Високогерметичне нарізне з’єднання нафтопромислових труб (варіанти) і спосіб виготовлення нарізного з’єднання цих труб (варіанти)
Номер патенту: 81459
Опубліковано: 10.01.2008
Автори: Поярков Владімір Грігорьєвіч, Жаров Владімір Ніколаєвіч, Марченко Леонід Грігорьєвіч, Фартушний Ніколай Івановіч, Сємєріков Константін Анатольєв, Уразов Ніколай Васільєвіч, Ємєльянов Алєксєй Вікторовіч, Сємін Владімір Івановіч, Пумпянскій Дмітрій Алєксандрові
Формула / Реферат
1. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі, і має ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу, зв'язана з ділянкою з повною різзю, виконана циліндричною з діаметром, більшим за діаметр різі, або у вигляді трикутної у перерізі канавки, одна з похилих стінок якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній внутрішній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю, що виконана з фасками у місцях сходу і зв'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі.
2. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі і має східчасту ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу виконана у вигляді канавки трикутної форми у перерізі, одна сторона якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній внутрішній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю, що виконана з фасками у місцях сходу і зв'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі.
3. Спосіб виготовлення нарізного з'єднання ніпельного кінця нафтопромислових труб, що полягає у механічній обробці поверхонь кінців труб, які пройшли випробування гідравлічним тиском на міцність, що полягає у точінні поверхонь і нарізанні різі на зовнішній поверхні труби, який відрізняється тим, що спочатку здійснюють нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950-980 °C і прогрівання висадочних інструментів до t![]() 250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку внутрішньої і зовнішньої поверхонь труб, після зазначеної висадки у трубу з боку підлягаючого подальшій обробці кінця вставляють заглушку і здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання ущільнювальних торців, точіння зовнішньої ущільнювальної конічної поверхні, зовнішньої поверхні труби під різь, упорного уступу і зовнішньої фаски з подальшим нарізанням різі та розточенням внутрішнього діаметра труби.
250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку внутрішньої і зовнішньої поверхонь труб, після зазначеної висадки у трубу з боку підлягаючого подальшій обробці кінця вставляють заглушку і здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання ущільнювальних торців, точіння зовнішньої ущільнювальної конічної поверхні, зовнішньої поверхні труби під різь, упорного уступу і зовнішньої фаски з подальшим нарізанням різі та розточенням внутрішнього діаметра труби.
4. Спосіб виготовлення нарізного з'єднання розтрубного кінця нафтопромислових труб, що полягає у механічній обробці поверхонь кінців труб, які пройшли випробування гідравлічним тиском на міцність, що полягає у точінні поверхонь та нарізанні різі на внутрішній поверхні труби, який відрізняється тим, що спочатку здійснюють нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950-980 °C і прогрівання висадочних інструментів до t![]() 250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку внутрішньої і зовнішньої поверхонь труб, після зазначеної висадки здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання торця ущільнювача, точіння зовнішньої поверхні труби, розточування внутрішнього діаметра труби під різь і внутрішньої ущільнювальної конічної поверхні з подальшим нарізанням різі та точінням зовнішнього діаметра труби.
250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку внутрішньої і зовнішньої поверхонь труб, після зазначеної висадки здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання торця ущільнювача, точіння зовнішньої поверхні труби, розточування внутрішнього діаметра труби під різь і внутрішньої ущільнювальної конічної поверхні з подальшим нарізанням різі та точінням зовнішнього діаметра труби.
Текст
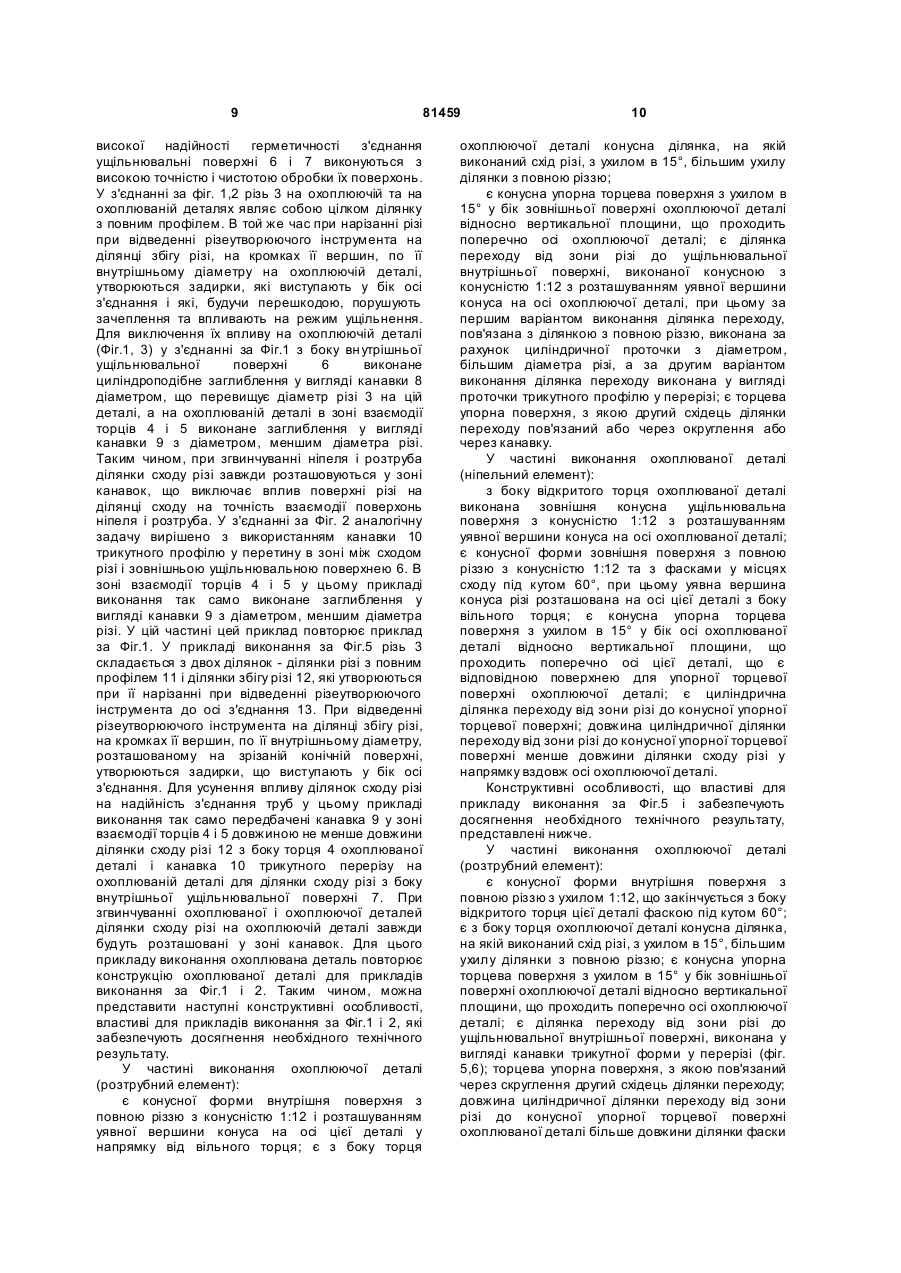
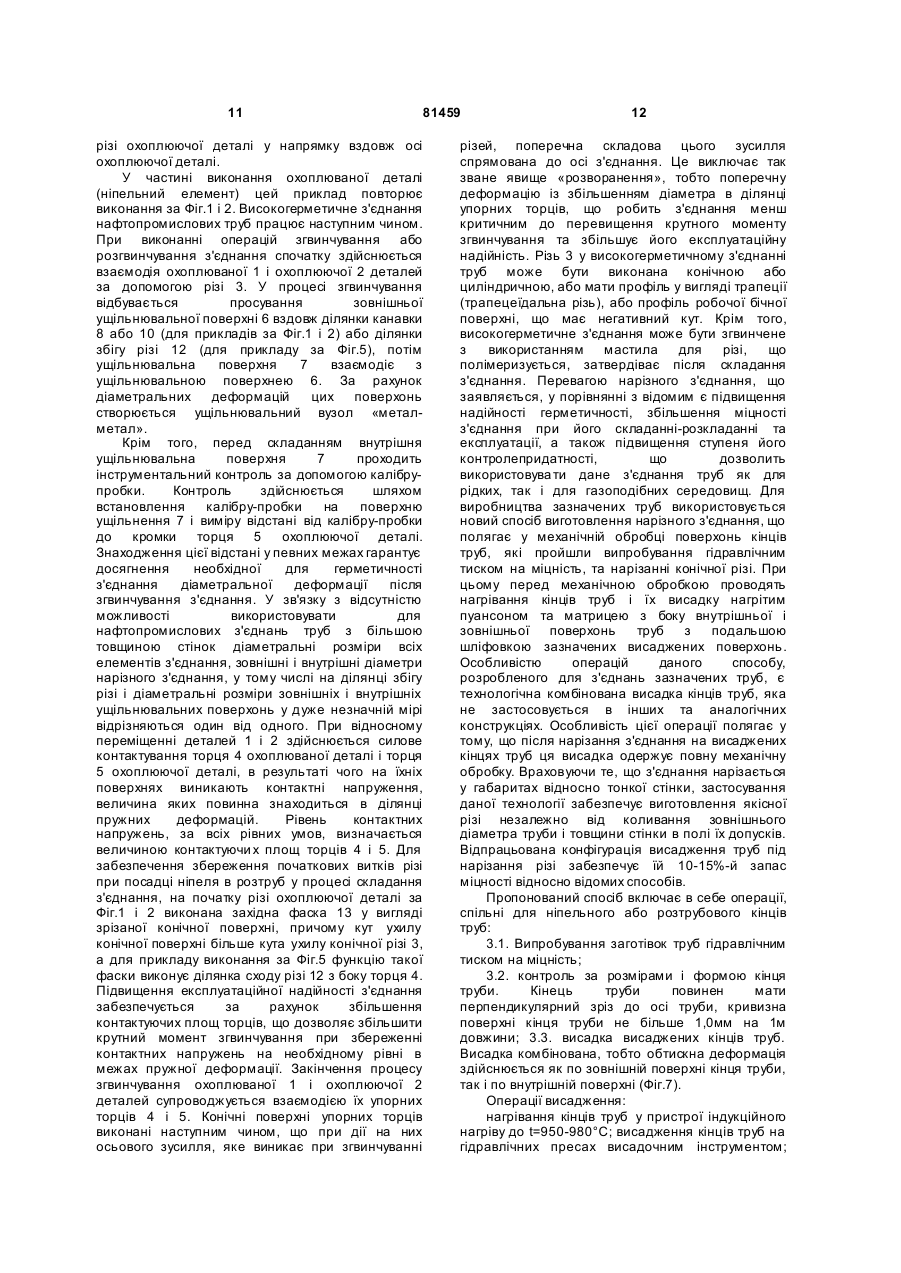
1. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі, і має ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу, зв'язана з ділянкою з повною різзю, виконана циліндричною з діаметром, більшим за діаметр різі, або у вигляді трикутної у перерізі канавки, одна з похилих стінок якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній 2 (19) 1 3 81459 4 нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950-980 °C і прогрівання висадочних інструментів до t » 250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку вн утрішньої і зовнішньої поверхонь труб, після зазначеної висадки у трубу з боку підлягаючого подальшій обробці кінця вставляють заглушку і здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання ущільнювальних торців, точіння зовнішньої ущільнювальної конічної поверхні, зовнішньої поверхні труби під різь, упорного уступ у і зовнішньої фаски з подальшим нарізанням різі та розточенням внутрішнього діаметра труби. 4. Спосіб виготовлення нарізного з'єднання розтрубного кінця нафтопромислових труб, що полягає у механічній обробці поверхонь кінців труб, які пройшли випробування гідравлічним тиском на міцність, що полягає у точінні поверхонь та нарізанні різі на внутрішній поверхні труби, який відрізняє ться тим, що спочатку здійснюють нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950-980 °C і прогрівання висадочних інструментів до t » 250 °C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном і матрицею з боку вн утрішньої і зовнішньої поверхонь труб, після зазначеної висадки здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання торця ущільнювача, точіння зовнішньої поверхні труби, розточування внутрішнього діаметра труби під різь і внутрішньої ущільнювальної конічної поверхні з подальшим нарізанням різі та точінням зовнішнього діаметра труби. Винахід стосується галузі будівництва нафтових і газових свердловин і може бути використаний в обсадних, насосно-компресорних та інших труба х технологічного призначення з високогерметичними нарізними з'єднаннями. Відоме високогерметичне нарізне з'єднання труб, що включає о хоплювану і о хоплюючу деталі з нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні і збіг різі на охоплюючій деталі на ділянці між різзю з повним профілем і внутрішньою ущільнювальною поверхнею [SU, патент №993829, Е21В 17/042, F16L 15/00, опубл. 1983]. Ме ханізм роботи ущільнювальних елементів нарізних частин тр уб, особливо обсадних, насосно-компресорних, які використовуються у нафтовидобувній галузі, полягає у створенні на охоплюючій і охоплюваній ущільнювальних поверхнях діаметральної деформації-натягу. Таким чином, при згвинчуванні високогерметичного нарізного з'єднання з ущільнювальними елементами «метал-метал» діаметри різі у площині останньої риски збігу різі охоплюваної деталі більше діаметрів охоплюючої деталі. Крім того, при нарізанні різі на охоплюючій деталі у місці збігу різі, тобто на ділянці, де здійснюється відведення різеутворюючого інструмента, на кромках вершин різі, по її внутрішньому діаметру утворюються задирки, що виступають у бік осі з'єднання. Таким чином, наявність задирок зменшує вн утрішній діаметр різі охоплюючої деталі на ділянці її збігу. Висота задирок порівнянна або може перевищува ти величину перепаду між внутрішнім радіусом різі на ділянці її збігу на охоплюючій деталі і радіусом ущільнювальної поверхні в її початку на охоплюваній деталі. Таке поєднання діаметральних розмірів різі, ущільнювальної поверхні і задирок, що утворюються на кромках вершин відомої різі на ділянці її збігу, призводить до того, що при згвинчуванні-розгвинчуванні різі задирки взаємодіють з ущільнювальною поверхнею охоплюваної деталі, деформують і пошкоджують її, а на ущільнювальному елементі утворюються задирки. В результаті відбувається пошкодження та заїдання ущільнювальної поверхні, до чистоти і точності виконання якої ставляться підвищені вимоги. Крім того, виступаючі задирки виключають можливість контролю діаметральних розмірів ущільнювальної поверхні охоплюючої деталі, оскільки вони не дають можливості встановити вимірювальний інструмент-калібр на контрольовану ущільнювальну поверхню. В результаті цього зменшується надійність та герметичність з'єднання і знижується його контролепридатність. При складанні-розкладанні відомого з'єднання існує небезпека, що при прикладенні крутного моменту через задирки, що утворюються на охоплюючій деталі на кромках вершин по внутрішньому діаметру різі на ділянці її збігу та їх взаємодій з високоточною ущільнювальною поверхнею охоплюваної деталі, остання буде пошкоджена і деформована, на ній утворяться задирки, внаслідок чого у з'єднанні не буде забезпечена герметичність. Також виступаючі задирки виключають можливість контролю діаметральних розмірів ущільнювальної поверхні охоплюючої деталі через неможливість встановлення на ній вимірювального інструментакалібру, що призводить до зниження контролепридатності нарізного з'єднання та зменшення його надійності. Дане технічне рішення прийняте як прототип для всіх заявлених варіантів виконання Відомий спосіб виготовлення висаджених кінців труб, що полягає у висадженні і механічній обробці поверхонь кінців труб, що пройшли випробування 5 81459 гідравлічним тиском на міцність [RU, патент№ 2097162, B21D 41/02, опубл. 27.11.1999]. Дане рішення прийняте як прототип для тих, що заявляються способом. Недоліком даного способу є те, що він призначений виключно для зміни діаметра труби у бік його збільшення і при цьому за рахунок зменшення товщини стінки труби в зоні висадження, що не дозволяє надалі використовува ти таку тр убу для формування елементів зачеплення і контактуючи х поверхонь для герметичного нарізного з'єднання нафтопромислових труб. Даний винахід спрямований на вирішення технічної задачі щодо виведення ділянок сходу різі із контактування за рахунок їх розміщення у складеному положенні труб навпроти ділянок, що відділяють ділянку суцільної різі від контактуючих торцевих поверхонь ніпеля і розтруба. Крім того, винахід спрямований на вирішення технічної задачі по формуванню стовщеної стінки кінця труби шляхом комбінованого висадження. Технічний результат, що досягається, полягає у підвищенні надійності та герметичності з'єднання, забезпеченні його контролепридатності, а також збільшенні міцності з'єднання при його складаннірозкладанні та експлуатації. Вказаний технічний результат для першого та другого прикладів виконання досягається тим, що у високогерметичному нарізному з'єднанні труб, що включає охоплювану і охоплюючу тр убчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі, і має ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу, пов'язана з ділянкою з повною різзю, виконана циліндричною з діаметром, більшим діаметра різі, або у вигляді трикутної у перерізі канавки, одна з похилих стінок якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна внутрішній ущільнювальній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю виконана з фасками у місцях сходу, і пов'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі. Зазначений технічний результат для першого та другого прикладів виконання досягається тим, що у високогерметичному нарізному з'єднанні труб, що включає о хоплювану і о хоплюючу 6 трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі, і має східчасту ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу виконана у вигляді канавки трикутної форми у перерізі, одна сторона якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній внутрішній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю виконана з фасками у місцях сходу, і пов'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі. Зазначені ознаки є суттєвими і взаємопов'язані між собою з утворенням стійкої сукупності суттєвих ознак, достатньої для одержання необхідного технічного результату. Даний винахід пояснюється конкретним прикладом, який однак не є єдино можливим, але наочно демонструє можливість одержання необхідного технічного результату. На Фіг.1 показане високогерметичне нарізне з'єднання нафтопромислових труб у зборі, перший приклад виконання; Фіг.2 - високогерметичне нарізне з'єднання нафтопромислових тр уб у зборі, другий приклад виконання; Фіг.3 - о хоплююча деталь з'єднання за Фіг.1; Фіг.4 - о хоплювана деталь з'єднання за Фіг.1; Фіг.5 - високогерметичне нарізне з'єднання нафтопромислових труб у зборі, третій приклад виконання; Фіг.6 - о хоплююча деталь з'єднання за Фіг.5; Фіг.7 - переріз стінки після комбінованої висадки кінця труби; Фіг.8 - перший етап механічної обробки ніпельного кінця труби; Фіг.9 - другий етап механічної обробки ніпельного кінця труби; Фіг.10 - третій етап механічної обробки ніпельного кінця труби - нарізка різі; Фіг.11 - четвертий етап механічної обробки ніпельного кінця труби; Фіг.12 - перший етап механічної обробки розтрубного кінця труби; Фіг.13 - другий етап механічної обробки розтрубного кінця труби; Фіг.14 - третій етап механічної обробки розтрубного кінця труби; 7 81459 Фіг.15 - четвертий етап механічної обробки розтрубного кінця труби - нарізка різі; Фіг.16 - п'ятий етап механічної обробки розтрубного кінця труби. Кращі варіанти здійснення винаходу Згідно з даним винаходом високогерметичне нарізне з'єднання труб, що використовуються у нафтовидобувній галузі, для всі х прикладів виконання включає в себе охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні. При цьому особливістю першого і другого прикладів виконання є те, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відновідною для конусної упорної поверхні торця охоплюваної деталі, і має ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу, пов'язана з ділянкою з повною різзю, виконана циліндричною з діаметром, більшим діаметра різі, або у вигляді трикутної у перерізі канавки, одна з похилих стінок якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній внутрішній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю виконана з фасками у місцях сходу, і пов'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі. Особливістю третього прикладу виконання є те, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі, є відповідною для конусної упорної поверхні торця охоплюваної деталі, і має ділянку переходу від зони повної різі до ущільнювальної внутрішньої поверхні, виконаної конусною з розташуванням вершини конуса на осі охоплюючої деталі, причому ділянка переходу виконана у вигляді канавки трикутної форми у перерізі, одна сторона якої є ділянкою сходу різі, а на зовнішній поверхні охоплюваної деталі послідовно з боку відкритого торця виконані відповідна ущільнювальній внутрішній поверхні охоплюючої деталі ущільнювальна зовнішня конусна поверхня і ділянка з повною різзю виконана з фасками у місцях сходу, і пов'язана з конусною упорною торцевою поверхнею цієї деталі через циліндричну ділянку переходу, 8 довжина якої від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі. Виконання збігу різі по її внутрішньому діаметру у вигляді зрізаної конічної поверхні, вершина якої спрямована до торця охоплюючої деталі, при розміщенні більшої основи зрізаного конуса на початку внутрішньої ущільнювальної поверхні, коли діаметр більшої основи зрізаного конуса не перевищує зовнішній діаметр різі в тій же самій площині, а також виконання різі охоплюючої деталі в її початку із західною фаскою, виконаною у вигляді зрізаної конічної поверхні, більша основа якої розміщена у площині торця охоплюючої деталі, причому її діаметр менше зовнішнього діаметра різі охоплюючої деталі у тій же самій площині, що дозволяє відсунути задирки на збігу різі на периферію від осі з'єднання і виключає небезпеку їх взаємодії при складаннірозкладанні з ущільнювальною поверхнею і, як наслідок, виключається поява пошкоджень і виникнення задирок на виконаних з високою точністю і чистотою поверхні ущільненнях. Крім того, заглиблення задирок всередину стінки охоплюючої деталі виключає перешкоди, пов'язані з не проходженням через виступаючі задирки, контрольного калібру-пробки, що забезпечує стовідсоткову можливість контролю внутрішньої ущільнювальної поверхні, виключає помилкові результати при контролі і, отже, збільшує надійність і герметичність з'єднання. Для попередження зменшення міцності з'єднання при його експлуатації за рахунок розтягування у конструкції передбачене виконання діаметра більшої основи зрізаного конуса за величиною меншим, ніж діаметр у площині перетину більшої основи конуса і лінії зовнішнього діаметра різі. Таке конструктивне рішення при одночасному виключенні можливості пошкодження і задирання ущільнювальних поверхонь збільшує площу поперечного перерізу охоплюючої деталі у найбільш небезпечному, підлягаючому розтягуванню, перерізі, що збільшує експлуатаційну надійність з'єднання. Нижче наводяться описи конкретних виконань зазначених прикладів. Високогерметичне з'єднання труб для всіх прикладів виконання (Фіг.1, 2, 5) містить охоплювану деталь (ніпель або ніпельний кінець) 1 і охоплюючу деталь (розтруб або розтрубний елемент) 2, які зачіпляються один з одним по конічній різі 3. З'єднання також містить упорні торці 4 і 5 відповідно охоплюваної і охоплюючої деталей, які виконані у вигляді конічних поверхонь, і включає в себе зовнішню 6 і внутрішню 7 ущільнювальні поверхні. Торці 4 і 5, а також ущільнювальні поверхні 6 і 7 взаємодіють одне з одним з певним натягом. Елементами основного ущільнення, що забезпечує герметичність з'єднання, є взаємодіючі ущільнювальні поверхні 6 і 7. Діаметральні розміри поверхні 6 дещо більше діаметральних розмірів поверхні 7, так, що після згвинчування з'єднання за рахунок їх деформації у пружній ділянці утворюється діаметральний натяг та ущільнення «метал-метал». Для забезпечення 9 81459 високої надійності герметичності з'єднання ущільнювальні поверхні 6 і 7 виконуються з високою точністю і чистотою обробки їх поверхонь. У з'єднанні за фіг. 1,2 різь 3 на охоплюючій та на охоплюваній деталях являє собою цілком ділянку з повним профілем. В той же час при нарізанні різі при відведенні різеутворюючого інструмента на ділянці збігу різі, на кромках її вершин, по її внутрішньому діаметру на охоплюючій деталі, утворюються задирки, які виступають у бік осі з'єднання і які, будучи перешкодою, порушують зачеплення та впливають на режим ущільнення. Для виключення їх впливу на охоплюючій деталі (Фіг.1, 3) у з'єднанні за Фіг.1 з боку вн утрішньої ущільнювальної поверхні 6 виконане циліндроподібне заглиблення у вигляді канавки 8 діаметром, що перевищує діаметр різі 3 на цій деталі, а на охоплюваній деталі в зоні взаємодії торців 4 і 5 виконане заглиблення у вигляді канавки 9 з діаметром, меншим діаметра різі. Таким чином, при згвинчуванні ніпеля і розтруба ділянки сходу різі завжди розташовуються у зоні канавок, що виключає вплив поверхні різі на ділянці сходу на точність взаємодії поверхонь ніпеля і розтруба. У з'єднанні за Фіг. 2 аналогічну задачу вирішено з використанням канавки 10 трикутного профілю у перетину в зоні між сходом різі і зовнішньою ущільнювальною поверхнею 6. В зоні взаємодії торців 4 і 5 у цьому прикладі виконання так само виконане заглиблення у вигляді канавки 9 з діаметром, меншим діаметра різі. У цій частині цей приклад повторює приклад за Фіг.1. У прикладі виконання за Фіг.5 різь 3 складається з двох ділянок - ділянки різі з повним профілем 11 і ділянки збігу різі 12, які утворюються при її нарізанні при відведенні різеутворюючого інструмента до осі з'єднання 13. При відведенні різеутворюючого інструмента на ділянці збігу різі, на кромках її вершин, по її внутрішньому діаметру, розташованому на зрізаній конічній поверхні, утворюються задирки, що виступають у бік осі з'єднання. Для усунення впливу ділянок сходу різі на надійність з'єднання труб у цьому прикладі виконання так само передбачені канавка 9 у зоні взаємодії торців 4 і 5 довжиною не менше довжини ділянки сходу різі 12 з боку торця 4 охоплюваної деталі і канавка 10 трикутного перерізу на охоплюваній деталі для ділянки сходу різі з боку внутрішньої ущільнювальної поверхні 7. При згвинчуванні охоплюваної і охоплюючої деталей ділянки сходу різі на охоплюючій деталі завжди будуть розташовані у зоні канавок. Для цього прикладу виконання охоплювана деталь повторює конструкцію охоплюваної деталі для прикладів виконання за Фіг.1 і 2. Таким чином, можна представити наступні конструктивні особливості, властиві для прикладів виконання за Фіг.1 і 2, які забезпечують досягнення необхідного технічного результату. У частині виконання охоплюючої деталі (розтрубний елемент): є конусної форми внутрішня поверхня з повною різзю з конусністю 1:12 і розташуванням уявної вершини конуса на осі цієї деталі у напрямку від вільного торця; є з боку торця 10 охоплюючої деталі конусна ділянка, на якій виконаний схід різі, з ухилом в 15°, більшим ухилу ділянки з повною різзю; є конусна упорна торцева поверхня з ухилом в 15° у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі; є ділянка переходу від зони різі до ущільнювальної внутрішньої поверхні, виконаної конусною з конусністю 1:12 з розташуванням уявної вершини конуса на осі охоплюючої деталі, при цьому за першим варіантом виконання ділянка переходу, пов'язана з ділянкою з повною різзю, виконана за рахунок циліндричної проточки з діаметром, більшим діаметра різі, а за другим варіантом виконання ділянка переходу виконана у вигляді проточки трикутного профілю у перерізі; є торцева упорна поверхня, з якою другий східець ділянки переходу пов'язаний або через округлення або через канавку. У частині виконання охоплюваної деталі (ніпельний елемент): з боку відкритого торця охоплюваної деталі виконана зовнішня конусна ущільнювальна поверхня з конусністю 1:12 з розташуванням уявної вершини конуса на осі охоплюваної деталі; є конусної форми зовнішня поверхня з повною різзю з конусністю 1:12 та з фасками у місцях сходу під кутом 60°, при цьому уявна вершина конуса різі розташована на осі цієї деталі з боку вільного торця; є конусна упорна торцева поверхня з ухилом в 15° у бік осі охоплюваної деталі відносно вертикальної площини, що проходить поперечно осі цієї деталі, що є відповідною поверхнею для упорної торцевої поверхні охоплюючої деталі; є циліндрична ділянка переходу від зони різі до конусної упорної торцевої поверхні; довжина циліндричної ділянки переходу від зони різі до конусної упорної торцевої поверхні менше довжини ділянки сходу різі у напрямку вздовж осі охоплюючої деталі. Конструктивні особливості, що властиві для прикладу виконання за Фіг.5 і забезпечують досягнення необхідного технічного результату, представлені нижче. У частині виконання охоплюючої деталі (розтрубний елемент): є конусної форми внутрішня поверхня з повною різзю з ухилом 1:12, що закінчується з боку відкритого торця цієї деталі фаскою під кутом 60°; є з боку торця охоплюючої деталі конусна ділянка, на якій виконаний схід різі, з ухилом в 15°, більшим ухилу ділянки з повною різзю; є конусна упорна торцева поверхня з ухилом в 15° у бік зовнішньої поверхні охоплюючої деталі відносно вертикальної площини, що проходить поперечно осі охоплюючої деталі; є ділянка переходу від зони різі до ущільнювальної внутрішньої поверхні, виконана у вигляді канавки трикутної форми у перерізі (фіг. 5,6); торцева упорна поверхня, з якою пов'язаний через скруглення другий східець ділянки переходу; довжина циліндричної ділянки переходу від зони різі до конусної упорної торцевої поверхні охоплюваної деталі більше довжини ділянки фаски 11 81459 різі охоплюючої деталі у напрямку вздовж осі охоплюючої деталі. У частині виконання охоплюваної деталі (ніпельний елемент) цей приклад повторює виконання за Фіг.1 і 2. Високогерметичне з'єднання нафтопромислових труб працює наступним чином. При виконанні операцій згвинчування або розгвинчування з'єднання спочатку здійснюється взаємодія охоплюваної 1 і охоплюючої 2 деталей за допомогою різі 3. У процесі згвинчування відбувається просування зовнішньої ущільнювальної поверхні 6 вздовж ділянки канавки 8 або 10 (для прикладів за Фіг.1 і 2) або ділянки збігу різі 12 (для прикладу за Фіг.5), потім ущільнювальна поверхня 7 взаємодіє з ущільнювальною поверхнею 6. За рахунок діаметральних деформацій цих поверхонь створюється ущільнювальний вузол «металметал». Крім того, перед складанням внутрішня ущільнювальна поверхня 7 проходить інструментальний контроль за допомогою калібрупробки. Контроль здійснюється шляхом встановлення калібру-пробки на поверхню ущільнення 7 і виміру відстані від калібру-пробки до кромки торця 5 охоплюючої деталі. Знаходження цієї відстані у певних межах гарантує досягнення необхідної для герметичності з'єднання діаметральної деформації після згвинчування з'єднання. У зв'язку з відсутністю можливості використовувати для нафтопромислових з'єднань труб з більшою товщиною стінок діаметральні розміри всіх елементів з'єднання, зовнішні і внутрішні діаметри нарізного з'єднання, у тому числі на ділянці збігу різі і діаметральні розміри зовнішніх і внутрішніх ущільнювальних поверхонь у дуже незначній мірі відрізняються один від одного. При відносному переміщенні деталей 1 і 2 здійснюється силове контактування торця 4 охоплюваної деталі і торця 5 охоплюючої деталі, в результаті чого на їхніх поверхнях виникають контактні напруження, величина яких повинна знаходиться в ділянці пружних деформацій. Рівень контактних напружень, за всіх рівних умов, визначається величиною контактуючи х площ торців 4 і 5. Для забезпечення збереження початкових витків різі при посадці ніпеля в розтруб у процесі складання з'єднання, на початку різі охоплюючої деталі за Фіг.1 і 2 виконана західна фаска 13 у вигляді зрізаної конічної поверхні, причому кут ухилу конічної поверхні більше кута ухилу конічної різі 3, а для прикладу виконання за Фіг.5 функцію такої фаски виконує ділянка сходу різі 12 з боку торця 4. Підвищення експлуатаційної надійності з'єднання забезпечується за рахунок збільшення контактуючих площ торців, що дозволяє збільшити крутний момент згвинчування при збереженні контактних напружень на необхідному рівні в межах пружної деформації. Закінчення процесу згвинчування охоплюваної 1 і охоплюючої 2 деталей супроводжується взаємодією їх упорних торців 4 і 5. Конічні поверхні упорних торців виконані наступним чином, що при дії на них осьового зусилля, яке виникає при згвинчуванні 12 різей, поперечна складова цього зусилля спрямована до осі з'єднання. Це виключає так зване явище «розворанення», тобто поперечну деформацію із збільшенням діаметра в ділянці упорних торців, що робить з'єднання менш критичним до перевищення крутного моменту згвинчування та збільшує його експлуатаційну надійність. Різь 3 у високогерметичному з'єднанні труб може бути виконана конічною або циліндричною, або мати профіль у вигляді трапеції (трапецеїдальна різь), або профіль робочої бічної поверхні, що має негативний кут. Крім того, високогерметичне з'єднання може бути згвинчене з використанням мастила для різі, що полімеризується, затвердіває після складання з'єднання. Перевагою нарізного з'єднання, що заявляється, у порівнянні з відомим є підвищення надійності герметичності, збільшення міцності з'єднання при його складанні-розкладанні та експлуатації, а також підвищення ступеня його контролепридатності, що дозволить використовува ти дане з'єднання труб як для рідких, так і для газоподібних середовищ. Для виробництва зазначених труб використовується новий спосіб виготовлення нарізного з'єднання, що полягає у механічній обробці поверхонь кінців труб, які пройшли випробування гідравлічним тиском на міцність, та нарізанні конічної різі. При цьому перед механічною обробкою проводять нагрівання кінців труб і їх висадку нагрітим пуансоном та матрицею з боку внутрішньої і зовнішньої поверхонь труб з подальшою шліфовкою зазначених висаджених поверхонь. Особливістю операцій даного способу, розробленого для з'єднань зазначених труб, є технологічна комбінована висадка кінців труб, яка не застосовується в інших та аналогічних конструкціях. Особливість цієї операції полягає у тому, що після нарізання з'єднання на висаджених кінцях труб ця висадка одержує повну механічну обробку. Враховуючи те, що з'єднання нарізається у габаритах відносно тонкої стінки, застосування даної технології забезпечує виготовлення якісної різі незалежно від коливання зовнішнього діаметра труби і товщини стінки в полі їх допусків. Відпрацьована конфігурація висадження труб під нарізання різі забезпечує їй 10-15%-й запас міцності відносно відомих способів. Пропонований спосіб включає в себе операції, спільні для ніпельного або розтрубового кінців труб: 3.1. Випробування заготівок труб гідравлічним тиском на міцність; 3.2. контроль за розмірами і формою кінця труби. Кінець труби повинен мати перпендикулярний зріз до осі труби, кривизна поверхні кінця труби не більше 1,0мм на 1м довжини; 3.3. висадка висаджених кінців труб. Висадка комбінована, тобто обтискна деформація здійснюється як по зовнішній поверхні кінця труби, так і по внутрішній поверхні (Фіг.7). Операції висадження: нагрівання кінців труб у пристрої індукційного нагріву до t=950-980°C; висадження кінців труб на гідравлічних пресах висадочним інструментом; 13 81459 висадочні інструменти (рівчаки матриць і пуансони) перед висадкою попередньо прогріваються до t»250°C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а після висадження - охолоджуються водою; 3.4. шліфування поверхонь висаджених кінців; 3.5. перед механічною обробкою ніпельного кінця у трубу з боку підлягаючого обробці кінця вставляють заглушк у; 3.6. Ме ханічна обробка ніпельного кінця труби: попередні підрізання торця, точіння ущільнювального конічного пояска (ущільнювальна зовнішня поверхня), конуса під різі (при використанні конічної різі), остаточне точіння зовнішнього діаметра труби (Фіг.8); підрізання упорного уступу, точіння шийки (канавки або прорізу), кутів переходу, ущільнювального конічного пояска, зовнішньої фаски, остаточне підрізання торця (Фіг.9); нарізання різі, наприклад, конічної (Фіг.10); розточка внутрішнього діаметра труби (Фіг.11); 3.7. Ме ханічна обробка розтрубного кінця труби: точіння зовнішнього діаметра, підрізання торця під кутом 15° (Фіг.12); розточка внутрішнього діаметра остаточно, внутрішній контур попередньо (Фіг.13); підрізання упорного уступу, розточка ущільнювального конічного пояска (внутрішньої ущільнювальної поверхні), остаточне підрізання торця (Фіг.14); нарізання різі (Фіг.15); точіння зовнішнього діаметра труби (Фіг.16). Таким чином, спосіб виготовлення нарізного з'єднання ніпельного кінця нафтопромислових труб, що пройшли випробування гідравлічним тиском на міцність, полягає у наступному: спочатку здійснюють нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950980°C і прогрівання висадочних інструментів до t»250°C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим пуансоном та матрицею з боку внутрішньої і зовнішньої поверхонь труб, після зазначеної висадки у трубу з боку підлягаючого подальшій обробці кінця вставляють заглушку і здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання ущільнювальних торців, точіння зовнішньої ущільнювальної конічної поверхні, зовнішньої поверхні труби під різь, упорного уступ у і зовнішньої фаски з подальшим нарізанням різі і розточуванням внутрішнього діаметра труби. Спосіб виготовлення нарізного з'єднання розтрубного кінця нафтопромислових труб, що пройшли випробування гідравлічним тиском на міцність, полягає у наступному: спочатку здійснюють нагрівання одного з кінців труб у пристрої індукційного нагріву до t=950980°C і прогрівання висадочних інструментів до t»250°C, перед висадкою зазначені інструменти змащуються сумішшю графіту з осьовим мастилом у співвідношенні 1:8, а потім здійснюють комбіновану висадку зазначених кінців нагрітим 14 пуансоном і матрицею з боку внутрішньої та зовнішньої поверхонь труб, після зазначеної висадки здійснюють шліфування висаджених поверхонь для подальшої механічної обробки ніпельного кінця труби, що включає в себе підрізання ущільнювального торця, точіння зовнішньої поверхні труби, розточку внутрішнього діаметра труби під різь і внутрішньої ущільнювальної конічної поверхні з подальшим нарізанням різі та точінням зовнішнього діаметра труби. Даний винахід є промислово застосовним, оскільки, використовуючи відомі технології, що застосовуються для виготовлення нарізних кінців труб, може бути здійснений на новому принципово відмінному від відомих конструкцій принципі взаємодії контактуючих поверхонь. 15 81459 16
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh-tightening threaded joint of oil-production pipes (variants) and method for making threaded joint of those pipes (variants)
Автори англійськоюZharov Vladimir Nikolaievich, Marchenko Leonid Grigorievich, Poiarkov Vladimir Grigorievich, Urazov Nikolai Vasilievich, Fartushnyi Nikolai Ivanovich, Siemin Vladimir Ivanovich
Назва патенту російськоюВысоко герметическое резьбовое соединение нефтепромышленных труб (варианты) и способ изготовления резьбового соединения этих труб (варианты)
Автори російськоюЕмельянов Алексей Викторович, Жаров Владимир Николаевич, Марченко Леонид Григорьевич, Поярков Владимир Григорьевич, Уразов Николай Васильевич, Фартушный Николай Иванович, Семин Владимир Иванович
МПК / Мітки
МПК: E21B 17/042
Мітки: з'єднання, нарізного, спосіб, нафтопромислових, труб, цих, варіанти, високогерметичне, виготовлення, нарізне
Код посилання
<a href="https://ua.patents.su/8-81459-visokogermetichne-narizne-zehdnannya-naftopromislovikh-trub-varianti-i-sposib-vigotovlennya-nariznogo-zehdnannya-cikh-trub-varianti.html" target="_blank" rel="follow" title="База патентів України">Високогерметичне нарізне з’єднання нафтопромислових труб (варіанти) і спосіб виготовлення нарізного з’єднання цих труб (варіанти)</a>
Нарізне з’єднання для труб та нарізна збірка, яка виконується за допомогою нарізного з’єднання (варіанти)
Номер патенту: 71040
Опубліковано: 15.11.2004
Автор: Ноель Т'єррі
МПК: E21B 17/042, F16L 15/00
Мітки: яка, нарізного, варіанти, допомогою, нарізне, нарізна, збірка, труб, з'єднання, виконується
Формула / Реферат:
1. Нарізне з'єднання для труб, яке містить охоплюваний елемент, виконаний на кінці першої труби, і охоплюючий елемент, виконаний на кінці другої труби, центральний ущільнювальний засіб, утворений охоплюваною опорною поверхнею та охоплюючою опорною поверхнею, виконаними з можливістю обпирання одна на одну у зібраному вигляді нарізного з'єднання, при цьому охоплюваний елемент містить зовнішню конічну охоплювану різь, а охоплюючий елемент...
Трубний нарізний елемент і трубне нарізне з’єднання, виконане на основі нарізного елемента
Номер патенту: 71067
Опубліковано: 15.11.2004
Автор: Верділлон Ліонель
МПК: F16L 15/00
Мітки: нарізний, нарізного, трубний, нарізне, елемента, виконане, трубне, основі, з'єднання, елемент
Формула / Реферат:
1. Трубний нарізний елемент, охоплюваний або охоплюючий, призначений для трубного нарізного з'єднання, який виконаний на кінці труби і який містить зовнішню охоплювану різь або внутрішню охоплюючу різь в залежності від того, є даний нарізний елемент охоплюваним або охоплюючим, профіль витків якої на вигляді у подовжньому перерізі по площині, що проходить через вісь даного нарізного елемента, містить вершину профілю, донну частину западини...
Нарізне з’єднання для обсадних труб
Номер патенту: 3179
Опубліковано: 15.10.2004
Автори: Білецький Ярослав Семенович, Коцкулич Ярослав Степанович, Білецький Мирослав Семенович
МПК: E21B 17/042
Мітки: труб, нарізне, обсадних, з'єднання
Формула / Реферат:
1. Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, які утворюють два метал-металеві контактні ущільнення, перше з яких утворено при збиранні вільним від різі і є стиковим з'єднанням, а друге утворено конічними нарізними частинами затягнутих поверхонь елемента з внутрішньою різзю та елемента з зовнішньою різзю, яке відрізняється тим, що нарізна частина елемента з зовнішньою різзю...
Система нарізного з’єднання для металевих труб і спосіб виконання нарізного з’єднання

Номер патенту: 27544
Опубліковано: 15.09.2000
Автори: Ноель Т'єррі, Тсуджимура Такуя
МПК: F16L 15/00
Мітки: з'єднання, виконання, труб, спосіб, система, металевих, нарізного
Текст:
...варианте реализации образующие эти х конических поверхностей составляют с продольной осью данного стыка угол, величина которого может изменяться в пределах от 5 до 25°, причем в предпочтительном варианте эти образующие являются параллельными друг другу в их средней зоне. Однако, на своих концах упомянутые конические поверхности могут содержать искривления, предназначенные для соединения с прилегающими к ним поверхностями...
Нарізне з’єднання для обсадних труб
Номер патенту: 8213
Опубліковано: 15.07.2005
Автори: Білецький Мирослав Семенович, Білецький Ярослав Семенович, Коцкулич Ярослав Степанович, Сушинський Іван Іванович
МПК: E21B 17/042
Мітки: нарізне, з'єднання, труб, обсадних
Формула / Реферат:
Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, нарізна частина якого має набір сегментів, котрі виконані у формі трапецієподібних жолобів з вигнутими конусоподібними поверхнями із сторони початкової точки різі і у яких розташовані ущільнювальні елементи у формі плашок з округленими конусоподібними поверхнями із однієї сторони, котрі є рухомі при перетяжці або розслабленні в момент...
Попередній патент: Пневмоподавач (варіанти)
Наступний патент: Пристрій гідравлічного зрівноважування осьового зусилля
Випадковий патент: Елемент опалювального радіатора з повним антикорозійним захистом і спосіб антикорозійної обробки опалювального радіатора