Спосіб відновлення зношених поверхонь металевих деталей
Номер патенту: 115676
Опубліковано: 25.04.2017
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Павлов Олександр Григорович, Тарельник В'ячеслав Борисович

Формула / Реферат
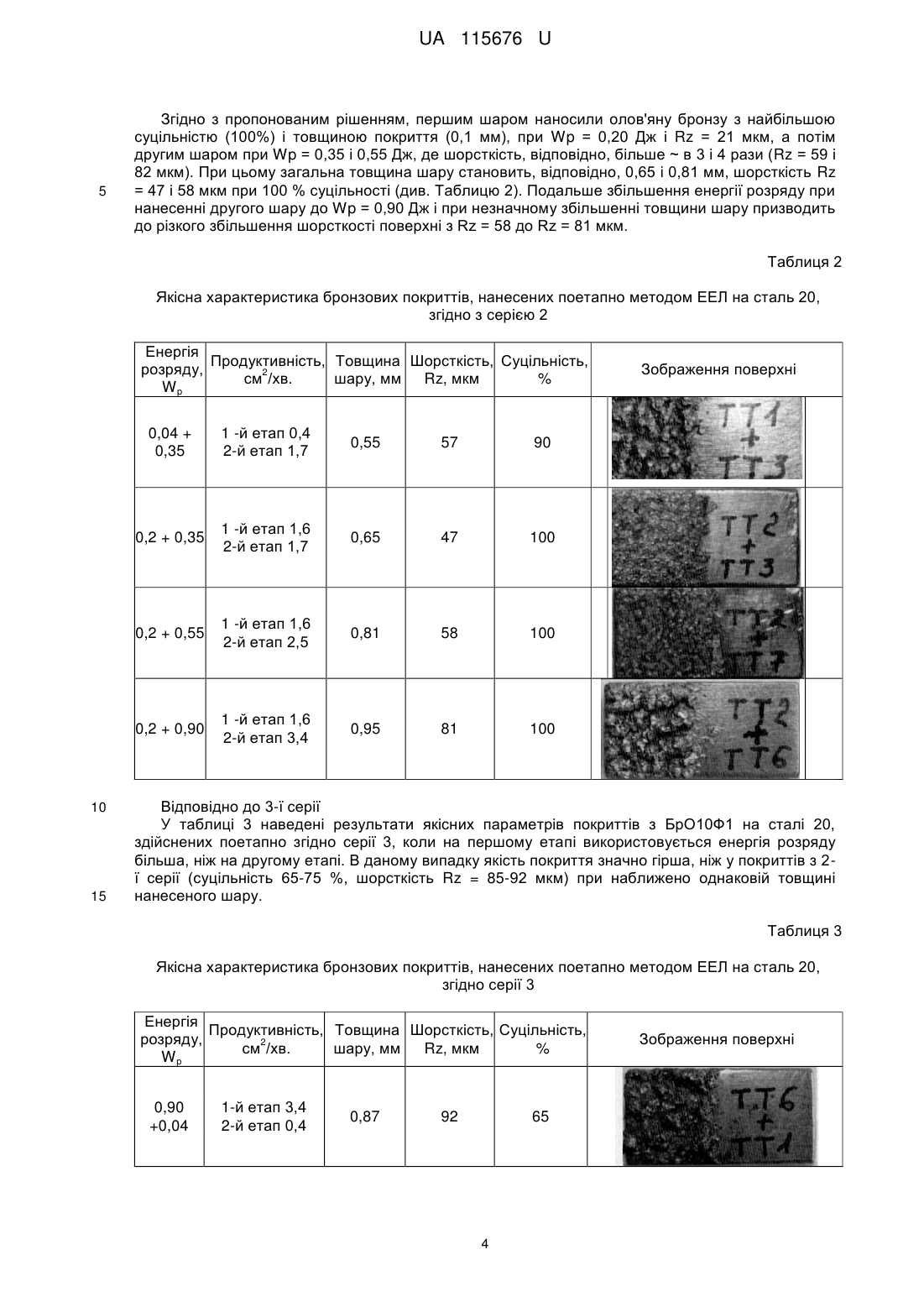
1. Спосіб відновлення зношених поверхонь металевих деталей, що включає нанесення покриття на зношену поверхню деталі методом електроерозійного легування (ЕЕЛ) принаймні в два етапи, який відрізняється тим, що при нанесенні покриття на металеві поверхні металевим електродом на першому етапі наносять шар з енергією розряду 0,13-0,55 Дж і продуктивністю 1,5-2,5 см2/хв., які забезпечуютьтовщину поверхні 0,08-0,81 мм при її суцільності 100 %, потім на отриману поверхню наносять шар покриття тим же електродом і з енергією розряду 0,55-0,90 Дж і продуктивністю 2,5-3,4 см2/хв., які забезпечують формування поверхні з шорсткістю, в 2-4 рази вищою, ніж на першому етапі.
2. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з олов'яної бронзи перший шар покриття наносять з енергією розряду 0,2 Дж і продуктивністю 1,6 см2/хв., а другий шар покриття наносять з енергією розряду 0,55 Дж і продуктивністю 2,5 см2/хв., при яких формують поверхню з шорсткістю, в 4 рази вищою, ніж на першому етапі.
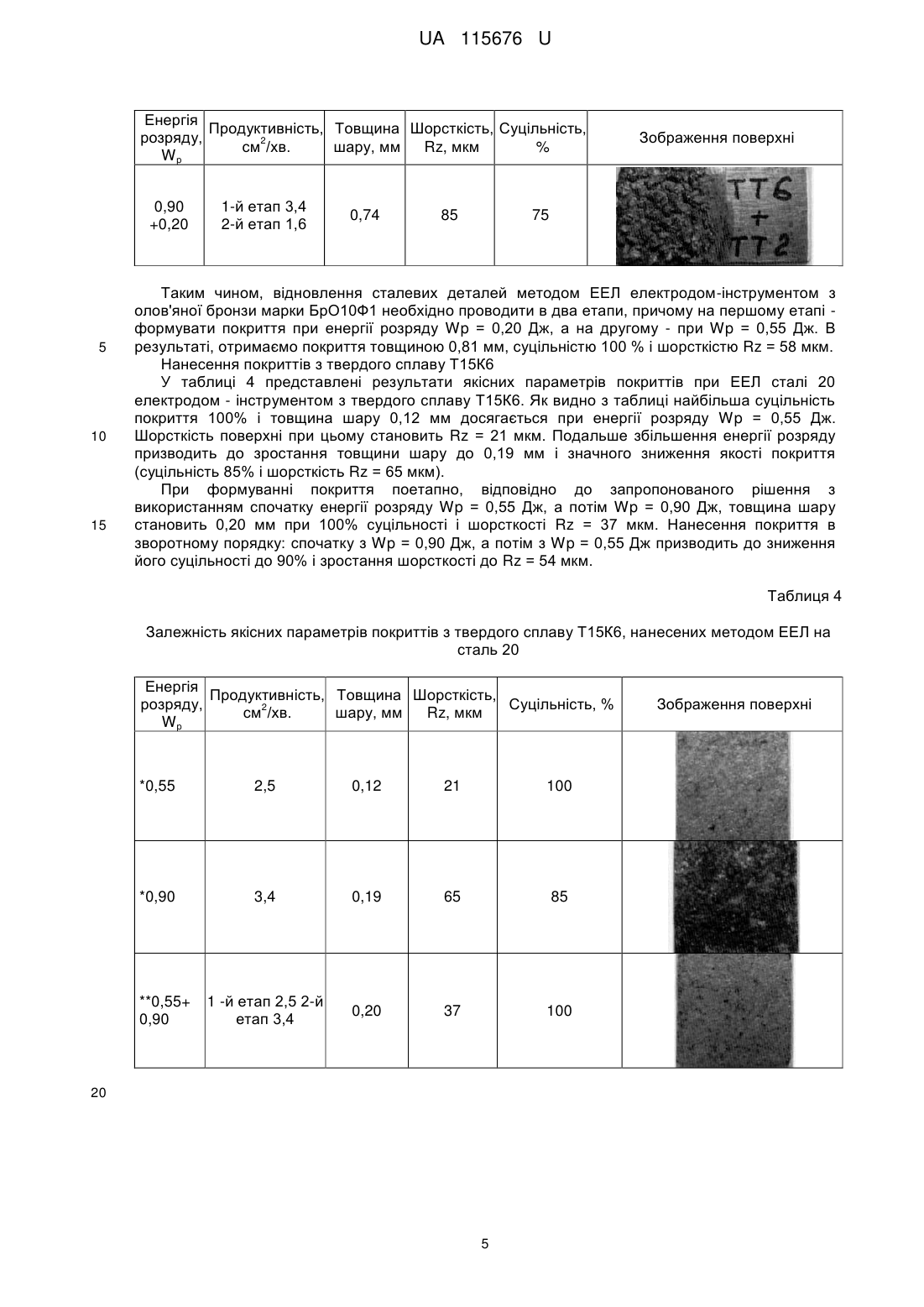
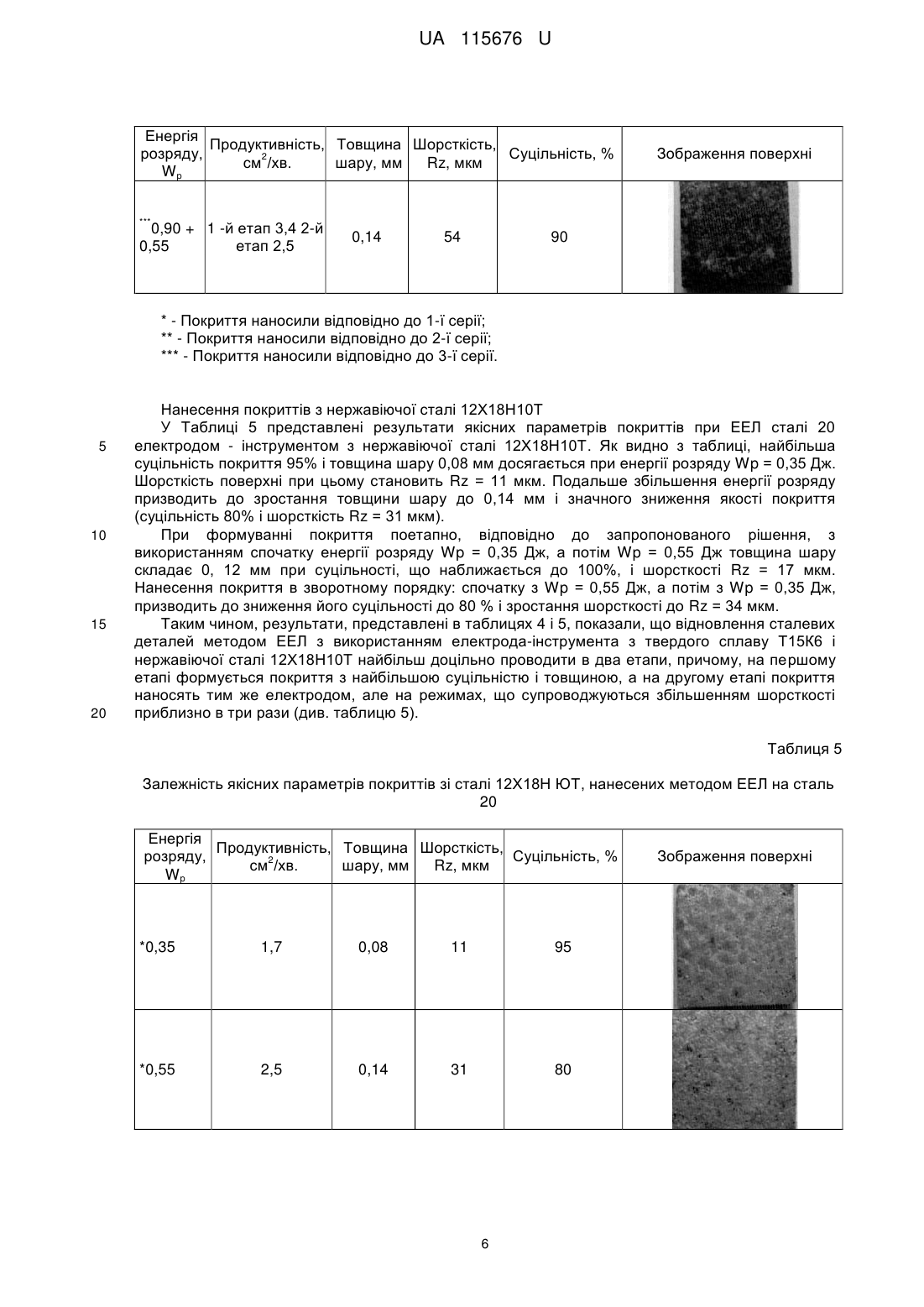
3. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з твердого сплаву Т15К6 перший шар покриття наносять з енергією розряду 0,55 Дж і продуктивністю 2,5 см2/хв., а другий шар покриття наносять на сталеву поверхню з енергією розряду 0,90 Дж і продуктивністю 3,4 см2/хв., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі.
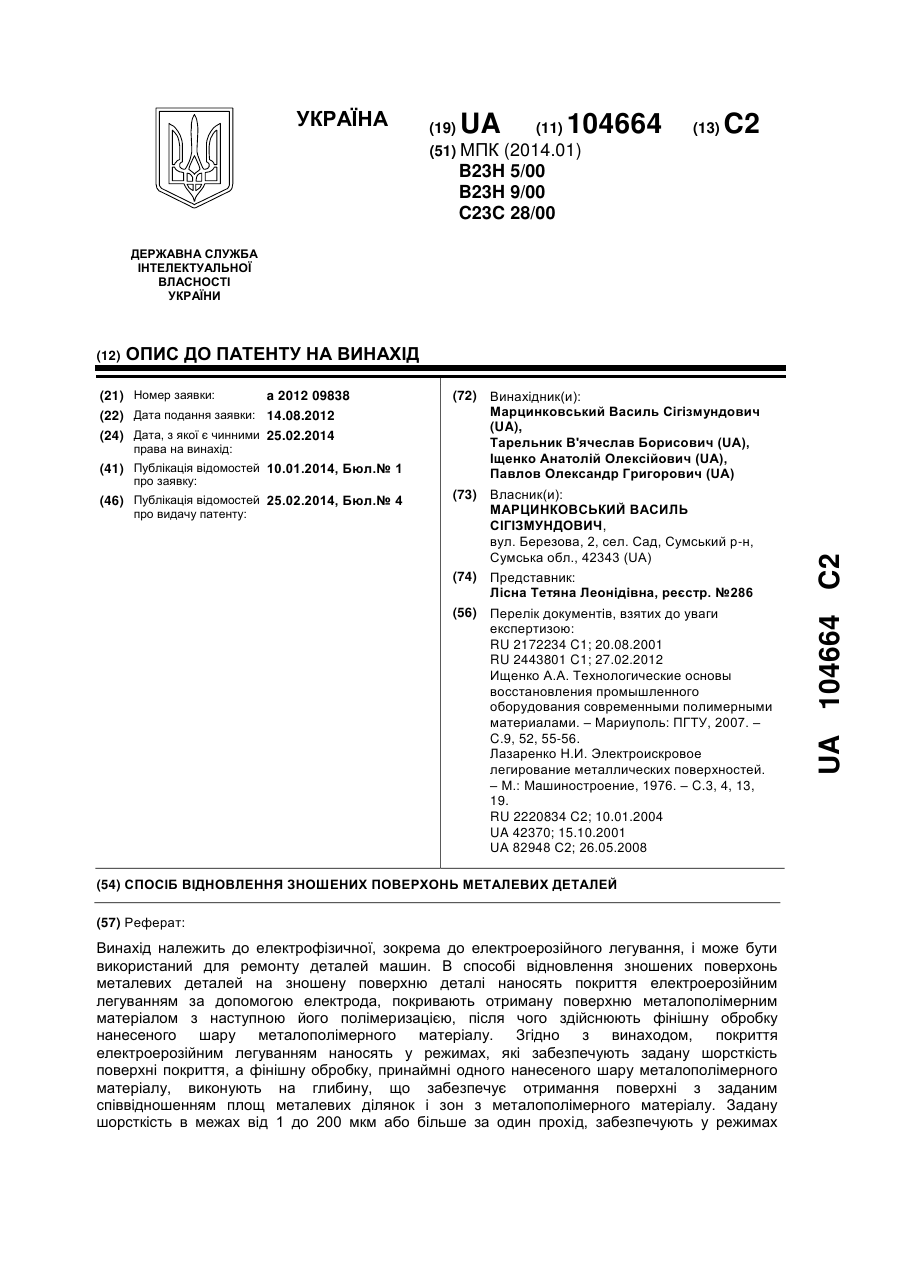
4. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з сталі 12Х18Н10Т перший шар покриття наносять з енергією розряду 0,35 Дж і продуктивністю 1,7 см2/хв., а другий шар покриття наносять на сталеву поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см2/хв., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі.
5. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з твердого сплаву Т15К6 перший шар покриття наносять з енергією розряду 0,13 Дж і продуктивністю 1,5 см2/хв., а другий шар покриття наносять на чавунну поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см2/хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі.
6. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з хрому і нікелю перший шар покриття наносять з енергією розряду 0,27 Дж і продуктивністю 1,7 см2/хв., а другий шар покриття наносять на чавунну поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см2/хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі.
Текст
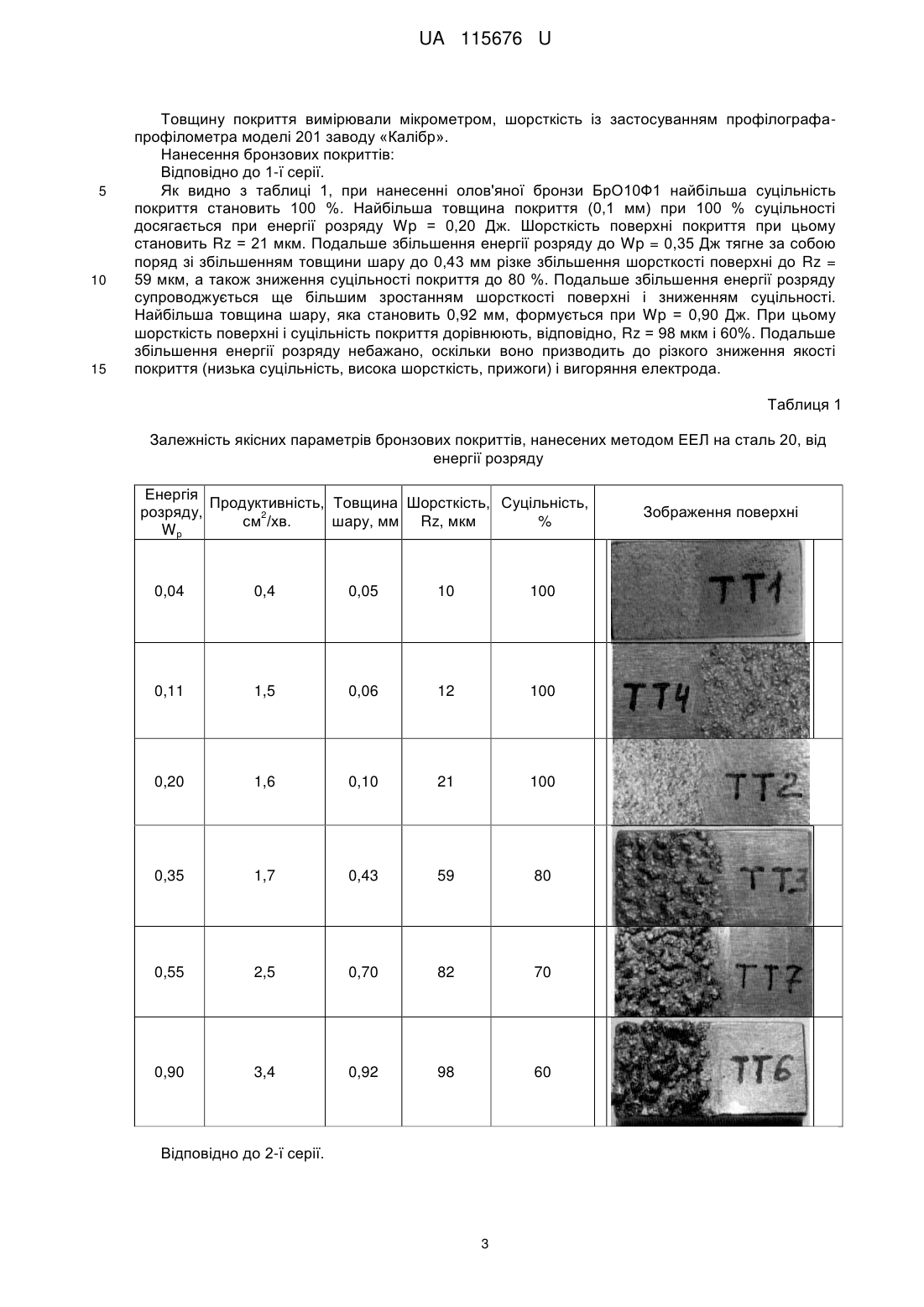
Реферат: Спосіб відновлення зношених поверхонь металевих деталей включає нанесення покриття на зношену поверхню деталі методом електроерозійного легування (ЕЕЛ) принаймні в два етапи. При нанесенні покриття на металеві поверхні металевим електродом на першому етапі 2 наносять шар з енергією розряду 0,13-0,55 Дж і продуктивністю 1,5-2,5 см /хв., які забезпечують товщину поверхні 0,08-0,81 мм при її суцільності 100 %, потім на отриману поверхню наносять шар покриття тим же електродом і з енергією розряду 0,55-0,90 Дж і продуктивністю 2,5-3,4 2 см /хв., які забезпечують формування поверхні з шорсткістю, в 2-4 рази вищою, ніж на першому етапі. UA 115676 U (12) UA 115676 U UA 115676 U 5 10 15 20 25 30 35 40 45 50 55 60 Рішення належить до області електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування (ЕЕЛ), і може бути застосоване для ремонту деталей машин. Найважливішими задачами ремонтно-обслуговуючого виробництва є підтримка працездатності та відновлення ресурсу машин і устаткування, забезпечення їх високої надійності і можливості ефективного використання. Для вирішення цих задач передбачається поліпшення якості ремонту за рахунок впровадження сучасних методів його організації та оптимальних технологічних процесів зміцнення і відновлення деталей. Ресурс відновлених деталей, як правило, значно вище, завдяки використанню ефективних способів відновлення і поліпшеним властивостями зміцнених поверхонь. Відомий спосіб ЕЕЛ, що все більш широко застосовується в промисловості для підвищення зносостійкості і твердості поверхонь деталей машин, в тому числі, які працюють в умовах високих температур і агресивних середовищ, для підвищення жаро- і корозійної стійкості, а також для відновлення зношених поверхонь деталей машин, наприклад, при ремонті і т. п. ЕЕЛ поверхні - це процес перенесення матеріалу на оброблювану поверхню іскровим електричним розрядом. Метод має ряд специфічних особливостей: - матеріал анода (легуючий матеріал) може утворювати на поверхні катода (легованій поверхні) надзвичайно міцно зчеплений з поверхнею шар покриття. У цьому випадку не тільки відсутня межа розділу між нанесеним матеріалом і металом основи, але відбувається навіть дифузія елементів анода в катод; - легування можна здійснювати в строго зазначених місцях (радіусом від часток міліметра і більше), не захищаючи при цьому решту поверхні деталі; - технологія електроерозійного легування металевих поверхонь дуже проста, а необхідна апаратура компактна і транспортабельна [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976.- сс. 3, 4, 13, 19] Незважаючи на те, що ЕЕЛ позитивно впливає на зносостійкість поверхневого шару, його недоліки нерідко обмежують впровадження даної технології для широкого кола деталей машин. До таких недоліків належать збільшення шорсткості поверхні виробів після ЕЕЛ, нерівномірність поверхневого зміцнення, негативний вплив ерозійного розряду на втомні властивості виробів і ін. Крім того, зі збільшенням енергії розряду ЕЕЛ, як правило, знижується суцільність формованого покриття (через наявність наскрізних пор) [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976.- сс. 15- 17]. Відомий спосіб відновлення зношених поверхонь металевих деталей, що включає нанесення на зношену поверхню деталі покриття електроерозійним легуванням за допомогою електрода, покриття отриманої поверхні металополімерних матеріалом з подальшою його полімеризацією і здійснення фінішної обробки нанесеного шару металополімерного матеріалу, при якому покриття електроерозійним легуванням наносять на режимах з енергією розряду 0,036-6,8 Дж, чим забезпечують задану шорсткість поверхні покриття, що становить від 1 до 200 мкм і більше, а фінішну обробку здійснюють методом електроерозійного легування графітовим електродом [Патент RU № 2524470 Способ восстановления изношенных поверхностей металлических деталей; приоритет: 20.08.2012; публикация: Бюллетень изобретений RU 27.07.2014 (Прототип)]. У відомому способі застосована інтегрована технологія, що включає в себе метод електроерозійного легування (ЕЕЛ) з подальшим нанесенням металополімерних матеріалів (МПМ). В результаті, формується поверхневий шар, якість, зносостійкість, надійність і довговічність якого вище, ніж при окремо взятих технологіях відновлення деталей методом ЕЕЛ і нанесенням МПМ. Незважаючи на зазначені вище переваги, спосіб має недоліки. В даному випадку при ЕЕЛ наноситься один шар і, як правило, на «жорстких» режимах - з великою енергією розряду, коли робочий струм (Ір) досягає значень більше 10 А. У роботі [Электроискровое легирование металлических поверхностей /Гитлевич А.Е., Михайлов В.В., Парканский Н.Я., Ревутский В.М. - Кишинев: Штинца, 1985. - С.43] відзначається, що зі збільшенням Ір> 10А на поверхні катода можливе формування відносно товстих шарів (0,15-0,2 мм і більше - «грубе» ЕЕЛ), але їх якісні характеристики (суцільність, рівномірність, щільність і т.п.) різко знижуються. Відповідно до прототипу, шар покриття методом ЕЕЛ наносять, варіюючи енергію розряду від 0,036 до 6,8 Дж. Шорсткість поверхні змінюється при цьому від 1 до 200 і більше мкм, суцільність шару, як правило, змінюється від 100 до 50-60%. Погіршення суцільності покриття тягне за собою ряд недоліків: - зменшення площі опорної поверхні; - зниження міцності покриття; - зниження герметичності в пресових з'єднаннях; - збільшення кількості концентраторів напруги; - зниження корозійної стійкості та ін. 1 UA 115676 U 5 10 15 20 25 30 35 40 45 50 55 Отже, на даний момент технічна задача удосконалення способів відновлення поверхонь зношених металевих деталей машин не втратила своєї актуальності. Для вирішення сформульованої вище задачі запропонований спосіб відновлення зношених поверхонь металевих деталей, який, як і відомі, включає нанесення покриття на зношену поверхню деталі методом електроерозійного легування (ЕЕЛ) принаймні в два етапи, але в якому, відповідно до корисної моделі, що заявляється, при нанесенні покриття на металеві поверхні металевим електродом на першому етапі наносять шар з енергією розряду 0,13-0,55 2 Дж і продуктивністю 1,5-2,5 см /хв., які забезпечують товщину поверхні 0,08-0,81 мм при її суцільності 100 %, потім на отриману поверхню наносять шар покриття тим же електродом і з 2 енергією розряду 0,55-0,90 Дж і продуктивністю 2,5-3,4 см /хв., які забезпечують формування поверхні з шорсткістю, в 2-4 рази вищою, ніж на першому етапі. У способі при використанні електрода з олов'яної бронзи перший шар покриття наносять з 2 енергією розряду 0,2 Дж і продуктивністю 1,6 см /хв., а другий шар покриття наносять з енергією 2 розряду 0,55 Дж і продуктивністю 2,5 см /хв.., при яких формують поверхню з шорсткістю, в 4 рази вищою, ніж на першому етапі. У способі при використанні електрода з твердого сплаву Т15К6 перший шар покриття 2 наносять з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., а другий шар покриття 2 наносять на сталеву поверхню з енергією розряду 0,90 Дж і продуктивністю 3,4 см /хв.., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі. У способі при використанні електрода з сталі 12Х18Н10Т перший шар покриття наносять з 2 енергією розряду 0,35 Дж і продуктивністю 1,7 см /хв., а другий шар покриття наносять на 2 сталеву поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі. У способі при використанні електрода з твердого сплаву Т15К6 перший шар покриття 2 наносять з енергією розряду 0,13 Дж і продуктивністю 1,5 см /хв., а другий шар покриття 2 наносять на чавунну поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі. У способі при використанні електрода з хрому і нікелю перший шар покриття наносять з 2 енергією розряду 0,27 Дж і продуктивністю 1,7 см /хв.., а другий шар покриття наносять на 2 чавунну поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі. У способі відбувається викид металу катода (деталі) в місцях прикладання імпульсів, тобто розпорошення найбільш виступаючих частин поверхні, і на їх місці утворюються западини новоутвореного покриття, глибина яких знаходиться на рівні поверхні попереднього покриття. В результаті, відбувається мінімальне підвищення рівня шорсткості поверхні. З технологічних інструкцій заводів-постачальників обладнання, літературних джерел і з досвіду роботи відомо, що для відновлення зношених ділянок поверхні як матеріали електродів рекомендовано застосовувати чисті метали (хром, нікель і ін.), нержавіючі сталі марок 12Х18Н10Т, бронзу, металокерамічні тверді сплави груп ВК і ТК . Покриття можна наносити, варіюючи енергію розряду в діапазоні 0,036-6,8 Дж. Із зростанням енергії розряду збільшується товщина покриття і шорсткість поверхні, а суцільність знижується. Під товщиною покриття розуміють збільшення розміру деталі або зразка, виміряного по виступах шорсткості нанесеного матеріалу. При цьому товщина шару може змінюватися, в залежності від характеру взаємодії анода і катода, наприклад, на установці з ручним вібратором типу «Елитрон 52-А» від 0,01 до 0,25 мм, а висота мікронерівностей (Rz) при цьому змінюється, відповідно, від 8,5 до 155,8 мкм. Суцільність поверхні при цьому може знижуватися з 100 до 60 %, Застосовуючи метод ЕЕЛ на установці моделі «Елитрон 52-А», на зразки розміром 20x10x8 і 15x15x8 мм зі сталі 20 при різних режимах енергії розряду наносили покриття електродами з олов'яної бронзи марки БрО10Ф1, твердого сплаву Т15К6 і нержавіючої сталі 12Х18Н10Т. Крім того на зразки з високоміцного чавуну марки ВЧ-60 на установці моделі «Елитрон -22А» наносили покриття з хрому, нікелю і твердого сплаву Т15К6. Було виготовлено три серії зразків: 1 серія - покриття здійснювали в один етап: на один зразок наносили покриття на одному режимі; 2 серія - покриття здійснювали в два етапи: перший - на режимі, що забезпечує найбільшу суцільність і товщину покриття, і другий - на більш «грубому» режимі, з шорсткістю в 2-4 рази більше, ніж на попередньому етапі; 3 серія - покриття здійснювали в два етапи у послідовності, протилежній серії 2. 2 UA 115676 U 5 10 15 Товщину покриття вимірювали мікрометром, шорсткість із застосуванням профілографапрофілометра моделі 201 заводу «Калібр». Нанесення бронзових покриттів: Відповідно до 1-ї серії. Як видно з таблиці 1, при нанесенні олов'яної бронзи БрО10Ф1 найбільша суцільність покриття становить 100 %. Найбільша товщина покриття (0,1 мм) при 100 % суцільності досягається при енергії розряду Wp = 0,20 Дж. Шорсткість поверхні покриття при цьому становить Rz = 21 мкм. Подальше збільшення енергії розряду до Wp = 0,35 Дж тягне за собою поряд зі збільшенням товщини шару до 0,43 мм різке збільшення шорсткості поверхні до Rz = 59 мкм, а також зниження суцільності покриття до 80 %. Подальше збільшення енергії розряду супроводжується ще більшим зростанням шорсткості поверхні і зниженням суцільності. Найбільша товщина шару, яка становить 0,92 мм, формується при Wp = 0,90 Дж. При цьому шорсткість поверхні і суцільність покриття дорівнюють, відповідно, Rz = 98 мкм і 60%. Подальше збільшення енергії розряду небажано, оскільки воно призводить до різкого зниження якості покриття (низька суцільність, висока шорсткість, прижоги) і вигоряння електрода. Таблиця 1 Залежність якісних параметрів бронзових покриттів, нанесених методом ЕЕЛ на сталь 20, від енергії розряду Енергія Продуктивність, Товщина Шорсткість, Суцільність, розряду, 2 см /хв. шару, мм Rz, мкм % Wp 0,04 0,4 0,05 10 100 0,11 1,5 0,06 12 100 0,20 1,6 0,10 21 100 0,35 1,7 0,43 59 80 0,55 2,5 0,70 82 70 0,90 3,4 0,92 98 60 Відповідно до 2-ї серії. 3 Зображення поверхні UA 115676 U 5 Згідно з пропонованим рішенням, першим шаром наносили олов'яну бронзу з найбільшою суцільністю (100%) і товщиною покриття (0,1 мм), при Wp = 0,20 Дж і Rz = 21 мкм, а потім другим шаром при Wp = 0,35 і 0,55 Дж, де шорсткість, відповідно, більше ~ в 3 і 4 рази (Rz = 59 і 82 мкм). При цьому загальна товщина шару становить, відповідно, 0,65 і 0,81 мм, шорсткість Rz = 47 і 58 мкм при 100 % суцільності (див. Таблицю 2). Подальше збільшення енергії розряду при нанесенні другого шару до Wp = 0,90 Дж і при незначному збільшенні товщини шару призводить до різкого збільшення шорсткості поверхні з Rz = 58 дo Rz = 81 мкм. Таблиця 2 Якісна характеристика бронзових покриттів, нанесених поетапно методом ЕЕЛ на сталь 20, згідно з серією 2 Енергія Продуктивність, Товщина Шорсткість, Суцільність, розряду, 2 см /хв. шару, мм Rz, мкм % Wp 0,04 + 0,35 57 90 1 -й етап 1,6 2-й етап 1,7 0,65 47 100 0,2 + 0,55 1 -й етап 1,6 2-й етап 2,5 0,81 58 100 0,2 + 0,90 15 0,55 0,2 + 0,35 10 1 -й етап 0,4 2-й етап 1,7 1 -й етап 1,6 2-й етап 3,4 0,95 81 Зображення поверхні 100 Відповідно до 3-ї серії У таблиці 3 наведені результати якісних параметрів покриттів з БрО10Ф1 на сталі 20, здійснених поетапно згідно серії 3, коли на першому етапі використовується енергія розряду більша, ніж на другому етапі. В даному випадку якість покриття значно гірша, ніж у покриттів з 2ї серії (суцільність 65-75 %, шорсткість Rz = 85-92 мкм) при наближено однаковій товщині нанесеного шару. Таблиця 3 Якісна характеристика бронзових покриттів, нанесених поетапно методом ЕЕЛ на сталь 20, згідно серії 3 Енергія Продуктивність, Товщина Шорсткість, Суцільність, розряду, 2 см /хв. шару, мм Rz, мкм % Wp 0,90 +0,04 1-й етап 3,4 2-й етап 0,4 0,87 92 65 4 Зображення поверхні UA 115676 U Енергія Продуктивність, Товщина Шорсткість, Суцільність, розряду, 2 см /хв. шару, мм Rz, мкм % Wp 0,90 +0,20 5 10 15 1-й етап 3,4 2-й етап 1,6 0,74 85 Зображення поверхні 75 Таким чином, відновлення сталевих деталей методом ЕЕЛ електродом-інструментом з олов'яної бронзи марки БрО10Ф1 необхідно проводити в два етапи, причому на першому етапі формувати покриття при енергії розряду Wp = 0,20 Дж, а на другому - при Wp = 0,55 Дж. В результаті, отримаємо покриття товщиною 0,81 мм, суцільністю 100 % і шорсткістю Rz = 58 мкм. Нанесення покриттів з твердого сплаву Т15К6 У таблиці 4 представлені результати якісних параметрів покриттів при ЕЕЛ сталі 20 електродом - інструментом з твердого сплаву Т15К6. Як видно з таблиці найбільша суцільність покриття 100% і товщина шару 0,12 мм досягається при енергії розряду Wp = 0,55 Дж. Шорсткість поверхні при цьому становить Rz = 21 мкм. Подальше збільшення енергії розряду призводить до зростання товщини шару до 0,19 мм і значного зниження якості покриття (суцільність 85% і шорсткість Rz = 65 мкм). При формуванні покриття поетапно, відповідно до запропонованого рішення з використанням спочатку енергії розряду Wp = 0,55 Дж, а потім Wp = 0,90 Дж, товщина шару становить 0,20 мм при 100% суцільності і шорсткості Rz = 37 мкм. Нанесення покриття в зворотному порядку: спочатку з Wp = 0,90 Дж, а потім з Wp = 0,55 Дж призводить до зниження його суцільності до 90% і зростання шорсткості до Rz = 54 мкм. Таблиця 4 Залежність якісних параметрів покриттів з твердого сплаву Т15К6, нанесених методом ЕЕЛ на сталь 20 Енергія Продуктивність, Товщина Шорсткість, розряду, Суцільність, % 2 см /хв. шару, мм Rz, мкм Wp *0,55 2,5 0,12 21 100 *0,90 3,4 0,19 65 85 1 -й етап 2,5 2-й етап 3,4 0,20 37 100 **0,55+ 0,90 20 5 Зображення поверхні UA 115676 U Енергія Продуктивність, Товщина Шорсткість, розряду, Суцільність, % 2 см /хв. шару, мм Rz, мкм Wp Зображення поверхні *** 0,90 + 1 -й етап 3,4 2-й 0,55 етап 2,5 0,14 54 90 * - Покриття наносили відповідно до 1-ї серії; ** - Покриття наносили відповідно до 2-ї серії; *** - Покриття наносили відповідно до 3-ї серії. 5 10 15 20 Нанесення покриттів з нержавіючої сталі 12Х18Н10Т У Таблиці 5 представлені результати якісних параметрів покриттів при ЕЕЛ сталі 20 електродом - інструментом з нержавіючої сталі 12Х18Н10Т. Як видно з таблиці, найбільша суцільність покриття 95% і товщина шару 0,08 мм досягається при енергії розряду Wp = 0,35 Дж. Шорсткість поверхні при цьому становить Rz = 11 мкм. Подальше збільшення енергії розряду призводить до зростання товщини шару до 0,14 мм і значного зниження якості покриття (суцільність 80% і шорсткість Rz = 31 мкм). При формуванні покриття поетапно, відповідно до запропонованого рішення, з використанням спочатку енергії розряду Wp = 0,35 Дж, а потім Wp = 0,55 Дж товщина шару складає 0, 12 мм при суцільності, що наближається до 100%, і шорсткості Rz = 17 мкм. Нанесення покриття в зворотному порядку: спочатку з Wp = 0,55 Дж, а потім з Wp = 0,35 Дж, призводить до зниження його суцільності до 80 % і зростання шорсткості до Rz = 34 мкм. Таким чином, результати, представлені в таблицях 4 і 5, показали, що відновлення сталевих деталей методом ЕЕЛ з використанням електрода-інструмента з твердого сплаву Т15К6 і нержавіючої сталі 12Х18Н10Т найбільш доцільно проводити в два етапи, причому, на першому етапі формується покриття з найбільшою суцільністю і товщиною, а на другому етапі покриття наносять тим же електродом, але на режимах, що супроводжуються збільшенням шорсткості приблизно в три рази (див. таблицю 5). Таблиця 5 Залежність якісних параметрів покриттів зі сталі 12X18Н ЮТ, нанесених методом ЕЕЛ на сталь 20 Енергія Продуктивність, Товщина Шорсткість, розряду, Суцільність, % 2 см /хв. шару, мм Rz, мкм Wp *0,35 1,7 0,08 11 95 *0,55 2,5 0,14 31 80 6 Зображення поверхні UA 115676 U Енергія Продуктивність, Товщина Шорсткість, розряду, Суцільність, % 2 см /хв. шару, мм Rz, мкм Wp **0,35+ 0,55 1 -й етап 1,7 2-й етап 2,5 ***0,55 + 1 -й етап 2,5 2-й 0,35 етап 1,7 0,12 17 100 0,8 34 Зображення поверхні 80 * - Покриття наносили відповідно до 1-ї серії; ** - Покриття наносили відповідно до 2-ї серії; *** Покриття наносили відповідно до 3-ї серії. 5 Слід зазначити, що запропоноване рішення зберігає свою актуальність і для деталей з чавуну. У таблиці 6 представлені результати якісних параметрів формованих поверхневих шарів при ЕЕЛ високоміцного чавуну марки ВЧ-60 електродами з хрому, нікелю і твердого сплаву Т15К6 на установці моделі «Елитрон 22А». Таблиця 6 Результати якісних параметрів формованих поверхневих шарів при ЕЕЛ високоміцного чавуну марки ВЧ-60 Матеріал електрода Хром Нікель Т15К6 10 15 Енергія розряду, W p,Дж 0,13 0,27 0,39 0,55 0,13 0,27 0,39 0,55 0,13 0,27 0,39 0,55 Шорсткість, мкм Rz, Товщина шару, мкм 15,0 17,5 20,4 35,0 13,0 15,5 22,0 33,5 21,0 26,0 34,0 42,5 40 50 55 60 50 55 60 70 50 60 80 100 Суцільність, % Продуктивність, 2 см /хв.. 100 100 95 90 100 100 95 85 100 95 90 80 1,5 1,7 2,0 2,5 1,5 1,7 2,0 2,5 1,5 1,7 2,0 2,5 Як видно з таблиці, зі збільшенням енергії розряду для всіх матеріалів електродів збільшується товщина нанесеного покриття і шорсткість поверхні, а суцільність знижується. При цьому 100% суцільність і найбільша товщина шару зберігається для хрому і нікелю при Wp = 0,27 Дж, а для твердого сплаву Т15К6 - при Wp = 0,13 Дж. У Таблиці 7 представлені результати якісних параметрів формованих поверхневих шарів при ЕЕЛ високоміцного чавуну марки ВЧ-60 електродами з хрому, нікелю і твердого сплаву Т15К6, нанесених відповідно до запропонованого рішення і в зворотному порядку. 7 UA 115676 U Таблиця 7 Результати якісних параметрів формованих поверхневих шарів при ЕЕЛ високоміцного чавуну марки ВЧ-60, відповідно до запропонованого рішення. Матеріал електрода Хром Енергія розряду, W p,Дж 1-й етап 0,27 Шорсткість, Rz, мкм Товщина шару, мкм Суцільність, % 30,2 80 100 24,0 55 90 2-й етап 0,55 Хром Нікель Нікель Т15К6 Т15К6 5 10 15 20 25 1 -й етап 0,55 2-й етап 0,27 1-й етап 0,27 2-й етап 0,55 1-й етап 0,55 2-й етап 0,27 1 -й етап 0,13 2-й етап 0,55 1 -й етап 0,55 2-й етап 0,13 Продуктивність, 2 см /хв.. 1 -й етап 1,7 2-й етап 2,5 1-й етап 2,5 2-й етап 1.7 29,5 95 100 26,1 60 85 43,3 110 100 38,5 80 80 1-й етап 1,7 2-й етап 2,5 1-й етап 2,5 2-й етап 1,7 1-й етап 1,5 2-й етап 2,5 1 -й етап 2,5 2-й етап 1,5 Таким чином, при відновленні деталей з високоміцного чавуну марки ВЧ -60 методом ЕЕЛ з використанням електродів з хрому, нікелю і твердого сплаву кращі якісні параметри спостерігаються у зразків з покриттями, сформованими в два етапи, відповідно до пропонованого рішення, причому на першому етапі формується покриття з найбільшою суцільністю і товщиною, а на другому - покриття наносять тим же електродом, але на режимах, що супроводжуються збільшенням шорсткості, приблизно, в два рази (див. таблицю 7). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб відновлення зношених поверхонь металевих деталей, що включає нанесення покриття на зношену поверхню деталі методом електроерозійного легування (ЕЕЛ) принаймні в два етапи, який відрізняється тим, що при нанесенні покриття на металеві поверхні металевим електродом на першому етапі наносять шар з енергією розряду 0,13-0,55 Дж і продуктивністю 2 1,5-2,5 см /хв., які забезпечують товщину поверхні 0,08-0,81 мм при її суцільності 100 %, потім на отриману поверхню наносять шар покриття тим же електродом і з енергією розряду 0,55-0,90 2 Дж і продуктивністю 2,5-3,4 см /хв., які забезпечують формування поверхні з шорсткістю, в 2-4 рази вищою, ніж на першому етапі. 2. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з олов'яної бронзи 2 перший шар покриття наносять з енергією розряду 0,2 Дж і продуктивністю 1,6 см /хв., а другий 2 шар покриття наносять з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., при яких формують поверхню з шорсткістю, в 4 рази вищою, ніж на першому етапі. 3. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з твердого сплаву 2 Т15К6 перший шар покриття наносять з енергією розряду 0,55 Дж і продуктивністю 2,5 см /хв., а другий шар покриття наносять на сталеву поверхню з енергією розряду 0,90 Дж і 2 продуктивністю 3,4 см /хв., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі. 8 UA 115676 U 5 10 4. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з сталі 12Х18Н10Т 2 перший шар покриття наносять з енергією розряду 0,35 Дж і продуктивністю 1,7 см /хв., а другий шар покриття наносять на сталеву поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 2 см /хв., при яких формують поверхню з шорсткістю, в 3 рази вищою, ніж на першому етапі. 5. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з твердого сплаву 2 Т15К6 перший шар покриття наносять з енергією розряду 0,13 Дж і продуктивністю 1,5 см /хв., а другий шар покриття наносять на чавунну поверхню з енергією розряду 0,55 Дж і 2 продуктивністю 2,5 см /хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі. 6. Спосіб за п. 1, який відрізняється тим, що при використанні електрода з хрому і нікелю 2 перший шар покриття наносять з енергією розряду 0,27 Дж і продуктивністю 1,7 см /хв., а другий шар покриття наносять на чавунну поверхню з енергією розряду 0,55 Дж і продуктивністю 2,5 2 см /хв., при яких формують поверхню з шорсткістю, в 2 рази вищою, ніж на першому етапі. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюPavlov Oleksandr Hryhorovych
Автори російськоюПавлов Александр Григорьевич
МПК / Мітки
Мітки: зношених, деталей, відновлення, поверхонь, металевих, спосіб
Код посилання
<a href="https://ua.patents.su/11-115676-sposib-vidnovlennya-znoshenikh-poverkhon-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношених поверхонь металевих деталей</a>
Спосіб відновлення зношених поверхонь металевих деталей
Номер патенту: 104664
Опубліковано: 25.02.2014
Автори: Іщенко Анатолій Олексійович, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Павлов Олександр Григорович
МПК: B23H 9/00, B23H 5/00, C23C 28/00
Мітки: зношених, відновлення, поверхонь, деталей, спосіб, металевих
Формула / Реферат:
1. Спосіб відновлення зношених поверхонь металевих деталей, за яким на зношену поверхню деталі наносять покриття електроерозійним легуванням за допомогою електрода, покривають отриману поверхню металополімерним матеріалом з наступною його полімеризацією, після чого здійснюють фінішну обробку нанесеного шару металополімерного матеріалу, який відрізняється тим, що покриття електроерозійним легуванням наносять у режимах, які забезпечують задану...
Спосіб зміцнення і відновлення зношених поверхонь металевих конструкцій, що працюють в умовах абразивного зносу
Номер патенту: 83297
Опубліковано: 27.08.2013
Автори: Потапенко Юрій Володимирович, Журавльова Світлана Миколаївна, Заньків Ярослав Ярославович
МПК: B23P 6/00
Мітки: конструкцій, поверхонь, зміцнення, металевих, зносу, умовах, працюють, спосіб, зношених, абразивного, відновлення
Формула / Реферат:
1. Спосіб зміцнення і відновлення зношених поверхонь металевих конструкцій, що працюють в умовах абразивного зносу, включає обробку і очищення зношеної поверхні металевої конструкції, приготування твердіючої у функції часу зносостійкої суміші із зносостійкої роздробленої або порошкоподібної мінеральної маси і полімерної речовини, і формування з приготованої суміші футерувального шару на поверхні металевої конструкції, що підлягає зміцненню...
Пристрій для відновлення зношених металевих поверхонь
Номер патенту: 30843
Опубліковано: 11.03.2008
Автори: Кіраль Володимир Миколайович, Бондаренко Євгенія Володимирівна
МПК: B23H 9/04
Мітки: відновлення, зношених, поверхонь, металевих, пристрій
Формула / Реферат:
Пристрій для відновлення зношених металевих поверхонь, який містить резервуар з електролітом, катод, анод, систему забезпечення режиму нанесення покриття, механізм подачі електроліту, який відрізняється тим, що пристрій складається з обертового вала, який обертається на опорах за допомогою привода, на валу встановлено робочий інструмент (анод), з можливістю зміни його положення і підведення до нього електроліту з резервуара за допомогою...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40490
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: наплавленням, шаруватим, зношених, деталей, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поперечними шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість наплавочних дротів...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40492
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: спосіб, шаруватим, відновлення, наплавленням, деталей, зношених
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поздовжньо-поперечно, комірчасто, шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість...
Попередній патент: Спосіб одержання дієтичної добавки “імунан”
Наступний патент: Шарнірний механізм для перетворення постійного обертального руху на обертальний з вистоєм
Випадковий патент: Лікарська форма пролонгованої дії для введення в передшлунки жуйних тварин