Система керування склоформувальної машини
Номер патенту: 80441
Опубліковано: 25.09.2007
Автори: Ліді Д. Уеін, Вайлджен Майкл Р., Бауер Девід Дж., Грін Томас Г., Вернер Джей Е., Редд Метью Д.
Формула / Реферат
1. Система керування (10) склоформувальної машини, що включає склоформувальну машину (24), яка має перші робочі механізми, призначені для перетворення краплин розплавленого скла на вироби склотари, систему (12-22) подачі краплин, яка має другі робочі механізми, призначені для подачі краплин розплавленого скла в зазначену склоформувальну машину, систему (26-32) переміщення склотари, яка має треті робочі механізми, призначені для приймання і транспортування виробів склотари із зазначеної склоформувальної машини, та електронну керуючу систему (34 або 120) для керування і координації роботи перших, других і третіх робочих механізмів, при цьому електронна керуюча система включає:
контролер (37 або 37а) машини, з'єднаний з першими робочими механізмами зазначеної склоформувальної машини для керування і координації роботи перших робочих механізмів з метою виготовлення виробів склотари,
контролер (58 або 78а, 80а, 82, 84а) подачі краплин, з'єднаний із зазначеними другими робочими механізмами зазначеної системи подачі краплин для керування і координації роботи зазначених других робочих механізмів з метою подачі краплин розплавленого скла в зазначену склоформувальну машину,
контролер (56 або 56а, 62а) переміщення склотари, з'єднаний із зазначеними третіми робочими механізмами зазначеної системи переміщення склотари для керування і координації роботи зазначених третіх механізмів для транспортування виробів склотари із зазначеної склоформувальної машини, і
послідовну шину (54) передачі даних машини, що з'єднує один з одним зазначений контролер машини, зазначений контролер подачі краплин і зазначений контролер переміщення склотари для координації один з одним роботи зазначених перших, других і третіх робочих механізмів.
2. Система за п. 1, яка відрізняється тим, що зазначена електронна керуюча система додатково містить машинний сервер (90), з'єднаний із зазначеною послідовною шиною передачі даних машини, для передачі керуючої інформації в зазначені контролери машини, подачі краплин і переміщення склотари, і для моніторингу роботи зазначених контролерів.
3. Система за п. 2, яка відрізняється тим, що зазначений машинний сервер (90) включає засоби для завантаження керуючої інформації із зовнішнього джерела.
4. Система за п. 3, яка відрізняється тим, що зазначений машинний сервер (90) включає засоби для завантаження керуючої інформації і вивантаження виробничих даних через всесвітню мережу (94).
5. Система за п. 2, яка відрізняється тим, що зазначений машинний сервер (90) включає блок (158) керування конфігурацією, що контролює керуючі програми в зазначених контролерах для забезпечення узгодження цих керуючих програм одна з одною.
6. Система за п. 5, яка відрізняється тим, що зазначений машинний сервер (90) включає засоби для приймання нової або зміненої керуючої програми для одного із зазначених контролерів, входу в бібліотеку поточних керуючих програм для інших із зазначених контролерів і завантаження зазначеної нової або зміненої керуючої програми в зазначений один контролер, коли зазначена нова або змінена програма є сумісною із зазначеною поточною програмою.
7. Система за п. 2, яка відрізняється тим, що принаймні деякі із зазначених перших, других і третіх робочих механізмів включають пневматичні робочі механізми, які працюють за допомогою клапанів (40), що реагують на електронні керуючі сигнали, і в якій щонайменше один із зазначених контролерів виконаний з можливістю створення таких електронних керуючих сигналів для цих клапанів.
8. Система за п. 7, яка відрізняється тим, що зазначена електронна керуюча система додатково містить машинний контролер (122) клапанів, з'єднаний із зазначеною послідовною шиною (54) передачі даних машини незалежно від зазначених контролерів машини, подачі краплин і переміщення склотари, для керування подачею повітря щонайменше у деякі із зазначених пневматичних робочих механізмів.
9. Система за п. 8, яка відрізняється тим, що кожний із зазначених пневматичних робочих механізмів включає відповідний модуль (126) приводу клапанів, і в якій друга послідовна шина (124) з'єднує зазначені модулі приводу клапанів із зазначеним машинним контролером клапанів.
10. Система за п. 1, яка відрізняється тим, що зазначені перші робочі механізми зазначеної склоформувальної машини включають як пневматичні робочі механізми (40), так і електричні робочі механізми (46, 48, 50), і
у якій зазначений машинний контролер включає контролер (38 або 126) клапанів, з'єднаний із зазначеними пневматичними робочими механізмами, і сервоконтролер (42), з'єднаний із зазначеними електричними робочими механізмами, при цьому зазначений контролер клапанів і зазначений сервоконтролер з'єднані кожний окремо із зазначеною послідовною шиною (54) передачі даних.
11. Система за п. 10, яка відрізняється тим, що кожний із зазначених електричних робочих механізмів (46, 48, 50) включає відповідний електричний привідний модуль, і в якій зазначений машинний контролер (37 або 37а) додатково включає другу послідовну шину (44) передачі даних, що з'єднує зазначений сервоконтролер (42) із зазначеними привідними модулями.
12. Система за п. 2, яка відрізняється тим, що зазначена склоформувальна машина включає кілька машинних секцій (24а-24n), кожна з яких має зазначені перші робочі механізми, і в якій зазначена електронна керуюча система включає кілька зазначених машинних контролерів (37 або 37а), кожний з яких з'єднаний з першим робочим механізмом відповідної секції машини та із зазначеною шиною (54) передачі даних машини.
13. Система за п. 1, яка відрізняється тим, що зазначені перші робочі механізми включають електричні робочі механізми, вибрані з групи, що складається з механізму (46) виймання, механізму (48) перекидання і механізму (50) вивантаження, зазначені другі робочі механізми включають електричні робочі механізми, вибрані з групи, що складається з механізму (78) керуючої труби, механізму (80) голки, механізму (82) ножиць і механізму (84) розподілу краплин, і в якій зазначені треті робочі механізми включають електричні робочі механізми, вибрані з групи, що складається з механізмів машинного конвеєра (62), поперечного конвеєра (64), механізму (66) радіальної передачі і механізму (68) завантажувача лера.
14. Система за п. 1, яка відрізняється тим, що щонайменше один із зазначених контролерів включає:
материнську плату (172) прикладних програм, що включає електронно зчитувані покажчики (180), зв'язані з використанням зазначеної материнської плати в комбінації з конкретним робочим механізмом, і
процесорний модуль (192), установлений з можливістю заміни на зазначеній материнській платі, який включає програму (194) керування конкретними прикладними програмами в енергонезалежній пам'яті для порівняння зазначених зчитуваних покажчиків з метою визначення, чи можна використовувати зазначений процесорний модуль для керування зазначеним конкретним робочим механізмом.
15. Система за п. 1, яка відрізняється тим, що зазначена електронна керуюча система включає хост-комп'ютер (176), який з'єднаний із зазначеною шиною передачі даних машини і має керуючу програму, що зберігається в ньому, для щонайменше одного із зазначених контролерів, і в якій щонайменше один із зазначених контролерів включає:
материнську плату (170 або 172) прикладних програм, що включає електронно зчитувані покажчики (180), зв'язані з використанням зазначеної материнської плати в комбінації з конкретним робочим механізмом, і
процесорний модуль (184, 192), установлений з можливістю заміни на зазначеній материнській платі, який включає програму для зчитування зазначених покажчиків у зазначений хост-комп'ютер і наступне завантаження із зазначеного хост-комп'ютера програми, необхідної для роботи конкретного робочого механізму.
Текст
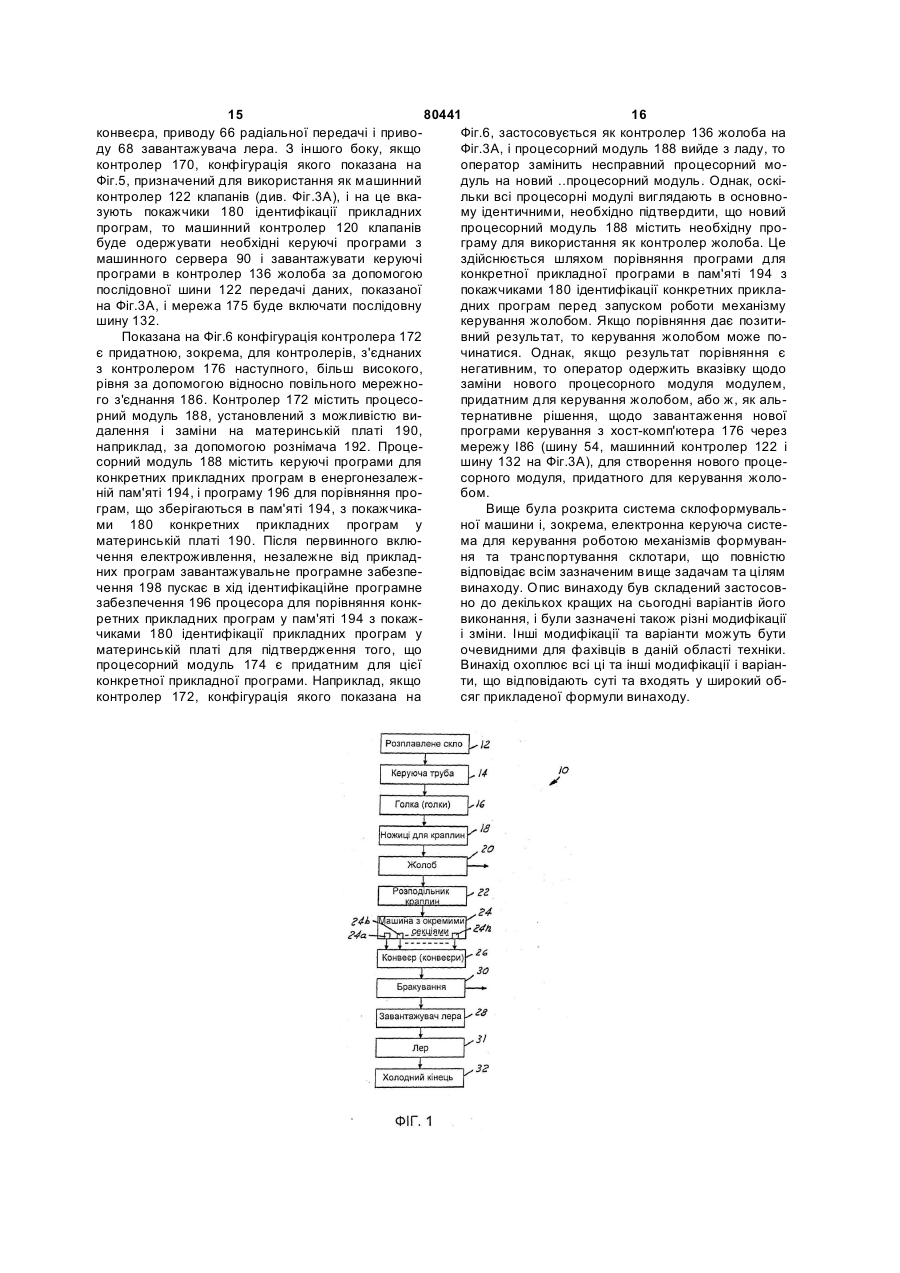
1. Система керування (10) склоформувальної машини, що включає склоформувальну машину (24), яка має перші робочі механізми, призначені для перетворення краплин розплавленого скла на вироби склотари, систему (12-22) подачі краплин, яка має другі робочі механізми, призначені для подачі краплин розплавленого скла в зазначену склоформувальну машину, систему (26-32) переміщення склотари, яка має треті робочі механізми, призначені для приймання і транспортування виробів склотари із зазначеної склоформувальної машини, та електронну керуючу систему (34 або 120) для керування і координації роботи перших, других і третіх робочих механізмів, при цьому електронна керуюча система включає: контролер (37 або 37а) машини, з'єднаний з першими робочими механізмами зазначеної склоформувальної машини для керування і координації роботи перших робочих механізмів з метою виготовлення виробів склотари, контролер (58 або 78а, 80а, 82, 84а) подачі краплин, з'єднаний із зазначеними другими робочими механізмами зазначеної системи подачі краплин для керування і координації роботи зазначених других робочих механізмів з метою подачі краплин розплавленого скла в зазначену склоформувальну машину, 2 (19) 1 3 80441 4 7. Система за п. 2, яка відрізняється тим, що 13. Система за п. 1, яка відрізняється тим, що принаймні деякі із зазначених перших, других і зазначені перші робочі механізми включають елетретіх робочих механізмів включають пневматичні ктричні робочі механізми, вибрані з групи, що робочі механізми, які працюють за допомогою класкладається з механізму (46) виймання, механізму панів (40), що реагують на електронні керуючі сиг(48) перекидання і механізму (50) вивантаження, нали, і в якій щонайменше один із зазначених конзазначені другі робочі механізми включають електролерів виконаний з можливістю створення таких тричні робочі механізми, вибрані з групи, що склаелектронних керуючих сигналів для цих клапанів. дається з механізму (78) керуючої труби, механіз8. Система за п. 7, яка відрізняється тим, що заму (80) голки, механізму (82) ножиць і механізму значена електронна керуюча система додатково (84) розподілу краплин, і в якій зазначені треті ромістить машинний контролер (122) клапанів, з'єдбочі механізми включають електричні робочі менаний із зазначеною послідовною шиною (54) пеханізми, вибрані з групи, що складається з механіредачі даних машини незалежно від зазначених змів машинного конвеєра (62), поперечного контролерів машини, подачі краплин і переміщенконвеєра (64), механізму (66) радіальної передачі і ня склотари, для керування подачею повітря щомеханізму (68) завантажувача лера. найменше у деякі із зазначених пневматичних ро14. Система за п. 1, яка відрізняється тим, що бочих механізмів. щонайменше один із зазначених контролерів 9. Система за п. 8, яка відрізняється тим, що ковключає: жний із зазначених пневматичних робочих механіматеринську плату (172) прикладних програм, що змів включає відповідний модуль (126) приводу включає електронно зчитувані покажчики (180), клапанів, і в якій друга послідовна шина (124) з'єдзв'язані з використанням зазначеної материнської нує зазначені модулі приводу клапанів із зазначеплати в комбінації з конкретним робочим механізним машинним контролером клапанів. мом, і 10. Система за п. 1, яка відрізняється тим, що процесорний модуль (192), установлений з можзазначені перші робочі механізми зазначеної ливістю заміни на зазначеній материнській платі, склоформувальної машини включають як пневмаякий включає програму (194) керування конкреттичні робочі механізми (40), так і електричні робочі ними прикладними програмами в енергонезалежмеханізми (46, 48, 50), і ній пам'яті для порівняння зазначених зчитуваних у якій зазначений машинний контролер включає покажчиків з метою визначення, чи можна викориконтролер (38 або 126) клапанів, з'єднаний із застовувати зазначений процесорний модуль для значеними пневматичними робочими механізмакерування зазначеним конкретним робочим мехами, і сервоконтролер (42), з'єднаний із зазначенинізмом. ми електричними робочими механізмами, при 15. Система за п. 1, яка відрізняється тим, що цьому зазначений контролер клапанів і зазначений зазначена електронна керуюча система включає сервоконтролер з'єднані кожний окремо із зазнахост-комп'ютер (176), який з'єднаний із зазначеною ченою послідовною шиною (54) передачі даних. шиною передачі даних машини і має керуючу про11. Система за п. 10, яка відрізняється тим, що граму, що зберігається в ньому, для щонайменше кожний із зазначених електричних робочих механіодного із зазначених контролерів, і в якій щонайзмів (46, 48, 50) включає відповідний електричний менше один із зазначених контролерів включає: привідний модуль, і в якій зазначений машинний материнську плату (170 або 172) прикладних проконтролер (37 або 37а) додатково включає другу грам, що включає електронно зчитувані покажчики послідовну шину (44) передачі даних, що з'єднує (180), зв'язані з використанням зазначеної матезазначений сервоконтролер (42) із зазначеними ринської плати в комбінації з конкретним робочим привідними модулями. механізмом, і 12. Система за п. 2, яка відрізняється тим, що процесорний модуль (184, 192), установлений з зазначена склоформувальна машина включає можливістю заміни на зазначеній материнській кілька машинних секцій (24а-24n), кожна з яких платі, який включає програму для зчитування замає зазначені перші робочі механізми, і в якій зазначених покажчиків у зазначений хост-комп'ютер і значена електронна керуюча система включає наступне завантаження із зазначеного хосткілька зазначених машинних контролерів (37 або комп'ютера програми, необхідної для роботи конк37а), кожний з яких з'єднаний з першим робочим ретного робочого механізму. механізмом відповідної секції машини та із зазначеною шиною (54) передачі даних машини. Даний винахід стосується систем склоформувальних машин і, зокрема, інтегрованого та включеного в мережу електронного керування системи склоформувальної машини. В техніці формування склотари зараз використовуються так звані машини з окремими секціями. Такі машини включають кілька окремих виробничих секцій, кожна з яких має безліч робочих меха нізмів для перетворення однієї або більше порцій або краплин розплавленого скла на порожню склотару і передачі склотари через послідовні стадії обробки машинної секції. Звичайно, система машини з окремими секціями включає джерело скла з керуючою трубою і голчастим механізмом для створення одного або більше потоків розплавленого скла, обрізний механізм для розрізання 5 80441 6 формування склотари у відповідній машинній секрозплавленого скла на окремі краплини і краплинції. Кожен комп'ютеризований пульт оператора ний розподільник для розподілу краплин по окресекції і вихідний модуль керування приймають на мих секціях машини. Кожна секція машини вклювході також сигнали від головного модуля синхрочає одну або більше форм для заготовки, у яких нізації для координації роботи різних машинних краплю скла спочатку формують за допомогою секцій, і кожен вихідний модуль керування приоперації видування або пресування, один або біймає на вхід сигнали небезпеки і зупинки програми льше перекидних важелів для переведення загодля зупинки роботи машини. товок у видувні форми, у яких склотару видувають Було запропоновано також використовувати із наданням остаточної форми, механізм для вийробочі механізми з електричним приводом у сисмання сформуванної склотари на прийомний стіл, і темі склоформувальної машини, зокрема, при порозвантажувальний механізм для переведення дачі краплин (труба керування потоком, голки, формованої склотари з прийомного стола на конножиці для краплин і розподільник краплин) і веєр машини. Конвеєр приймає склотару з усіх транспортуванні склотари (конвеєр машини, попесекцій машини з окремими секціями і транспортує речний конвеєр, конвеєр радіальної передачі і засклотару в навантажувач для переведення в лер. вантажувач лера) у машинній системі. ПропонуваРобочі механізми в кожній секції також забезпечулося також використання робочих механізмів з ють закривання половин форми, переміщення екелектричним сервоприводом для перекидного ранів і видувних сопел, керування охолодним повіважеля, кліщових захватів і розвантажувальних трям і т.д. У [патенті США 4362544] представлений механізмів кожної машинної секції. У системах рівень техніки способів формування склотари типу склоформувальної машини, у яких комбінуються «видування і видування», а також «пресування і електричний і пневматичний приводи, електричні видування», і наведений опис електропневматичробочі механізми приводяться в дію автономними ної машини з окремими секціями, пристосованої контролерами, які приймають ті ж сигнали синхродля використання в обох способах. нізації, що подаються в комп'ютеризовані пульти Робочі механізми кожної машинної секції спооператорів секцій з метою координації роботи всіх чатку працювали за допомогою пневматичних кламеханізмів, але в іншому не з'єднані з комп'ютерипанів, установлених у клапанному блоці і керовазованими пультами операторів секцій або з комних кулачками, встановленими на розподільному п'ютером керування формуванням. валу, з'єднаному з машиною. Таким чином, керуУ розподілених системах керування системою вання синхронізацією механізмів усередині секції і склоформувальної машини зазначеного вище тиусередині різних секцій машини здійснювалося за пу, є звичайно надлишок обчислювальної продукдопомогою розподільного вала і кулачків, що притивності і електронної пам'яті поверх того, що неводять клапани в дію. У [патенті США №4152134] обхідно для нормальної роботи системи. Крім того, розкрита керуюча система, у якій комп'ютер керуоскільки контролери роботи є автономними бловання машиною (MSC) з'єднаний з декількома ками, вони не забезпечують зворотний зв'язок за комп'ютерами окремих секцій (ISC), кожний з яких інформацією в комп'ютер керування формуванням з'єднаний з відповідною секцією машини з окредля бажаних цілей керування якістю та вартістю. мими секціями. Кожен комп'ютер окремої секції Тому загальною метою даного винаходу є ствоз'єднаний через відповідний пульт оператора секрення системи керування склоформувальної мації (SOC) з електромагнітними клапанами в блоці шини, яка є інтегрованою в тому розумінні, що кеелектропневматичних клапанів, які окремо реагуруючі електронні пристрої для всіх робочих ють на електронні сигнали керування клапанами з механізмів системи з'єднані один з одним з метою комп'ютера секції і пульта оператора для керуваноптимальної координації та керування і, краще, ня відповідними робочими механізмами секції. з'єднані також з комп'ютером керування формуГенератор синхронізуючих імпульсів з'єднаний з ванням для завантаження нової або зміненої інкомп'ютером керування машиною і з комп'ютерами формації керування в різні контролери та для заокремих секцій для синхронізації роботи усередині вантаження робочої інформації, необхідної для та між окремими секціями. Комп'ютер окремої секцілей керування інформацією, якістю або вартістю. ції і пульт оператора секції, показані в згаданому Система склоформувальної машини, відповідпатенті, були згодом об'єднані в комп'ютеризовано до прикладів виконання винаходу, включає ний пульт оператора секції (COM-SOC - торговесклоформувальну машину, яка має перші робочі льна марка заявника). механізми для перетворення краплин розплавлеВ [патентах США №№5580366 та 5624473] ного скла на вироби склотари, систему подачі крарозкрита автоматизована система виготовлення плин, що має другі робочі механізми для подачі склотари, у якій комп'ютер керування формуванкраплин розплавленого скла в склоформувальну ням (FSC) з'єднаний за допомогою шини локальної машину, систему переміщення склотари, що має мережі Ethernet з декількома комп'ютеризованими треті робочі механізми для приймання та транспопультами операторів секцій. Кожен комп'ютеризортування виробів склотари зі склоформувальної ваний пульт оператора секції з'єднаний за допомомашини, і електронну керуючу систему для керугою послідовної магістралі керування з відповідвання і координації роботи перших, других і третіх ним вихідним модулем керування (ІСОМ). У робочих механізмів. Електронна керуюча система комерційних застосуваннях це з'єднання здійснювключає контролер машини, з'єднаний з першими ється за допомогою шини послідовної передачі робочими механізмами склоформувальної машини даних. Виходи кожного вихідного модуля керувандля керування і координації роботи перших робоня з'єднані з відповідними клапанними блоками чих механізмів з метою виготовлення виробів для приведення в дію пневматичних механізмів 7 80441 8 склотари. Контролер подачі краплин з'єднаний з Фіг.4 - схема здійснення програми керування другими робочими механізмами системи подачі системою, згідно Фіг.2 або 3А-3В; і краплин для керування та координації роботи друФіг.5 та 6 - функціональні блок-схеми приклагих робочих механізмів з метою подачі краплин да виконання панелей керування в контролерах, расплавленого скла в склоформувальну машину. згідно Фіг.2 і 3А-3В, відповідно до додаткового асКонтролер переміщення склотари з'єднаний з трепекту винаходу. тіми робочими механізмами системи переміщення На Фіг.1 показана система 10 склоформувальсклотари для керування і координації роботи треної машини з окремими секціями відповідно до тіх механізмів для транспортування виробів склокращого на сьогодні варіанту виконання винаходу. тари зі склоформувальної машини. Послідовна Резервуар або чаша 12 містить розплавлене скло шина передачі даних з'єднує один з одним контро(з утворенням каналу живильника). Потік скла з лер машини, контролер подачі краплин і контрочаші управляється положенням керуючої труби 14 лер переміщення склотари для координації один з і переміщенням голки 16 для подачі одного або одним роботи перших, других і третіх робочих медекількох потоків розплавленого скла в механізм ханізмів. 18 нарізання краплин. Механізм 18 нарізання краУ кращому прикладі виконання винаходу, елеплин відокремлює окремі краплини розплавленого ктронна керуюча система додатково містить маскла, які подаються через жолоб 20 і розподільник шинний сервер, з'єднаний з послідовною шиною 22 краплин в машину 24 з окремими секціями. Жопередачі . даних, для передачі керуючої інформалоб 20 містить засоби для керованої зміни напряції в контролери машини, подачі краплин і перемімку краплин розплавленого скла у випадку відщення склотари, і для моніторингу роботи контроключення однієї або декількох секцій машини 24 з лерів. Машинний сервер, краще, включає засоби окремими секціями. Машина 24 з окремими секцідля завантаження керуючої інформації із зовнішями включає кілька окремих секцій, усередині кожнього джерела, такого як комп'ютер системи форної з яких краплини формуються в окремі вироби мування, термінала Web або пульта оператора, склотари. Кожна секція закінчується розвантажуз'єднаних з машинним сервером за допомогою вальною ділянкою 24а-24п, з яких вироби склотари другої послідовної шини передачі даних. У кращих подаються на ряд конвеєрів 26. Конвеєри 26 звиприкладах виконання винаходу, щонайменше, дечайно включають машинний конвеєр для приякі робочі механізми включають пневматичні роймання виробів склотари послідовно з різних мабочі механізми, які працюють за допомогою клапашинних секцій, поперечний конвеєр для нів, що реагують на електронні керуючі сигнали, а транспортування виробів склотари в завантажувач контролер чи контролери, з'єднані з такими меха28 лера, і радіальний передатний конвеєр для нізмами, створюють такі електронні керуючі сигнапередачі виробів склотари з машинного конвеєра ли. Машинний контролер клапанів може бути з'єдна поперечний конвеєр. Бракувальна ділянка ЗО наний з послідовною шиною передачі даних розташована уздовж машинного конвеєра для незалежно від інших контролерів для керування вибіркового видалення виробів склотари з конвеєподачею повітря в пневматичні робочі механізми. ра. Завантажувач 28 лера завантажує склотару У кращих прикладах виконання винаходу, перші партіями в лер 31. Склотара подається за допоморобочі механізми склоформувальної машини гою лера 31 до так званого холодного кінця 32 включають як пневматичні робочі механізми, так і процесу виготовлення, на якому склотара піддаелектричні робочі механізми. Машинний контроється контролю, сортуванню, забезпечується етилер включає контролер клапанів, з'єднаний із пнекетками, упаковується та/або зберігається для вматичними робочими механізмами, і сервоконтподальшої обробки. ролер, з'єднаний з електричними робочими Показана на Фіг.1 система 10 включає безліч механізмами. Контролер клапанів і сервоконтроробочих механізмів для виконання операцій зі лер з'єднані кожен окремо з послідовною шиною склом, переміщення скляних деталей через різні передачі даних для зв'язку один з одним та з інстадії операцій виготовлення, і виконання інших шими контролерами, з'єднаними із шиною. функцій системи. Такі робочі механізми включаСтислий опис креслень ють, наприклад, керуючу трубу 14, голки 16, ножиНижче наведений докладний опис винаходу з ці 18 для краплин, розподільник 22 краплин, розпосиланнями на прикладені креслення, на яких вантажувальні пристрої 24а-24п, конвеєри 26 і зображені: завантажувач 28 лера. Додатково до цього, є кільФіг.1 - функціональна блок-схема склоформука робочих механізмів усередині кожної секції мавальної машини з окремими секціями, відповідно шини 24 з окремими секціями, таких як механізми до кращого варіанта виконання даного винаходу; для відкривання і закривання форм, механізми для Фіг.2 - функціональна блок-схема системи кевсування і висування лійок, екранів і дуттьових рування склоформувальної машини, відповідно до головок, кліщових захватів і перекидних важелів. У кращого варіанта виконання даного винаходу; наведеній нижче таблиці перелічені деякі з цих Фіг.3А і 3В - дві частини функціональної блокмеханізмів і відповідні патенти США, у яких розсхеми системи керування склоформувальної макрите електронне керування відповідних механізшини, відповідно до другого кращого варіанта вимів. конання даного винаходу; 9 На Фіг.2 показана функціональна блок-схема керуючої системи 34 склоформувальної машини, відповідно до кращого на сьогодні варіанту виконання винаходу. Для кожної секції машини 24 з окремими секціями (див. Фіг.1) є керуюча секція 36 (показана лише одна). Наприклад, у машині з вісьмома окремими секціями є вісім керуючий секцій 36, по одній для кожної секції машини. Кожна керуюча секція 36 включає машинний контролер 37, з'єднаний з першими робочими механізмами склоформувальної машини для керування і координації роботи цих робочих механізмів для виготовлення виробів склотари. Цей машинний контролер у показаному на Фіг.1 варіанті виконання містить працюючий у локальній мережі Ethernet інтелектуальний керуючий вихідний модуль 38 (ЕІСОМ), з'єднаний проводами з відповідним клапанним блоком 40 для керування клапанами і, тим самим, подачею повітря в пневматичні робочі механізми. Машинний контролер у показаному варіанті виконання винаходу також містить сервоконтролер 42, з'єднаний за допомогою послідовної шини 44 з електричними привідними блоками 46, 48, 50, з'єднаними, відповідно, з механізмами виймання, перекидання і розвантаження відповідної секції машини. Приклади виконання привідних систем для механізмів виймання, перевертання і розвантаження показані в патентах, наведених у Таблиці 1. Сервоконтролер 42 з'єднаний проводами з можливістю передачі електронних сигналів з ЕІСОМ 38. ЕІСОМ 38 з'єднаний за допомогою послідовної шини 47 з відповідним блоком 49 COMSOC. Дистанційний пульт 51 оператора (ROC) постійно з'єднаний або з'єднується вибірково із блоком 49 COM-SOC для зміни оператором параметрів усередині блоку COM-SOC. ЕІСОМ 38 з'єднаний також з пультом 52 керування машиною (МСР) для контролю та вибіркової зміни робочих 80441 10 параметрів секції. ЕІСОМ 38 керує роботою пневматичних клапанів 40 для приведення в дію робочих механізмів з пневматичним приводом, у той час як сервоконтролер 42 управляє роботою робочих механізмів з електричним приводом. Всі контролери 38 клапанів і сервоконтролери 42 модуля ЕІСОМ всіх N секцій машини з'єднані кожний окремо з послідовною шиною 54, такою як машинна шина Ethernet. Шина 54 з'єднана також із сервоконтролером 56 переміщення склотари і сервоконтролером 58 подачі краплин. Сервоконтролер 58 переміщення склотари з'єднаний за допомогою послідовної шини 60 з контролером 62 приводу машинного конвеєра, контролером 64 приводу поперечного конвеєра, контролером 66 приводу радіального передатного конвеєра і контролером 68 приводу завантажувача лера. Сервоконтролер 56 переміщення склотари також з'єднаний проводами з декількома механізмами 70 керування запуском/зупинкою, контролером 72 змащування завантажувача лера і з датчиком 74, з'єднаним з лером 30 (див. Фіг.1). Аналогічно, сервоконтролер 58 подачі краплин з'єднаний за допомогою послідовної шини 76 з контролером 78 приводу керуючої труби, контролером 78 приводу голки, контролером 82 приводу ножиць для краплин і контролером 84 приводу розподільника краплин. Контролер 78 приводу труби з'єднаний з механізмом 14 керуючої труби (див. Фіг.1), контролер 80 приводу голки з'єднаний з механізмом 16 голки, контролер 82 приводу ножиць з'єднаний з ножицями 18 для краплин, і контролер 84 приводу розподільника краплин з'єднаний з розподільником 82 краплин. Аналогічно, контролер 62 приводу машинного конвеєра, контролер 64 приводу поперечного конвеєра і контролер 66 приводу радіального передавального конвеєра з'єднані з конвеєрами 26 (див. Фіг.1), а контролер 68 приводу 11 80441 12 форм заготовок склотари і дуттьових форм у відзавантажувача лера з'єднаний із завантажувачем повідній машинній секції. Керування охолоджен28 лера. Сервоконтролер 58 подачі краплин також ням форм описано, наприклад, у [патенті США з'єднаний проводами з декількома механізмами 86 №6412308], повний зміст якого включається в дазапуску/зупинки і з механізмом 88 змащування ний опис як рівень техніки. Машинний контролер голок для керування змащуванням голок 16. 122 клапанів з'єднаний також послідовною шиною Машинний контролер, з'єднаний з кожною ма132 з мультичастотним генератором 134 (MSG), з шинною секцією, що включає контролер 38 клапаконтролером 136 для жолоба 20 відхилення крапнів і сервоконтролер 42 модуля ЕІСОМ, сервоконлин (див. Фіг.1) із комп'ютером-концентратором тролер 56 переміщення склотари і сервоконтролер 138 системи виявлення пляшок (BDS). Кілька дат58 подачі краплин (які обидва працюють для всіх чиків і виконавчих механізмів 140 системи виявсекцій машини з окремими секціями), з'єднані для лення пляшок (BDS) також з'єднані з шиною 132 зв'язку один з одним шиною 54 з метою координадля подачі сигналів виявлення пляшок на вхід ції один з одним роботи різних відповідних робокомп'ютера-концентратора 138 і приймання сигначих механізмів. Всі контролери також з'єднані шилів для керування виконавчими механізмами з ною 54 через машинний сервер 90 із шиною 92 виходу комп'ютера 138. Мультичастотний генерабільш високого рівня, такою як шина Ethernet склотор 134 синхронізує роботу декількох машинних заводу в цілому. Шина 92 забезпечує з'єднання секцій. машинного сервера 90 із з'єднанням 94 для зв'язку Як показано на Фіг.3В, іншою відмінністю елекіз всесвітньою мережею або Інтернетом для конттронної керуючої системи 120 від електронної керолю роботи системи з віддаленого вузла, і з комруючої системи 34 (див. Фіг.2) полягає в тому, що п'ютером 96 керування формуванням (FSC), з'єдконтролер 58 подачі краплин на Фіг.2 тепер роздінаного з усім склозаводом. З'єднання 94 дозволяє лений на сервоконтролер 78а труби, сервоконтромашинному серверу 90 завантажувати інформацію лер 80а голки, сервоконтролер 82а ножиць і серкерування з віддаленого вузла та/або завантажувоконтролер 84а краплин. Контролери 78а-84а вати до нього дані про виробництво. FSC 96 може з'єднані кожний окремо з послідовною шиною 54 містити засоби для планування операцій і стводля окремого зв'язку один з одним та з іншими рення звітів про керування, виготовлення та інших контролерами, з'єднаними із шиною 54. Сервоконзвітів. У цьому з'єднанні лічильник 98 гарячих тролер 78а труби з'єднаний із сервоприводами 78 пляшок з'єднаний придатною послідовною шиною труби, які показані у вигляді окремих приводів на 100 з комп'ютером 96 керування формуванням для Фіг.3В, для керування рухом труби по двох осях подачі виробничої інформації. Комп'ютер 96 з'єд(обертання та осьового). (Окремі осі руху труби, наний також послідовною шиною 102 з хостголки і краплин об'єднані На Фіг.2 для простоти комп'ютером 104 датчика ваги краплин (GWC), зображення). Аналогічно, сервоконтролер 80а голякий з'єднаний послідовною шиною 106 з датчиком ки з'єднаний з окремими приводами 80 для кожної 108 ваги краплин, з'єднаним з кожною машинною голки, звичайно до чотирьох голок для так званої секцією 1-N. Хост-комп'ютер 104 з'єднаний також із квадро або чотирикраплинної машинної системи. сервоконтролером 58 подачі краплин за допомоСервоконтролер 82а ножиць з'єднаний із сервопгою послідовної шини 109, і за допомогою посліриводом 82 ножиць, і сервоконтролер 84а краплин довної шини 110 - із блоком 48 COM-SOC всіх N з'єднаний із приводами 84 для кожного з жолобів секцій 36 керування. Машинний сервер з'єднаний подачі краплин. Комбінований сервоконтролер 56 також шиною 54 з контролером 112 змащування переміщення склотари на Фіг.2 розділений на машини і з одним або більше блоками 114 інтерФіг.3В на сервоконтролер 62а машинного конвеєфейсу користувача з мережею (NUI). ра, з'єднаний із приводом 62 машинного конвеєра, На Фіг.3А і 3В показана модифікована електі сервоконтролер 56а переміщення склотари, з'єдронна керуюча система 120 склоформувальної наний із приводом 64 поперечного конвеєра, примашини. Позиції на Фіг.3А і 3В, ідентичні з викориводом 66 конвеєра поперечної передачі і трьома стовуваними на Фіг.1 і 2 позиціями, позначають приводами 68 для трьох осей завантажувача 28 ідентичні або подібні компоненти, у той час як молера (див. Фіг.1). Сервоконтролер 62а машинного дифіковані компоненти позначені за допомогою конвеєра з'єднаний також з контролером 142 бралітерних приставок. У системі 120, згідно. Фіг.3А і кування для керування роботою механізму 30 бра3В, є машинний контролер 122 клапанів (Фіг.3А), кування (див. Фіг.1) для вибірного видалення склоз'єднаний шиною 54 для керування подачею повітари з машинного конвеєра. Сервоконтролер 78а тря в пневматичні робочі механізми, які не зв'язані труби з'єднаний із приводами 78 труби за допомоз якою-небудь конкретною машинною секцією. гою послідовної шини 76а, сервоконтролер 80а Контролер 122 з'єднаний послідовною шиною 122 голки з'єднаний із приводами 80 голки послідовз контролером 126 клапанів COM-SOC, розташоною шиною 76Ь, сервоконтролер 82а ножиць з'єдваним у кожній секції 36а керування машиною. наний із сервоприводом 82 ножиць послідовною Усередині кожної секції 36а керування машиною шиною 76с, сервоконтролер 84а краплин з'єднаконтролер 37а містить сервоконтролер 42 і контний із чотирма приводами 84 подачі краплин поролер 126 клапанів COM-SOC. Контролер 126 слідовною шиною 76d, сервоконтролер 62а маклапанів COM-SOC з'єднаний послідовною шиною шинного конвеєра з'єднаний із приводом 62 127 із сервоконтролером 42, як на Фіг.2, з дисппослідовною шиною 60а, і сервоконтролер 56а лейною панеллю 128 COM-SOC для постачання переміщення склотари з'єднаний із приводами 64, дисплея оператора робочими параметрами і па66, 68 послідовною шиною 60Ь передачі даних. раметрами секції, і з контролером 130 охолоджуШини 54, 92 передачі даних на Фіг.2 - 3В краваних рідиною форм для керованого охолодження 13 80441 14 погодженою із програмним забезпеченням і контще, містять відносно високошвидкісні шини, такі як ролерами, з'єднаними з машинним сервером 90, шини Ethernet. Шини Ethernet можуть бути з'єднані то блок 158 керування конфігурацією може заванз різними контролерами в конфігурації з конценттажувати нову керуючу програму у файл 164 актиратором, як показано на Фігурах, або через маршвних керуючих програм для завантаження у відпорутизатори Ethernet для полегшення зв'язку. Повідні контролери за допомогою шини 54. слідовна шина 44 передачі даних усередині кожної Додатково до забезпечення можливості центральсекції 36 або 36а управління машини може містити ного зберігання, контролю і завантаження всіх кешину середньої швидкості, таку як так звана поруючих програм, система відповідно до даного слідовна шина передачі даних «firewire» (IEEE винаходу має перевагу зменшення об'єму пам'яті, 1394). Шина 47 на Фіг.2 краще, є послідовною манеобхідного для контролера різних пристроїв. Інгістраллю керування. Шини 102, 106, 60 та 76 на акше кажучи, немає необхідності для сервоконтФіг.2 можуть містити послідовні шини передачі ролера 42, сервоконтролера 56 переміщення даних будь-якої придатної конфігурації і протокосклотари, сервоконтролера 58 подачі краплині т.д., лу. Шини 76а, 76b, 76с, 76d, 60а і 60b на Фіг.3В показаних на Фіг.2-3В, мати достатню пам'ять для можуть містити послідовні шини передачі даних зберігання бібліотеки керуючих програм, оскільки середньої швидкості, такі як шини «firewire». Шини керуючі програми, необхідні для поточної роботи, 124, 127 і 132 на Фіг.3А можуть містити шини відможна швидко і просто завантажувати з машинноносно низької швидкості, такі як послідовні шини го сервера 90. Крім того, значно скорочується непередачі даних, що використовують так звану техобхідність суттєвої зміни оператором керуючих нологію шин CAN (мережа з абонентським доступрограм у різних контролерах. Графічний інтерпом). фейс користувача для всіх пристроїв машинної На Фіг.4 ілюструється одна важлива перевага системи може бути передбачений в єдиній робочій даного винаходу, показаного на Фіг.2 або Фіг.3Астанції. Є повна можливість обміну програмами, 3В. А саме, всі програми керування для всіх контпараметрами та інформацією стану, а також криролерів системи склоформувальної машини можтичною за часом інформацією керування. Винахід на вводити, завантажувати і контролювати через також забезпечує переваги поліпшеного розшиєдиний машинний сервер 90. Система автоматичрення і оптимізації за принципом варно управляє всіма версіями програм керування тість/ефективність, при одночасному забезпеченні декількох контролерів у системі склоформувальної можливості підтримання додаткових периферійних машини. Це виключає всі дії і помилку ручного пристроїв, необхідних для подальшого розвитку. оновлення кожної керуючої програми, і виключає На Фіг.5 і 6 показані дві конфігурації для різних необхідність вимикання всієї системи склоформуелектронних контролерів, описаних стосовно до вальної машини, коли лише кілька керуючих приФіг.1-4. На Фіг.5 показана конфігурація контролера строїв вимагають оновлення. Система також 170 без внутрішньої енергонезалежної пам'яті, у управляє ситуацією, коли оновлення однієї з протой час як на Фіг.6 показана конфігурація контрограм керуючого пристрою вимагає відповідного лера 172 із внутрішньою енергонезалежною паоновлення програм інших керуючих пристроїв. м'яттю. Як показано на Фіг.5, контролер 172 з'єдСистема також виключає ситуацію, у якій ненананий з хост-комп'ютером 176, таким як машинний вмисно задіюється унікальна не протестована сервер 90 на Фіг.2-3А, за допомогою шини 177. комбінація версій програм керуючих пристроїв або Контролер 170 включає материнську плату 178 рівнів модифікації, що може приводити до появи прикладних програм, що має зчитувані за допомопроблем взаємодії. Система також зменшує число гою програмного забезпечення покажчики 180 конзупинок процесу, необхідних для завантаження і кретних програм, такі як перемикач DIP. Ці покажзабезпечення нових оновлень керуючих програм, і чики ідентифікують прикладну програму, спрощує при необхідності перегляд попередніх призначену для контролера, такого як, наприклад, програм керування. сервоконтролер 56 переміщення склотари (див. Як показано на Фіг.4, робоча станція 150 з'єдФіг.2). Змінний процесорний модуль 182 рознімно нана мережею 152 з архівом 154 раніше застосоз'єднаний із платою 178, наприклад, за допомогою вуваних програм керування. Розроблювач керуюрознімача 184. Процесорний модуль 182 містить чих програм може застосовувати придатний попередньо збережені програми для зчитування майстер конфігурування (SW) для компіляції набопокажчиків 180 ідентифікації прикладних програм, ру керуючих програм, які можна зберігати на припередачі цих покажчиків у хост-комп'ютер 176 чедатному носії 156, такому як CD-ROM або DVD, рез мережу 177, і наступного завантаження з хостдля завантаження в машинний сервер 90. Як алькомп'ютера керуючої програми, необхідної для тернативне рішення, робоча станція 150 оператороботи конкретних робочих механізмів, для яких ра може містити один з мережних інтерфейсів 114 призначений контролер 170. Наприклад, якщо конкористувача (див. Фіг.2 і 3А), з'єднаний з машинтролер 170 використовується як сервоконтролер ним сервером 90 шиною 54, або ж може бути з'єд56 переміщення склотари на Фіг.2, то після пернаний з машинним сервером 90 через шину 92 винного включення електроживлення або в інший безпосередньо або через Інтернет. Програма 158 придатний момент часу для переустановки керуюкерування конфігурацією усередині машинного чої програми, хост-комп'ютер 176 (машинний серсервера 90 завантажує нову керуючу програму у вер 90 у цьому прикладі) може завантажувати чепам'ять 160 доступних керуючих програм. Блок рез мережу 177 (шину 54 у цьому прикладі) всі 158 керування конфігурацією також має доступ до керуючі програми, необхідні для роботи приводу пам'яті 162 інших керуючих програм, які були роз63 машинного конвеєра, приводу 64 поперечного роблені раніше. Якщо нова керуюча програма є 15 80441 16 конвеєра, приводу 66 радіальної передачі і привоФіг.6, застосовується як контролер 136 жолоба на ду 68 завантажувача лера. З іншого боку, якщо Фіг.3А, і процесорний модуль 188 вийде з ладу, то контролер 170, конфігурація якого показана на оператор замінить несправний процесорний моФіг.5, призначений для використання як машинний дуль на новий ..процесорний модуль. Однак, оскіконтролер 122 клапанів (див. Фіг.3А), і на це вкальки всі процесорні модулі виглядають в основнозують покажчики 180 ідентифікації прикладних му ідентичними, необхідно підтвердити, що новий програм, то машинний контролер 120 клапанів процесорний модуль 188 містить необхідну пробуде одержувати необхідні керуючі програми з граму для використання як контролер жолоба. Це машинного сервера 90 і завантажувати керуючі здійснюється шляхом порівняння програми для програми в контролер 136 жолоба за допомогою конкретної прикладної програми в пам'яті 194 з послідовної шини 122 передачі даних, показаної покажчиками 180 ідентифікації конкретних приклана Фіг.3А, і мережа 175 буде включати послідовну дних програм перед запуском роботи механізму шину 132. керування жолобом. Якщо порівняння дає позитиПоказана на Фіг.6 конфігурація контролера 172 вний результат, то керування жолобом може поє придатною, зокрема, для контролерів, з'єднаних чинатися. Однак, якщо результат порівняння є з контролером 176 наступного, більш високого, негативним, то оператор одержить вказівку щодо рівня за допомогою відносно повільного мережнозаміни нового процесорного модуля модулем, го з'єднання 186. Контролер 172 містить процесопридатним для керування жолобом, або ж, як альрний модуль 188, установлений з можливістю витернативне рішення, щодо завантаження нової далення і заміни на материнській платі 190, програми керування з хост-комп'ютера 176 через наприклад, за допомогою рознімача 192. Процемережу І86 (шину 54, машинний контролер 122 і сорний модуль 188 містить керуючі програми для шину 132 на Фіг.3А), для створення нового процеконкретних прикладних програм в енергонезалежсорного модуля, придатного для керування жолоній пам'яті 194, і програму 196 для порівняння пробом. грам, що зберігаються в пам'яті 194, з покажчикаВище була розкрита система склоформувальми 180 конкретних прикладних програм у ної машини і, зокрема, електронна керуюча систематеринській платі 190. Після первинного вклюма для керування роботою механізмів формуванчення електроживлення, незалежне від прикладня та транспортування склотари, що повністю них програм завантажувальне програмне забезпевідповідає всім зазначеним вище задачам та цілям чення 198 пускає в хід ідентифікаційне програмне винаходу. Опис винаходу був складений застосовзабезпечення 196 процесорадля порівняння конкно до декількох кращих на сьогодні варіантів його ретних прикладних програм у пам'яті 194 з покажвиконання, і були зазначені також різні модифікації чиками 180 ідентифікації прикладних програм у і зміни. Інші модифікації та варіанти можуть бути материнській платі для підтвердження того, що очевидними для фахівців в даній області техніки. процесорний модуль 174 є придатним для цієї Винахід охоплює всі ці та інші модифікації і варіанконкретної прикладної програми. Наприклад, якщо ти, що відповідають суті та входять у широкий обконтролер 172, конфігурація якого показана на сяг прикладеної формули винаходу. 17 80441 18 19 80441 20 21 Комп’ютерна верстка В. Мацело 80441 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of glassware forming machine handling
Автори англійськоюBauer David J., GREEN THOMAS G, Leidy D. Wayne, Redd Matthew D., Werner Jay E., Wildgen Michael R.
Назва патенту російськоюСистема управления стеклоформующей машины
Автори російськоюБауэр Дэвид Дж., Грин Томас Г., Лиди Д. Уэйн, Рэдд Мэтью Д., Вернер Джэй Е., Вайлджен Майкл Р.
МПК / Мітки
МПК: G05B 19/04, C03B 9/00
Мітки: система, керування, склоформувальної, машини
Код посилання
<a href="https://ua.patents.su/11-80441-sistema-keruvannya-skloformuvalno-mashini.html" target="_blank" rel="follow" title="База патентів України">Система керування склоформувальної машини</a>
Система керування трансмісії гусеничної машини
Номер патенту: 791
Опубліковано: 15.03.2001
Автори: Бусяк Юрій Митрофанович, Борисюк Михайло Дем'янович, Кудров Володимир Михайлович, Магерамов Лютфалій Курбан-Алієвич, Литвин-Попович Ігор Анатолійович, Зімін Дмитро Борисович, Істратов Анатолій Васильович
МПК: B62D 11/00, F16N 25/00
Мітки: трансмісії, керування, гусеничної, машини, система
Формула / Реферат:
Система керування трансмісії гусеничної машини, яка включає для кожного борту механізм розподілу, що містить картер з каналами подачі масла до бустерів фрикціонів коробки передач і розміщені в картері кулак перемикача передач і кулак повороту, пластина якого виконана у вигляді сектора з боковою профільованою поверхнею, яка відрізняється тим, що в кожний механізм розподілу введений двопозиційний чотириходовий золотник, розміщений у виконаній у...
Система керування трансмісією гусеничної машини
Номер патенту: 73223
Опубліковано: 15.06.2005
Автори: Веретенніков Олександр Іванович, Бусяк Юрій Митрофанович, Литвин-Попович Ігор Анатолійович, Абушенков Іван Дмитрович, Борисюк Михайло Дем'янович, Зімін Дмитро Борисович, Клименко Іван Вікторович, Богачев Сергій Веніамінович
МПК: B60K 20/02
Мітки: машини, система, трансмісією, гусеничної, керування
Формула / Реферат:
1. Система керування трансмісією гусеничної машини, що містить механіко-гідравлічні приводи керування зчепленням, переключенням передач і поворотом машини, які через механічну частину за допомогою системи тяг, валів і важелів діють на золотники і гідравлічні елементи приводів, важільний механізм вибору передач і гребінку з фіксуючими пазами переднього і заднього ходу для важеля вибору, гідравлічний розподільник керування рухомою муфтою,...
Пристрій та спосіб для подачі крапель скломаси до склоформувальної машини для формування склотари
Номер патенту: 72752
Опубліковано: 15.04.2005
Автори: Хейес Ден М., Тіппінг Марк Р.
МПК: C03B 7/00
Мітки: склотари, формування, крапель, склоформувальної, подачі, машини, спосіб, скломаси, пристрій
Формула / Реферат:
1. Вузол жолоба у зборі, призначений для подачі крапель здатної піддаватися формуванню скломаси по розташованому з нахилом униз шляху від розподільного пристрою склоформувальної машини для формування скляної тари, що має окремі секції, причому згаданий вузол жолоба в зборі містить жолобчастий елемент, що має конфігурацію у своєму поперечному перерізі, яка, загалом, відповідає за своєю формою літері V, оберненій просвітом угору, протилежна...
Система автоматичного керування вивантажувальним транспортером коренеклубнезбиральної машини

Номер патенту: 71849
Опубліковано: 15.12.2004
Автори: Лебедєв Анатолій Тихонович, Поляшенко Сергій Олексійович
МПК: A01B 69/00
Мітки: система, вивантажувальним, керування, машини, автоматичного, транспортером, коренеклубнезбиральної
Формула / Реферат:
Система автоматичного керування вивантажувальним транспортером ко-ренеклубнезбиральної машини, що містить вивантажувальний транспортер, що включає головну і кінцеву секції, на яких установлені датчики безпеки, які своїми виходами підключені до входів електронного блока керування, у вивантажувальній частині кінцевої секції встановлений датчик відстані, виходом підключений до входу електронного блока керування, перший із виходів якого з'єднаний...
Система керування постом секціонування контактної мережі
Номер патенту: 23787
Опубліковано: 11.06.2007
Автор: Петроченков Олександр Данилович
МПК: B60M 3/00
Мітки: контактної, керування, постом, система, секціонування, мережі
Формула / Реферат:
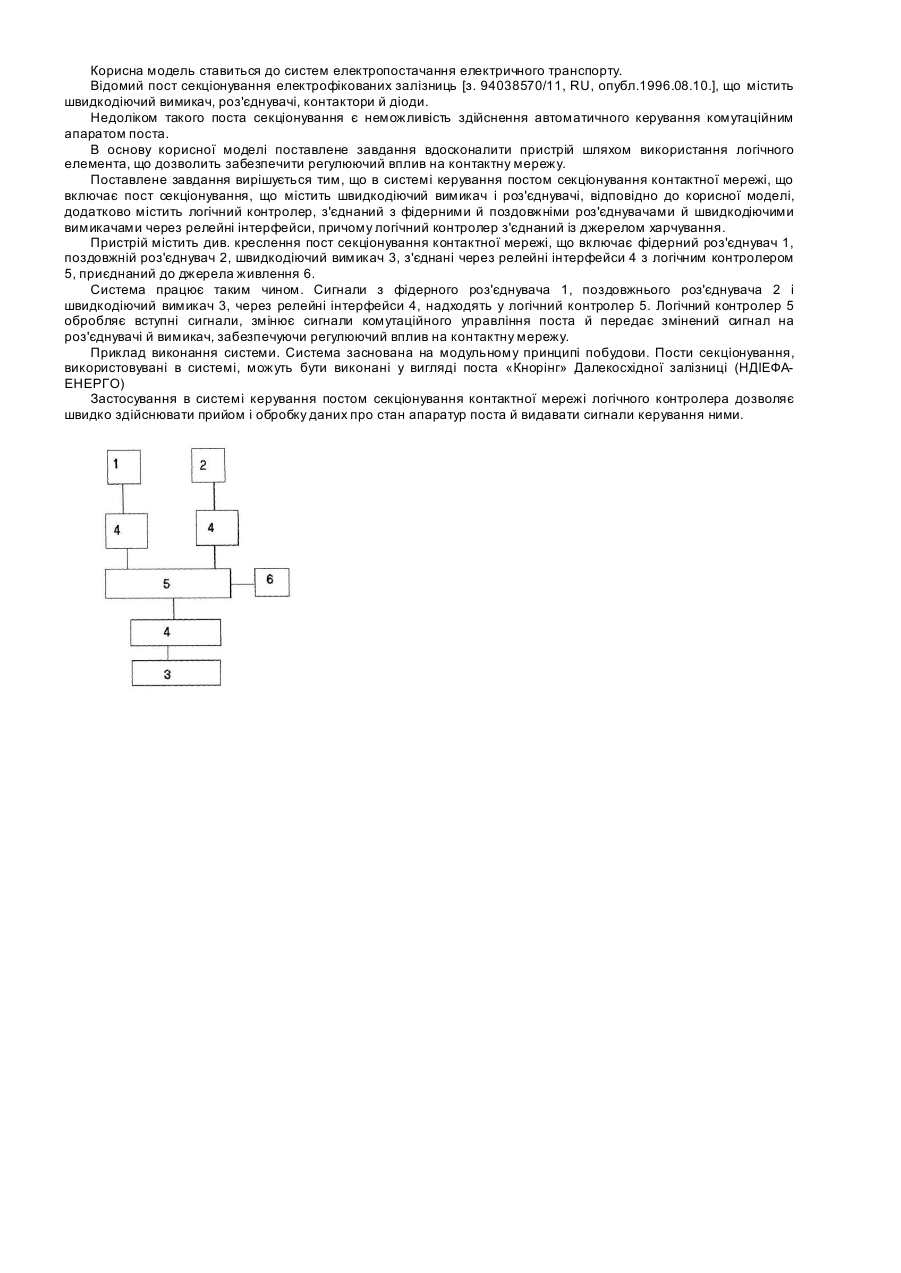
Система керування постом секціонування контактної мережі, що містить пост секціонування, що включає швидкодіючий вимикач і роз'єднувачі, яка відрізняється тим, що додатково містить логічний контролер, з'єднаний з фідерним і поздовжнім роз'єднувачами й швидкодіючим вимикачем через релейні інтерфейси, причому логічний контролер з'єднаний із джерелом живлення.
Попередній патент: Спосіб збагачення залізовмісної сировини
Наступний патент: Фільтр для паління
Випадковий патент: Місткість для морозива