Нарізне з’єднання для сталевих труб
Номер патенту: 82694
Опубліковано: 12.05.2008
Автори: Руссі Габріель, Ямамото Міюкі, Дютійєль П'єр, Нагасаку Сігео, Івамото Мітіхіко, Верже Ерік, Сугіно Масаакі
Формула / Реферат
1. Нарізне з'єднання для сталевих труб, що містить ніпель і муфту, причому ніпель має зовнішню різь, ущільнювальну поверхню і поверхню заплечика, муфта має внутрішню різь, ущільнювальну поверхню і поверхню заплечика, причому зовнішня різь взаємодіє із внутрішньою різзю, ущільнювальна поверхня ніпеля взаємодіє з радіальним натягом із відповідною ущільнювальною поверхнею муфти, а поверхня заплечика ніпеля у напрямі осі примикає до відповідної поверхні заплечика муфти, яке відрізняється тим, що (і) поверхня заплечика ніпеля передбачена на торці ніпеля, (іі) ущільнювальна поверхня ніпеля розташована на стороні кінця труби біля зовнішньої різі, і (ііі) на ніпелі між ущільнювальною поверхнею і поверхнею заплечика передбачена носова ділянка, при цьому носова ділянка не контактує з ділянкою муфти, оберненою до носової ділянки ніпеля.
2. Нарізне з'єднання для сталевих труб за п 1, яке відрізняється тим, що носова частина має зовнішню поверхню, яка є циліндричною.
3. Нарізне з'єднання для сталевих труб за п. 1 або 2, яке відрізняється тим, що осьова довжина носової частини складає від 4 мм до 20 мм для труб, що мають зовнішній діаметр між 50 і 550 мм.
4. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-3, яке відрізняється тим, що нарізне з'єднання містить засіб, який дозволяє уникнути взаємодії ділянки зовнішньої різі, розташованої поруч із ущільнювальною поверхнею, із внутрішньою різзю.
5. Нарізне з'єднання для сталевих труб за п. 4, яке відрізняється тим, що згаданий засіб являє собою кругову канавку, виконану на внутрішній поверхні муфти між внутрішньою різзю й ущільнювальною поверхнею муфти.
6. Нарізне з'єднання для сталевих труб за п. 5, яке відрізняється тим, що осьова довжина кругової канавки, виміряна між внутрішньою різзю й ущільнювальною поверхнею муфти, складає від 1,5 до 3,5 кроків різі.
7. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-6, яке відрізняється тим, що ущільнювальна поверхня ніпеля розташована радіально всередині, якщо відраховувати від осі ніпеля, (і) дотичної до вершини зовнішньої різі і кінця ніпеля, і (іі) продовження лінії 62 заглибини профілю зовнішньої різі.
8. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-7, яке відрізняється тим, що ущільнювальна поверхня ніпеля розташована на відстані від зовнішньої різі, яка складає не більше одного кроку різі.
9. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-8, яке відрізняється тим, що зовнішня і внутрішня різі є конічними, і зовнішня різь має вставну ділянку, в якій обвідна заглибин профілю зовнішньої різі має зменшену конусність у порівнянні з конусністю різі.
10. Нарізне з'єднання для сталевих труб за п. 9, яке відрізняється тим, що обвідна заглибин профілю зовнішньої різі у вставній ділянці являє собою циліндричну поверхню.
11. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-10, яке відрізняється тим, що поверхні заплечиків ніпеля і муфти являють собою плоскі поверхні, перпендикулярні осі з'єднання.
12. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-10, яке відрізняється тим, що поверхні заплечиків ніпеля і муфти є конічними і утворюють кут менший, ніж 16 градусів, із перпендикуляром до осі з'єднання таким чином, що поверхня заплечика ніпеля зачіплюється поверхнею заплечика муфти.
13. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-12, яке відрізняється тим, що форма ущільнювальної поверхні і ніпеля, і муфти незалежно вибирається з (і) конічної поверхні, що отримується в результаті обертання навколо осі з'єднання прямої лінії, похилої відносно до осі, (іі) спученої поверхні, що отримується в результаті обертання навколо осі з'єднання кривої лінії, і більш конкретно, тороїдальної поверхні, якщо крива лінія являє собою дугу окружності, і (ііі) тороїдально-конічної поверхні, що отримується в результаті обертання навколо осі з'єднання лінії, скомбінованої з похилої прямої лінії і дуги окружності.
14. Нарізне з'єднання для сталевих труб за п. 13, яке відрізняється тим, що ущільнювальна поверхня одного з ніпеля і муфти являє собою конічну поверхню, в той час як ущільнювальна поверхня іншого одного ніпеля і муфти являє собою або тороїдальну поверхню, або тороїдально-конічну поверхню, при цьому конічна ділянка тороїдально-конічної поверхні розташована на носовій стороні і має по суті таку ж конусність, як і конічна ущільнювальна поверхня.
15. Нарізне з'єднання для сталевих труб за п. 13 або 14, яке відрізняється тим, що конусність ущільнювальної поверхні складає від 5 до 25 градусів.
16. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-15, яке відрізняється тим, що внутрішня поверхня ніпеля біля поверхні заплечика має скіс, так що внутрішній край заплечика ніпеля утворює коло, концентричне осі з'єднання.
17. Нарізне з'єднання для сталевих труб за будь-яким із пп.1-16, яке відрізняється тим, що внутрішня поверхня муфти біля поверхні заплечика має скіс.
18. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-17, яке відрізняється тим, що зовнішня різь і внутрішня різь кожна мають в основному трапецеїдальну форму, яка містить навантажувальну робочу сторону профілю різі, ввідну робочу сторону профілю різі, заглибину профілю різі й вершину профілю різі, кут ввідних робочих сторін профілю різі з перпендикуляром до осі з'єднання складає не менше 3 градусів і не більше 36 градусів.
19. Нарізне з'єднання для сталевих труб за п. 18, яке відрізняється тим, що між навантажувальними робочими сторонами профілю різі забезпечується контакт, а осьовий зазор між ввідними робочими сторонами профілю зовнішньої і внутрішньої різі, коли нарізне з'єднання згвинчене, складає не менше за 10 мікрометрів і не більше за 150 мікрометрів.
20. Нарізне з'єднання для сталевих труб за будь-яким із пп. 1-19, яке відрізняється тим, що в нарізному з'єднанні для сталевих труб додатково передбачена друга група поверхонь заплечиків і/або друга група ущільнювальних поверхонь на кінці муфти.
Текст
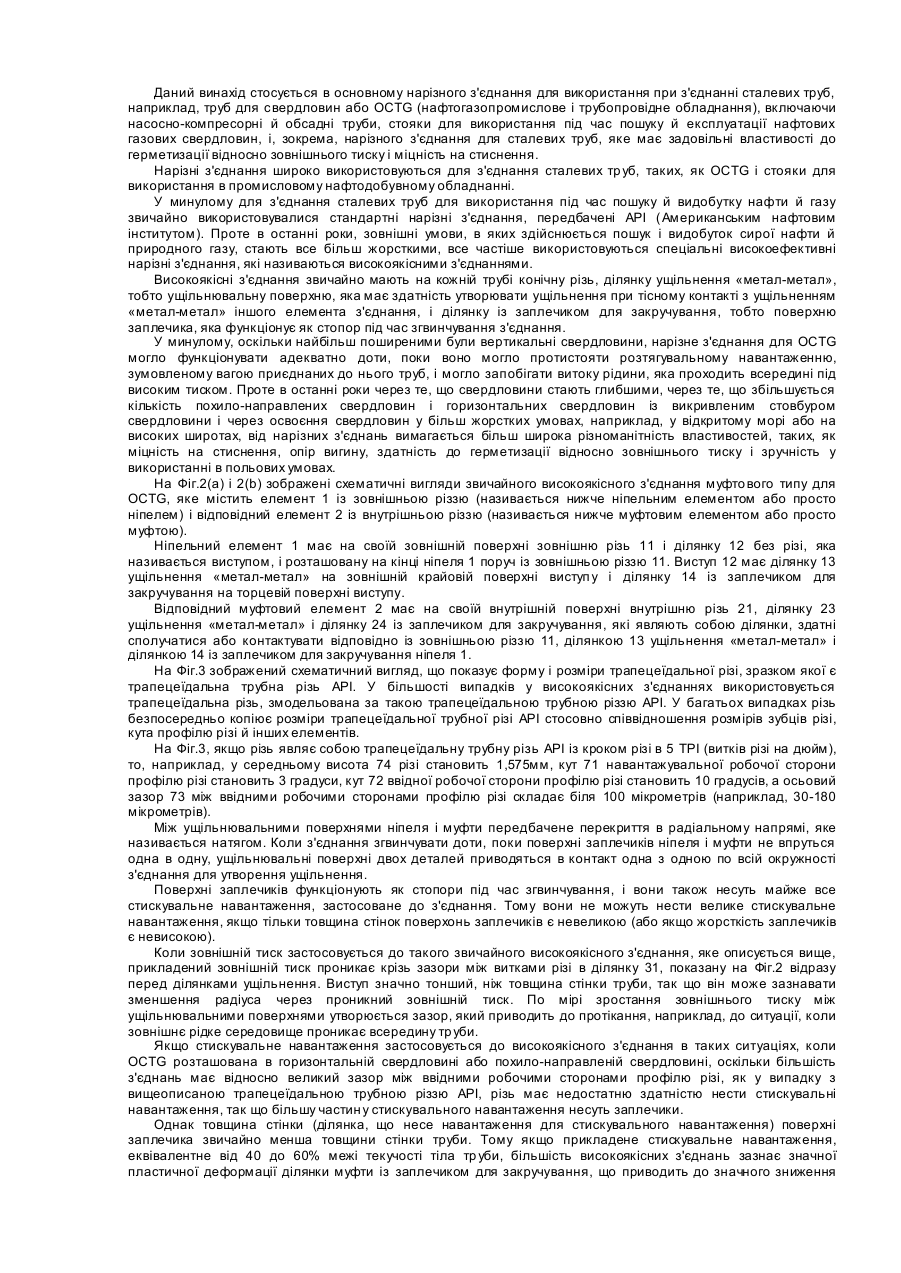
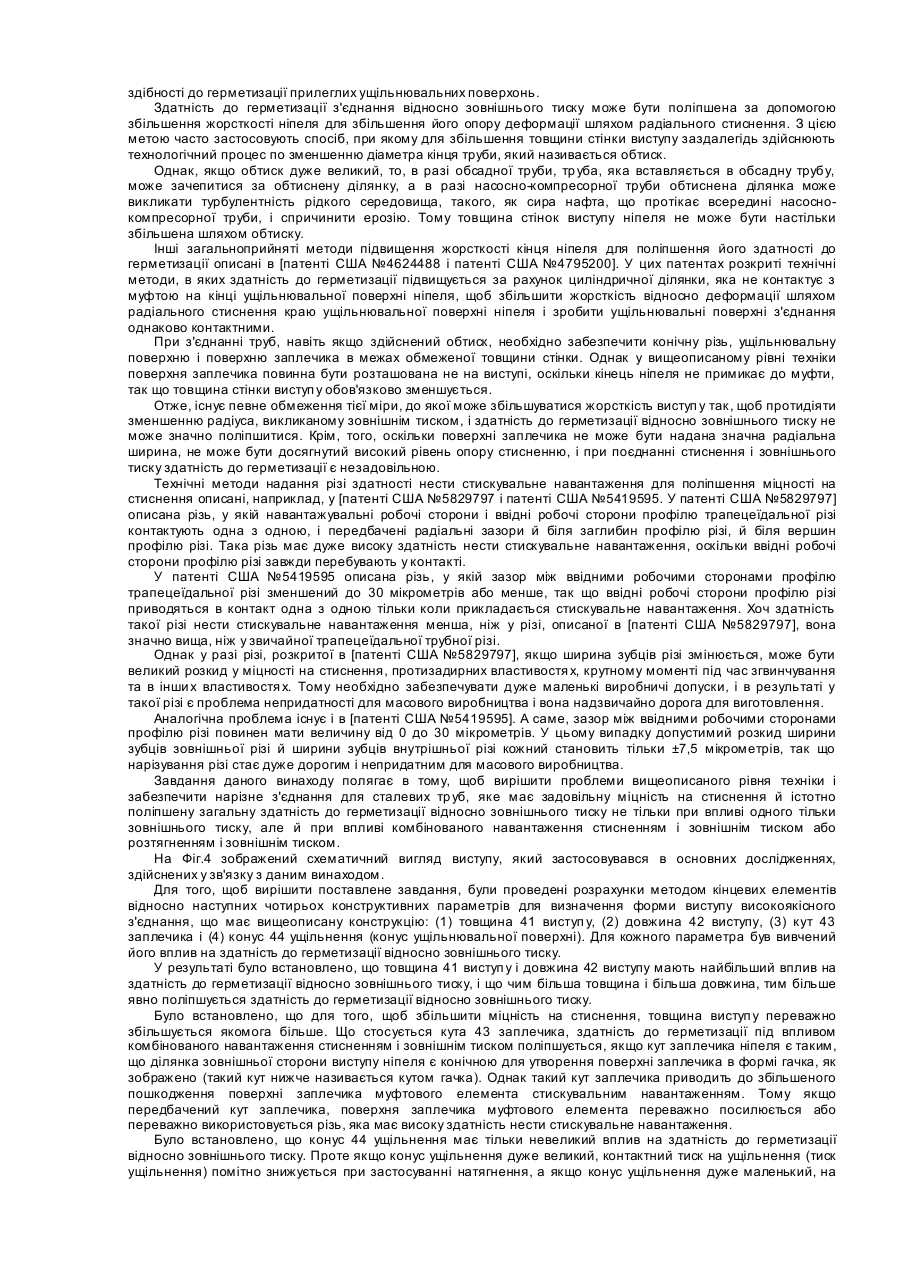
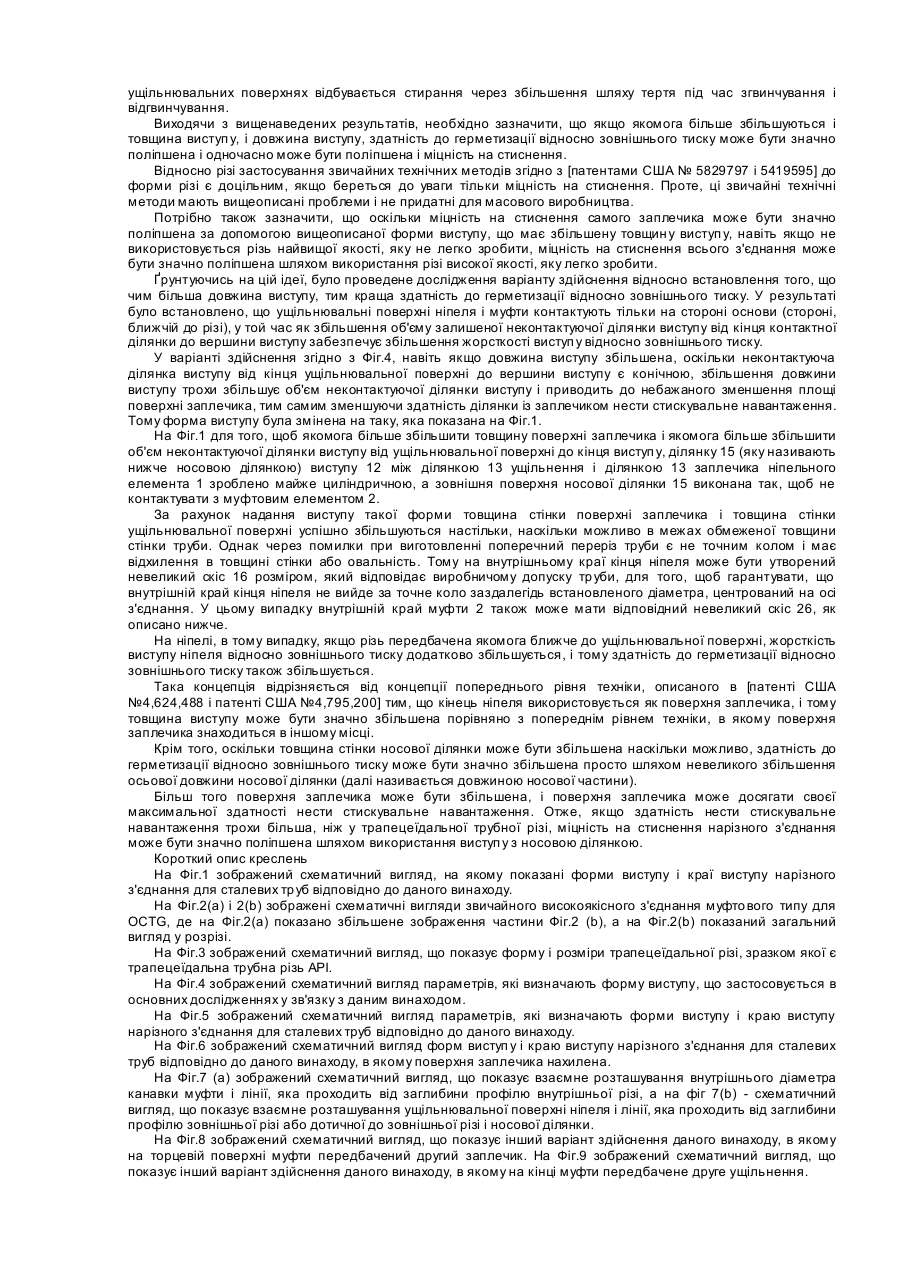
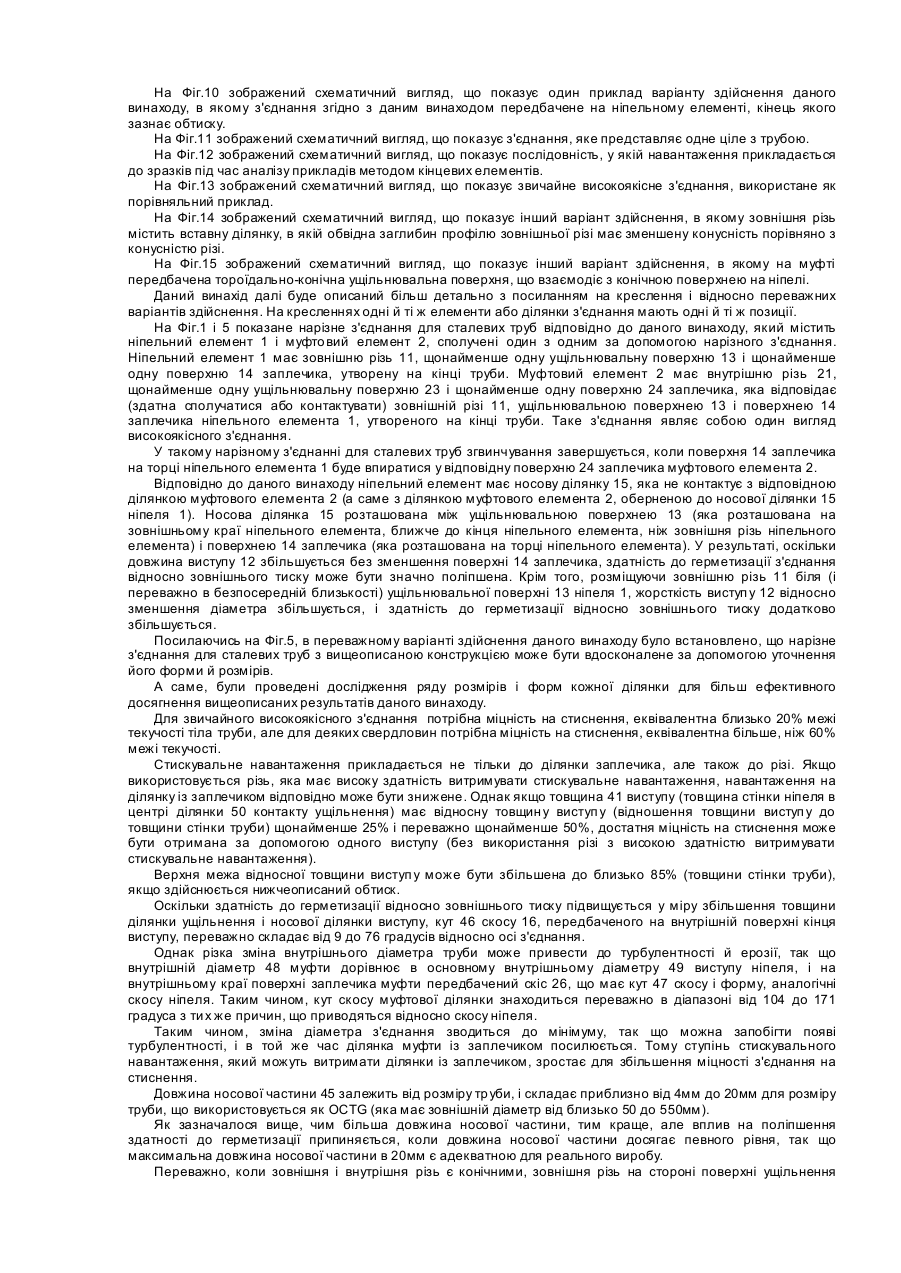
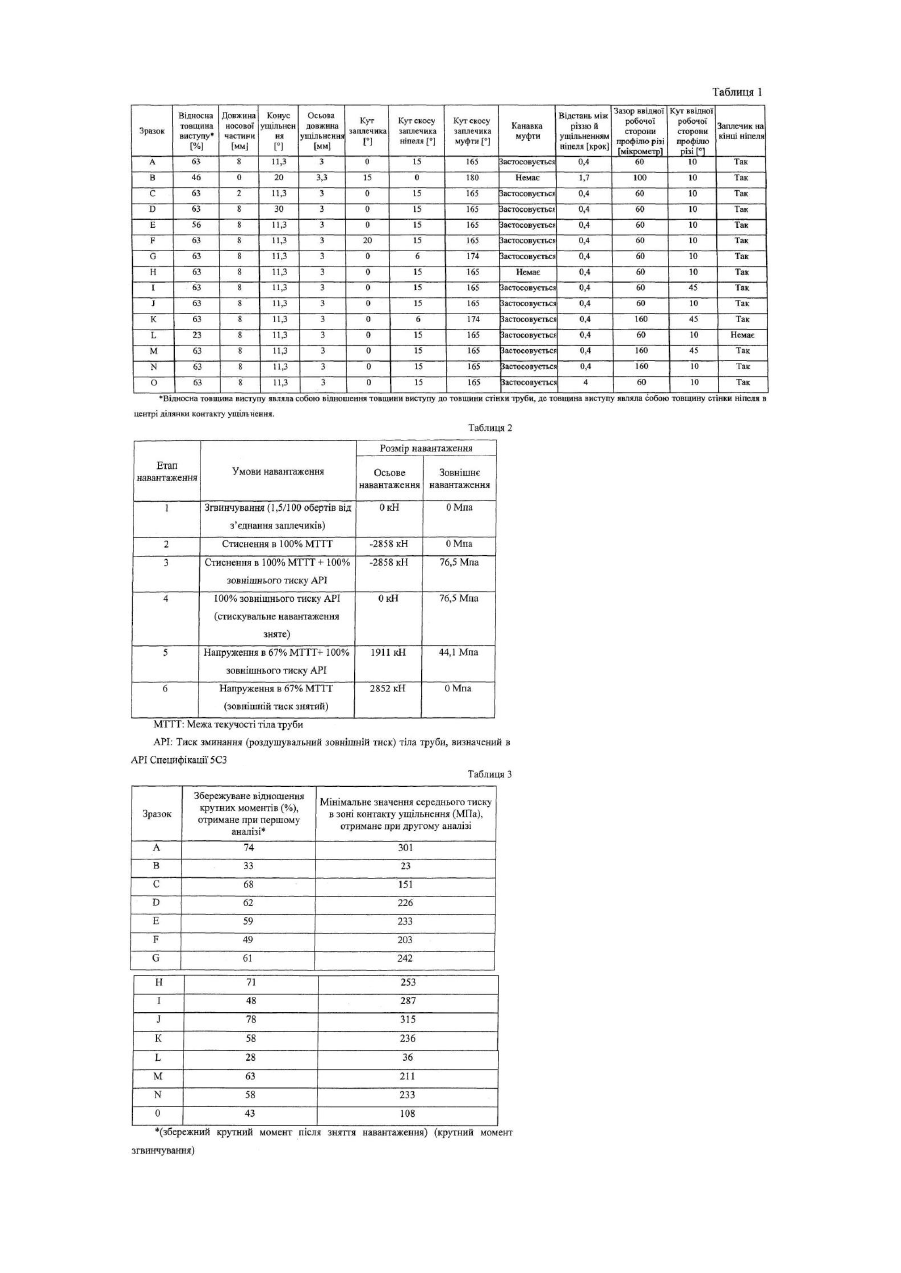
Даний винахід стосується в основному нарізного з'єднання для використання при з'єднанні сталевих труб, наприклад, труб для свердловин або OCTG (нафтогазопромислове і трубопровідне обладнання), включаючи насосно-компресорні й обсадні труби, стояки для використання під час пошуку й експлуатації нафтових газових свердловин, і, зокрема, нарізного з'єднання для сталевих труб, яке має задовільні властивості до герметизації відносно зовнішнього тиску і міцність на стиснення. Нарізні з'єднання широко використовуються для з'єднання сталевих тр уб, таких, як OCTG і стояки для використання в промисловому нафтодобувному обладнанні. У минулому для з'єднання сталевих труб для використання під час пошуку й видобутку нафти й газу звичайно використовувалися стандартні нарізні з'єднання, передбачені АРІ (Американським нафтовим інститутом). Проте в останні роки, зовнішні умови, в яких здійснюється пошук і видобуток сирої нафти й природного газу, стають все більш жорсткими, все частіше використовуються спеціальні високоефективні нарізні з'єднання, які називаються високоякісними з'єднаннями. Високоякісні з'єднання звичайно мають на кожній трубі конічну різь, ділянку ущільнення «метал-метал», тобто ущільнювальну поверхню, яка має здатність утворювати ущільнення при тісному контакті з ущільненням «метал-метал» іншого елемента з'єднання, і ділянку із заплечиком для закручування, тобто поверхню заплечика, яка функціонує як стопор під час згвинчування з'єднання. У минулому, оскільки найбільш поширеними були вертикальні свердловини, нарізне з'єднання для OCTG могло функціонувати адекватно доти, поки воно могло протистояти розтягувальному навантаженню, зумовленому вагою приєднаних до нього труб, і могло запобігати витоку рідини, яка проходить всередині під високим тиском. Проте в останні роки через те, що свердловини стають глибшими, через те, що збільшується кількість похило-направлених свердловин і горизонтальних свердловин із викривленим стовбуром свердловини і через освоєння свердловин у більш жорстких умовах, наприклад, у відкритому морі або на високих широтах, від нарізних з'єднань вимагається більш широка різноманітність властивостей, таких, як міцність на стиснення, опір вигину, здатність до герметизації відносно зовнішнього тиску і зручність у використанні в польових умовах. На Фіг.2(а) і 2(b) зображені схематичні вигляди звичайного високоякісного з'єднання муфто вого типу для OCTG, яке містить елемент 1 із зовнішньою різзю (називається нижче ніпельним елементом або просто ніпелем) і відповідний елемент 2 із внутрішньою різзю (називається нижче муфтовим елементом або просто муфтою). Ніпельний елемент 1 має на своїй зовнішній поверхні зовнішню різь 11 і ділянку 12 без різі, яка називається виступом, і розташовану на кінці ніпеля 1 поруч із зовнішньою різзю 11. Виступ 12 має ділянку 13 ущільнення «метал-метал» на зовнішній крайовій поверхні виступ у і ділянку 14 із заплечиком для закручування на торцевій поверхні виступу. Відповідний муфтовий елемент 2 має на своїй внутрішній поверхні внутрішню різь 21, ділянку 23 ущільнення «метал-метал» і ділянку 24 із заплечиком для закручування, які являють собою ділянки, здатні сполучатися або контактувати відповідно із зовнішньою різзю 11, ділянкою 13 ущільнення «метал-метал» і ділянкою 14 із заплечиком для закручування ніпеля 1. На Фіг.3 зображений схематичний вигляд, що показує форму і розміри трапецеїдальної різі, зразком якої є трапецеїдальна трубна різь АРІ. У більшості випадків у високоякісних з'єднаннях використовується трапецеїдальна різь, змодельована за такою трапецеїдальною трубною різзю АРІ. У багатьох випадках різь безпосередньо копіює розміри трапецеїдальної трубної різі АРІ стосовно співвідношення розмірів зубців різі, кута профілю різі й інших елементів. На Фіг.3, якщо різь являє собою трапецеїдальну трубну різь АРІ із кроком різі в 5 ТРІ (витків різі на дюйм), то, наприклад, у середньому висота 74 різі становить 1,575мм, кут 71 навантажувальної робочої сторони профілю різі становить 3 градуси, кут 72 ввідної робочої сторони профілю різі становить 10 градусів, а осьовий зазор 73 між ввідними робочими сторонами профілю різі складає біля 100 мікрометрів (наприклад, 30-180 мікрометрів). Між ущільнювальними поверхнями ніпеля і муфти передбачене перекриття в радіальному напрямі, яке називається натягом. Коли з'єднання згвинчувати доти, поки поверхні заплечиків ніпеля і муфти не впруться одна в одну, ущільнювальні поверхні двох деталей приводяться в контакт одна з одною по всій окружності з'єднання для утворення ущільнення. Поверхні заплечиків функціонують як стопори під час згвинчування, і вони також несуть майже все стискувальне навантаження, застосоване до з'єднання. Тому вони не можуть нести велике стискувальне навантаження, якщо тільки товщина стінок поверхонь заплечиків є невеликою (або якщо жорсткість заплечиків є невисокою). Коли зовнішній тиск застосовується до такого звичайного високоякісного з'єднання, яке описується вище, прикладений зовнішній тиск проникає крізь зазори між витками різі в ділянку 31, показану на Фіг.2 відразу перед ділянками ущільнення. Виступ значно тонший, ніж товщина стінки труби, так що він може зазнавати зменшення радіуса через проникний зовнішній тиск. По мірі зростання зовнішнього тиску між ущільнювальними поверхнями утворюється зазор, який приводить до протікання, наприклад, до ситуації, коли зовнішнє рідке середовище проникає всередину тр уби. Якщо стискувальне навантаження застосовується до високоякісного з'єднання в таких ситуаціях, коли OCTG розташована в горизонтальній свердловині або похило-направленій свердловині, оскільки більшість з'єднань має відносно великий зазор між ввідними робочими сторонами профілю різі, як у випадку з вищеописаною трапецеїдальною трубною різзю АРІ, різь має недостатню здатністю нести стискувальні навантаження, так що більшу частин у стискувального навантаження несуть заплечики. Однак товщина стінки (ділянка, що несе навантаження для стискувального навантаження) поверхні заплечика звичайно менша товщини стінки труби. Тому якщо прикладене стискувальне навантаження, еквівалентне від 40 до 60% межі текучості тіла тр уби, більшість високоякісних з'єднань зазнає значної пластичної деформації ділянки муфти із заплечиком для закручування, що приводить до значного зниження здібності до герметизації прилеглих ущільнювальних поверхонь. Здатність до герметизації з'єднання відносно зовнішнього тиску може бути поліпшена за допомогою збільшення жорсткості ніпеля для збільшення його опору деформації шляхом радіального стиснення. З цією метою часто застосовують спосіб, при якому для збільшення товщини стінки виступу заздалегідь здійснюють технологічний процес по зменшенню діаметра кінця труби, який називається обтиск. Однак, якщо обтиск дуже великий, то, в разі обсадної труби, тр уба, яка вставляється в обсадну трубу, може зачепитися за обтиснену ділянку, а в разі насосно-компресорної труби обтиснена ділянка може викликати турбулентність рідкого середовища, такого, як сира нафта, що протікає всередині насоснокомпресорної труби, і спричинити ерозію. Тому товщина стінок виступу ніпеля не може бути настільки збільшена шляхом обтиску. Інші загальноприйняті методи підвищення жорсткості кінця ніпеля для поліпшення його здатності до герметизації описані в [патенті США №4624488 і патенті США №4795200]. У цих патентах розкриті технічні методи, в яких здатність до герметизації підвищується за рахунок циліндричної ділянки, яка не контактує з муфтою на кінці ущільнювальної поверхні ніпеля, щоб збільшити жорсткість відносно деформації шляхом радіального стиснення краю ущільнювальної поверхні ніпеля і зробити ущільнювальні поверхні з'єднання однаково контактними. При з'єднанні труб, навіть якщо здійснений обтиск, необхідно забезпечити конічну різь, ущільнювальну поверхню і поверхню заплечика в межах обмеженої товщини стінки. Однак у вищеописаному рівні техніки поверхня заплечика повинна бути розташована не на виступі, оскільки кінець ніпеля не примикає до муфти, так що товщина стінки виступ у обов'язково зменшується. Отже, існує певне обмеження тієї міри, до якої може збільшуватися жорсткість виступ у так, щоб протидіяти зменшенню радіуса, викликаному зовнішнім тиском, і здатність до герметизації відносно зовнішнього тиску не може значно поліпшитися. Крім, того, оскільки поверхні заплечика не може бути надана значна радіальна ширина, не може бути досягнутий високий рівень опору стисненню, і при поєднанні стиснення і зовнішнього тиску здатність до герметизації є незадовільною. Технічні методи надання різі здатності нести стискувальне навантаження для поліпшення міцності на стиснення описані, наприклад, у [патенті США №5829797 і патенті США №5419595. У патенті США №5829797] описана різь, у якій навантажувальні робочі сторони і ввідні робочі сторони профілю трапецеїдальної різі контактують одна з одною, і передбачені радіальні зазори й біля заглибин профілю різі, й біля вершин профілю різі. Така різь має дуже високу здатність нести стискувальне навантаження, оскільки ввідні робочі сторони профілю різі завжди перебувають у контакті. У патенті США №5419595 описана різь, у якій зазор між ввідними робочими сторонами профілю трапецеїдальної різі зменшений до 30 мікрометрів або менше, так що ввідні робочі сторони профілю різі приводяться в контакт одна з одною тільки коли прикладається стискувальне навантаження. Хоч здатність такої різі нести стискувальне навантаження менша, ніж у різі, описаної в [патенті США №5829797], вона значно вища, ніж у звичайної трапецеїдальної трубної різі. Однак у разі різі, розкритої в [патенті США №5829797], якщо ширина зубців різі змінюється, може бути великий розкид у міцності на стиснення, протизадирних властивостя х, крутному моменті під час згвинчування та в інши х властивостя х. Тому необхідно забезпечувати дуже маленькі виробничі допуски, і в результаті у такої різі є проблема непридатності для масового виробництва і вона надзвичайно дорога для виготовлення. Аналогічна проблема існує і в [патенті США №5419595]. А саме, зазор між ввідними робочими сторонами профілю різі повинен мати величину від 0 до 30 мікрометрів. У цьому випадку допустимий розкид ширини зубців зовнішньої різі й ширини зубців внутрішньої різі кожний становить тільки ±7,5 мікрометрів, так що нарізування різі стає дуже дорогим і непридатним для масового виробництва. Завдання даного винаходу полягає в тому, щоб вирішити проблеми вищеописаного рівня техніки і забезпечити нарізне з'єднання для сталевих тр уб, яке має задовільну міцність на стиснення й істотно поліпшену загальну здатність до герметизації відносно зовнішнього тиску не тільки при впливі одного тільки зовнішнього тиску, але й при впливі комбінованого навантаження стисненням і зовнішнім тиском або розтягненням і зовнішнім тиском. На Фіг.4 зображений схематичний вигляд виступу, який застосовувався в основних дослідженнях, здійснених у зв'язку з даним винаходом. Для того, щоб вирішити поставлене завдання, були проведені розрахунки методом кінцевих елементів відносно наступних чотирьох конструктивних параметрів для визначення форми виступу високоякісного з'єднання, що має вищеописану конструкцію: (1) товщина 41 виступ у, (2) довжина 42 виступу, (3) кут 43 заплечика і (4) конус 44 ущільнення (конус ущільнювальної поверхні). Для кожного параметра був вивчений його вплив на здатність до герметизації відносно зовнішнього тиску. У результаті було встановлено, що товщина 41 виступ у і довжина 42 виступу мають найбільший вплив на здатність до герметизації відносно зовнішнього тиску, і що чим більша товщина і більша довжина, тим більше явно поліпшується здатність до герметизації відносно зовнішнього тиску. Було встановлено, що для того, щоб збільшити міцність на стиснення, товщина виступ у переважно збільшується якомога більше. Що стосується кута 43 заплечика, здатність до герметизації під впливом комбінованого навантаження стисненням і зовнішнім тиском поліпшується, якщо кут заплечика ніпеля є таким, що ділянка зовнішньої сторони виступу ніпеля є конічною для утворення поверхні заплечика в формі гачка, як зображено (такий кут нижче називається кутом гачка). Однак такий кут заплечика приводить до збільшеного пошкодження поверхні заплечика муфтового елемента стискувальним навантаженням. Тому якщо передбачений кут заплечика, поверхня заплечика муфтового елемента переважно посилюється або переважно використовується різь, яка має високу здатність нести стискувальне навантаження. Було встановлено, що конус 44 ущільнення має тільки невеликий вплив на здатність до герметизації відносно зовнішнього тиску. Проте якщо конус ущільнення дуже великий, контактний тиск на ущільнення (тиск ущільнення) помітно знижується при застосуванні натягнення, а якщо конус ущільнення дуже маленький, на ущільнювальних поверхнях відбувається стирання через збільшення шляху тертя під час згвинчування і відгвинчування. Виходячи з вищенаведених результатів, необхідно зазначити, що якщо якомога більше збільшуються і товщина виступ у, і довжина виступу, здатність до герметизації відносно зовнішнього тиску може бути значно поліпшена і одночасно може бути поліпшена і міцність на стиснення. Відносно різі застосування звичайних технічних методів згідно з [патентами США № 5829797 і 5419595] до форми різі є доцільним, якщо береться до уваги тільки міцність на стиснення. Проте, ці звичайні технічні методи мають вищеописані проблеми і не придатні для масового виробництва. Потрібно також зазначити, що оскільки міцність на стиснення самого заплечика може бути значно поліпшена за допомогою вищеописаної форми виступу, що має збільшену товщин у виступ у, навіть якщо не використовується різь найвищої якості, яку не легко зробити, міцність на стиснення всього з'єднання може бути значно поліпшена шляхом використання різі високої якості, яку легко зробити. Ґрунтуючись на цій ідеї, було проведене дослідження варіанту здійснення відносно встановлення того, що чим більша довжина виступу, тим краща здатність до герметизації відносно зовнішнього тиску. У результаті було встановлено, що ущільнювальні поверхні ніпеля і муфти контактують тільки на стороні основи (стороні, ближчій до різі), у той час як збільшення об'єму залишеної неконтактуючої ділянки виступу від кінця контактної ділянки до вершини виступу забезпечує збільшення жорсткості виступ у відносно зовнішнього тиску. У варіанті здійснення згідно з Фіг.4, навіть якщо довжина виступу збільшена, оскільки неконтактуюча ділянка виступу від кінця ущільнювальної поверхні до вершини виступу є конічною, збільшення довжини виступу трохи збільшує об'єм неконтактуючої ділянки виступу і приводить до небажаного зменшення площі поверхні заплечика, тим самим зменшуючи здатність ділянки із заплечиком нести стискувальне навантаження. Тому форма виступу була змінена на таку, яка показана на Фіг.1. На Фіг.1 для того, щоб якомога більше збільшити товщину поверхні заплечика і якомога більше збільшити об'єм неконтактуючої ділянки виступу від ущільнювальної поверхні до кінця виступ у, ділянку 15 (яку називають нижче носовою ділянкою) виступу 12 між ділянкою 13 ущільнення і ділянкою 13 заплечика ніпельного елемента 1 зроблено майже циліндричною, а зовнішня поверхня носової ділянки 15 виконана так, щоб не контактувати з муфтовим елементом 2. За рахунок надання виступу такої форми товщина стінки поверхні заплечика і товщина стінки ущільнювальної поверхні успішно збільшуються настільки, наскільки можливо в межах обмеженої товщини стінки труби. Однак через помилки при виготовленні поперечний переріз труби є не точним колом і має відхилення в товщині стінки або овальність. Тому на внутрішньому краї кінця ніпеля може бути утворений невеликий скіс 16 розміром, який відповідає виробничому допуску тр уби, для того, щоб гарантувати, що внутрішній край кінця ніпеля не вийде за точне коло заздалегідь встановленого діаметра, центрований на осі з'єднання. У цьому випадку внутрішній край муфти 2 також може мати відповідний невеликий скіс 26, як описано нижче. На ніпелі, в тому випадку, якщо різь передбачена якомога ближче до ущільнювальної поверхні, жорсткість виступу ніпеля відносно зовнішнього тиску додатково збільшується, і тому здатність до герметизації відносно зовнішнього тиску також збільшується. Така концепція відрізняється від концепції попереднього рівня техніки, описаного в [патенті США №4,624,488 і патенті США №4,795,200] тим, що кінець ніпеля використовується як поверхня заплечика, і тому товщина виступу може бути значно збільшена порівняно з попереднім рівнем техніки, в якому поверхня заплечика знаходиться в іншому місці. Крім того, оскільки товщина стінки носової ділянки може бути збільшена наскільки можливо, здатність до герметизації відносно зовнішнього тиску може бути значно збільшена просто шляхом невеликого збільшення осьової довжини носової ділянки (далі називається довжиною носової частини). Більш того поверхня заплечика може бути збільшена, і поверхня заплечика може досягати своєї максимальної здатності нести стискувальне навантаження. Отже, якщо здатність нести стискувальне навантаження трохи більша, ніж у трапецеїдальної трубної різі, міцність на стиснення нарізного з'єднання може бути значно поліпшена шляхом використання виступ у з носовою ділянкою. Короткий опис креслень На Фіг.1 зображений схематичний вигляд, на якому показані форми виступу і краї виступу нарізного з'єднання для сталевих тр уб відповідно до даного винаходу. На Фіг.2(а) і 2(b) зображені схематичні вигляди звичайного високоякісного з'єднання муфто вого типу для OCTG, де на Фіг.2(а) показано збільшене зображення частини Фіг.2 (b), а на Фіг.2(b) показаний загальний вигляд у розрізі. На Фіг.3 зображений схематичний вигляд, що показує форму і розміри трапецеїдальної різі, зразком якої є трапецеїдальна трубна різь АРІ. На Фіг.4 зображений схематичний вигляд параметрів, які визначають форму виступу, що застосовується в основних дослідженнях у зв'язку з даним винаходом. На Фіг.5 зображений схематичний вигляд параметрів, які визначають форми виступу і краю виступу нарізного з'єднання для сталевих труб відповідно до даного винаходу. На Фіг.6 зображений схематичний вигляд форм виступ у і краю виступу нарізного з'єднання для сталевих труб відповідно до даного винаходу, в якому поверхня заплечика нахилена. На Фіг.7 (а) зображений схематичний вигляд, що показує взаємне розташування внутрішнього діаметра канавки муфти і лінії, яка проходить від заглибини профілю внутрішньої різі, а на фіг 7(b) - схематичний вигляд, що показує взаємне розташування ущільнювальної поверхні ніпеля і лінії, яка проходить від заглибини профілю зовнішньої різі або дотичної до зовнішньої різі і носової ділянки. На Фіг.8 зображений схематичний вигляд, що показує інший варіант здійснення даного винаходу, в якому на торцевій поверхні муфти передбачений другий заплечик. На Фіг.9 зображений схематичний вигляд, що показує інший варіант здійснення даного винаходу, в якому на кінці муфти передбачене друге ущільнення. На Фіг.10 зображений схематичний вигляд, що показує один приклад варіанту здійснення даного винаходу, в якому з'єднання згідно з даним винаходом передбачене на ніпельному елементі, кінець якого зазнає обтиску. На Фіг.11 зображений схематичний вигляд, що показує з'єднання, яке представляє одне ціле з трубою. На Фіг.12 зображений схематичний вигляд, що показує послідовність, у якій навантаження прикладається до зразків під час аналізу прикладів методом кінцевих елементів. На Фіг.13 зображений схематичний вигляд, що показує звичайне високоякісне з'єднання, використане як порівняльний приклад. На Фіг.14 зображений схематичний вигляд, що показує інший варіант здійснення, в якому зовнішня різь містить вставну ділянку, в якій обвідна заглибин профілю зовнішньої різі має зменшену конусність порівняно з конусністю різі. На Фіг.15 зображений схематичний вигляд, що показує інший варіант здійснення, в якому на муфті передбачена тороїдально-конічна ущільнювальна поверхня, що взаємодіє з конічною поверхнею на ніпелі. Даний винахід далі буде описаний більш детально з посиланням на креслення і відносно переважних варіантів здійснення. На кресленнях одні й ті ж елементи або ділянки з'єднання мають одні й ті ж позиції. На Фіг.1 і 5 показане нарізне з'єднання для сталевих труб відповідно до даного винаходу, який містить ніпельний елемент 1 і муфто вий елемент 2, сполучені один з одним за допомогою нарізного з'єднання. Ніпельний елемент 1 має зовнішню різь 11, щонайменше одну ущільнювальну поверхню 13 і щонайменше одну поверхню 14 заплечика, утворену на кінці труби. Муфтовий елемент 2 має внутрішню різь 21, щонайменше одну ущільнювальну поверхню 23 і щонайменше одну поверхню 24 заплечика, яка відповідає (здатна сполучатися або контактувати) зовнішній різі 11, ущільнювальною поверхнею 13 і поверхнею 14 заплечика ніпельного елемента 1, утвореного на кінці труби. Таке з'єднання являє собою один вигляд високоякісного з'єднання. У такому нарізному з'єднанні для сталевих труб згвинчування завершується, коли поверхня 14 заплечика на торці ніпельного елемента 1 буде впиратися у відповідну поверхню 24 заплечика муфтового елемента 2. Відповідно до даного винаходу ніпельний елемент має носову ділянку 15, яка не контактує з відповідною ділянкою муфтового елемента 2 (а саме з ділянкою муфтового елемента 2, оберненою до носової ділянки 15 ніпеля 1). Носова ділянка 15 розташована між ущільнювальною поверхнею 13 (яка розташована на зовнішньому краї ніпельного елемента, ближче до кінця ніпельного елемента, ніж зовнішня різь ніпельного елемента) і поверхнею 14 заплечика (яка розташована на торці ніпельного елемента). У результаті, оскільки довжина виступу 12 збільшується без зменшення поверхні 14 заплечика, здатність до герметизації з'єднання відносно зовнішнього тиску може бути значно поліпшена. Крім того, розміщуючи зовнішню різь 11 біля (і переважно в безпосередній близькості) ущільнювальної поверхні 13 ніпеля 1, жорсткість виступ у 12 відносно зменшення діаметра збільшується, і здатність до герметизації відносно зовнішнього тиску додатково збільшується. Посилаючись на Фіг.5, в переважному варіанті здійснення даного винаходу було встановлено, що нарізне з'єднання для сталевих труб з вищеописаною конструкцією може бути вдосконалене за допомогою уточнення його форми й розмірів. А саме, були проведені дослідження ряду розмірів і форм кожної ділянки для більш ефективного досягнення вищеописаних результатів даного винаходу. Для звичайного високоякісного з'єднання потрібна міцність на стиснення, еквівалентна близько 20% межі текучості тіла труби, але для деяких свердловин потрібна міцність на стиснення, еквівалентна більше, ніж 60% межі текучості. Стискувальне навантаження прикладається не тільки до ділянки заплечика, але також до різі. Якщо використовується різь, яка має високу здатність витримувати стискувальне навантаження, навантаження на ділянку із заплечиком відповідно може бути знижене. Однак якщо товщина 41 виступу (товщина стінки ніпеля в центрі ділянки 50 контакту ущільнення) має відносну товщин у виступ у (відношення товщини виступ у до товщини стінки труби) щонайменше 25% і переважно щонайменше 50%, достатня міцність на стиснення може бути отримана за допомогою одного виступу (без використання різі з високою здатністю витримувати стискувальне навантаження). Верхня межа відносної товщини виступ у може бути збільшена до близько 85% (товщини стінки труби), якщо здійснюється нижчеописаний обтиск. Оскільки здатність до герметизації відносно зовнішнього тиску підвищується у міру збільшення товщини ділянки ущільнення і носової ділянки виступу, кут 46 скосу 16, передбаченого на внутрішній поверхні кінця виступу, переважно складає від 9 до 76 градусів відносно осі з'єднання. Однак різка зміна внутрішнього діаметра труби може привести до турбулентності й ерозії, так що внутрішній діаметр 48 муфти дорівнює в основному внутрішньому діаметру 49 виступу ніпеля, і на внутрішньому краї поверхні заплечика муфти передбачений скіс 26, що має кут 47 скосу і форму, аналогічні скосу ніпеля. Таким чином, кут скосу муфтової ділянки знаходиться переважно в діапазоні від 104 до 171 градуса з ти х же причин, що приводяться відносно скосу ніпеля. Таким чином, зміна діаметра з'єднання зводиться до мінімуму, так що можна запобігти появі турбулентності, і в той же час ділянка муфти із заплечиком посилюється. Тому ступінь стискувального навантаження, який можуть витримати ділянки із заплечиком, зростає для збільшення міцності з'єднання на стиснення. Довжина носової частини 45 залежить від розміру тр уби, і складає приблизно від 4мм до 20мм для розміру труби, що використовується як OCTG (яка має зовнішній діаметр від близько 50 до 550мм). Як зазначалося вище, чим більша довжина носової частини, тим краще, але вплив на поліпшення здатності до герметизації припиняється, коли довжина носової частини досягає певного рівня, так що максимальна довжина носової частини в 20мм є адекватною для реального виробу. Переважно, коли зовнішня і внутрішня різь є конічними, зовнішня різь на стороні поверхні ущільнення містить вставну ділянку, яка утворюється на початку під час нарізування різі для створення зовнішньої різі. У цій вставній ділянці обвідна заглибин профілю зовнішньої різі має зменшену конусність порівняно з конусністю різі (див. Фіг.14). Така зменшена конусність обвідної заглибин профілю різі у вставній ділянці приводить до наступних переваг: простоти обробки поверхні ущільнення ніпеля без утворення подряпин і збільшення жорсткості виступу, і, таким чином, до герметичності відносно зовнішнього тиску. Переважно, як описано далі, вставна ділянка зовнішньої різі не взаємодіє з внутрішньою різзю. Більш переважно, обвідна заглибин профілю зовнішньої різі у вставній ділянці являє собою циліндричну поверхню. Форма ущільнювальної поверхні ніпеля або муфти може являти собою: (і) конічну поверхню, що отримується в результаті обертання навколо осі з'єднання прямої лінії, похилої відносно осі, або (іі) спучену поверхню, що о тримується в результаті обертання навколо осі з'єднання кривої лінії, а більш конкретно, тороїдальну поверхню, якщо крива лінія являє собою дугу окружності, або (ііі) тороїдально-конічну поверхню, що отримується в результаті обертання навколо осі з'єднання лінії, скомбінованої з похилої прямої лінії і дуги окружності. Переважно, ущільнювальна поверхня ніпеля або муфти (наприклад, ніпеля) являє собою конічну поверхню, в той час як ущільнювальна поверхня іншого елемента (наприклад, муфти) є або тороїдальною поверхнею, або тороїдально-конічною поверхнею, конічна ділянка тороїдально-конічної поверхні знаходиться на носовій стороні і має в основному таку ж конусність, як і конічна ущільнювальна поверхня (див. Фіг.15). Взаємодія конічної ущільнювальної поверхні і тороїдально-конічної ущільнювальної поверхні показала задовільну стабільність контактного тиску (і таким чином, герметичність) у різних жорстких умовах, наприклад, в результаті циклу навантаження, показаного на Фіг.12. Для спученої тороїдальної поверхні або тороїдальної ділянки тороїдально-конічної поверхні радіус кривизни поверхні переважно більший за 20мм, ще більш переважно - більший за 40мм. Через вищеназвані причини кут ущільнювальної поверхні відносно осі з'єднання, тобто конус 44 ущільнення, складає переважно від 5 до 25 градусів, а більш переважно 10-20 градусів. Наявність конуса ущільнення забезпечує на ніпелі безперервність поверхні між ущільнювальною поверхнею і зовнішньою поверхнею носової частини. Для ущільнювальної поверхні потрібна ділянка щільного контакту осьовою довжиною щонайменше біля 11,5мм для того, щоб гарантувати герметизуючі властивості. Однак, якщо ущільнювальна поверхня дуже довга, не може бути досягнута достатня товщина стінки ділянки заплечика для закручування, і збільшуються витрати на обробку ущільнювальної поверхні, що приводить до зниження продуктивності. Тому осьова довжина 50 ділянки ущільнювальної поверхні, в якій відбувається щільний контакт, складає від 2 до 8мм і переважно від 3 до 5мм. Поверхня заплечика може бути в основному перпендикулярною до осі з'єднання, як показано на Фіг.5. Однак відповідно до вищезазначених досліджень здатність до герметизації при стискувальному навантаженні поліпшується, якщо передбачається кут, зігнений у вигляді гачка, як показано на Фіг.6, хоч якщо кут, зігнений у вигляді гачка, дуже великий, жорсткість поверхні заплечика муфти зменшується, що приводить до зниженої міцності на стиснення. Тому якщо передбачається кут 43 заплечика, він складає переважно від 4 до 16 градусів відносно площини, перпендикулярної до осі з'єднання. На Фіг.6 показана форма виступу і краї виступ у, коли на поверхні заплечика нарізного з'єднання для сталевих труб відповідно до даного винаходу передбачається кут, зігнений у вигляді гачка. У цих варіантах здійснення заплечик ніпеля являє собою єдину поверхню, що проходить без порушення безперервності між зовнішньою поверхнею і внутрішньою поверхнею носової частини. Між ущільнювальними поверхнями і між різями ніпеля і муфти є натяги. Якщо поверхні ущільнення розташовані дуже близько до взаємодіючих за допомогою різі ділянок різі, ступінь міцного натягу ущільнювальних поверхонь небажаним чином зменшується через натяг між різями. Однак у тому, що стосується ніпеля, як описано вище, наявність додаткової різі на ділянці між різзю і ущільнювальною поверхнею є бажаною для збільшення жорсткості ніпеля відносно зовнішнього тиску. Таким чином, конструкція ніпеля переважно така, що зовнішня різь проходить таким чином, щоб бути якомога ближче до ущільнювальної поверхні. З цією метою ущільнювальна поверхня переважно розташована із зазором відносно зовнішньої різі, який дорівнює найбільше одному кроку різі для збільшення жорсткості виступу. У той же час на муфті передбачена кругова канавка 32 для того, щоб перешкодити взаємодії між собою ділянок різі біля ущільнювальних поверхонь ніпеля і муфти. Якщо на зовнішній різі передбачена вставна ділянка, вставна ділянка зовнішньої різі відповідає ділянці зовнішньої різі, взаємодії якої із внутрішньою різзю перешкоджає канавка 32. Якщо осьова довжина 51 кругової канавки 32 невелика, міцний натяг ущільнювальних поверхонь зменшується через натяг різі. З іншого боку, якщо осьова довжина 51 канавки 32 дуже велика, знижується здатність до герметизації і витрати на виготовлення зайво зростають. Переважний діапазон довжини 51 канавки 32 становить 1,5-3,5 кроки різі. На Фіг.7 (а) показане взаємне розташування внутрішнього діаметра канавки муфти і лінії 63, що проходить уздовж заглибини профілю внутрішньої різі, а на Фіг.7(b) - взаємне розташування ущільнювальної поверхні ніпеля і лінії 62, що проходить уздовж заглибини профілю зовнішньої різі, або дотичної 61 до зовнішньої різі й носової ділянки. Як показано на Фіг.7 (а), внутрішній діаметр кругової канавки муфти переважно такий, що вн утрішня поверхня канавки розташована радіально зовні виносної лінії 63 заглибини профілю внутрішньої різі відносно до осі муфти. Однак якщо внутрішній діаметр канавки понадміру збільшений, зовнішній діаметр муфти також несприятливо збільшується. Тому внутрішній діаметр канавки повинен бути більшим, ніж радіальна відстань від осі муфти до виносної лінії 63 заглибини профілю внутрішньої різі тільки в такій мірі, щоб можна було легко здійснити виготовлення. Як показано на Фіг.7 (b), взаємне розташування різі, ущільнювальної поверхні і носової ділянки (зовнішня поверхня) ніпеля є таким, що ущільнювальна поверхня розташована радіально всередині (якщо відраховувати від осі ніпелі) дотичної 61 до вершини профілю зовнішньої різі і верхівки ніпеля (носової ділянки) або виносної лінії 62 заглибини профілю зовнішньої різі. При такому розташуванні утруднюється пошкодження ущільнювальної поверхні, навіть якщо кінець ніпеля наштовхується на що-небудь під час роботи в польових умовах і запобігається зменшення здібності до герметизації. Зазор між ввідними робочими сторонами профілю різі і кут ввідної робочої сторони профілю різі істотно впливає на міцність різі на стиснення. Як описано вище, зазор між ввідними робочими сторонами профілю різі складає від 30 мікрометрів до 180 мікрометрів для трапецеїдальної трубної різі АРІ. Передбачаючи, що рівень виникнення помилок виготовлення для трапецеїдальної трубної різі АРІ має нормальний розподіл, вироби із зазором між ввідними робочими сторонами профілю різі близько 100 мікрометрів будуть найбільш численними. Однак такий розмір зазору не створює особливо високої міцності на стиснення. Проводячи дослідження, ґрунтовані головним чином на методі кінцевих елементів, було встановлено, що висока міцність на стиснення досягається, якщо зазор між ввідними робочими сторонами профілю різі становить найбільше 90 мікрометрів. Однак, якщо зазор дуже маленький, тиск (називається тиском ущільнювальної замазки) мастила, яке називається ущільнювальною замазкою, яка наноситься на різь під час згвинчування, може зрости до ненормального рівня і негативно позначитися на роботі з'єднання. Крім того, якщо ввідні робочі сторони профілю різі контактують одна з одною, як описано у вищеописаному [патенті США №5829797], можуть виникнути стирання або відхилення крутного моменту при згвинчувати. Таким чином, результати даного винаходу можуть бути отримані шляхом встановлення зазору між ввідними робочими сторонами профілю різі в діапазоні від 10 мікрометрів до 150 мікрометрів з урахуванням нормального розподілу помилок виготовлення. Переважно, зазор між ввідними робочими сторонами профілю різі складає від 20 до 90 мікрометрів для того, щоб досягнути додаткових поліпшених результатів. Здатність різі витримувати стискувальне навантаження зростає по мірі зменшення кута ввідної робочої сторони профілю різі. Навпаки, по мірі збільшення кута ввідної робочої сторони профілю різі, зовнішня різь і внутрішня різь ковзають уздовж нахилу і здатність різі витримувати стискувальне навантаження знижується. Верхня межа кута ввідної робочої сторони профілю різі повинна бути такою, щоб здатність витримувати стискувальне навантаження не дуже знижувалася і становила приблизно 36 градусів. З іншого боку, якщо кут ввідної робочої сторони профілю різі дуже маленький, стає сильнішим пошкодження через знос нарізного різця, і стає важче підтримувати допуски на обробку. Тому нижня межа має дорівнювати 3 градусам. У попередньому описі був описаний варіант здійснення даного винаходу, в якому ущільнювальна поверхня і поверхня заплечика передбачені на виступі на кінці ніпеля, але можливі й інші варіанти здійснення, які відрізняються від вищеописаного, для сталевих труб для особливого застосування. Наприклад, як показано на Фіг.8 і 9, коли даний винахід застосовується для бурильної труби з висадженим кінцем труби або OCTG з надзвичайно великою товщиною стінки, можливий варіант здійснення, в якому в ніпеля 1 і муфти 2 передбачена друга група поверхонь 33 заплечика і/або друга група ущільнювальних поверхонь 34 в сук упності з конструкцією виступу 12 ніпеля з носовою ділянкою відповідно до даного винаходу. На Фіг.8 зображений вигляд, що показує інший варіант здійснення даного винаходу, що має другу гр упу поверхонь заплечика ніпеля і муфти на торці муфти. На Фіг.9 зображений вигляд, що показує інший варіант здійснення даного винаходу, що має другу гр упу ущільнювальних поверхонь ніпеля і муфти на кінці муфти. На Фіг.10 зображений вигляд, що показує один приклад варіанту здійснення даного винаходу, в якому з'єднання згідно з даним винаходом передбачене на ніпельному елементі, кінець якого зазнає обтиску для зменшення діаметра труби на кінці і збільшення товщини стінки виступ у ніпеля. Даний винахід забезпечує достатню здатність до герметизації, навіть якщо кінець ніпеля не зазнає обтиску. Однак, якщо бажано отримати дуже високий рівень опору крутінню або міцності на стиснення, наприклад, може бути збільшена товщина стінки поверхні заплечика шляхом утворення нарізного з'єднання згідно з даним винаходом на кінці ніпеля, який заздалегідь зазнавав обтиску (див. Фіг.10). У цьому випадку, проте зміна внутрішнього діаметра з'єднання повинна бути вибрана таким чином, щоб не виникла турбулентність. Варіанти здійснення даного винаходу були описані з використанням з'єднання муфтового типу, як показано на Фіг.2, як приклад. Проте, як показано на Фіг.11, даний винахід, як описано вище, може бути застосований до з'єднання, що представляє одне ціле з трубою (в якому труби безпосередньо сполучені одна з одною без використання муфти, замість цього на одному кінці труби передбачений ніпель , а на іншому кінці муфта). На Фіг.11 зображений вигляд, що показує з'єднання, яке представляє одне ціле з трубою, в якому ніпельний елемент 1 і муфтовий елемент, передбачені на відповідних кінцях труб, безпосередньо взаємодіють один з одним для утворення нарізного з'єднання. Приклади Для того, щоб продемонструвати результати даного винаходу, був здійснений аналіз числового моделювання методом пружно-пластичних кінцевих елементів для зразків, представлених у таблиці 1. Зразки, представлені в таблиці 1, являли собою нарізні з'єднання муфтового типу для OCTG, аналогічні тим, які показані на Фіг.2, для використання з 5-1/2"20# (фунтів на фут) тр убами (зовнішній діаметр 139,7мм і товщина стінки 9,17мм). Сталь, використана для всіх зразків, являла собою сталь, визначену стандартами АРІ як Р110. Зразок В являв собою приклад для порівняння в формі звичайного високоякісного з'єднання. Він мав форму виступу ніпеля, аналогічну тій, яка показана на Фіг.13. На Фіг.13 номери позицій, такі ж, які використовувалися раніше, означають ті ж елементи. Зразки С-O мають в основному ту ж конструкцію з'єднання, що й зразок А, за винятком того, що розміри різних ділянок змінювались, як показано в таблиці 1. Однак для зразка J кінець труби, що має вищеописаний розмір, зазнавав висадки зовнішньою наплавкою, так що його зовнішній діаметр був збільшений до 148,8мм і, як показано на Фіг.8, на торці муфти і на відповідному ніпелі були передбачені другі заплечики, кожний із яких утворений плоскою поверхнею, перпендикулярною до осі з'єднання, і має товщину, що відповідає величині, на яку тр уба була висаджена. Зразок L був іншим порівняльним прикладом, у якому поверхні заплечика були передбачені на торці муфти (замість торця ніпеля відповідно до даного винаходу) і на відповідному місці ніпеля. Форма різі, як показано на Фіг.3, була однаковою для зразків відносно конуса (1/18), висоти 74 профілю різі (1,575мм), кроку різі (5,08мм) і навантажувального кута 71 профілю різі (3 градуси). Осьовий зазор 73 ввідних робочих сторін профілю різі і кут 72 ввідних робочих сторін профілю різі змінювалися і приведені в таблиці 1 разом з іншими розмірами з'єднання, включаючи відносну товщин у виступу (відношення товщини 41 виступу до товщини стінки труби, коли товщина виступу вимірювалася в центрі ділянки 50 контактного ущільнення), довжину носової ділянки (довжину носової частини) 45, конусність ущільнювальних поверхонь (ущільнювальний конус) 44, осьову довжину ділянки 50 контакту ущільнення (довжину ущільнення), кут 43 заплечика, кути скосу заплечиків ніпеля і муфти, 46 і 47, наявність або відсутність кругової канавки 32 і відстань між нарізною і ущільнювальною поверхнею ніпеля (в перерахунку на крок різі)(див. Фіг.5 і 6). При аналізі методом кінцевих елементів матеріал моделювався як пружно-пластичний матеріал з ізотропним зміцненням і модулем пружності в 210ГПа і номінальною межею текучості у вигляді 0,2% умовної межі текучості в 110 тисяч фунтів на квадратний дюйм (758МПа). Згвинчування здійснювалося для кожного зразка шляхом приведення в контакт поверхонь заплечиків ніпеля і муфти і потім здійснення додатково 1,5/100 обертів обертання. При першому аналізі стискувальне навантаження (2852 кН), яке відповідає 100% межі текучості тіла тр уби, прикладалося до кожного згвинченого зразка, і оцінювалася міцність на стиснення на основі залишкового відношення крутних моментів, що визначається як значення збережного крутного моменту і залишається після зняття навантаження (відповідає крутному моменту відгвинчування, який являє собою відкручуваний крутний момент з'єднання після навантаження), поділене на крутний момент згвинчування. (Чим більше відношення, тим менше розгвинчування з'єднання. Значення, що дорівнює щонайменше 40%, вважається обов'язковим). При другому аналізі до кожного згвинченого зразка прикладалася послідовність навантажень, приведена на Фіг.12 і в таблиці 2. Здатність до герметизації відносно зовнішнього тиску оцінювалася шляхом порівняння мінімальних значень середнього тиску в зоні контакту ущільнення в послідовності. (Чим більше значення, тим краща здатність до герметизації). Результати приводяться в таблиці 3. Із результатів, приведених у таблиці 3, видно, що нарізне з'єднання для сталевих тр уб відповідно до даного винаходу має більш високий рівень опору збережному крутному моменту і підтримує більш високий тиск у зоні контакту, ніж будь-яке з приведених для порівняння з'єднань, і тому воно має задовільну міцність на стиснення і здатність до герметизації відносно зовнішнього тиску. Таким чином, відповідно до даного винаходу забезпечується нарізне з'єднання для сталевих труб, що має задовільну міцність на стиснення і здібність до герметизації відносно зовнішнього тиску. У той же час полегшується поводження зі з'єднанням у польових умовах. Хоч даний винахід адекватно функціонує, навіть якщо не проводилася така обробка, як обтиск, якщо обтиск для збільшення товщини стінки виступу ніпеля був здійснений, може бути поліпшена не тільки міцність на стиснення і здатність до герметизації відносно зовнішнього тиску, але й опір крутному моменту. Для спеціальних труб, наприклад, труб з дуже великою товщиною стінки, за допомогою додаткових ділянок із заплечиком або ділянок із ущільненням метал-метал може бути досягнутий високий рівень міцності на стиснення, опору крутному моменту і/або здатності до герметизації відносно зовнішнього тиску. Хоч даний винахід був описаний відносно переважних варіантів здійснення, вони приведені як приклад і не призначені для обмеження даного винаходу. Фахівцям у даній галузі зрозуміло, що можуть бути зроблені різні модифікації вищеописаних варіантів здійснення, не виходячи за межі обсягу винаходу, викладеного в формулі винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюThreaded joint for steel pipes
Автори англійськоюSugino Masaaki, Yamamoto Miyuki, Iwamoto, Mictihiko, NAGASAKU SHIGEO, DUTILLEUL PIERRE, ROUSSIE GABRIEL, Verger Erik
Назва патенту російськоюРезьбовое соединение для стальных труб
Автори російськоюСугино Масааки, Ямамото Миюки, Ивамото Митихико, Нагасаку Сигео, Дютийель Пьер, Русси Габриель, Верже Эрик
МПК / Мітки
МПК: F16L 9/00
Мітки: труб, нарізне, сталевих, з'єднання
Код посилання
<a href="https://ua.patents.su/11-82694-narizne-zehdnannya-dlya-stalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Нарізне з’єднання для сталевих труб</a>
Нарізне з’єднання для обсадних труб
Номер патенту: 3179
Опубліковано: 15.10.2004
Автори: Коцкулич Ярослав Степанович, Білецький Ярослав Семенович, Білецький Мирослав Семенович
МПК: E21B 17/042
Мітки: нарізне, з'єднання, труб, обсадних
Формула / Реферат:
1. Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, які утворюють два метал-металеві контактні ущільнення, перше з яких утворено при збиранні вільним від різі і є стиковим з'єднанням, а друге утворено конічними нарізними частинами затягнутих поверхонь елемента з внутрішньою різзю та елемента з зовнішньою різзю, яке відрізняється тим, що нарізна частина елемента з зовнішньою різзю...
Нарізне з’єднання для обсадних труб
Номер патенту: 8213
Опубліковано: 15.07.2005
Автори: Білецький Мирослав Семенович, Коцкулич Ярослав Степанович, Білецький Ярослав Семенович, Сушинський Іван Іванович
МПК: E21B 17/042
Мітки: нарізне, з'єднання, труб, обсадних
Формула / Реферат:
Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, нарізна частина якого має набір сегментів, котрі виконані у формі трапецієподібних жолобів з вигнутими конусоподібними поверхнями із сторони початкової точки різі і у яких розташовані ущільнювальні елементи у формі плашок з округленими конусоподібними поверхнями із однієї сторони, котрі є рухомі при перетяжці або розслабленні в момент...
Високогерметичне нарізне з’єднання нафтопромислових труб (варіанти) і спосіб виготовлення нарізного з’єднання цих труб (варіанти)
Номер патенту: 81459
Опубліковано: 10.01.2008
Автори: Фартушний Ніколай Івановіч, Уразов Ніколай Васільєвіч, Марченко Леонід Грігорьєвіч, Пумпянскій Дмітрій Алєксандрові, Ємєльянов Алєксєй Вікторовіч, Жаров Владімір Ніколаєвіч, Сємєріков Константін Анатольєв, Поярков Владімір Грігорьєвіч, Сємін Владімір Івановіч
МПК: E21B 17/042
Мітки: спосіб, високогерметичне, нафтопромислових, варіанти, нарізне, труб, нарізного, цих, виготовлення, з'єднання
Формула / Реферат:
1. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік...
З’єднання труб
Номер патенту: 17800
Опубліковано: 16.10.2006
Автори: Луцик Олександр Сергійович, Сірик Віктор Федорович, Симоненко Сергій Гергійович, Лісниченко Володимир Анатолійович, Островський Ігор Романович
МПК: E21B 17/08
Формула / Реферат:
З’єднання водогінних труб, що містить ніпель з зовнішньою конічною різзю та муфту з внутрішньою конічною різзю, яке відрізняється тим, що між ніпелем та муфтою розміщені ущільнювальні кільця із хімічно стійкого матеріалу, а на зовнішній поверхні одної з складових деталей з’єднання розміщено односторонню накладку, яка приєднана до другої складової деталі з’єднання за допомогою нарізних шпильок та гайок.
Нарізне з’єднання для труб та спосіб його здійснення
Номер патенту: 37246
Опубліковано: 15.05.2001
Автори: Наріта Акіра, Ноель Т'єррі
МПК: F16L 15/00
Мітки: спосіб, нарізне, труб, здійснення, з'єднання
Формула / Реферат:
1. Резьбовое соединение для труб, содержащее муфту, снабженную двумя внешними элементами трубы с внутренней конической резьбой, в каждый из которых ввинчен внутренний элемент трубы, снабженный соответствующей внешней конической резьбой, содержащей конечную зону без резьбы, вставляемую внутрь осевого круглого прохода муфты и имеющую переднюю стенку, передние стенки двух внутренних элементов, приводимые в положение упора одна к...
Попередній патент: Електронагрівальна панель або підлога
Наступний патент: Гетероароматичні сполуки як активатори рецептора тромбопоетину
Випадковий патент: Пристрій для цереброкоординованої електростимуляції паралізованих органів