Сортувальний пристрій і спосіб сортування
Формула / Реферат
1. Спосіб сортування, який полягає в тому, що
- формують із частинок сипучого матеріалу щонайменше частково кільцевий потік товщиною суттєво в одну частинку, аксіально спрямовуючи частинки сипучого матеріалу по тілу із суттєво конічною обтічною поверхнею, обмеженою суттєво горизонтальною периферійною кромкою, завдяки чому потік силою тяжіння спрямовується суттєво вертикально від кромки,
- застосовують детектор, який має оптичний елемент, розташований суттєво у центрі кільцевого потоку нижче зазначеного тіла, завдяки чому відстань від усіх частин потоку до детектора є суттєво постійною, причому детектор виконано з можливістю застосовування критерію сортування до частинок потоку, і
- застосовують сортувальний засіб, чутливий до сигналів детектора, для сортування частинок у потоці відповідно до зазначеного критерію.
2. Сортувальний пристрій, який має
- тіло із суттєво конічною обтічною поверхнею, обмеженою суттєво горизонтальною периферійною кромкою;
- засіб подачі частинок сипучого матеріалу на зазначену поверхню для утворення аксіального потоку, виконаний так, що частинки матеріалу проходять периферійну кромку в аксіальному напрямку і під дією сили тяжіння спадають з кромки суттєво вертикально, утворюючи щонайменше частково кільцевий потік товщиною суттєво в одну частинку;
- детектор, який має оптичний елемент і розташований суттєво у центрі кільцевого потоку нижче зазначеного тіла, завдяки чому відстань від усіх частин потоку до зазначеного детектора є суттєво постійною, причому детектор призначено для застосування критерію сортування частинок потоку;
- сортувальний засіб, чутливий до сигналів детектора, призначений для сортування частинок у потоці відповідно до зазначеного критерію.
3. Сортувальний пристрій за п. 2, у якому засіб подачі частинок виконано у вигляді кільцевого подавача матеріалу.
4. Сортувальний пристрій за п. 2, у якому під детектором розташовано пристрій вибраковування з утворенням зони виявлення, в якій розташовано оптичний елемент.
5. Сортувальний пристрій за п. 4, який має джерело випромінювання, виконане кільцевим або з можливістю обертання, і детектор для виявлення інтенсивності відбитої або випроміненої складової випромінювання.
6. Сортувальний пристрій за п. 5, у якому джерелом випромінювання є точкове джерело монохроматичного променя для сканування потоку частинок у напрямку, перпендикулярному до напрямку потоку частинок.
7. Сортувальний пристрій за п. 6, який має фільтрувальний засіб відбитого світла для видалення всіх інших довжин хвиль, які відрізняються від потрібної довжини хвилі, перетворюючи виявлений сигнал на монохроматичний.
8. Сортувальний пристрій за п. 7, у якому фільтрувальний засіб має один або більше смугових оптичних фільтрів для пропускання лише потрібних смуг довжин хвиль.
9. Сортувальний пристрій за п. 7, у якому фільтрувальний засіб має один або більше смугових режекторних оптичних фільтрів для відбивання лише потрібних смуг довжин хвиль.
10. Сортувальний пристрій за п. 7, у якому фільтрувальний засіб призначено для часткового поглинання поліхроматичного світла, що падає на фільтрувальний засіб.
11. Сортувальний пристрій за п. 10, який має дифракційну решітку для розщеплення поліхроматичного світла на спектр, а детектор має множину чутливих елементів, налаштованих для розшифрування спектра.
12. Сортувальний пристрій за п. 11, у якому чутливі елементи вибрано з групи, що складається з фотопомножувачів, матриць ПЗЗ і подібних фотоелектричних чутливих вимірювальних пристроїв.
13. Сортувальний пристрій за будь-яким з пп. 2-12, у якому сортувальний засіб включає один або більше пристроїв вибраковування, чутливих до сигналів детектора і виконаних з можливістю силового видалення вибраних частинок із потоку.
14. Сортувальний пристрій за п. 13, у якому один або більше пристроїв вибраковування має засіб для утворення потоку повітря для відкидання виявленої частинки з потоку частинок у відповідь на сигнал, спричинений дією детектора.
15. Сортувальний пристрій за п. 14, у якому пристрій вибраковування має кільцевий колектор з одним рядом пневмоклапанів, причому кожний клапан орієнтовано під кутом приблизно 90° до потоку частинок, ряд пневмоклапанів розташовано суттєво паралельно потоку придатних частинок і з проміжком між пневмоклапанами та потоком частинок.
16. Сортувальний пристрій за п. 14, у якому пристрій вибраковування має множину кільцевих колекторів, кожний з одним рядом пневмоклапанів, причому кожний клапан орієнтовано під кутом приблизно 90° до потоку частинок, кожний ряд пневмоклапанів розташовано суттєво паралельно потоку придатних частинок і з проміжком між пневмоклапанами та потоком частинок, а пневмоклапани різних рядів вирівняно у напрямку потоку частинок і виконано з можливістю спрацьовування послідовно для послідовного впливу на вибрані частинки.
17. Спосіб сортування, який полягає в тому, що
- формують щонайменше частково кільцевий потік матеріалу;
- виявляють за допомогою детектора випромінювання від матеріалу у щонайменше частково кільцевому потоці, причому цим випромінюванням є випромінювання від суттєво всіх частин потоку, яке подолало суттєво однакову відстань від кільцевого потоку до детектора; і
- застосовують сортувальний механізм у відповідь на виявлене випромінювання для сортування матеріалу в потоці.
18. Спосіб за п. 17, у якому випромінювання приймають оптичним елементом, який розташовано суттєво в центрі щонайменше частково кільцевого потоку, і спрямовують це випромінювання до детектора.
19. Спосіб за п. 18, у якому в оптичному елементі застосовують дзеркало, встановлене з можливістю обертання.
20. Сортувальний пристрій, який має:
- засіб для формування щонайменше частково кільцевого потоку матеріалу;
- детектор для виявлення випромінювання від матеріалу у щонайменше частково кільцевому потоці після того, як це випромінювання від суттєво всіх частин потоку подолало суттєво однакову відстань від цього потоку до детектора;
- сортувальний механізм для сортування матеріалу у потоці у відповідь на виявлення детектором випромінювання.
21. Сортувальний пристрій за п. 20, у якому оптичний елемент розташовано суттєво в центрі кільцевого потоку, коли утворено кільцевий потік для спрямовування випромінювання від матеріалу кільцевого потоку до детектора.
22. Сортувальний пристрій за п. 21, у якому оптичний елемент має дзеркало, встановлене з можливістю обертання.
Текст
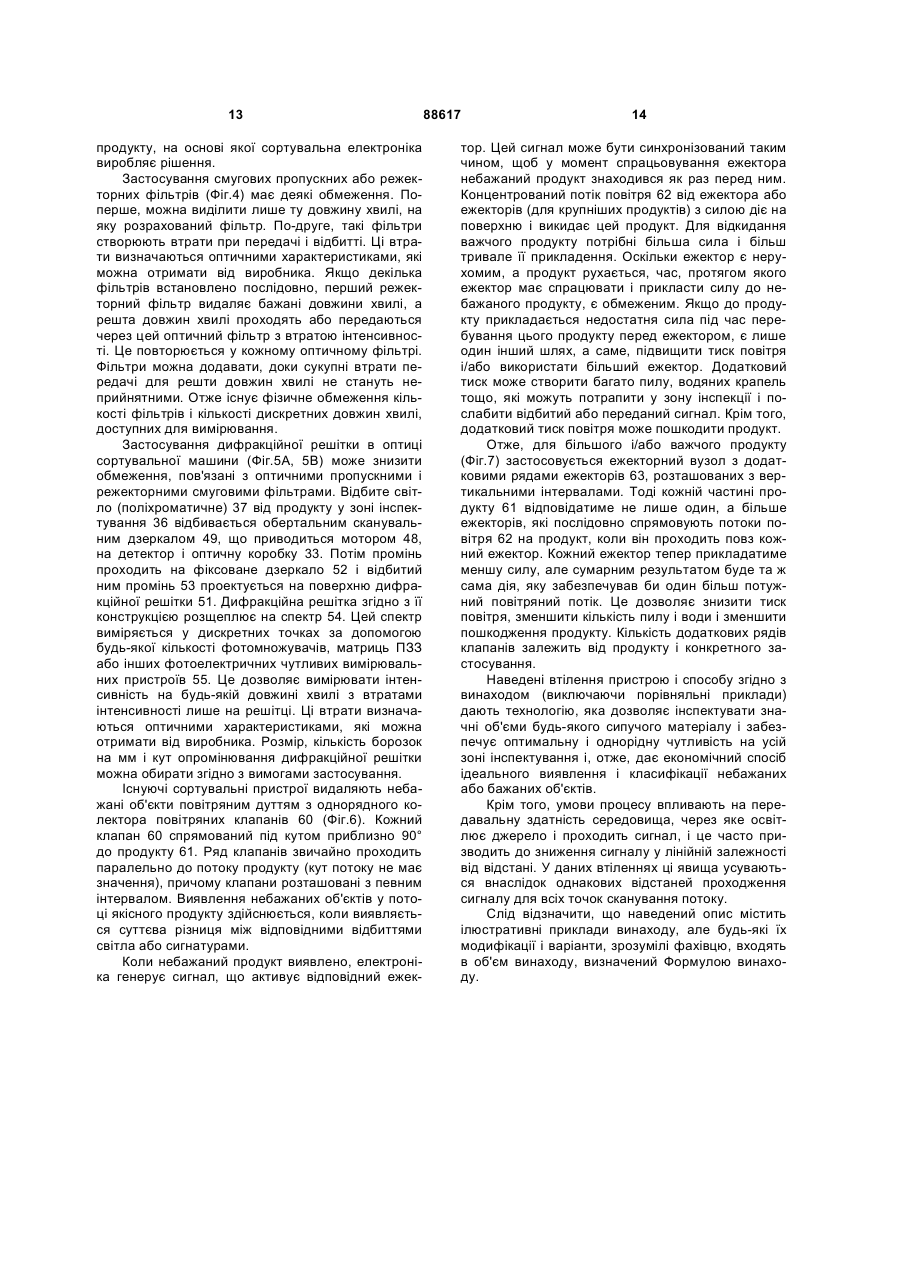
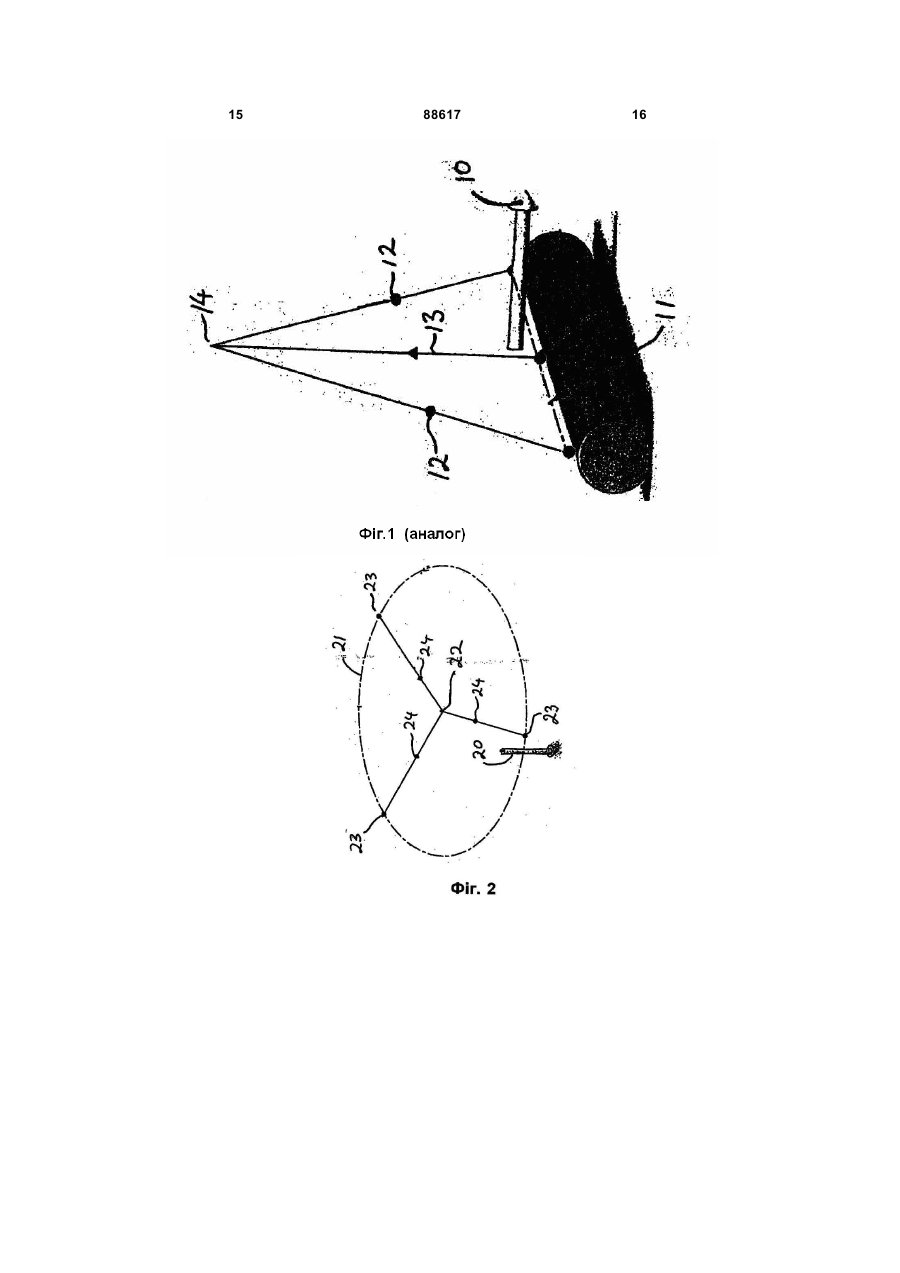
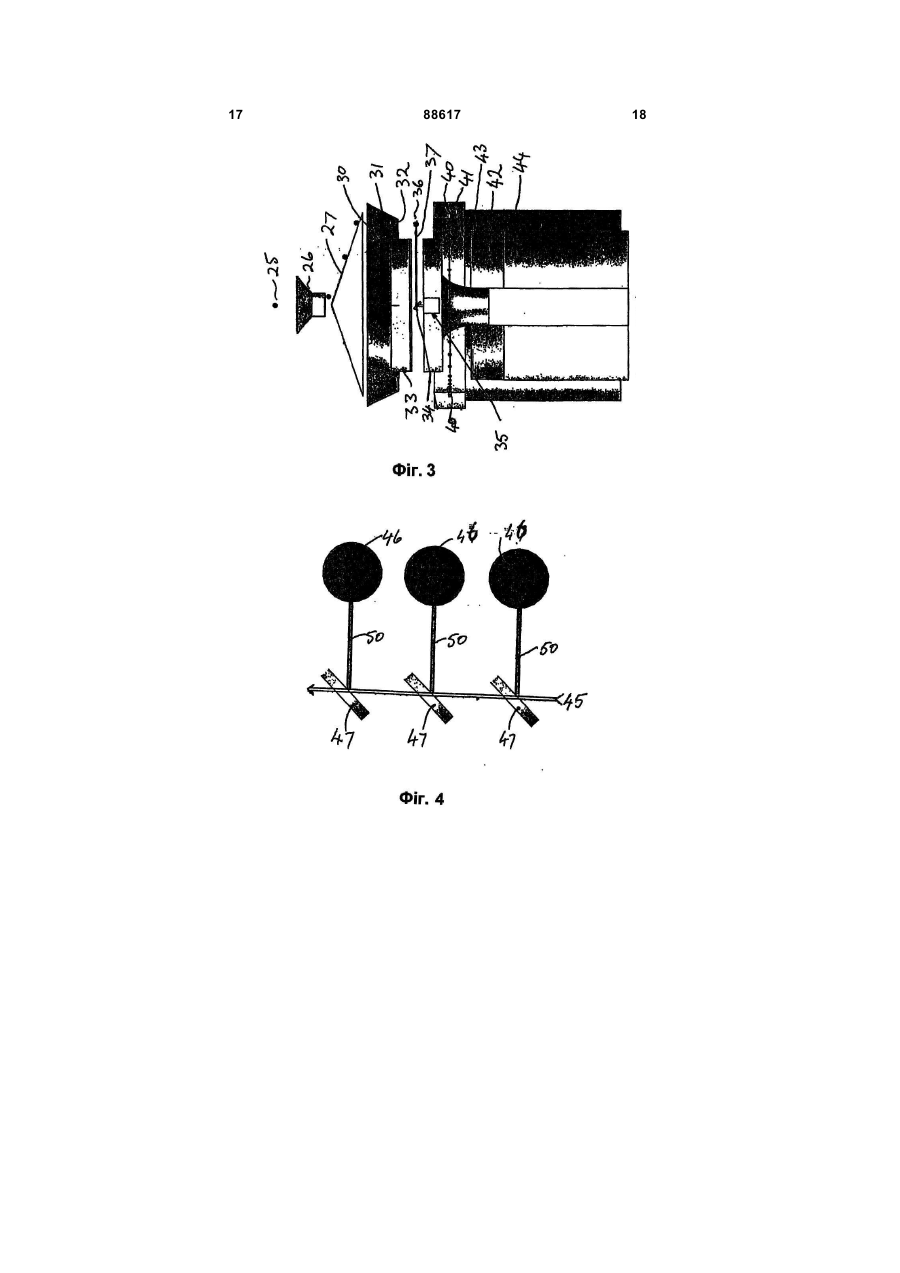
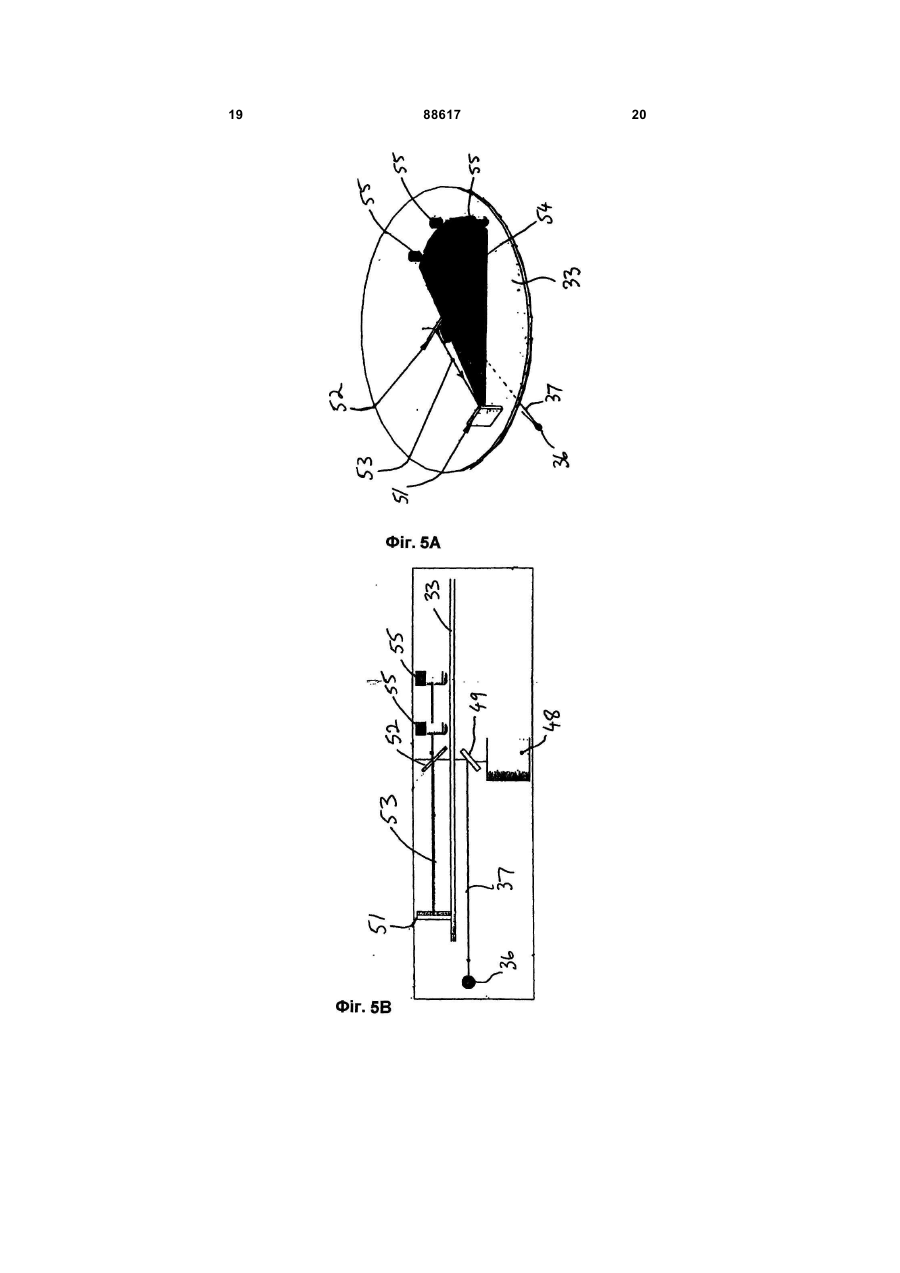
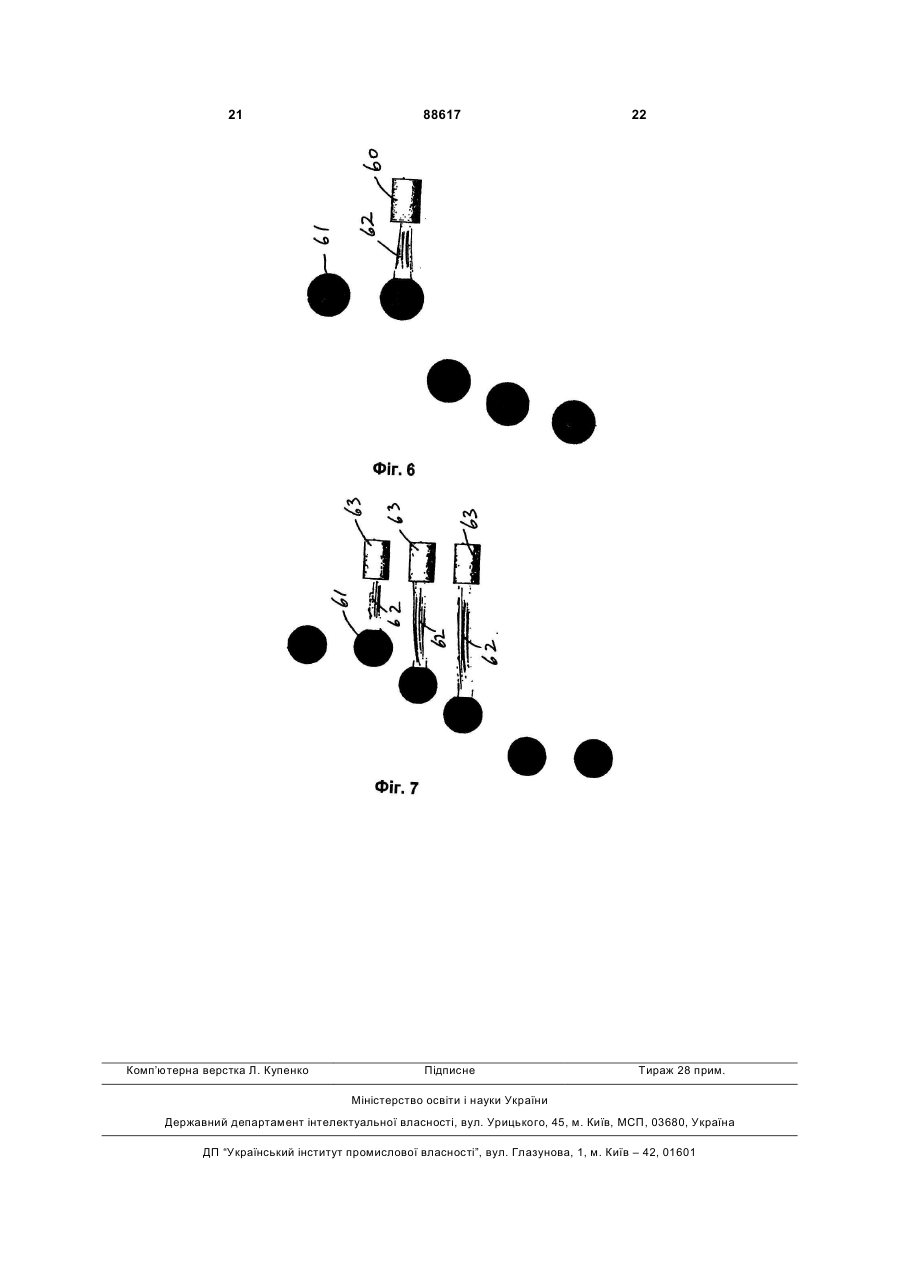
1. Спосіб сортування, який полягає в тому, що - формують із частинок сипучого матеріалу щонайменше частково кільцевий потік товщиною суттєво в одну частинку, аксіально спрямовуючи частинки сипучого матеріалу по тілу із суттєво конічною обтічною поверхнею, обмеженою суттєво горизонтальною периферійною кромкою, завдяки чому потік силою тяжіння спрямовується суттєво вертикально від кромки, - застосовують детектор, який має оптичний елемент, розташований суттєво у центрі кільцевого потоку нижче зазначеного тіла, завдяки чому відстань від усіх частин потоку до детектора є суттєво постійною, причому детектор виконано з можливістю застосовування критерію сортування до частинок потоку, і - застосовують сортувальний засіб, чутливий до сигналів детектора, для сортування частинок у потоці відповідно до зазначеного критерію. 2. Сортувальний пристрій, який має - тіло із суттєво конічною обтічною поверхнею, обмеженою суттєво горизонтальною периферійною кромкою; - засіб подачі частинок сипучого матеріалу на зазначену поверхню для утворення аксіального потоку, виконаний так, що частинки матеріалу проходять периферійну кромку в аксіальному напрямку і під дією сили тяжіння спадають з кромки суттєво вертикально, утворюючи щонайменше 2 (19) 1 3 88617 4 чутливих елементів, налаштованих для розшифрування спектра. 12. Сортувальний пристрій за п. 11, у якому чутливі елементи вибрано з групи, що складається з фотопомножувачів, матриць ПЗЗ і подібних фотоелектричних чутливих вимірювальних пристроїв. 13. Сортувальний пристрій за будь-яким з пп. 2-12, у якому сортувальний засіб включає один або більше пристроїв вибраковування, чутливих до сигналів детектора і виконаних з можливістю силового видалення вибраних частинок із потоку. 14. Сортувальний пристрій за п. 13, у якому один або більше пристроїв вибраковування має засіб для утворення потоку повітря для відкидання виявленої частинки з потоку частинок у відповідь на сигнал, спричинений дією детектора. 15. Сортувальний пристрій за п. 14, у якому пристрій вибраковування має кільцевий колектор з одним рядом пневмоклапанів, причому кожний клапан орієнтовано під кутом приблизно 90° до потоку частинок, ряд пневмоклапанів розташовано суттєво паралельно потоку придатних частинок і з проміжком між пневмоклапанами та потоком частинок. 16. Сортувальний пристрій за п. 14, у якому пристрій вибраковування має множину кільцевих колекторів, кожний з одним рядом пневмоклапанів, причому кожний клапан орієнтовано під кутом приблизно 90° до потоку частинок, кожний ряд пневмоклапанів розташовано суттєво паралельно потоку придатних частинок і з проміжком між пневмоклапанами та потоком частинок, а пневмоклапани різних рядів вирівняно у напрямку потоку частинок і виконано з можливістю спрацьовування послідовно для послідовного впливу на вибрані частинки. 17. Спосіб сортування, який полягає в тому, що - формують щонайменше частково кільцевий потік матеріалу; - виявляють за допомогою детектора випромінювання від матеріалу у щонайменше частково кільцевому потоці, причому цим випромінюванням є випромінювання від суттєво всіх частин потоку, яке подолало суттєво однакову відстань від кільцевого потоку до детектора; і - застосовують сортувальний механізм у відповідь на виявлене випромінювання для сортування матеріалу в потоці. 18. Спосіб за п. 17, у якому випромінювання приймають оптичним елементом, який розташовано суттєво в центрі щонайменше частково кільцевого потоку, і спрямовують це випромінювання до детектора. 19. Спосіб за п. 18, у якому в оптичному елементі застосовують дзеркало, встановлене з можливістю обертання. 20. Сортувальний пристрій, який має: - засіб для формування щонайменше частково кільцевого потоку матеріалу; - детектор для виявлення випромінювання від матеріалу у щонайменше частково кільцевому потоці після того, як це випромінювання від суттєво всіх частин потоку подолало суттєво однакову відстань від цього потоку до детектора; - сортувальний механізм для сортування матеріалу у потоці у відповідь на виявлення детектором випромінювання. 21. Сортувальний пристрій за п. 20, у якому оптичний елемент розташовано суттєво в центрі кільцевого потоку, коли утворено кільцевий потік для спрямовування випромінювання від матеріалу кільцевого потоку до детектора. 22. Сортувальний пристрій за п. 21, у якому оптичний елемент має дзеркало, встановлене з можливістю обертання. Винахід стосується сортувального пристрою і способу сортування, зокрема (але не лише) застосування цих сортувального пристрою і способу сортування для сортування сипучих матеріалів, наприклад, вугілля, і ілюстрації такого застосування. Винахід, однак, може бути використаний і в інших застосуваннях, наприклад, для перекриття деяких потоків. Існує добре розвинена техніка сортування матеріалів у потоці шляхом суттєвого перетворення потоку у моношар, проведення цього моношару повз ряд датчиків для ідентифікування часток у потоці, і виконання певної обробки потоку, грунтуючись на цій ідентифікації. Обробка може включати відділення або відкидання з потоку, або активне модифікування ідентифікованих часток. При обробці будь-якої сипучої маси часток матеріалу (наприклад, зерен кофе, гороху, битого скла, мінералів, рису і інших харчових зернових продуктів або будь-якого іншого бажаного сипучого матеріалу), як відомо, відбувається забруднення сторонніми частками. Для підвищення цінності продукту забруднюючі частки необхідно видалити з сипучого продукту. І навпаки, якщо маса забруднення перевищує масу бажаних часток, від забрудненої сипучої маси відділяють бажані частки. Зазвичай у багатьох випадках візуальна перевірка продукту здійснюється людиною, а забруднення видаляють вручну, але цей процес занадто повільний і не є ефективним. Машини є більш доречнішими у таких процесах, а відомий рівень техніки має багато технічних рішень для здійснення механізованої обробки. Ці рішення можливо поділити у двох головних напрямках - створення канальних сортувальників і ремінних сортувальників. Канальні сортувальники (US, 4697709) розділяють сипучу масу часток на декілька шляхів або каналів, в яких частки рухаються єдиною лінією, контролюються і сортуються частка за часткою. Швидкість сортування є дуже низькою і обмежується швидкістю проходження часток каналом, тому і потрібно мати багато каналів. Ремінні сортувальники (US, 5586663) досить швидко розподіляють частки на горизонтальному ремінному конвеєрі, створюючи контрольований моношар для контролювання детектором, розта 5 шованим переважно над ременем. Частки або виявляються як зайві на ремені або як корисні частки покидають кінець ременя. Частки звичайно сортуються ежекцією на напівшляху падіння з ременя. Одиночний детектор (камера, тощо) над ременем може контролювати частки, що проходять на ремені. Обмеженням ремінних сортувальників є кількість продукту, що може бути розподілений моношаром на поверхні ременя у будь-який момент часу. Одним із шляхів підвищення продуктивності є збільшення швидкості ременя, але це призводить до таких наслідків: - зниження розрізняльної здатності (зменшення часу на контролювання часток, які швидше проходять повз детектор); - зменшення якості контролю часток (важче контролювати рух часток на більш швидкому ремені - частки мають тенденцію повертатись назад); - збільшення зносу ременя; - зростання витрат енергії. Іншим способом підвищення продуктивності є збільшення ширини ременя. Це створює обмеження для єдиного детектора, розташованого над центром ременя, оскільки ширина ременя збільшує відстань випромінювання світла від частки на кромці ременя до зазначеного детектора порівняно з відстанню для світла, що проходить від часток, що рухаються на центрі ременя, до зазначеного детектора. Тут починає грати роль закон оберненого квадрату, який встановлює, що при подвоєнні відстані точкового джерела випромінювання (частки), яке виміряється детектором, виміряний рівень випромінювання зменшується у 4 рази порівняно з первісною відстанню. Наприклад, якщо стояти на відстані 1м від освітлювальної лампи (точкового джерела випромінювання) і результат вимірювання детектором становить 100 люкс, то відсунувши цю лампу на 2м, то отримуєш результат лише 25 люкс, тобто % першого результату вимірювання. Це показує, що невеликі зміни відстані точкового джерела випромінювання (частки) до або від детектора значно впливають на рівень випромінювання, виміряний детектором, і це суттєво обмежує ширину ременя і, як наслідок, максимально можливу продуктивність. Взагалі існуючі сортувальні пристрої включають плоский моношаровий потік продукту (див. приклад нам Фіг.1). Цей потік продукту 10 може бути горизонтальним, вертикальним або проходити під будь-яким іншим кутом. При проходженні потоку продукту через зону 11 інспектування продукт опромінюють від джерела 12. Інтенсивність відбитого або переданого сигналу 13 виміряється детектором 14. Дає певні переваги застосування одноточкового джерела або щонайменше одного точкового джерела для кожної з декількох кольоровостей. Однак, є фундаментальний закон, який зумовлює певні вади, наслідки яких ще не повністю усвідомлені. Існує природне обмеження ширини потоку перпендикулярно до напрямку його руху, яке існує для потоку, близького до детектора, і зумовлюється, по-перше, відстанню потоку від джерела і, подруге, шириною потоку. 88617 6 Кут, під яким світло падає на продукт і потім відбивається від продукту, є різним для кожної точки, що оглядається у зоні інспектування. Слід брати до уваги закон оберненого квадрату І = l0/d2, де І - кінцева інтенсивність, І0 - початкова інтенсивність, і d - відстань. Якщо відбите світло, або будь-який інший відбитий сигнал виміряють на певній відстані від точкового джерела (у даному випадку продукт) з інтенсивністю х, то виміряний на подвійній відстані сигнал матиме силу х/4, тобто 1/4 сили сигналу, виміряної на відстані х, ігноруючи втрати у середовищі. На Фіг.1 можна бачити, що відстань, яку проходять відбиті сигнали зростає з збільшенням відстані продукту від центра зони інспектування. Отже, у зоні інспектування виміряна інтенсивність сигналу змінюється. Якщо два ідентичні продукти розмістити у зоні інспектування, один у центрі і один на краю зони інспектування і порівняти інтенсивності повернутих сигналів, можна помітити, що інтенсивність від центра буде більшою за інтенсивність від ідентичного продукту, розташованого на краю зони інспектування. Отже, відбитий від продукту сигнал або сигнатура буде залежати від положення продукту у зоні інспектування. Для того, щоб використати цю технологію для інспектування продукту і визначення його прийнятності або неприйнятності, сигнатура продукту має виглядати однаковою для електроніки обладнання. Для компенсації цього у деяких системах застосовується складна попередня обробка повідомлення від сигналу, внаслідок чого сигнатура продукту виглядає однаковою незалежно від його положення. В інших системах використовують діафрагми для компенсації впливу закону оберненого квадрату (див. WO 98/443350), завдяки чому повна сила сигналу знижується і відбитий сигнал лінеаризується. Це знижує сигнал, що надходить від будь-якого місця до рівня найслабшого сигналу, що надходить від країв зони інспектування. Інтенсивність сигналу знижується з збільшенням ширини зони інспектування і цим створюється природне обмеження ширини зони інспектування. Максимальна ширина досягається, коли інтенсивність зворотного сигналу від продукту на краю зони інспектування стає недостатньою. Крім того, більші частки можуть створювати затінення. Це не має особливого значення у центрі потоку, але на віддаленні від центру більший кут падіння може призвести до часткового затінення деякими частками інших часток, розташованих далі від центру зони інспектування. Це не лише призводить до зниження інтенсивності сигналу на краях потоку, але й послаблює сигнал внаслідок затінення. Одним з аспектів винаходу взагалі є спосіб сортування, який включає такі операції: - формування, щонайменше частково, кільцеподібного потоку часток матеріалу шляхом аксіального спрямовування зазначених часток матеріалу через тіло з суттєво конічною потокоутворюючою поверхнею, повз яку може проходити зазначений матеріал; - оперативне застосування детектора, розташованого суттєво у центрі зазначеного кільцеподі 7 бного потоку нижче зазначеного тіла за потоком і призначеного застосовувати критерій сортування до часток зазначеного потоку; і - оперативне застосування сортувального засобу, залежного від зазначеного детектора, для сортування часток у зазначеному потоці згідно з зазначеним критерієм. Згідно з іншим аспектом, винахід взагалі включає сортувальний пристрій, який має: - тіло з суттєво конічною потокоутворюючою поверхнею, обмежене кромкою; - засіб подачі часток матеріалу на зазначену поверхню у потоці, внаслідок чого зазначені частки матеріалу в аксіальному напрямку проходять повз зазначену кромку, утворюючи щонайменше частково кільцеподібний потік; - детектор, розташований суттєво у центрі зазначеного кільцеподібного потоку нижче зазначеного тіла за напрямком потоку і призначений застосовувати критерій сортування до часток у зазначеному потоці; і - сортувальний засіб, залежний від зазначеного детектора і призначений для сортування часток у зазначеному потоці згідно з зазначеним критерієм. Ще одним аспектом винаходу є взагалі спосіб сортування, який включає такі операції: - формування потоку часток матеріалу; - оперативне застосування над зазначеним потоком оптичного детекторного вузла, який включає джерело опромінювання і детектор з щонайменше одними дифракційним решітчастим монохроматором, призначений застосовувати критерій сортування до часток у зазначеному потоці; і - оперативне застосування сортувального засобу, залежного від зазначеного оптичного детектора, для сортування часток у зазначеному потоці згідно з зазначеним критерієм. Іншим аспектом винаходу є взагалі спосіб сортування, який включає такі операції: - формування потоку часток матеріалу; - оперативне застосування над зазначеним потоком детекторного вузла, призначеного застосовувати критерій сортування до часток у зазначеному потоці; і - оперативне застосування сукупності струменевих сортувальних засобів, залежної від зазначеного оптичного детектора, для сортування часток у зазначеному потоці силовою . дією, причому зазначена сукупність діє узгоджено або у певній послідовності для сортування зазначених часток. Згідно з іншим аспектом, винахід взагалі включає сортувальний пристрій, який має: - засіб подачі безперервного потоку часток матеріалу; - оптичний детекторний вузол над зазначеним потоком, який включає джерело опромінювання і детектор з щонайменше одними дифракційним решітчастим монохроматором, призначений застосовувати критерій сортування до часток у зазначеному потоці; і - сортувальний засіб, залежний від зазначеного детектора і призначений для сортування часток у зазначеному потоці згідно з зазначеним критерієм. 88617 8 Іншим аспектом винаходу є сортувальний пристрій, який включає: - засіб формування потоку часток матеріалу; - детекторний вузол над зазначеним потоком, призначений застосовувати критерій сортування до часток у зазначеному потоці; і - сукупність струменевих сортувальних засобів, залежна від зазначеного оптичного детектора і призначена для сортування часток у зазначеному потоці через зіткнення, причому зазначена сукупність діє узгоджено або у певній послідовності для сортування зазначених часток. У даному описі "суттєво конічна потокоутворююча поверхня" означає поверхню твердого тіла, яка звужується, починаючи з частини цього тіла, розташованої вище за потоком, і до периферійної кромки тіла, або частину твердого тіла такого типу. Прикладом потоку часток через тіло згідно з винаходом є частки, що проходять під дією сили ваги через точку конусу і падають з периферії цього тіла під дією ваги кільцеподібним потоком. Зрозуміло, що це тіло може бути частиною усіченої піраміди з основою, яка може бути не круглою, а, наприклад, еліптичною або багатокутною. Термін "кільцеподібний потік" включає потоки, утворені, як це було описано вище, які мають форму, зумовлену у суттєвій частині формою периферії частини цього тіла. Детекторний вузол може бути призначений виконувати будь-яке придатне розрізнення для сортування. Наприклад, детектор може бути призначений виявляти небажані об'єкти у потоці часток. В іншому варіанті може бути передбачений датчик для мічення або перетворення вибраних часток у потоці. З часток може бути сформований кільцеподібний суттєво моношаровий потік. В іншому варіанті частки можуть утворювати більш повний потік, в якому можуть бути використані більш, ніж один сенсорний вузол, і локальні турбулентності спрямовуватимуть частки до одного або іншого з сенсорних вузлів для сортування. Потік може мати будь-яку орієнтацію. Наприклад, частки матеріалу можуть бути захоплені або псевдозріджені у газовому потоці, який може проходити у будь-якому напрямку. Однак, найбільш доцільно застосовувати винахід у пристроях, в яких тіло має суттєво горизонтальну периферійну кромку. Коли потік проходить кромку тіла, він може входити у зону інспектування, яка розташована нижче за потоком тіла і містить детекторний вузол. Цей вузол може включати джерело для активного сканування потоку часток, сполучене з детектором. В іншому варіанті виявлення може здійснюватись пасивним скануванням. У більшості випадків передбачено, щоб детекторний вузол включав засіб активного сканування, причому потік часток опромінюється або бомбардується джерелом, що ефективно обертається, а інтенсивність відбитого або переданого сигналу виміряється детектором. Перевагою детекторного вузла з точковим джерелом, тобто з джерелом, розташованим центрально на шляху потоку, і з детектором, розташованим як точковий детектор або як внутрішній 9 (для відбиття, випромінювання або розсіювання) або зовнішній (для передачі, випромінювання або розсіювання), є те, що відстані від джерела до частки і до детектора є однаковими для всіх часток. Зрозуміло, що цю перевагу матимуть всі еквівалентні конструкції, в яких джерело включає кільцеподібний набір сукупностей джерел для забезпечення виконання функцій, як у випадку розташування одиночного точкового джерела на осі кільцеподібного потоку. Концепція кільцеподібного потоку може бути втілена у пристрої, придатному для використання з такими матеріалами, як вугілля тощо, які можна пропускати через пристрій під дією сили ваги. Можна встановити суттєво конічну дисперсійну плату, на яку можна подавати матеріал будь-якими засобами, наприклад, вільним падінням. Така дисперсійна плата може бути використана для рівномірної подачі продукту одним шаром у зону інспектування. Напрямні плати для продукту використовуються для забезпечення правильного потоку продукту. Кут і поверхня конічної дисперсійної плати залежать від продукту і відповідають характеристикам продукту. Вхідний жолоб може бути пристосований для максимального вирівнювання розподілення по ширині дисперсійної плати. Продукт, проходячи через зону інспектування може бути підданий “бомбардуванню” джерелом. Інтенсивність відбитого або переданого сигналу може бути потім виміряна детектором. Може бути прийняте рішення, згідно з яким продукт, визнаний неприйнятним, може бути видалений з потоку відбраковувальним засобом. Відбракований продукт, траєкторія або інша характеристика якого були змінені відбраковувальним засобом, може пройти у бракувальний жолоб або інший подібний канал, розташований на сепараційному боці сепараційної плати або подібного засобу для видалення. Прийнятний продукт, що залишився, може безперешкодно проходити у приймальний жолоб або подібний канал для збирання. При роботі ідентичні продукти, що знаходяться будь-де у зоні інспектування, створюють однакові відбиті сигнали або сигнатури продукту. У бажаних втіленнях винаходу відсутній вплив закону оберненого квадрату, оскільки відстань від джерела і/або детектора до продукту є завжди однаковою. У кільцевому або кільцеподібному потоці продукту радіус або відстань від продукту до детектора залишається постійною. Затінювання також є мінімальним, оскільки відсутнім є відбиття під кутом від продукту. Сенсорний пристрій може бути світловим і мати форму звичайного монохроматичного точкового променю, який сканує потік часток у напрямку, перпендикулярному до напрямку потоку часток. Як і у звичайній оптичній сортувальній системі з точковим джерелом, світло спрямовується на продукт. Цим точковим джерелом може бути лазерне світло або будь-яке інше точкове джерело. Отримане відбите світло може бути фільтроване для видалення довжин хвилі, відмінних від довжини хвилі, що відповідає цьому монохроматичному сигналу. Це можна реалізувати за допомогою зви 88617 10 чайного смугового пропускного оптичного фільтру, який пропускає лише потрібну довжину хвилі для вимірювання інтенсивності; інтенсивність відбитої решти сигналів не враховується і відкидається. Залежно від оптичного режиму можна реалізувати протилежну операцію, застосовуючи режекторний смуговий фільтр, який відбиває бажану довжину хвилі, інтенсивність якої виміряється, а передана інтенсивність не враховується. У деяких випадках виникає потреба розщепити відбитий сигнал від потоку часток на різні смуги довжин хвилі (поліхроматичність) і потім виміряти детектором, застосовуючи відповідний цьому способу критерій відбору. Комбінація інтенсивностей цих різних довжин хвилі створює типову картину або сигнатуру продукту, що піддається сортуванню. Застосування пропускного або режекторного смугових фільтрів має деякі обмеження. Поперше, вони можуть відділяти лише довжини хвилі, на які цей оптичний фільтр розрахований. Подруге, ці фільтри створюють втрати у пропущеному і відбитому сигналах. Якщо декілька фільтрів встановлено послідовно, перший режекторний фільтр видаляє бажані довжини хвилі, а решта довжин хвилі проходять або передаються через цей оптичний фільтр з втратою інтенсивності. Це повторюється у кожному оптичному фільтрі. Фільтри можна додавати, доки сукупні втрати передачі для решти довжин хвилі не стануть неприйнятними. Отже, існує фізичне обмеження кількості фільтрів і кількості дискретних довжин хвилі, доступних для вимірювання. Застосування дифракційної решітки в оптиці сортувальної машини може знизити обмеження, пов'язані з оптичними пропускними і режекторними смуговими фільтрами, і є особливо зручним у кільцевих сканувальних конфігураціях згідно з винаходом, позбавлених вад, пов'язаних з законом оберненого квадрату і властивих існуючим системам. У пристроях з дифракційною решітковою системою як ядром сенсорного засобу отримане світло (поліхроматичне), відбите у процесі сканування точковим джерелом від потоку часток, що проходить через зону інспектування, може бути спрямоване на поверхню дифракційної решітки. Дифракційна решітка розділяє світло на кольори спектра. Цей спектр може бути виміряний у дискретних точках з використанням будь-якої кількості фотомножувачів, матриць ПЗЗ або інших фотоелектричних чутливих вимірювальних засобів. Це дозволяє виміряти інтенсивність на будь-якій бажаній довжині хвилі або довжинах хвилі з втратою інтенсивності лише на дифракційній решітці. Розмір, кількість борозок на мм і кут опромінювання дифракційної решітки можна обирати згідно з вимогами застосування. Сортувальний засіб може мати будь-яку придатну форму. Можуть бути використані існуючі сортувальні пристрої, призначені видаляти небажані об'єкти з моношарового потоку повітряним дуттям з однорядного колектора повітряних клапанів. Кожний клапан спрямований під кутом приблизно 90° до потоку часток. Ряд клапанів звичай 11 но проходить паралельно до потоку продукту і розташовані з певним інтервалом. Виявлення небажаних об'єктів у потоці якісного продукту здійснюється, коли виявляється суттєва різниця між відповідними відбиттями світла або сигнатурами. Коли небажаний продукт виявлено, вхід датчика може бути використаний для генерування сигналу, що активує відповідний ежектор. Цей сигнал може бути синхронізований таким чином, щоб у момент спрацьовування ежектора небажаний продукт знаходився як раз перед ним. Концентрований потік повітря від ежектора або ежекторів (для крупніших продуктів) з силою діє на поверхню і відкидає цей продукт. Для відкидання важчого продукту потрібні більша сила і більш тривале її прикладення. Оскільки ежектор є нерухомим, а продукт рухається, час, протягом якого ежектор має спрацювати і прикласти силу до небажаною продукту, є обмеженим. Якщо до продукту прикладається недостатня сила під час перебування цього продукту перед ежектором, є лише один інший шлях, а саме, підвищити тиск повітря і/або використати більший ежектор. Додатковий тиск може створити багато пилу, водяних крапель тощо, які можуть потрапити у зону інспекції і послабити відбитий або переданий сигнал. Крім того, додатковий тиск повітря може пошкодити продукт. Отже, для більшого і/або важчого продукту треба встановлювати додаткові ряди ежекторів з розташуванням суттєво уздовж руху потоку і з конфігурацією, що забезпечує послідовну дію на вибрані частки. Тоді кожна частина продукту буде зазнавати дії не лише одного, а більше ежекторів, які послідовно спрямовують потік повітря на продукт, коли він проходить повз кожний ежектор. Кожний ежектор тепер прикладатиме меншу силу, але сумарним результатом буде та ж сама дія, яку забезпечував би один більш потужний повітряний потік. Це дозволяє знизити тиск повітря, зменшити кількість пилу і води і зменшити пошкодження продукту. Кількість додаткових рядів клапанів залежить від продукту і конкретного застосування. Для кращого розуміння і полегшення реалізації винаходу далі наведено опис бажаних втілень з посиланнями на креслення, в яких: ' Фіг.1 - сканувальний пристрій згідно з існуючим рівнем техніки; Фіг.2 - принципова схема сканування згідно з винаходом; Фіг.3 - вигляд збоку пристрою згідно з винаходом; Фіг.4 - принципова схема детектування з застосуванням декількох смугових пропускних фільтрів у способі згідно з винаходом; Фіг.5А - схематичний перспективний вигляд детектора з дифракційною решіткою у способі згідно з винаходом; Фіг.5В - вигляд збоку детектора з дифракційною решіткою Фіг.5А; Фіг.6 - схема послідовності операцій звичайного ежектора, який може бути використаний у пристрої згідно з винаходом; Фіг.7 - схема послідовності операцій нового ежекторного вузла, який може бути використаний у пристрої згідно з винаходом; 88617 12 Фіг.1 ілюструє існуючий рівень техніки (див. вище). Фіг.2 ілюструє теоретичну основу винаходу, згідно з якою потік продукту у напрямку, показаному стрілкою 20, проходить на кільцеподібне тіло 21 повз детектор 22, розташований на осі, причому окремі частки 23 відбивають опромінювання до детектора 22, а відбиті промені 24 мають характеристики і якості (наприклад, інтенсивність тощо), характерні для часток 23. Фіг.3 містить схему кільцеподібного потоку, де потік 25 часток продукту концентрується концентратором 26 для подачі продукту на вершину конічної дисперсійної плати 27, що подає продукт, рівномірно розподілений у кільцеподібному моношарі, до коліматора, який має внутрішній 30 і зовнішній 31 канали для продукту, заглиблені, коаксіальні, протилежно розташовані, у формі усіченого конусу, для створення кільцеподібного вертикально спрямованого потоку продукту 32. У середині кільцеподібного потоку продукту 32 знаходиться детекторний вузол, який має верхній детектор і оптичну коробку 33 під ним, призначену за допомогою мотора 35 повертати дзеркало 34, що розщеплює промінь, і сканувати продукт у кільцеподібній зоні інспектування 36. Продукт, проходячи зону інспектування 36, піддається бомбардуванню джерелом і інтенсивність відбитого або переданого сигналу 37 потім виміряється детектором у детекторному вузлі і оптичній коробці 33. Приймається рішення, і продукт, визнаний неприйнятним, видаляється з потоку за допомогою відповідного відбраковувального засобу з сукупності 40 таких засобів, який . спрацьовує від команди засобу контролю, залежного від детектора детекторного вузла і оптичної коробки 33. Відкинутий продукт 41, траєкторія якого була змінена відбраковувальним засобом 40, проходить у жолоб 42, розташований на одному боці сепараційної плати 43. Прийнятний продукт, що залишився, безперешкодно проходить далі до приймального жолоба 44 для збирання. В оптичних сортувальних системах, де використовуються точкові джерела, що спрямовують світло на продукт, таким джерелом може бути світловий лазер або інше точкове джерело. Відбите світло може бути піддане фільтруванню для видалення всіх інших довжин хвилі, відмінних від потрібної. Для цього звичайно використовується оптичний фільтр, який пропускає лише потрібну довжину хвилі для подальшого вимірювання інтенсивності; а решта відбивається і не використовується. Відповідним оптичним налаштуванням можна досягти зворотної дії, використовуючи для цього режекторний смуговий фільтр, який відбиватиме потрібну довжину хвилі для подальшого. Відбитий від продукту сигнал 45 (Фіг.4) розщеплюється на два сигнали з різними смугами довжин хвилі (поліхроматичність) послідовністю затримуючих фільтрів 47, після чого монохроматичні промені 50 виміряються детекторами 46 для визначення інтенсивностей світла на різних довжинах хвилі. Порівняння інтенсивностей на цих довжинах хвилі створює типову картину або сигнатуру 13 продукту, на основі якої сортувальна електроніка виробляє рішення. Застосування смугових пропускних або режекторних фільтрів (Фіг.4) має деякі обмеження. Поперше, можна виділити лише ту довжину хвилі, на яку розрахований фільтр. По-друге, такі фільтри створюють втрати при передачі і відбитті. Ці втрати визначаються оптичними характеристиками, які можна отримати від виробника. Якщо декілька фільтрів встановлено послідовно, перший режекторний фільтр видаляє бажані довжини хвилі, а решта довжин хвилі проходять або передаються через цей оптичний фільтр з втратою інтенсивності. Це повторюється у кожному оптичному фільтрі. Фільтри можна додавати, доки сукупні втрати передачі для решти довжин хвилі не стануть неприйнятними. Отже існує фізичне обмеження кількості фільтрів і кількості дискретних довжин хвилі, доступних для вимірювання. Застосування дифракційної решітки в оптиці сортувальної машини (Фіг.5А, 5В) може знизити обмеження, пов'язані з оптичними пропускними і режекторними смуговими фільтрами. Відбите світло (поліхроматичне) 37 від продукту у зоні інспектування 36 відбивається обертальним сканувальним дзеркалом 49, що приводиться мотором 48, на детектор і оптичну коробку 33. Потім промінь проходить на фіксоване дзеркало 52 і відбитий ним промінь 53 проектується на поверхню дифракційної решітки 51. Дифракційна решітка згідно з її конструкцією розщеплює на спектр 54. Цей спектр виміряється у дискретних точках за допомогою будь-якої кількості фотомножувачів, матриць ПЗЗ або інших фотоелектричних чутливих вимірювальних пристроїв 55. Це дозволяє вимірювати інтенсивність на будь-якій довжині хвилі з втратами інтенсивності лише на решітці. Ці втрати визначаються оптичними характеристиками, які можна отримати від виробника. Розмір, кількість борозок на мм і кут опромінювання дифракційної решітки можна обирати згідно з вимогами застосування. Існуючі сортувальні пристрої видаляють небажані об'єкти повітряним дуттям з однорядного колектора повітряних клапанів 60 (Фіг.6). Кожний клапан 60 спрямований під кутом приблизно 90° до продукту 61. Ряд клапанів звичайно проходить паралельно до потоку продукту (кут потоку не має значення), причому клапани розташовані з певним інтервалом. Виявлення небажаних об'єктів у потоці якісного продукту здійснюється, коли виявляється суттєва різниця між відповідними відбиттями світла або сигнатурами. Коли небажаний продукт виявлено, електроніка генерує сигнал, що активує відповідний ежек 88617 14 тор. Цей сигнал може бути синхронізований таким чином, щоб у момент спрацьовування ежектора небажаний продукт знаходився як раз перед ним. Концентрований потік повітря 62 від ежектора або ежекторів (для крупніших продуктів) з силою діє на поверхню і викидає цей продукт. Для відкидання важчого продукту потрібні більша сила і більш тривале її прикладення. Оскільки ежектор є нерухомим, а продукт рухається, час, протягом якого ежектор має спрацювати і прикласти силу до небажаного продукту, є обмеженим. Якщо до продукту прикладається недостатня сила під час перебування цього продукту перед ежектором, є лише один інший шлях, а саме, підвищити тиск повітря і/або використати більший ежектор. Додатковий тиск може створити багато пилу, водяних крапель тощо, які можуть потрапити у зону інспекції і послабити відбитий або переданий сигнал. Крім того, додатковий тиск повітря може пошкодити продукт. Отже, для більшого і/або важчого продукту (Фіг.7) застосовується ежекторний вузол з додатковими рядами ежекторів 63, розташованих з вертикальними інтервалами. Тоді кожній частині продукту 61 відповідатиме не лише один, а більше ежекторів, які послідовно спрямовують потоки повітря 62 на продукт, коли він проходить повз кожний ежектор. Кожний ежектор тепер прикладатиме меншу силу, але сумарним результатом буде та ж сама дія, яку забезпечував би один більш потужний повітряний потік. Це дозволяє знизити тиск повітря, зменшити кількість пилу і води і зменшити пошкодження продукту. Кількість додаткових рядів клапанів залежить від продукту і конкретного застосування. Наведені втілення пристрою і способу згідно з винаходом (виключаючи порівняльні приклади) дають технологію, яка дозволяє інспектувати значні об'єми будь-якого сипучого матеріалу і забезпечує оптимальну і однорідну чутливість на усій зоні інспектування і, отже, дає економічний спосіб ідеального виявлення і класифікації небажаних або бажаних об'єктів. Крім того, умови процесу впливають на передавальну здатність середовища, через яке освітлює джерело і проходить сигнал, і це часто призводить до зниження сигналу у лінійній залежності від відстані. У даних втіленнях ці явища усуваються внаслідок однакових відстаней проходження сигналу для всіх точок сканування потоку. Слід відзначити, що наведений опис містить ілюстративні приклади винаходу, але будь-які їх модифікації і варіанти, зрозумілі фахівцю, входять в об'єм винаходу, визначений Формулою винаходу. 15 88617 16 17 88617 18 19 88617 20 21 Комп’ютерна верстка Л. Купенко 88617 Підписне 22 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSorting apparatus and method
Автори англійськоюBlagden Troy
Назва патенту російськоюСортировочное устройство и способ сортировки
Автори російськоюБлегден Трой
МПК / Мітки
МПК: B07C 5/36
Мітки: пристрій, спосіб, сортувальний, сортування
Код посилання
<a href="https://ua.patents.su/11-88617-sortuvalnijj-pristrijj-i-sposib-sortuvannya.html" target="_blank" rel="follow" title="База патентів України">Сортувальний пристрій і спосіб сортування</a>
Сортувальний пристрій коливального типу
Номер патенту: 63309
Опубліковано: 15.01.2004
Автор: Хомусько Тетяна Олександрівна
Мітки: пристрій, сортувальний, типу, коливального
Формула / Реферат:
1. Сортувальний пристрій коливального типу, що містить короб з розміщеним у ньому решітчастим полотном, шарнірно підвішений на штангах, і кінематично зв'язаний з коливальною системою, що включає ексцентриковий вібратор, взаємодіючий за допомогою шатунів з коробом, який відрізняється тим, що під коробом встановлено додатковий короб з решітчастим полотном, короби підвішені на відстані один від одного, більшій ніж амплітуда коливання коробів, що...
Вібраційний сортувальний пристрій

Номер патенту: 61784
Опубліковано: 17.11.2003
Автор: Хомусько Тетяна Олександрівна
Мітки: пристрій, вібраційний, сортувальний
Формула / Реферат:
1. Вібраційний сортувальний пристрій, що містить шарнірно установлений короб з розміщеним в ньому ситом для класифікації сипучого матеріалу, ексцентриковий вібратор, що взаємодіє через шатун з коробом, завантажувальний та розвантажувальний бункери, які установлені відповідно над і під ситом на протилежних кінцях, та пневмопровід, який відрізняється тим, що пневмопровід розміщений в шатуні, який зв'язаний з коробом з боку завантажувального...
Пристрій для сортування сипких сумішей
Номер патенту: 67228
Опубліковано: 15.06.2004
Автори: Ахтямов Альберт Мінахметович, Коміссаров Сергій Сергійович
МПК: B07B 4/02
Мітки: сипких, сумішей, сортування, пристрій
Формула / Реферат:
Пристрій для сортування сипких сумішей, що містить корпус, бункер з дозатором і його засувкою, похилу ділильну площину із сітчастим дном, привід поздовжніх коливань, вентилятор і повітряну камеру, який відрізняється тим, що корпус має коробчасту конструкцію, у верхній частині порожнина корпусу герметично з'єднана з дозатором через поздовжню щілину по всій довжині верхньої стінки корпусу, у задній стінці корпусу по всій її довжині, нижче...
Сортувальний конвеєр для кускових матеріалів
Номер патенту: 7465
Опубліковано: 15.06.2005
Автори: Масло Микола Андрійович, Волчко Андрій Анатолійович, Гавва Олександр Миколайович, Волчко Анатолій Іванович
МПК: B07B 13/065
Мітки: кускових, матеріалів, сортувальний, конвеєр
Формула / Реферат:
Сортувальний конвеєр для кускових матеріалів, що включає раму і робочу поверхню з приводом, який відрізняється тим, що робоча поверхня виконана у вигляді привідного, встановленого під кутом до горизонту, циліндричного роликового конвеєра, причому зазори між робочими поверхнями роликів змінюються від δ1 = min до δі =max і по величині відповідають розмірам фракцій, що розділяються.
Сортувальний конвеєр для кускових матеріалів
Номер патенту: 7466
Опубліковано: 15.06.2005
Автори: Волчко Анатолій Іванович, Гавва Олександр Миколайович, Волчко Андрій Анатолійович, Масло Микола Андрійович
МПК: B07B 13/065
Мітки: матеріалів, кускових, конвеєр, сортувальний
Формула / Реферат:
Сортувальний конвеєр для кускових матеріалів, що включає раму і робочу поверхню з приводом, який відрізняється тим, що робоча поверхня виконана у вигляді привідного, встановленого під кутом до горизонту, роликового конвеєра, ролики якого виконано у вигляді зрізаного конуса і розвернуті на 180° один відносно одного, причому зазори між робочими поверхнями роликів змінюються від δ1 = min до δі = max і по величині відповідають розмірам...
Попередній патент: Компактна установка для одержання гарячекатаної сталевої штаби
Наступний патент: Водна колоїдна суспензія гідроксиду щонайменше одного перехідного елемента для відновлення хрому в цементі та спосіб одержання цементів
Випадковий патент: Формувач одиночної триімпульсної кодової серії з програмованою тривалістю паузи між імпульсами у серії