Спосіб та пристрій для комбінованої установки беззлиткової прокатки
Номер патенту: 101970
Опубліковано: 27.05.2013
Автори: Єше Міхаель, Хоенбіхлер Геральд, Шор Роберт Ендрю, Зайлінгер Алоіз, Пайтл Вольфганг, Пюрінгер Хайнріх, Несс Даніель
Формула / Реферат
1. Спосіб виготовлення гарячою прокаткою виробів у комбінованій установці (1) беззлиткової прокатки, при якому смугу первинного матеріалу (3), що розливають безперервно, після остаточного застигання пропускають нерозрізаною через пристрій (6) для розрізання та відтранспортування зі швидкістю транспортування, після цього піддають прокатці на стані чистової прокатки (14), який відрізняється тим, що усуваючи переривання виробничого процесу у тій частині установки, яка розташована після пристрою (6) для розрізання та відтранспортування, здійснюють наступні стадії процесу:
a) відрізання відрізка (21) смуги від безперервно виготовлюваного первинного матеріалу (3) за допомогою перших ножиць (9);
b) підіймання нижньої частини відрізка (21) смуги від рольганга (4) за допомогою підйомного пристрою (11);
c) роздрібнення первинного матеріалу (3), що проходить повз перші ножиці (9), на скрапові шматки (19) за допомогою перших ножиць (9), виведення скрапових шматків (19), видалення відрізка (21) смуги протягом всього часу до відновлення робочої готовності комбінованої установки (1) беззлиткової прокатки.
2. Спосіб за п. 1, який відрізняється тим, що відрізання відрізка (21) смуги від безперервно виготовлюваного первинного матеріалу (3) за допомогою перших ножиць (9) здійснюють одночасно з початком переривання виробничого процесу або відразу після нього.
3. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що підіймання нижньої частини відрізка (21) смуги від рольганга (4) за допомогою підйомного пристрою (11) здійснюють одночасно з відрізанням відрізка (21) смуги або відразу після нього.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що скрапові шматки (19) відводять на опускний рольганг (18) і видаляють протягом всього часу до відновлення робочої готовності комбінованої установки (1) беззлиткової прокатки.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що одночасно з відрізанням відрізка (21) смуги або відразу після цього первинний матеріал (3) за допомогою других ножиць (7), розташованих перед першими ножицями (9), розрізають на відрізки-напівпродукти (10), які відводять за допомогою відвідного пристрою (8), розташованого між другими ножицями (7) та першими ножицями (9).
6. Спосіб за п. 5, який відрізняється тим, що відведення відрізків-напівпродуктів (10) відвідним пристроєм (8) здійснюють шляхом підіймання їх з рольганга (4), транспортування до штабелюючого пристрою (23) та опускання.
7. Спосіб за будь-яким з пп. 5 або 6, який відрізняється тим, що відрізкам-напівпродуктам (10) перед відведенням їх за допомогою відвідного пристрою (8) надають прискорення завдяки роликам з приводом від двигуна або ведучим роликам (20), що знаходяться на рольгангу (4).
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що безкінечна смуга первинного матеріалу (3) після її остаточного застигання підлягає чорновій прокатці в стані (5) чорнової прокатки з однією або кількома клітями без додаткового нагрівання, тобто з температурою процесу розливки.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зниження швидкості транспортування відлитого смугою первинного матеріалу (3) здійснюють одночасно з початком переривання виробничого процесу або відразу після цього, або після відрізання відрізка (21) смуги першими ножицями (9).
10. Спосіб за п. 8 або 9, який відрізняється тим, що зниження швидкості транспортування первинного матеріалу (3) здійснюють шляхом наїзду однієї або кількох клітей стана чорнової прокатки (5).
11. Спосіб за п. 9, який відрізняється тим, що зниження швидкості транспортування первинного матеріалу (3) здійснюють шляхом зниження швидкості розливки у безперервно працюючій установці (1) для безперервної розливки.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що при запуску комбінованої установки беззлиткової прокатки (1) затравку вводять в установку безперервної розливки (2), рухають її разом зі смугою, яку розливають, і передню частину затравки разом з частиною первинного матеріалу (3), який безперервно розливають, відрізають ножицями (7, 9) і видаляють в зону відвідного пристрою (8).
13. Спосіб за будь-яким з пп. 8-12, який відрізняється тим, що при запуску стану (5) чорнової прокатки другі ножиці (7) відрізають або подрібнюють клин, що виникає на первинному матеріалі (3), який безкінечно розливають, і його видаляють в зону відвідного пристрою (8).
14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед прокаткою на стані (14) чистової прокатки температуру невідрізаного первинного матеріалу (3) встановлюють на рівні температури прокатки за допомогою нагрівальної ділянки (12).
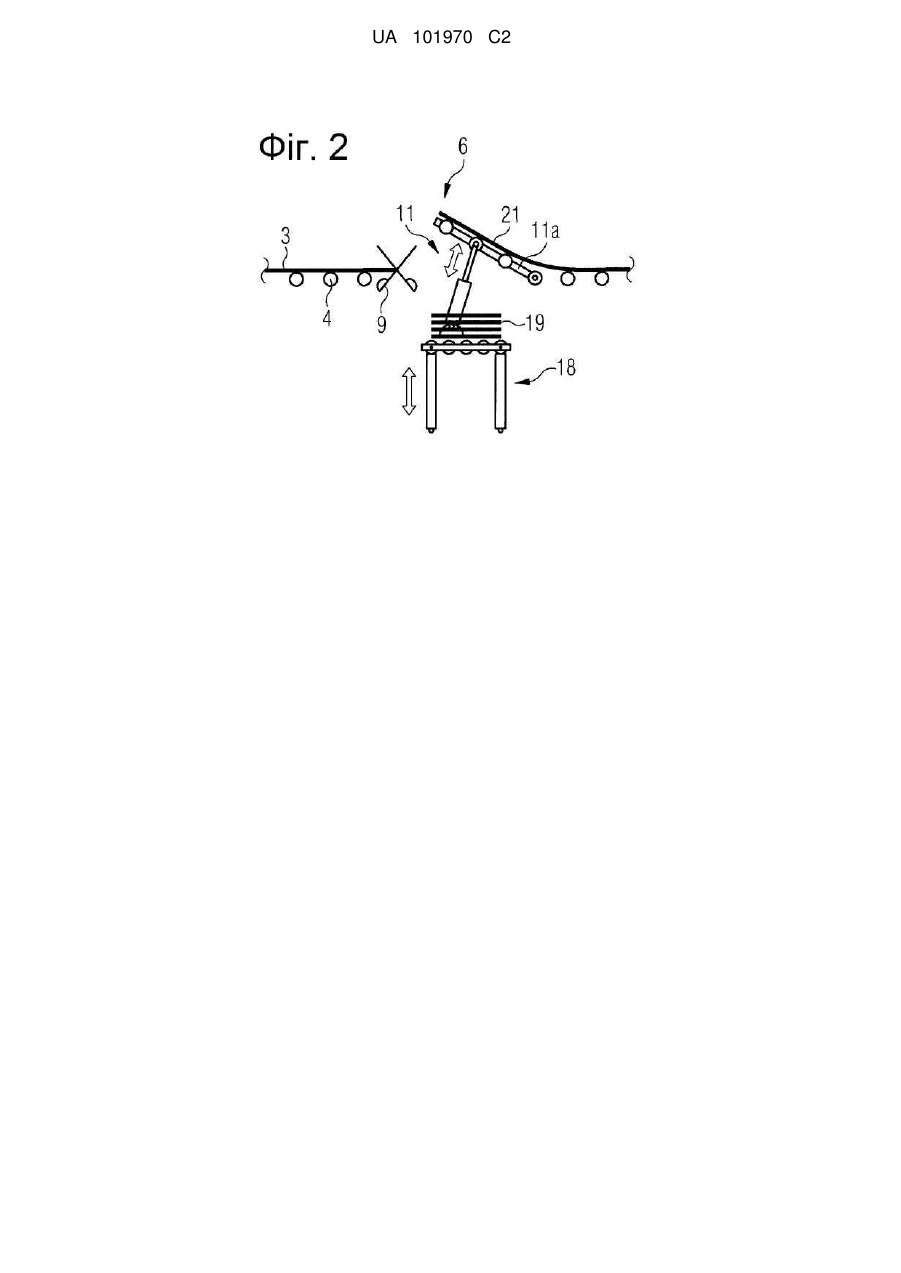
15. Комбінована установка беззлиткової прокатки (1) для виготовлення гарячою прокаткою виробів із безперервно розлитого первинного матеріалу (3), яка має принаймні одну установку (2) для безперервної розливки, пристрій (6) для розрізання та відтранспортування, прокатний стан (14) для чистової прокатки, охолоджувальну ділянку (15) та накопичувач (17), яка відрізняється тим, що пристрій (6) для розрізання та відтранспортування має перші ножиці (9), а потім розташовані за ними опускний рольганг (18) та підйомний пристрій (11).
16. Установка за п. 15, яка відрізняється тим, що має другі ножиці (7), які розташовані перед першими ножицями (9), а між другими ножицями (7) та першими ножицями (9) знаходиться відвідний пристрій (8).
17. Установка за п. 15 або 16, яка відрізняється тим, що між установкою (2) для безперервної розливки та пристроєм (6) для розрізання та відтранспортування додатково передбачено прокатний стан (5) чорнової прокатки з однією або кількома клітями.
18. Установка за будь-яким з пп. 15-17, яка відрізняється тим, що перед прокатним станом (14) чистової прокатки з однією або кількома клітями знаходиться нагрівальна ділянка (12) і у разі потреби за нею установка (13) для видалення окалини.
19. Установка за будь-яким з пп. 15-18, яка відрізняється тим, що підйомний пристрій (11) виконано як підйомну траверсу (11а) з гідравлічним приводом.
20. Установка за будь-яким з пп. 15-19, яка відрізняється тим, що відвідний пристрій (8) устаткований кожухом.
21. Установка за будь-яким з пп. 15-20, яка відрізняється тим, що перед і/або позаду перших ножиць (9) і/або других ножиць (7) знаходяться ролики з приводом від двигуна або ведучі ролики (20).
22. Установка за будь-яким з пп. 15-21, яка відрізняється тим, що перші ножиці (9) виконані як барабанні ножиці.
23. Установка за будь-яким з пп. 16-22, яка відрізняється тим, що другі ножиці (7) виконані як маятникові ножиці.
24. Установка за будь-яким з пп. 15-23, яка відрізняється тим, що нагрівальна ділянка (12) виконана як тунельна нагрівальна ділянка з індуктивним нагріванням.
Текст
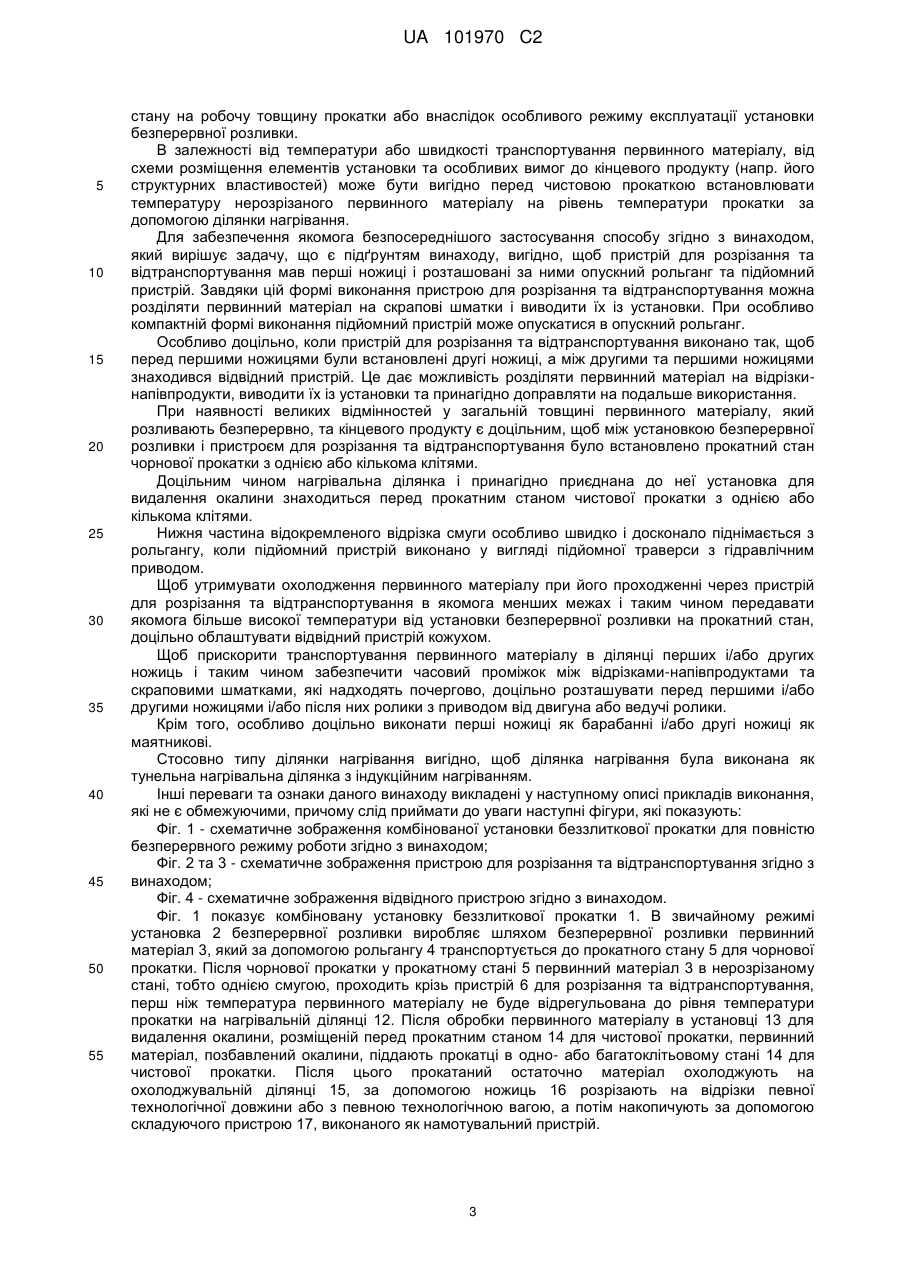
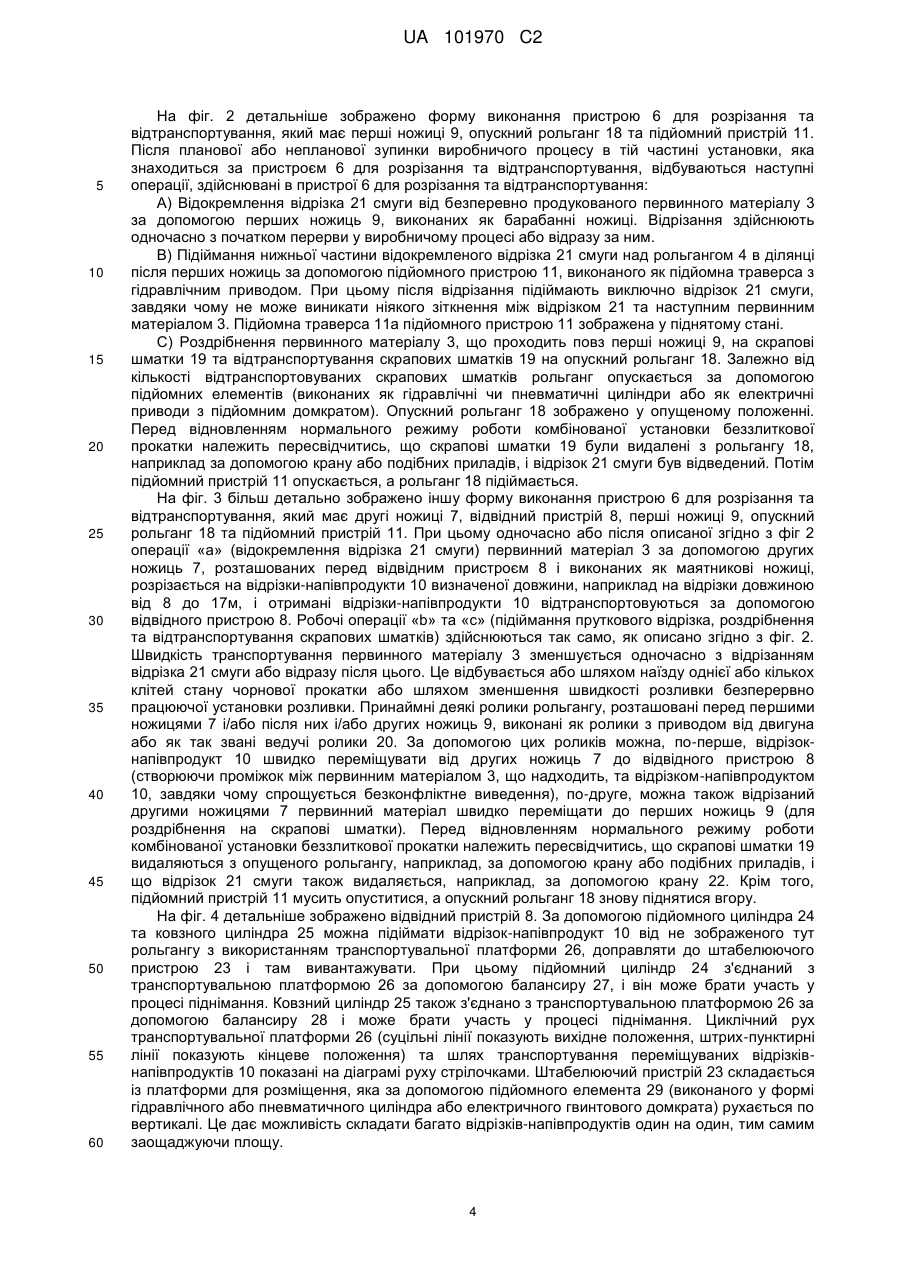
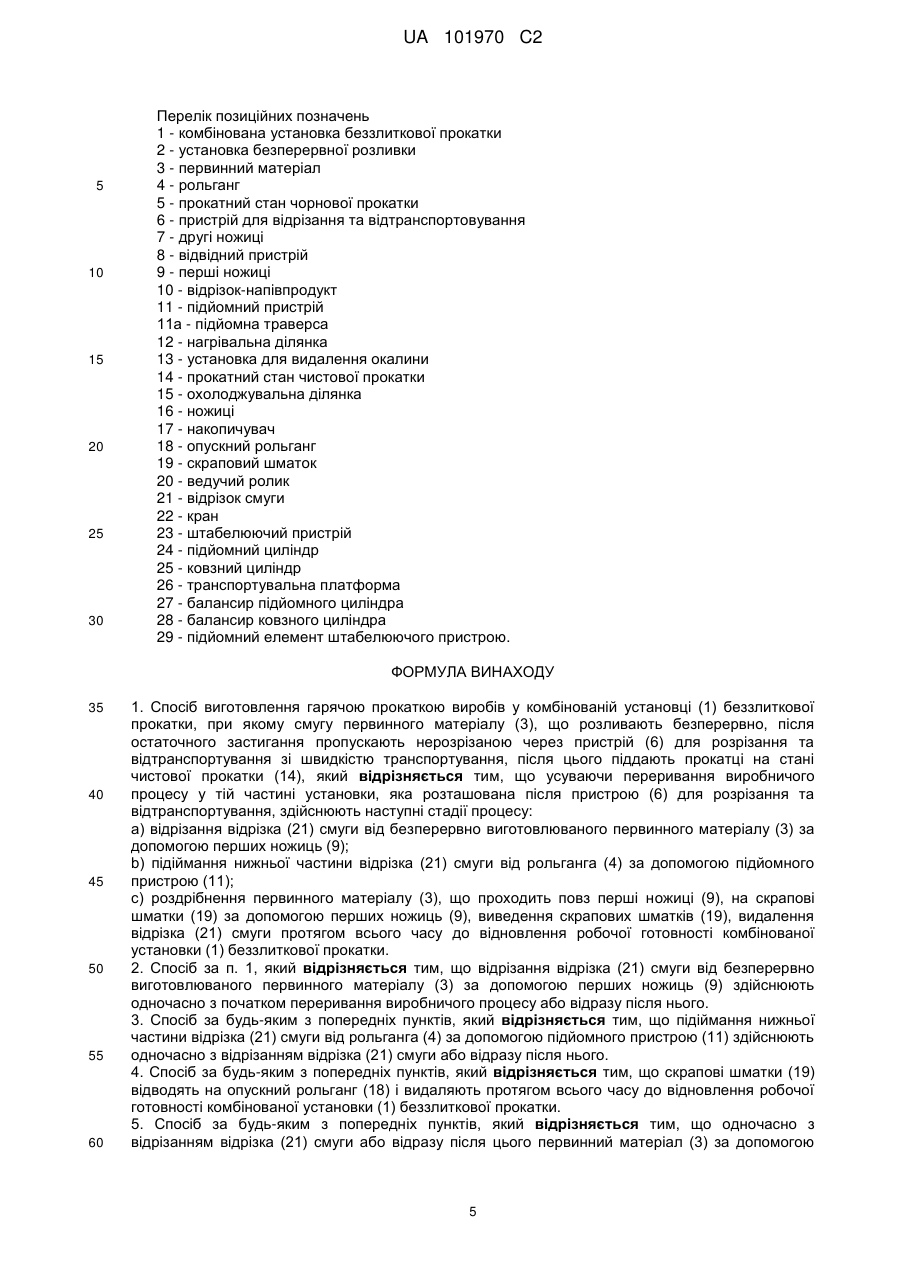
Реферат: Винахід стосується способу та пристрою для виготовлення гарячою прокаткою виробів у комбінованій установці беззлиткової прокатки. Задача винаходу полягає у створенні способу та комбінованої установки беззлиткової прокатки, які б дозволяли підтримувати процес безперервної розливки не лише при плановому, а й при неплановому перериванні виробництва, яке може виникнути, наприклад, на ділянці нагрівання, на прокатному стані чистової прокатки, на ділянці охолодження або в пристрої для складування. Цю задачу вирішено за допомогою способу, при якому для подолання переривання виробничого процесу у тій частині установки, яка знаходиться після пристрою (6) для розрізання та відтранспортування, здійснюють наступні стадії процесу: а) відокремлення відрізка (21) смуги безперервно виготовлюваного первинного матеріалу (3) за допомогою перших ножиць (9); b) підняття нижньої частини відрізка (21) смуги з рольганга (4) за допомогою підйомного пристрою (11); с) роздрібнення первинного матеріалу (3), що проходить повз перші ножиці (9), на скрапові шматки за допомогою перших ножиць (9), відведення скрапових шматків (19), видалення відрізків (21) смуги протягом часу, потрібного для відновлення готовності до виробничого процесу на комбінованій установці беззлиткової прокатки. UA 101970 C2 (12) UA 101970 C2 UA 101970 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу та пристрою для виготовлення гарячою прокаткою виробів у комбінованій установці беззлиткової прокатки. Конкретно винахід стосується способу виготовлення гарячою прокаткою виробів у комбінованій установці беззлиткової прокатки, коли отримуваний способом безперервної розливки первинний матеріал без відрізання, тобто однією смугою, транспортується до прокатного стану, там підлягає прокатці, потім охолоджується, розрізається на частини та складається. Компактні установки беззлиткової прокатки, призначені для здійснення цього способу, зазвичай складаються із розливної установки, рольгангу, прокатного стану, придатного для прямого застосування відлитих продуктів, охолоджувальної ділянки та пристрою для складування (напр. намотувального пристрою для плаского продукту, складального механізму для проволоки або випускної площини для довгомірного продукту). Для того, щоб у випадку планових зупинок у виробництві, як, наприклад, при заміні валків або при обслуговуванні, можна було підтримувати безперервну роботу установки для безперервної розливки, можна згідно з WO 00/71272 А1 обирати наступні дії: а) смугу безперервно виготовлюваного первинного матеріалу розрізають, а швидкість прокатки збільшують; або b) смугу відрізають, а швидкість розливки зменшують; або с) смугу розділяють на відрізки, які потім випускають. Для планових зупинок виробничого процесу, наприклад при порушеннях на ділянці нагрівання, на ділянці охолодження чи в пристрої для складування, або при аварійній зупинці стану чистової прокатки, спосіб згідно з WO 00/71272 А1 не є придатним, оскільки зіткнення між безперервно виготовлюваним первинним матеріалом та відокремлюваним відрізком смуги не можна виключати. Таким чином процес безперервної розливки мусить бути неодмінно перерваний при виникненні непланового припинення виробництва. Задача винаходу полягає у створенні способу та комбінованої установки беззлиткової прокатки вищеозначеного типу, які б дозволяли підтримувати процес безперервної розливки не лише при плановій, а й при неплановій зупинці виробництва, яка може виникнути, наприклад, на ділянці нагрівання, на стані чистової прокатки, на ділянці охолодження чи в пристрої для складування. Цю задачу вирішено за допомогою способу, при якому для подолання переривання виробничого процесу у тій частині установки, яка знаходиться після пристрою для розрізання та відтранспортування, здійснюють наступні стадії процесу: A) відокремлення певного відрізка смуги безперервно виготовлюваного первинного матеріалу за допомогою перших ножиць; B) підіймання нижньої частини відрізка смуги від рольгангу за допомогою підйомного пристрою; C) розділення напівпродукту, що проходить повз перші ножиці, на скрапові шматки за допомогою перших ножиць, випуск скрапових шматків, видалення відрізків смуги протягом всього часу аж до відновлення готовності до виробничого процесу на комбінованій установці беззлиткової прокатки. Матеріал, безперервно виготовлюваний в установці безперервної розливки і принагідно попередньо прокатаний, називають первинним матеріалом. Відокремлену частину смуги безперервно виготовлюваного первинного матеріалу в даному описі називають відрізком смуги. Шматки первинного матеріалу, які подрібнюються першими ножицями і мають бути випущені, називають скраповими шматками. Під згаданими зупинками виробничого процесу можна розуміти перш за все непланові переривання, наприклад аварійні зупинки, а також планові зупинки задля реконструкційних, ремонтних робіт або обслуговування, які можуть мати місце в розташованій за пристроєм для розрізання та відтранспортування частині установки. Розрізання первинного матеріалу та відтранспортування скрапових шматків має тривати доти, доки або матеріал більше не буде проходити повз перші ножиці, або поки не закінчиться перерва у виробничому процесі, тобто доки робоча готовність комбінованої установки беззлиткової прокатки не буде відновлена. Перед початком нормального функціонування комбінованої установки беззлиткової прокатки слід встановити, що відокремлений відрізок смуги є видаленим, а підйомний пристрій знову є опущеним. При варіанті здійснення способу, що є доцільним для безперебійної роботи установки, відокремлення відрізка смуги безперервно виготовлюваного первинного матеріалу відбувається за допомогою перших ножиць одночасно з початком перерви у виробничому процесі або зразу після нього. Відрізання вважається таким, що відбулося зразу після початку перерви у виробничому процесі, якщо піднімання підйомного пристрою викликається в основному після короткого проміжку часу, який містить тривалість розповсюдження сигналу сенсора для 1 UA 101970 C2 5 10 15 20 25 30 35 40 45 50 55 управління та сигналу управління для підйомного пристрою, а також тривалість реакції управління. Підіймання нижньої частини відрізка смуги за допомогою підйомного пристрою здійснюється доцільним чином безпосередньо після відокремлення відрізка смуги і гарантує, що ніякого зіткнення між відрізком смуги та безперервно виготовлюваним первинним матеріалом не може виникнути. Доцільним чином скрапові шматки випускаються у опускний рольганг, що встановлений за першими ножицями, і видаляються аж до відновлення готовності виробничого процесу комбінованої установки беззлиткової прокатки. Слід зауважити, що опускний рольганг перед відновленням нормального процесу в комбінованій установці беззлиткової прокатки знову підіймається вгору. Безумовно скрапові шматки можуть бути відтранспортовані з рольгангу в зовнішню зону складування також за допомогою поперечного транспортера. Спосіб згідно з винаходом здійснюється особливо доцільним чином, коли одночасно з відокремленням відрізка смуги або зразу після нього первинний матеріал розрізається другими ножицями, що встановлені перед першими ножицями, на відрізки-напівпродукти, які відтранспортовуються за допомогою відвідного пристрою, розташованого між другими та першими ножицями. Відтранспортовані таким чином відрізки первинного матеріалу мають визначену довжину, наприклад від 8 до 14м, називаються відрізками-напівпродуктами і можуть підлягати наступній обробці на якомусь зовнішньому прокатному стані. Розрізання первинного матеріалу та відтранспортування відрізків-напівпродуктів триває аж до відновлення експлуатаційної готовності комбінованої установки беззлиткової прокатки. Відтранспортування відрізків-напівпродуктів за допомогою відвідного пристрою відбувається доцільним чином шляхом підіймання відрізків-напівпродуктів з рольгангу, доправлення їх до штабелюючого пристрою та опускання їх у штабелюючий пристрій. Для полегшення безперебійного відтранспортування відрізків-напівпродуктів вигідно перед відтранспортуванням у вивідному пристрої прискорити їх рух на рольгангу за допомогою роликів з приводом від двигуна або ведучих роликів. Таким чином забезпечується проміжок між первинним матеріалом, що надходить, та відрізком-напівпродуктом. При іншому варіанті виконання в умовах великих відмінностей між загальною товщиною первинного матеріалу, що безперервно розливається, та кінцевого продукту спосіб здійснюють таким чином, що первинний матеріал після його остаточного застигання піддають чорновій прокатці на прокатному стані з однією або кількома клітями без додаткового нагрівання, тобто з температурою безперервної розливки. При цьому розлитий у безперервному процесі первинний матеріал піддають чорновій прокатці у прокатному стані чорнової прокатки, розташованому за установкою безперервної розливки, причому за такого варіанту виконання можна досягти також великих відмінностей у товщині на стані чорнової прокатки, зокрема при застосуванні так званого High-Reduction-Mill, не застосовуючи додаткового нагрівання прокату. Зменшення швидкості транспортування розлитого безперервним способом первинного матеріалу одночасно з початком зупинки у виробництві чи відразу після цього початку або після відрізання відрізка смуги першими ножицями може бути вигідним з огляду різних причин. Поперше, це може бути у випадку, коли не можна сподіватися на технічно чисту реалізацію скрапових шматків або відрізків-напівпродуктів. По-друге, це може бути тоді, коли другі ножиці виконані як маятникові ножиці, які функціонують надійно лише при відносно низьких швидкостях транспортування, тоді як потрібно якомога швидше розпочинати відтранспортування відрізківнапівпродуктів. Особливо доцільним чином досягають зменшення швидкості транспортування первинного матеріалу шляхом наїзду однієї або кількох клітей стану чорнової прокатки. Крім того, зменшення швидкості транспортування первинного матеріалу відбувається також за рахунок зменшення швидкості розливки в установці безперервної розливки. Такий захід є особливо доцільним у тому випадку, коли первинний матеріал не пройшов чорнову прокатку і/або коли не слід сподіватися на технічно чисту реалізацію первинного матеріалу. Спосіб згідно з винаходом виявляє свою доцільність також під час запуску комбінованої установки беззлиткової прокатки. Для цього в установку безперервної розливки вводять затравочну смугу, яка рухається разом зі смугою, яку розливають. Верхню частину затравки разом з частиною первинного матеріалу, який безперервно розливають, відрізаються одними із ножиць (першими або другими) і видаляються у напрямку відвідного пристрою. Крім того вигідно, щоб клин, який виникає на розлитому первинному матеріалі при запуску стану чорнової прокатки, відрізався другими ножицями і видалявся у напрямку відвідного пристрою. Клин виникає, наприклад, при встановленні робочих валків чорнового прокатного 2 UA 101970 C2 5 10 15 20 25 30 35 40 45 50 55 стану на робочу товщину прокатки або внаслідок особливого режиму експлуатації установки безперервної розливки. В залежності від температури або швидкості транспортування первинного матеріалу, від схеми розміщення елементів установки та особливих вимог до кінцевого продукту (напр. його структурних властивостей) може бути вигідно перед чистовою прокаткою встановлювати температуру нерозрізаного первинного матеріалу на рівень температури прокатки за допомогою ділянки нагрівання. Для забезпечення якомога безпосереднішого застосування способу згідно з винаходом, який вирішує задачу, що є підґрунтям винаходу, вигідно, щоб пристрій для розрізання та відтранспортування мав перші ножиці і розташовані за ними опускний рольганг та підйомний пристрій. Завдяки цій формі виконання пристрою для розрізання та відтранспортування можна розділяти первинний матеріал на скрапові шматки і виводити їх із установки. При особливо компактній формі виконання підйомний пристрій може опускатися в опускний рольганг. Особливо доцільно, коли пристрій для розрізання та відтранспортування виконано так, щоб перед першими ножицями були встановлені другі ножиці, а між другими та першими ножицями знаходився відвідний пристрій. Це дає можливість розділяти первинний матеріал на відрізкинапівпродукти, виводити їх із установки та принагідно доправляти на подальше використання. При наявності великих відмінностей у загальній товщині первинного матеріалу, який розливають безперервно, та кінцевого продукту є доцільним, щоб між установкою безперервної розливки і пристроєм для розрізання та відтранспортування було встановлено прокатний стан чорнової прокатки з однією або кількома клітями. Доцільним чином нагрівальна ділянка і принагідно приєднана до неї установка для видалення окалини знаходиться перед прокатним станом чистової прокатки з однією або кількома клітями. Нижня частина відокремленого відрізка смуги особливо швидко і досконало піднімається з рольгангу, коли підйомний пристрій виконано у вигляді підйомної траверси з гідравлічним приводом. Щоб утримувати охолодження первинного матеріалу при його проходженні через пристрій для розрізання та відтранспортування в якомога менших межах і таким чином передавати якомога більше високої температури від установки безперервної розливки на прокатний стан, доцільно облаштувати відвідний пристрій кожухом. Щоб прискорити транспортування первинного матеріалу в ділянці перших і/або других ножиць і таким чином забезпечити часовий проміжок між відрізками-напівпродуктами та скраповими шматками, які надходять почергово, доцільно розташувати перед першими і/або другими ножицями і/або після них ролики з приводом від двигуна або ведучі ролики. Крім того, особливо доцільно виконати перші ножиці як барабанні і/або другі ножиці як маятникові. Стосовно типу ділянки нагрівання вигідно, щоб ділянка нагрівання була виконана як тунельна нагрівальна ділянка з індукційним нагріванням. Інші переваги та ознаки даного винаходу викладені у наступному описі прикладів виконання, які не є обмежуючими, причому слід приймати до уваги наступні фігури, які показують: Фіг. 1 - схематичне зображення комбінованої установки беззлиткової прокатки для повністю безперервного режиму роботи згідно з винаходом; Фіг. 2 та 3 - схематичне зображення пристрою для розрізання та відтранспортування згідно з винаходом; Фіг. 4 - схематичне зображення відвідного пристрою згідно з винаходом. Фіг. 1 показує комбіновану установку беззлиткової прокатки 1. В звичайному режимі установка 2 безперервної розливки виробляє шляхом безперервної розливки первинний матеріал 3, який за допомогою рольгангу 4 транспортується до прокатного стану 5 для чорнової прокатки. Після чорнової прокатки у прокатному стані 5 первинний матеріал 3 в нерозрізаному стані, тобто однією смугою, проходить крізь пристрій 6 для розрізання та відтранспортування, перш ніж температура первинного матеріалу не буде відрегульована до рівня температури прокатки на нагрівальній ділянці 12. Після обробки первинного матеріалу в установці 13 для видалення окалини, розміщеній перед прокатним станом 14 для чистової прокатки, первинний матеріал, позбавлений окалини, піддають прокатці в одно- або багатоклітьовому стані 14 для чистової прокатки. Після цього прокатаний остаточно матеріал охолоджують на охолоджувальній ділянці 15, за допомогою ножиць 16 розрізають на відрізки певної технологічної довжини або з певною технологічною вагою, а потім накопичують за допомогою складуючого пристрою 17, виконаного як намотувальний пристрій. 3 UA 101970 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 2 детальніше зображено форму виконання пристрою 6 для розрізання та відтранспортування, який має перші ножиці 9, опускний рольганг 18 та підйомний пристрій 11. Після планової або непланової зупинки виробничого процесу в тій частині установки, яка знаходиться за пристроєм 6 для розрізання та відтранспортування, відбуваються наступні операції, здійснювані в пристрої 6 для розрізання та відтранспортування: A) Відокремлення відрізка 21 смуги від безперевно продукованого первинного матеріалу 3 за допомогою перших ножиць 9, виконаних як барабанні ножиці. Відрізання здійснюють одночасно з початком перерви у виробничому процесі або відразу за ним. B) Підіймання нижньої частини відокремленого відрізка 21 смуги над рольгангом 4 в ділянці після перших ножиць за допомогою підйомного пристрою 11, виконаного як підйомна траверса з гідравлічним приводом. При цьому після відрізання підіймають виключно відрізок 21 смуги, завдяки чому не може виникати ніякого зіткнення між відрізком 21 та наступним первинним матеріалом 3. Підйомна траверса 11а підйомного пристрою 11 зображена у піднятому стані. С) Роздрібнення первинного матеріалу 3, що проходить повз перші ножиці 9, на скрапові шматки 19 та відтранспортування скрапових шматків 19 на опускний рольганг 18. Залежно від кількості відтранспортовуваних скрапових шматків рольганг опускається за допомогою підйомних елементів (виконаних як гідравлічні чи пневматичні циліндри або як електричні приводи з підйомним домкратом). Опускний рольганг 18 зображено у опущеному положенні. Перед відновленням нормального режиму роботи комбінованої установки беззлиткової прокатки належить пересвідчитись, що скрапові шматки 19 були видалені з рольгангу 18, наприклад за допомогою крану або подібних приладів, і відрізок 21 смуги був відведений. Потім підйомний пристрій 11 опускається, а рольганг 18 підіймається. На фіг. 3 більш детально зображено іншу форму виконання пристрою 6 для розрізання та відтранспортування, який має другі ножиці 7, відвідний пристрій 8, перші ножиці 9, опускний рольганг 18 та підйомний пристрій 11. При цьому одночасно або після описаної згідно з фіг 2 операції «а» (відокремлення відрізка 21 смуги) первинний матеріал 3 за допомогою других ножиць 7, розташованих перед відвідним пристроєм 8 і виконаних як маятникові ножиці, розрізається на відрізки-напівпродукти 10 визначеної довжини, наприклад на відрізки довжиною від 8 до 17м, і отримані відрізки-напівпродукти 10 відтранспортовуються за допомогою відвідного пристрою 8. Робочі операції «b» та «с» (підіймання пруткового відрізка, роздрібнення та відтранспортування скрапових шматків) здійснюються так само, як описано згідно з фіг. 2. Швидкість транспортування первинного матеріалу 3 зменшується одночасно з відрізанням відрізка 21 смуги або відразу після цього. Це відбувається або шляхом наїзду однієї або кількох клітей стану чорнової прокатки або шляхом зменшення швидкості розливки безперервно працюючої установки розливки. Принаймні деякі ролики рольгангу, розташовані перед першими ножицями 7 і/або після них і/або других ножиць 9, виконані як ролики з приводом від двигуна або як так звані ведучі ролики 20. За допомогою цих роликів можна, по-перше, відрізокнапівпродукт 10 швидко переміщувати від других ножиць 7 до відвідного пристрою 8 (створюючи проміжок між первинним матеріалом 3, що надходить, та відрізком-напівпродуктом 10, завдяки чому спрощується безконфліктне виведення), по-друге, можна також відрізаний другими ножицями 7 первинний матеріал швидко переміщати до перших ножиць 9 (для роздрібнення на скрапові шматки). Перед відновленням нормального режиму роботи комбінованої установки беззлиткової прокатки належить пересвідчитись, що скрапові шматки 19 видаляються з опущеного рольгангу, наприклад, за допомогою крану або подібних приладів, і що відрізок 21 смуги також видаляється, наприклад, за допомогою крану 22. Крім того, підйомний пристрій 11 мусить опуститися, а опускний рольганг 18 знову піднятися вгору. На фіг. 4 детальніше зображено відвідний пристрій 8. За допомогою підйомного циліндра 24 та ковзного циліндра 25 можна підіймати відрізок-напівпродукт 10 від не зображеного тут рольгангу з використанням транспортувальної платформи 26, доправляти до штабелюючого пристрою 23 і там вивантажувати. При цьому підйомний циліндр 24 з'єднаний з транспортувальною платформою 26 за допомогою балансиру 27, і він може брати участь у процесі піднімання. Ковзний циліндр 25 також з'єднано з транспортувальною платформою 26 за допомогою балансиру 28 і може брати участь у процесі піднімання. Циклічний рух транспортувальної платформи 26 (суцільні лінії показують вихідне положення, штрих-пунктирні лінії показують кінцеве положення) та шлях транспортування переміщуваних відрізківнапівпродуктів 10 показані на діаграмі руху стрілочками. Штабелюючий пристрій 23 складається із платформи для розміщення, яка за допомогою підйомного елемента 29 (виконаного у формі гідравлічного або пневматичного циліндра або електричного гвинтового домкрата) рухається по вертикалі. Це дає можливість складати багато відрізків-напівпродуктів один на один, тим самим заощаджуючи площу. 4 UA 101970 C2 5 10 15 20 25 30 Перелік позиційних позначень 1 - комбінована установка беззлиткової прокатки 2 - установка безперервної розливки 3 - первинний матеріал 4 - рольганг 5 - прокатний стан чорнової прокатки 6 - пристрій для відрізання та відтранспортовування 7 - другі ножиці 8 - відвідний пристрій 9 - перші ножиці 10 - відрізок-напівпродукт 11 - підйомний пристрій 11а - підйомна траверса 12 - нагрівальна ділянка 13 - установка для видалення окалини 14 - прокатний стан чистової прокатки 15 - охолоджувальна ділянка 16 - ножиці 17 - накопичувач 18 - опускний рольганг 19 - скраповий шматок 20 - ведучий ролик 21 - відрізок смуги 22 - кран 23 - штабелюючий пристрій 24 - підйомний циліндр 25 - ковзний циліндр 26 - транспортувальна платформа 27 - балансир підйомного циліндра 28 - балансир ковзного циліндра 29 - підйомний елемент штабелюючого пристрою. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб виготовлення гарячою прокаткою виробів у комбінованій установці (1) беззлиткової прокатки, при якому смугу первинного матеріалу (3), що розливають безперервно, після остаточного застигання пропускають нерозрізаною через пристрій (6) для розрізання та відтранспортування зі швидкістю транспортування, після цього піддають прокатці на стані чистової прокатки (14), який відрізняється тим, що усуваючи переривання виробничого процесу у тій частині установки, яка розташована після пристрою (6) для розрізання та відтранспортування, здійснюють наступні стадії процесу: a) відрізання відрізка (21) смуги від безперервно виготовлюваного первинного матеріалу (3) за допомогою перших ножиць (9); b) підіймання нижньої частини відрізка (21) смуги від рольганга (4) за допомогою підйомного пристрою (11); c) роздрібнення первинного матеріалу (3), що проходить повз перші ножиці (9), на скрапові шматки (19) за допомогою перших ножиць (9), виведення скрапових шматків (19), видалення відрізка (21) смуги протягом всього часу до відновлення робочої готовності комбінованої установки (1) беззлиткової прокатки. 2. Спосіб за п. 1, який відрізняється тим, що відрізання відрізка (21) смуги від безперервно виготовлюваного первинного матеріалу (3) за допомогою перших ножиць (9) здійснюють одночасно з початком переривання виробничого процесу або відразу після нього. 3. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що підіймання нижньої частини відрізка (21) смуги від рольганга (4) за допомогою підйомного пристрою (11) здійснюють одночасно з відрізанням відрізка (21) смуги або відразу після нього. 4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що скрапові шматки (19) відводять на опускний рольганг (18) і видаляють протягом всього часу до відновлення робочої готовності комбінованої установки (1) беззлиткової прокатки. 5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що одночасно з відрізанням відрізка (21) смуги або відразу після цього первинний матеріал (3) за допомогою 5 UA 101970 C2 5 10 15 20 25 30 35 40 45 50 55 60 других ножиць (7), розташованих перед першими ножицями (9), розрізають на відрізкинапівпродукти (10), які відводять за допомогою відвідного пристрою (8), розташованого між другими ножицями (7) та першими ножицями (9). 6. Спосіб за п. 5, який відрізняється тим, що відведення відрізків-напівпродуктів (10) відвідним пристроєм (8) здійснюють шляхом підіймання їх з рольганга (4), транспортування до штабелюючого пристрою (23) та опускання. 7. Спосіб за будь-яким з пп. 5 або 6, який відрізняється тим, що відрізкам-напівпродуктам (10) перед відведенням їх за допомогою відвідного пристрою (8) надають прискорення завдяки роликам з приводом від двигуна або ведучим роликам (20), що знаходяться на рольгангу (4). 8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що безкінечна смуга первинного матеріалу (3) після її остаточного застигання підлягає чорновій прокатці в стані (5) чорнової прокатки з однією або кількома клітями без додаткового нагрівання, тобто з температурою процесу розливки. 9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зниження швидкості транспортування відлитого смугою первинного матеріалу (3) здійснюють одночасно з початком переривання виробничого процесу або відразу після цього, або після відрізання відрізка (21) смуги першими ножицями (9). 10. Спосіб за п. 8 або 9, який відрізняється тим, що зниження швидкості транспортування первинного матеріалу (3) здійснюють шляхом наїзду однієї або кількох клітей стана чорнової прокатки (5). 11. Спосіб за п. 9, який відрізняється тим, що зниження швидкості транспортування первинного матеріалу (3) здійснюють шляхом зниження швидкості розливки у безперервно працюючій установці (1) для безперервної розливки. 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що при запуску комбінованої установки беззлиткової прокатки (1) затравку вводять в установку безперервної розливки (2), рухають її разом зі смугою, яку розливають, і передню частину затравки разом з частиною первинного матеріалу (3), який безперервно розливають, відрізають ножицями (7, 9) і видаляють в зону відвідного пристрою (8). 13. Спосіб за будь-яким з пп. 8-12, який відрізняється тим, що при запуску стану (5) чорнової прокатки другі ножиці (7) відрізають або подрібнюють клин, що виникає на первинному матеріалі (3), який безкінечно розливають, і його видаляють в зону відвідного пристрою (8). 14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед прокаткою на стані (14) чистової прокатки температуру невідрізаного первинного матеріалу (3) встановлюють на рівні температури прокатки за допомогою нагрівальної ділянки (12). 15. Комбінована установка беззлиткової прокатки (1) для виготовлення гарячою прокаткою виробів із безперервно розлитого первинного матеріалу (3), яка має принаймні одну установку (2) для безперервної розливки, пристрій (6) для розрізання та відтранспортування, прокатний стан (14) для чистової прокатки, охолоджувальну ділянку (15) та накопичувач (17), яка відрізняється тим, що пристрій (6) для розрізання та відтранспортування має перші ножиці (9), а потім розташовані за ними опускний рольганг (18) та підйомний пристрій (11). 16. Установка за п. 15, яка відрізняється тим, що має другі ножиці (7), які розташовані перед першими ножицями (9), а між другими ножицями (7) та першими ножицями (9) знаходиться відвідний пристрій (8). 17. Установка за п. 15 або 16, яка відрізняється тим, що між установкою (2) для безперервної розливки та пристроєм (6) для розрізання та відтранспортування додатково передбачено прокатний стан (5) чорнової прокатки з однією або кількома клітями. 18. Установка за будь-яким з пп. 15-17, яка відрізняється тим, що перед прокатним станом (14) чистової прокатки з однією або кількома клітями знаходиться нагрівальна ділянка (12) і у разі потреби за нею установка (13) для видалення окалини. 19. Установка за будь-яким з пп. 15-18, яка відрізняється тим, що підйомний пристрій (11) виконано як підйомну траверсу (11а) з гідравлічним приводом. 20. Установка за будь-яким з пп. 15-19, яка відрізняється тим, що відвідний пристрій (8) устаткований кожухом. 21. Установка за будь-яким з пп. 15-20, яка відрізняється тим, що перед і/або позаду перших ножиць (9) і/або других ножиць (7) знаходяться ролики з приводом від двигуна або ведучі ролики (20). 22. Установка за будь-яким з пп. 15-21, яка відрізняється тим, що перші ножиці (9) виконані як барабанні ножиці. 23. Установка за будь-яким з пп. 16-22, яка відрізняється тим, що другі ножиці (7) виконані як маятникові ножиці. 6 UA 101970 C2 24. Установка за будь-яким з пп. 15-23, яка відрізняється тим, що нагрівальна ділянка (12) виконана як тунельна нагрівальна ділянка з індуктивним нагріванням. 7 UA 101970 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for producing hot-rolled products in combined casting-rolling installation
Автори англійськоюJesche, Michael, Ness, Daniel, Peitl, Wolfgang, Seilinger, Alois, Shore, Robert Andrew, Hohenbichler, Gerald, Puehringer, Heinrich
Назва патенту російськоюСпособ и устройство для комбинированной установки безслитковой прокатки
Автори російськоюЕше Михаель, Несс Даниэль, Пайтль Вольфганг, Зайлингер Алоиз, Шор Роберт Эндрю, Хоенбихлер Геральд, Пюрингер Хайнрих
МПК / Мітки
МПК: B22D 11/12, B21B 1/46, B22D 11/126
Мітки: пристрій, установки, прокатки, беззлиткової, спосіб, комбінованої
Код посилання
<a href="https://ua.patents.su/10-101970-sposib-ta-pristrijj-dlya-kombinovano-ustanovki-bezzlitkovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для комбінованої установки беззлиткової прокатки</a>
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: Гроссхардт Клаус-Юрген, БРАУН Мартін, Арменат Юрген
МПК: B21B 37/28, B21B 38/00, G01B 5/28, G01B 21/30, B21C 47/02
Мітки: моталки, стрічки, площинність, спосіб, шахті, гарячої, вимірювання, установки, прокатки, впливу, пристрій
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, стані, прокатки, широкоштабовому, штаб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Пристрій для прокатки, зокрема кліть для асиметричної прокатки
Номер патенту: 98501
Опубліковано: 25.05.2012
Автори: Мюнкер Йохен, Лангер Хендрік, Бройєр Міхель
МПК: B21B 31/20
Мітки: пристрій, асиметрично, зокрема, прокатки, кліть
Формула / Реферат:
1. Пристрій (50) для прокатки зі станиною (51) і двома комплектами валків (52, 53, 54, 55) щонайменше з двома валками, встановленими в станині (51) пристрою для прокатки, в якому прокатуваний матеріал (56) для прокатки пропускається між двома валками обох комплектів валків, при цьому щонайменше валки (52, 53) одного комплекту валків є зміщуваними відносно станини (51) в напрямку прокатки, причому між опорою для прийому валків і станиною по...
Спосіб роботи комбінованої енергетичної установки
Номер патенту: 19903
Опубліковано: 25.12.1997
Автори: Дикий Микола Олександрович, Уваричев Олександр Миколайович
МПК: F01K 21/00
Мітки: комбінованої, роботи, спосіб, установки, енергетичної
Формула / Реферат:
Способ работы комбинированной энергетической установки, включающий сжатие воздуха в компрессоре с последующей подачей с топливом в камеру сгорания газовой турбины и в камеру сгорания парогазовой турбины с вторичной зоной, расширение в турбинах продуктов сгорания топлива с последующим охлаждением в котлах-утилизаторах, дополнительное охлаждение продуктов сгорания парогазовой турбины с конденсацией водяных паров, подачу конденсата в...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Бочаров Володимир Віталійович, Утьомова Юлія Віталійовна, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: робочих, тонких, пластичної, останніх, смуг, поверхневої, деформації, клітях, спосіб, ефекту, використанням, станах, особливої, прокатки, безперервної
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Наступний патент: Спосіб визначення соціонічного типу людини
Випадковий патент: Тренажер "горбунок"