Спосіб відновлення зношених поверхонь металевих деталей
Номер патенту: 104664
Опубліковано: 25.02.2014
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Іщенко Анатолій Олексійович, Павлов Олександр Григорович, Тарельник В'ячеслав Борисович
Формула / Реферат
1. Спосіб відновлення зношених поверхонь металевих деталей, за яким на зношену поверхню деталі наносять покриття електроерозійним легуванням за допомогою електрода, покривають отриману поверхню металополімерним матеріалом з наступною його полімеризацією, після чого здійснюють фінішну обробку нанесеного шару металополімерного матеріалу, який відрізняється тим, що покриття електроерозійним легуванням наносять у режимах, які забезпечують задану шорсткість поверхні покриття, а фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, виконують на глибину, що забезпечує отримання поверхні з заданим співвідношенням площ металевих ділянок і зон з металополімерного матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що задану шорсткість в межах від 1 до 200 мкм або більше за один прохід, забезпечують у режимах електроерозійного легування з енергією розряду 0,036-6,8 Дж.
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при нанесенні наступного шару металополімерного матеріалу на вже полімеризований шар металополімерного матеріалу попередній шар зачищають і знежирюють.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють механічним способом.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють способом електроерозійного легування за допомогою графітового електрода.
Текст
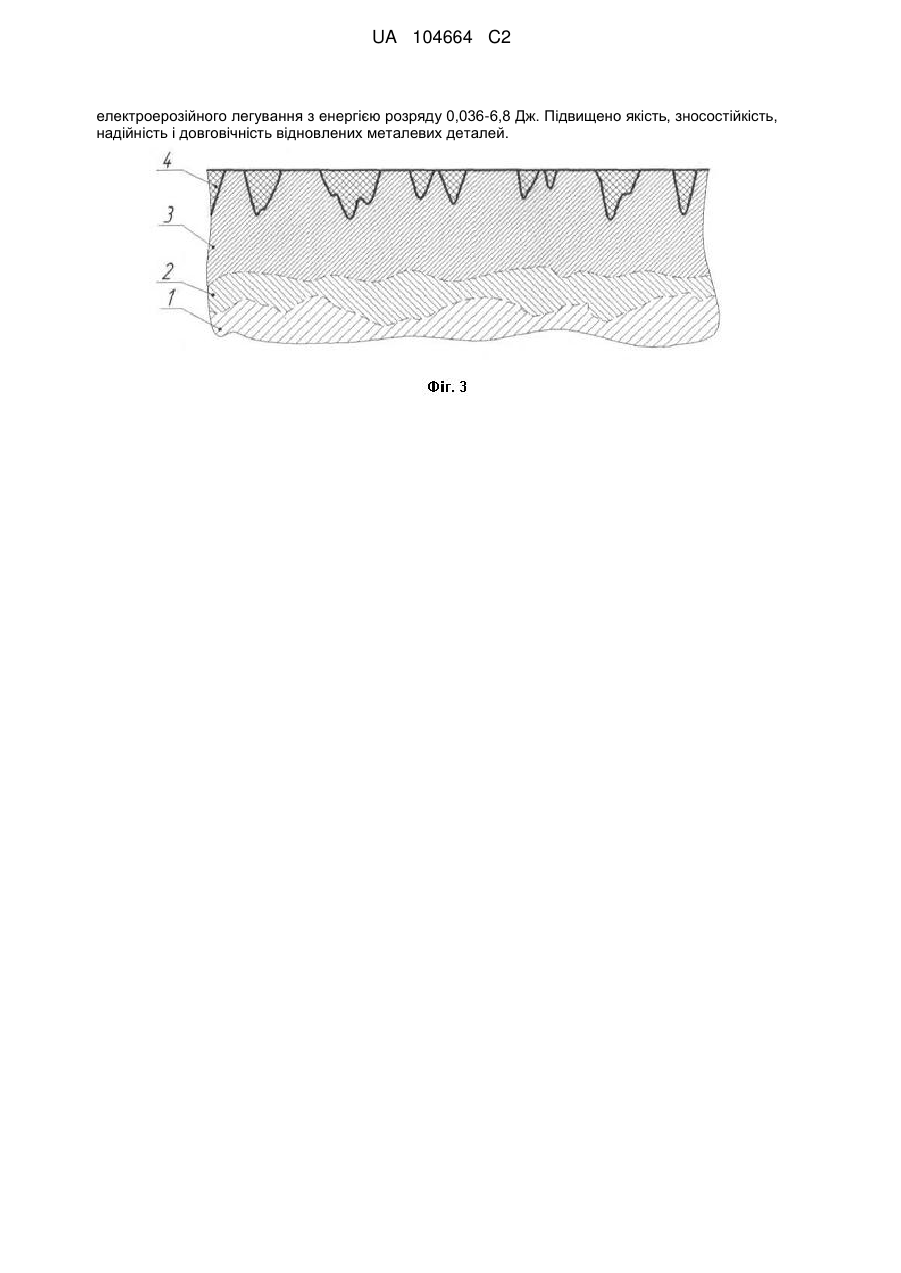
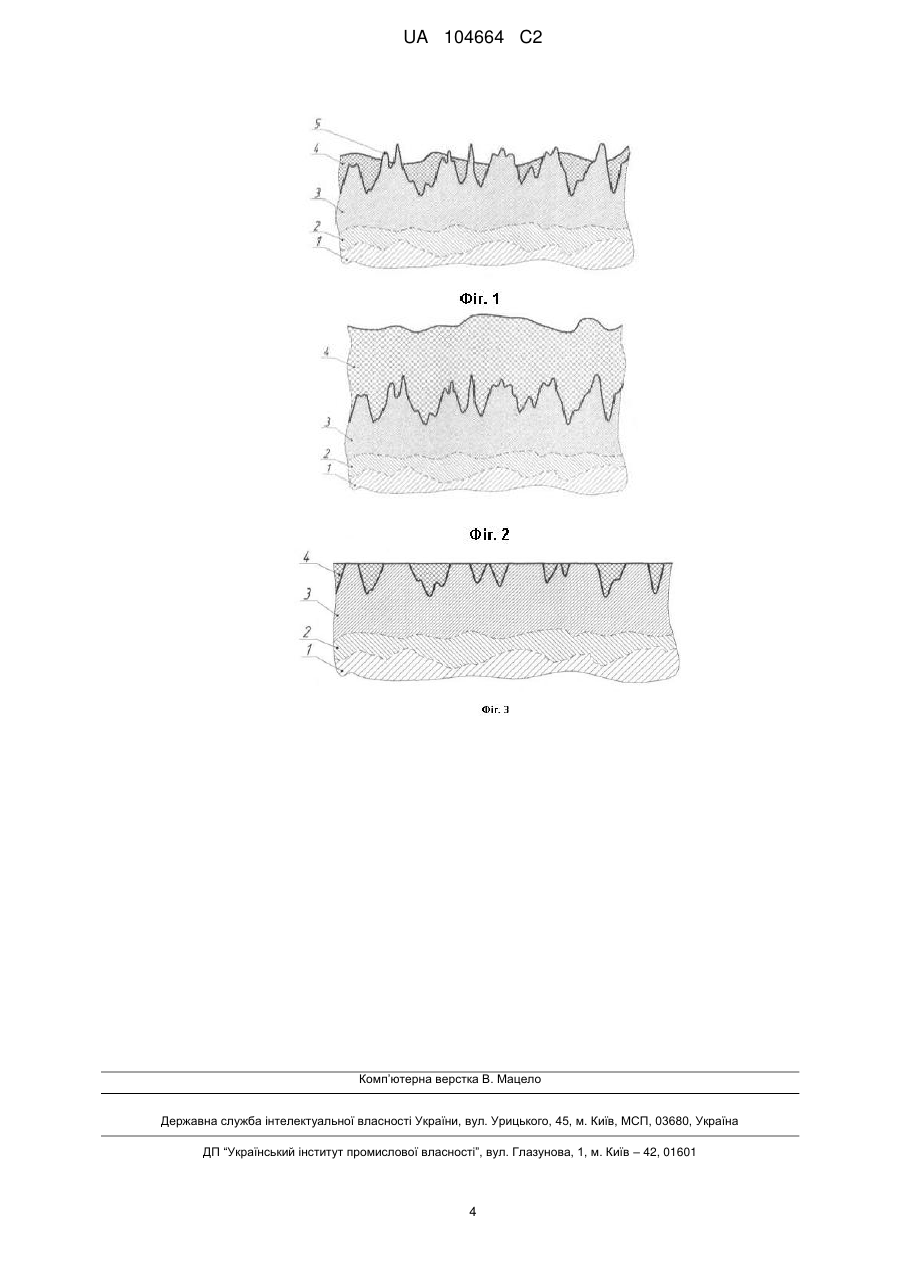
Реферат: Винахід належить до електрофізичної, зокрема до електроерозійного легування, і може бути використаний для ремонту деталей машин. В способі відновлення зношених поверхонь металевих деталей на зношену поверхню деталі наносять покриття електроерозійним легуванням за допомогою електрода, покривають отриману поверхню металополімерним матеріалом з наступною його полімеризацією, після чого здійснюють фінішну обробку нанесеного шару металополімерного матеріалу. Згідно з винаходом, покриття електроерозійним легуванням наносять у режимах, які забезпечують задану шорсткість поверхні покриття, а фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, виконують на глибину, що забезпечує отримання поверхні з заданим співвідношенням площ металевих ділянок і зон з металополімерного матеріалу. Задану шорсткість в межах від 1 до 200 мкм або більше за один прохід, забезпечують у режимах UA 104664 C2 (12) UA 104664 C2 електроерозійного легування з енергією розряду 0,036-6,8 Дж. Підвищено якість, зносостійкість, надійність і довговічність відновлених металевих деталей. UA 104664 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі електрофізичної, зокрема до електроерозійного легування, і може бути використаний для ремонту деталей машин. Найважливішими задачами ремонтно-обслуговуючого виробництва є підтримання працездатності, відновлення ресурсу машин і устаткування, забезпечення їх високої надійності і можливості ефективного використання. Для вирішення цих задач передбачається поліпшення якості ремонту за рахунок впровадження сучасних методів його організації та оптимальних технологічних процесів зміцнення і відновлення деталей. Ресурс відновлених деталей, як правило, значно вищий, через використання ефективних способів відновлення і поліпшення властивостей зміцнених поверхонь. Сучасна зміцнювальна технологія має численні методи покращення структури і властивостей поверхневого шару деталей, кожен з яких має оптимальні галузі застосування, переваги і недоліки. Відомо спосіб електроерозійного легування (ЕЕЛ), який все ширше застосовується в промисловості для підвищення зносостійкості і твердості поверхонь деталей машин, у тому числі і тих, що працюють в умовах високих температур і агресивних середовищ, для підвищення жаро- і корозійної стійкості, а також для відновлення зношених поверхонь деталей машин при ремонті тощо [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - с. 3, 4, 13, 19]. ЕЕЛ поверхні - це процес перенесення матеріалу на поверхню, що обробляється іскровим електричним розрядом. Метод має ряд специфічних особливостей: - матеріал анода (легуючий матеріал) може утворювати на поверхні катода (легованій поверхні) шар покриття, надзвичайно міцно зчеплений з поверхнею, і в цьому випадку не лише відсутня межа розділу між нанесеним матеріалом і металом основи, але відбувається навіть дифузія елементів анода в катод; - легування можна здійснювати лише в зазначених місцях (радіусом від часток міліметра і більше), не захищаючи при цьому іншу поверхню деталі; - технологія електроерозійного легування металевих поверхонь дуже проста, а необхідна апаратура малогабаритна і транспортабельна. Незважаючи на те, що ЕЕЛ позитивно впливає на зносостійкість поверхневого шару, його недоліки нерідко обмежують впровадження цієї технології для широкого кола деталей машин. До таких недоліків належать: збільшення шорсткості поверхні виробів після ЕЕЛ, нерівномірність поверхневого зміцнення, негативний вплив ерозійного розряду на утомні властивості виробів тощо. В основу винаходу поставлено задачу удосконалення способу відновлення поверхні зношених металевих деталей за рахунок застосування інтегрованої технології для підвищення їх якості, довговічності, зносостійкості і надійності. Поставлену задачу вирішують тим, що в способі відновлення зношених поверхонь металевих деталей, за яким на зношену поверхню деталі наносять покриття електроерозійним легуванням за допомогою електрода, покривають отриману поверхню металополімерним матеріалом з наступною його полімеризацією, після чого здійснюють фінішну обробку нанесеного шару металополімерного матеріалу, згідно з винаходом, покриття електроерозійним легуванням наносять у режимах, які забезпечують задану шорсткість поверхні покриття, а фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, виконують на глибину, що забезпечує отримання поверхні з заданим співвідношенням площ металевих ділянок і зон з металополімерного матеріалу. Задану шорсткість в межах від 1 до 300 мкм за один прохід забезпечують у режимах електроерозійного легування, що визначають енергією розряду 0,036-6,8 Дж. При нанесенні наступного шару металополімерного матеріалу на вже полімеризований шар металополімерного матеріалу попередній шар зачищають і знежирюють. Фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють механічним способом. Фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють способом електроерозійного легування за допомогою графітового електрода. Спосіб, що заявляється, застосовує інтегровану технологію, яка включає в себе метод електроерозійного легування з наступним нанесенням металополімерного матеріалу (МПМ). Технології ремонту обладнання за допомогою МПМ має наступні властивості: - хорошу адгезію з металом; - близькі до металу деформаційні характеристики; - незначну зміну властивостей зі зміною температури; - мінімальну усадку при твердінні; 1 UA 104664 C2 5 10 15 20 25 30 35 40 45 50 55 60 - стійкість до впливу зовнішніх факторів; - відсутність зовнішніх виділень, що впливають на метал; - мінімальну підготовку поверхні; - твердіння без застосування тиску і підвищених температур; - тривалий термін експлуатації без зміни механічних властивостей; - екологічну безпеку [А.А. Ищенко. Технологические основы восстановления промышленного оборудования современными полимерными материалами. - Мариуполь: ПГТУ, 2007. - С. 9]. Для досягнення хорошої адгезії металополімерного матеріалу з поверхнею виробу, що оброблюється, на останньому необхідно створити відповідну шорсткість. Необхідна шорсткість поверхні перед нанесенням МПМ може бути досягнута спеціальною механічною зачисткою, наприклад, за допомогою абразивного круга, напилка, наждачного паперу, фрезерування або шляхом використання іглофрези [А.А. Ищенко. Технологические основы восстановления промышленного оборудования современными полимерными материалами. - Мариуполь: ПГТУ, 2007. - с. 52]. Крім того, відповідну шорсткість можна створити завдяки вибору відповідного режиму легування. Враховуючи характерні особливості методу ЕЕЛ, а також те, що, варіюючи режими легування, можна в широких межах змінювати шорсткість поверхні (Rz) від 1 до 300 мкм за один прохід, для відновлення деталей пропонується інтегрована технологія, що включає в себе метод ЕЕЛ з наступним нанесенням МПМ. У даному способі окремо взяті методи відновлення деталей (метод ЕЕЛ і метод нанесення МПМ) доповнюють один одного, усуваючи недоліки, властиві кожному окремо. Переваги інтегрованої технології ЕЕЛ + МПМ наступні: - суцільність поверхні - 100 %; - шорсткість значно нижче, ніж при ЕЕЛ; - твердість значно вище, ніж у МПМ; - завдяки можливості нанесення методом ЕЕЛ покриття з використанням великої гами матеріалів (можливе застосування будь-яких струмопровідних матеріалів) можна в широких межах змінювати механічні, термічні, електричні та інші властивості робочих поверхонь деталей; - потрапляння полімерного матеріалу у западини і мікронерівності відновлюваної деталі виключає імовірність утворення осередків корозії в цих западинах, не заповнених металополімерним матеріалом; - зносостійкість, надійність і довговічність відновлених деталей вище, ніж при відновленні з використанням окремо взятих зазначених методів. При використанні інтегрованої технології можливі різні варіанти формування структури відновленого поверхневого шару. Винахід пояснюється кресленнями. На Фіг. 1, Фіг. 2, Фіг. 3 зображено схеми структури відновленого поверхневого шару деталі. Відновлена металева деталь містить поверхню 1 деталі до відновлення, перехідний шар 2, шар 3 покриття, нанесеного ЕЕЛ, поверхневий шар 4 з МПМ, виступи 5 шорсткості. Винахід пояснюється конкретними прикладами виконання способу. Приклад 1 (Фіг. 1). На зношену поверхню 1 деталі методом ЕЕЛ наносять шар 3 покриття ЕЕЛ будь-якого твердого зносостійкого металу. При цьому між нанесеним металом і поверхнею деталі утворюється перехідний шар 2, що являє собою взаємне дифузійне проникнення елементів анода і катода. Шар 3 ЕЕЛ наносять, варіюючи енергію розряду в діапазоні від 0,036 до 6,8 Дж. З ростом енергії розряду збільшується товщина шару 3 покриття ЕЕЛ, що наносять, і шорсткість поверхні. При цьому товщина шару 3 може змінюватися, залежно від характеру взаємодії анода і катода (установки з ручним вібратором, типу «Елитрон 52-А» і механізовані установки з багатоелектродними головками, типу «Елитрон-347» або «ЕИЛ-9»), у першому випадку - від 0,01 до 0,25 мм і в другому випадку - від 0,05 до 2,0 мм, а висота мікронерівностей (Rz) при цьому змінюється, відповідно, від 8,5 до 155,8 мкм і від 20 до 200 мкм. При використанні як електрода нержавіючої сталі аустенітного класу 12Х18Н10Т або високоміцної нержавіючої сталі ВНС-2 (08Х15Н5Д2Т) за один прохід товщина покриття може досягати 0,6 мм на діаметр. Шорсткість поверхні в цьому випадку досягає 300 мкм за один прохід при енергії розряду в діапазоні від 0,036 до 6,8 Дж. Після цього на поверхню ЕЕЛ наносять шар 4 з МПМ. Нанесення даного матеріалу є однією з операцій, що визначають як якість утворених адгезійних зв'язків, так і довговічність відновленої деталі. Перший поверхневий шар 4 металополімерного матеріалу ретельно втирають лопаткою або шпателем в поверхню 2 UA 104664 C2 5 10 15 20 25 30 відновлюваної деталі. Попадання при такому втиранні полімерного матеріалу у западини і мікронерівності відновлюваної деталі, з одного боку, забезпечує поліпшення адгезії, а з іншого виключає імовірність утворення осередків корозії в цих западинах, не заповнених металополімерним матеріалом. Якщо сформованої товщини відновлюваного поверхневого шару 4 достатньо, то потреба в нанесенні другого і наступних шарів 4 відпадає. Після застигання МПМ виступи 5 шорсткості можуть бути видалені ЕЕЛ з використанням графітового електрода. МПМ не є провідником електричного струму, тому при ЕЕЛ електричний розряд буде протікати між графітовим електродом і виступами 5 шорсткості, в результаті чого останні будуть руйнуватися, що приведе до зниження рівня шорсткості відновленого поверхневого шару деталі. Приклад 2 (Фіг. 2). У разі, якщо товщини відновленого за першим прикладом поверхневого шару 4 недостатньо, то його можна збільшити за рахунок нанесення наступних шарів 4 з МПМ. Усі наступні шари 4 наносять без докладання будь-яких зусиль, при цьому виключено утворення порожнин, заповнених повітрям. Якщо нанесений поверхневий шар 4 ще не затвердів, то наступний шар 4 наносять з впевненістю, що отримують однорідний гомогенний шар полімеру. Якщо ж полімеризація раніше нанесеного шару вже сталася, то для з'єднання шару, що знову наноситься, з попереднім шаром поверхню останнього зачищають і знежирюють, а потім втирають новий шар 4 за допомогою шпателя. Затверділий металополімерний матеріал обробляють будь-яким з відомих способів, включаючи шліфування або обробку лезовим інструментом [А.А. Ищенко. Технологические основы восстановления промышленного оборудования современными полимерными материалами. - Мариуполь: ПГТУ, 2007. - с. 55, 56]. Приклад 3 (Фіг. 3). Для деталей, що працюють на більш посилених режимах роботи і вимагають вищих механічних характеристик, відновлення деталей за першим способом здійснюють таким чином, щоб після їх механічної обробки в розмір (шліфування або лезової обробки), поверхня деталі складалася б з окремих металевих ділянок і зон з МПМ. У даному випадку, в міру збільшення глибини обробки, площа ділянок поверхні з МПМ буде зменшуватися, а ділянок, сформованих методом ЕЕЛ, відповідно, зростатиме. Варіюючи режими ЕЕЛ (енергію розряду) і використовуючи необхідне обладнання, що забезпечує той чи інший характер взаємодії анода і катода (установки з ручним вібратором або механізовані установки з багатоелектродними головками), керують співвідношенням площ шару 4 з МПМ і поверхні шару 3, сформованої методом ЕЕЛ. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб відновлення зношених поверхонь металевих деталей, за яким на зношену поверхню деталі наносять покриття електроерозійним легуванням за допомогою електрода, покривають отриману поверхню металополімерним матеріалом з наступною його полімеризацією, після чого здійснюють фінішну обробку нанесеного шару металополімерного матеріалу, який відрізняється тим, що покриття електроерозійним легуванням наносять у режимах, які забезпечують задану шорсткість поверхні покриття, а фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, виконують на глибину, що забезпечує отримання поверхні з заданим співвідношенням площ металевих ділянок і зон з металополімерного матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що задану шорсткість в межах від 1 до 200 мкм або більше за один прохід, забезпечують у режимах електроерозійного легування з енергією розряду 0,036-6,8 Дж. 3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при нанесенні наступного шару металополімерного матеріалу на вже полімеризований шар металополімерного матеріалу попередній шар зачищають і знежирюють. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють механічним способом. 5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що фінішну обробку, принаймні одного нанесеного шару металополімерного матеріалу, здійснюють способом електроерозійного легування за допомогою графітового електрода. 3 UA 104664 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMartsynkovskyi Vasyl Sigizmundovych, Tarelnyk Viacheslav Borysovych, Ischenko Anatolii Oleksiiovych
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Ищенко Анатолий Алексеевич
МПК / Мітки
МПК: C23C 28/00, B23H 9/00, B23H 5/00
Мітки: спосіб, деталей, зношених, поверхонь, металевих, відновлення
Код посилання
<a href="https://ua.patents.su/6-104664-sposib-vidnovlennya-znoshenikh-poverkhon-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношених поверхонь металевих деталей</a>
Пристрій для відновлення зношених металевих поверхонь
Номер патенту: 30843
Опубліковано: 11.03.2008
Автори: Кіраль Володимир Миколайович, Бондаренко Євгенія Володимирівна
МПК: B23H 9/04
Мітки: поверхонь, відновлення, зношених, металевих, пристрій
Формула / Реферат:
Пристрій для відновлення зношених металевих поверхонь, який містить резервуар з електролітом, катод, анод, систему забезпечення режиму нанесення покриття, механізм подачі електроліту, який відрізняється тим, що пристрій складається з обертового вала, який обертається на опорах за допомогою привода, на валу встановлено робочий інструмент (анод), з можливістю зміни його положення і підведення до нього електроліту з резервуара за допомогою...
Спосіб зміцнення і відновлення зношених поверхонь металевих конструкцій, що працюють в умовах абразивного зносу
Номер патенту: 83297
Опубліковано: 27.08.2013
Автори: Потапенко Юрій Володимирович, Заньків Ярослав Ярославович, Журавльова Світлана Миколаївна
МПК: B23P 6/00
Мітки: поверхонь, конструкцій, абразивного, працюють, зношених, умовах, зміцнення, спосіб, зносу, відновлення, металевих
Формула / Реферат:
1. Спосіб зміцнення і відновлення зношених поверхонь металевих конструкцій, що працюють в умовах абразивного зносу, включає обробку і очищення зношеної поверхні металевої конструкції, приготування твердіючої у функції часу зносостійкої суміші із зносостійкої роздробленої або порошкоподібної мінеральної маси і полімерної речовини, і формування з приготованої суміші футерувального шару на поверхні металевої конструкції, що підлягає зміцненню...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40491
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: відновлення, деталей, наплавленням, шаруватим, спосіб, зношених
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, при цьому перший шар - "адгезійний", із твердістю та структурою, близькими до матеріалу основи; другий шар - "робочий", із заданою твердістю та фізико-механічними...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40490
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: спосіб, наплавленням, деталей, шаруватим, відновлення, зношених
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поперечними шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість наплавочних дротів...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40492
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: наплавленням, зношених, шаруватим, спосіб, деталей, відновлення
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поздовжньо-поперечно, комірчасто, шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість...
Попередній патент: Антитіло, що зв’язує cd127
Наступний патент: Спосіб визначення показників деформаційного зміцнення конструкційного титанового сплаву
Випадковий патент: Спосіб брикетування сипучих матеріалів