окалини, яка розташована перед чистовим прокатним станом 14, вихідний матеріал без окалини прокатується в одноклітьовому або багатоклітьовому, чистовому, прокатному стані 14. Потім матеріал, що пройшов чистове прокатування, охолоджується на ділянці 15 охолоджування, розрізається ножицями 16 на певну довжину продукції або на певну вагу продукції і потім намотується накопичувальним пристроєм 17, виконаним у вигляді намотувального пристрою. Рольганг 4 сполучає всі частини установки між горизонтальною напрямною машини 2 безперервного лиття і накопичувальним пристроєм 17. На фіг. 2 показаний пристрій 6 для розрізання і відведення з фіг. 1, який включає перші ножиці 9а, відвідний пристрій 8, другі ножиці 9b, рольганг 18, що опускається, і підіймальний пристрій 11. Безпосередньо після виникнення аварійної ситуації в тій частині установки, яка розташована за пристроєм 6 для розрізання і відведення (наприклад, у чистовому прокатному стані 14 або у намотувальному пристрої 17), вихідний матеріал 3 розрізається другими 3 UA 113315 C2 5 10 15 20 25 30 35 40 45 50 55 60 ножицями 9b, внаслідок чого позаду других ножиць 9b утворюється відрізок 21 заготовки. Для того, щоб відділяти відрізок 21 заготовки від вихідного матеріалу 3, який виготовляється безперервно далі і поступає з чорнового прокатного стану 5, відрізок 21 заготовки піднімається підіймальним пристроєм 11. Вихідний матеріал 3, що проходить через другі ножиці 9b, розрізається ножицями 9b на шматки 19 металевого лома, які відводяться за допомогою рольганга 18, що опускається. Оскільки шматки 19 металевого лома, як правило, можуть використовуватися з труднощами, після виникнення аварійної ситуації вихідний матеріал 3 нарізується першими ножицями 9а на відрізки 10 вихідного матеріалу, які в кожному випадку мають довжину 8-14 м, причому відрізки 10 вихідного матеріалу за допомогою відвідного пристрою 8 відводяться з рольганга 4 впоперек напряму 7 подачі. Недоліками у пристрої 6 для розрізання і відведення згідно з рівнем техніки є те, що конструктивна довжина пристрою 6 складає приблизно 16 м, через таку конструктивну довжину вихідний матеріал 3 при безперервному режимі роботи відносно сильно охолоджується, за рахунок часу знаходження вихідного матеріалу 3 у пристрої 6 відбувається відносно сильне утворення окалини, і що інвестиційні і експлуатаційні витрати пристрою 6 для розрізання і відведення, а також комбінованої ливарно-прокатної установки 1 є відносно високими. Фіг. 3а і 3b показують перший варіант здійснення відповідного винаходу пристрою 6 для розрізання і відведення, яке більше не має недоліків рішення згідно з фіг. 2. Не дивлячись на коротшу конструктивну довжину пристрою 6, відповідний винаходу пристрій 6 може також використовуватися з відомою комбінованою ливарно-прокатною установкою 1 з фіг. 1. Конкретний пристрій 6 для розрізання і відведення має тільки одні ножиці 9, які виконані або у вигляді маятникових ножиць, або у вигляді барабанних ножиць. За ножицями 9 у напрямі 7 подачі слідують два відвідні пристрої 8, між якими у напрямі подачі розташований підіймальний пристрій 11. На фіг. 3а, 3b підіймальний пристрій 11 знаходиться в опущеному положенні, а у піднятому положенні він змальований пунктирними лініями. Після заднього відвідного пристрою 8 розташований затискний пристрій 23, який виконаний у вигляді пари роликів, що тягнуть (по англійському "pinch rolls"), і за допомогою якого може затискатися відрізок 21 заготовки або вихідний матеріал 3. Внаслідок цього запобігається те, що відрізок 21 заготовки завдяки підйому переміщується проти напряму 7 подачі. Завдяки затиску кінець відрізку 21 заготовки переміщується у напрямі 7 подачі, так що вихідний матеріал 3, що поступає, має достатню відстань від відрізку 21 заготовки. На фіг. 4а…4f показані кроки способу, здійснювані в пристрої 6 для розрізання і відведення після виникнення аварійної ситуації. Відразу або безпосередньо після виникнення аварійної ситуації в тій частині установки, яка розташована за пристроєм 6 для розрізання і відведення, вихідний матеріал 3, який поступає від чорнового прокатного стану 5 і виготовляється безперервно, розрізається ножицями 9, які виконані у вигляді маятникових ножиць (фіг. 4а показує ситуацію перед розрізом). Завдяки розрізанню утворюється відрізок 21 заготовки, який поширюється від ножиць у напрямі 7 подачі. Після виникнення аварійної ситуації або перед підйомом відрізку 21 заготовки підіймальним пристроєм 11 відрізок заготовки затискається затискним пристроєм 23, так що кінець відрізку 21 заготовки завдяки підйому не переміщується проти напряму 7 подачі (фіг. 4b показує ситуацію безпосередньо перед затиском відрізку 21 заготовки). На фіг. 4с затиснутий відрізок 21 заготовки піднімається підіймальним пристроєм 11 у вертикальному напрямі, так що відрізок 21 заготовки розташований з вертикальним зсувом від вихідного матеріалу 3, що поступає, а кінець відрізку 21 заготовки завдяки підйому відтягується у напрямі 7 подачі від ножиць 9. Таким чином, кінець відрізку 21 заготовки розташований з вертикальним і горизонтальним зсувом від площини різа ножиць 9. Фіг. 4d показує те, що від чорнового прокатного стану 5 безперервно поступає вихідний матеріал 3, який підтримується рольгангом 4. Після того, як початок вихідного матеріалу 3 пройшов певну відстань (наприклад 10 м) від ножиць 9, ножиці 9 відрізають від вихідного матеріалу 3 відрізок 10 вихідного матеріалу. Безпосередньо після відрізання відрізок 10 вихідного матеріалу за допомогою, щонайменше, одного привідного ролика 20 прискорюється у напрямі подачі, так що відрізок 10 вихідного матеріалу розташований на горизонтальній відстані від ножиць 9 (фіг. 4e показує ситуацію під час прискорення). Нарешті відрізок 10 вихідного матеріалу за допомогою обох відвідних пристроїв 8, розташованих перед і після підіймального пристрою 11, зрушується з площини креслення назовні, так що рольганг 4 між обома відвідними пристроями 8 звільняється. Після того, як аварійна ситуація була усунена, відрізок 21 заготовки видаляється, наприклад підіймальним краном 22. Фіг. 5а і 5b показують другий відповідний винаходу варіант здійснення пристрою 6 для розрізання і відведення, який також може використовуватися з комбінованою ливарнопрокатною установкою 1 згідно фіг. 1. Відмінність від першого варіанту здійснення полягає в 4 UA 113315 C2 5 10 15 20 25 30 35 40 45 тому, що після ножиць 9 у напрямі подачі розташовані: передній підіймальний пристрій 11, відвідний пристрій 8, задній підіймальний пристрій 11 і затискний пристрій 23. Так само як і на фіг. 3а, 3b відрізок заготовки може підніматися обома підіймальними пристроями 11. Вихідний матеріал 3, що поступає, знову нарізується ножицями 9 на відрізки 10 вихідного матеріалу, які за допомогою зрушувального циліндра 25 відвідного пристрою 8 можуть зрушуватися з роликів 20 рольганга 4 у горизонтальному напрямі на консольні тримачі 29 стапельного пристрою 26. У першому і другому варіанті здійснення винаходу відрізок 10 вихідного матеріалу, якщо дивитися на виді збоку, зрушується відвідним пристроєм 8 з площини креслення назовні. Природно, було б також цілком можливо модифікувати відвідний пристрій 8 таким чином, що відрізок 10 вихідного матеріалу відводиться у площину креслення углиб. Відповідний для цього пристрій відомий з WO 2009/121678 A1. Не дивлячись на те, що винахід в деталях був детальніше роз'яснений і описаний за допомогою переважних прикладів здійснення, винахід не обмежений розкритими прикладами, і інші варіанти здійснення можуть виводитися звідси фахівцем, не залишаючи об'єм захисту винаходу. Список посилальних позицій 1 комбінована ливарно-прокатна установка 2 машина безперервного лиття 3 вихідний матеріал 4 рольганг 5 чорновий прокатний стан 6 пристрій для розрізання і відведення 7 напрям подачі 8 відвідний пристрій 9, 9а, 9b ножиці 10 відрізок вихідного матеріалу 11 підіймальний пристрій 12 ділянка нагріву 13 установка для видалення окалини 14 чистовий прокатний стан 15 ділянка охолодження 16 ножиці 17 накопичувальний пристрій 18 рольганг, що опускається 19 металевий лом 20 ролик 21 відрізок заготовки 22 підіймальний кран 23 затискний пристрій 24 підіймальний циліндр 25 зрушувальний циліндр 26 стапельний пристрій 27 підіймальна балка 28 привідний пристрій 29 консольний тримач. ФОРМУЛА ВИНАХОДУ 50 55 60 1. Спосіб для виготовлення гарячекатаної продукції в комбінованій ливарно-прокатній установці (1), причому при безперервному режимі роботи заготовка безперервного вихідного матеріалу (3), яка має поперечний переріз сляба або тонкого сляба, після свого повного твердіння, будучи нерозрізаною, проходить через пристрій (6) для розрізання і відведення по рольгангу (4) у напрямі (7) подачі, потім заготовка у чистовому прокатному стані (14) піддається гарячому прокатуванню, потім охолоджується, розрізається і складується, який відрізняється тим, що для подолання зупинки виробничого процесу в тій частині установки, яка слідує за пристроєм (6) для розрізання і відведення, у пристрої (6) для розрізання і відведення здійснюються такі етапи способу: а) відрізання ножицями (9) відрізка (21) заготовки від вихідного матеріалу (3), що виготовляється безперервно; b) затиск відрізка (21) заготовки затискним пристроєм (23); 5 UA 113315 C2 5 10 15 20 25 30 35 40 45 50 55 с) піднімання задньої частини відрізка (21) заготовки з рольганга (4) за допомогою підіймального пристрою (11), внаслідок чого кінець відрізка (21) заготовки відтягується у напрямі (7) подачі від ножиць (9); d) відрізання ножицями (9) відрізка (10) вихідного матеріалу від вихідного матеріалу (3), що проходить через ножиці (9); е) відведення відрізка (10) вихідного матеріалу з рольганга (4) за допомогою відвідного пристрою (8) і видалення відрізка (21) заготовки до відновлення експлуатаційної готовності комбінованої установки (1). 2. Спосіб за п. 1, який відрізняється тим, що на етапі затискання пара протилежних один до одного роликів (20) притискається до відрізка (21) заготовки за допомогою привідного пристрою (28). 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що етап піднімання задньої частини відрізка (21) заготовки здійснюється у вертикальному напрямі за допомогою підіймальної балки (27). 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що на етапі відрізання ножиці (9) ріжуть вихідний матеріал (3), що проходить, на відрізки (10) вихідного матеріалу з довжиною від 8 до 14 м. 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що на етапі відведення відрізок (10) вихідного матеріалу зрушується у напрямі, який проходить впоперек напряму (7). 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що на етапі видалення відрізок (21) заготовки піднімається у вертикальному напрямі за допомогою підіймального крану (22). 7. Комбінована ливарно-прокатна установка (1) для виготовлення гарячекатаної продукції, яка включає: - машину (2) для безперервного лиття заготовки безперервного вихідного матеріалу (3), що має поперечний переріз сляба або тонкого сляба; далі - пристрій (6) для розрізання і відведення, який включає ножиці (9) для відрізання від вихідного матеріалу (3) відрізка (21) заготовки або відрізка (10) вихідного матеріалу, підіймальний пристрій (11) для піднімання задньої частини відрізка (21) заготовки і відвідний пристрій (8) для відведення відрізка (10) вихідного матеріалу; далі - чистовий прокатний стан (14); далі - ділянку (15) охолодження; і далі - накопичувальний пристрій (17), яка відрізняється тим, що пристрій (6) для розрізання і відведення додатково включає затискний пристрій (23) для затиску відрізка (21) заготовки, причому затискний пристрій (23) розташований у напрямі (7) подачі за підіймальним пристроєм (11). 8. Установка за п. 7, яка відрізняється тим, що затискний пристрій (23) має привідний пристрій (28) і в площині, перпендикулярній напряму (7) подачі, включає два ролики (20), причому щонайменше один ролик (20) може притискатися до відрізка (21) заготовки за допомогою привідного пристрою (28). 9. Установка за п. 8, яка відрізняється тим, що привідний пристрій (28) є гідравлічним циліндром. 10. Установка за будь-яким із пп. 7-9, яка відрізняється тим, що підіймальний пристрій (11) включає щонайменше один підіймальний циліндр (24) і щонайменше одну вирівняну впоперек напряму (7) подачі підіймальну балку (27), причому підіймальна балка (27) за допомогою підіймального циліндра (24) може підніматися і знову опускатися у вертикальному напрямі. 11. Установка за будь-яким із пп. 7-10, яка відрізняється тим, що відвідний пристрій (8) включає щонайменше один зрушувальний циліндр (25), причому відрізок (10) вихідного матеріалу за допомогою зрушувального циліндра (25) може зрушуватися з рольганга (4) у напрямі, який проходить впоперек напряму подачі. 12. Установка за будь-яким із пп. 7-11, яка відрізняється тим, що у напрямі (7) подачі підіймальний пристрій (11) розташований між двома відвідними пристроями (8) або один відвідний пристрій (8) розташований між двома підіймальними пристроями (11). 13. Установка за будь-яким із пп. 9-12, яка відрізняється тим, що підіймальний пристрій (11) в опущеному стані і відвідний пристрій (8, 8а, 8b) розташовані в одній області рольганга (4) між ножицями (9) і затискним пристроєм (23). 14. Установка за будь-яким і з пп. 9-13, яка відрізняється тим, що між двома слідуючими у напрямі (7) подачі роликами (20) розташований підіймальний пристрій (11) і відвідний пристрій (8). 6 UA 113315 C2 7 UA 113315 C2 8 UA 113315 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for a combined continuous casting and rolling system
Автори англійськоюPeitl, Wolfgang, Lengauer, Thomas, Winkler, Roman
Автори російськоюПайтль Вольфганг, Лэнгауэр Томас, Винклер Роман
МПК / Мітки
МПК: B21B 1/46
Мітки: ливарно-прокатної, установки, пристрій, спосіб, комбінованої
Код посилання
<a href="https://ua.patents.su/11-113315-sposib-i-pristrijj-dlya-kombinovano-livarno-prokatno-ustanovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для комбінованої ливарно-прокатної установки</a>
Спосіб та пристрій для комбінованої установки беззлиткової прокатки
Номер патенту: 101970
Опубліковано: 27.05.2013
Автори: Єше Міхаель, Пайтл Вольфганг, Шор Роберт Ендрю, Несс Даніель, Пюрінгер Хайнріх, Хоенбіхлер Геральд, Зайлінгер Алоіз
МПК: B22D 11/126, B22D 11/12, B21B 1/46
Мітки: комбінованої, прокатки, установки, беззлиткової, спосіб, пристрій
Формула / Реферат:
1. Спосіб виготовлення гарячою прокаткою виробів у комбінованій установці (1) беззлиткової прокатки, при якому смугу первинного матеріалу (3), що розливають безперервно, після остаточного застигання пропускають нерозрізаною через пристрій (6) для розрізання та відтранспортування зі швидкістю транспортування, після цього піддають прокатці на стані чистової прокатки (14), який відрізняється тим, що усуваючи переривання виробничого процесу у...
Пристрій регулювання комбінованої вітроенергетичної установки типу дар’є-савоніуса в залежності від швидкості вітру
Номер патенту: 82965
Опубліковано: 27.08.2013
Автори: Калмикова Лариса Миколаївна, Задорожний Павло Сергійович, Власюк Ірина Іванівна, Зеленков Олександр Аврамович, Дмитренко Богдан Іванович, Соченко Петро Степанович, Синєглазов Віктор Михайлович
Мітки: швидкості, дар'є-савоніуса, регулювання, вітру, залежності, типу, пристрій, установки, вітроенергетичної, комбінованої
Формула / Реферат:
1. Пристрій регулювання комбінованої вітроенергетичної установки типу Дар'є-Савоніуса в залежності від швидкості вітру, яка містить вісь обертання (1), лопаті типу Дар'є (2), лопаті типу Савоніуса (3), нижню (4а) та верхню (4б) основи кріплення, опорні ролики (5), пружини (6) кріплення лопатей Савоніуса до основи (4а), центри (7) підвищеної маси лопатей Савоніуса (3), який відрізняється тим, що основи (4а) та (4б) прикріплені до осі (1)...
Пристрій для запобігання обертанню валка прокатної кліті, встановленого в підшипниках подушок, розміщених у вікнах станини прокатної кліті
Номер патенту: 85880
Опубліковано: 10.03.2009
Автор: Денкер Вольфганг
МПК: B21B 31/00
Мітки: пристрій, обертанню, станини, запобігання, розміщених, підшипниках, валка, встановленого, прокатної, подушок, кліті, вікнах
Формула / Реферат:
1. Пристрій для запобігання обертанню встановленого в підшипниках подушок валка прокатної кліті відносно подушки (LS), який відрізняється тим, що на цапфі (WZ) валка розміщений рухомий корпус, який виконаний з можливістю переміщення в осьовому напрямі і який має плоскі ділянки (FA) поверхні, які в одному з положень корпусу спираються на жорстко з'єднані з подушкою (LS) упорні елементи.2. Пристрій за п. 1, який відрізняється тим, що...
Спосіб роботи комбінованої енергетичної установки
Номер патенту: 19903
Опубліковано: 25.12.1997
Автори: Уваричев Олександр Миколайович, Дикий Микола Олександрович
МПК: F01K 21/00
Мітки: комбінованої, установки, енергетичної, роботи, спосіб
Формула / Реферат:
Способ работы комбинированной энергетической установки, включающий сжатие воздуха в компрессоре с последующей подачей с топливом в камеру сгорания газовой турбины и в камеру сгорания парогазовой турбины с вторичной зоной, расширение в турбинах продуктов сгорания топлива с последующим охлаждением в котлах-утилизаторах, дополнительное охлаждение продуктов сгорания парогазовой турбины с конденсацией водяных паров, подачу конденсата в...
Механізм установки верхнього валка прокатної кліті
Номер патенту: 29398
Опубліковано: 10.01.2008
Автори: Любімов Михайло Ювєналійович, Володько Іван Леонідович, Нудель Юрій Аронович
МПК: B21B 31/00
Мітки: механізм, кліті, валка, установки, верхнього, прокатної
Формула / Реферат:
Механізм установки верхнього валка прокатної кліті, що містить гідроциліндр зрівноважування верхнього валка, плунжер якого пов'язаний із гвинтовою передачею натискного механізму, і електрогідравлічну систему керування гідроциліндром зрівноважування, що включає акумулятор рідини, з'єднаний з помповою установкою, зчленований системою трубопроводів із двопозиційним розподільником, який з'єднує в одній зі своїх позицій порожнину гідроциліндра...
Попередній патент: Автономний пожежний сигналізатор диму
Наступний патент: Композиція для боротьби з хворобами рослин і її застосування
Випадковий патент: Препарат для профілактики патології обміну речовин у сухостійних корів