Компактна установка для одержання гарячекатаної сталевої штаби
Номер патенту: 88616
Опубліковано: 10.11.2009
Автори: Розенталь Дітер, Кляйн Крістоф, Мюллер Юрген, Ріттнер Карл
Формула / Реферат
1. Компактна установка для одержання гарячекатаної сталевої штаби, яка включає лінію розливу з щонайменше однією машиною безперервного розливу і щонайменше одними ножицями, а також лінію прокатки з щонайменше однією піччю для вирівнювання температури, одним окалиновідламувачем, чистовим прокатним станом, рольгангом із зоною охолоджування і щонайменше однією намотувальною моталкою для гарячекатаної штаби, яка відрізняється тим, що машина безперервного розливу виконана для відливання тонких слябів з наступним охолодженням в криволінійній опорній проводці, причому лінія розливу і лінія прокатки розташовані паралельно або по суті паралельно одна одній таким чином, що напрям розливу і напрям прокатки по суті протилежні один одному, при цьому згадані лінії з'єднані одна з одною через нагрівальну піч, а відстань між лінією розливу і лінією прокатки встановлена така, що вона забезпечує достатній час перебування і резерв часу для тонких слябів в нагрівальній печі.
2. Установка за п. 1, яка відрізняється тим, що додатково містить чорновий прокатний стан перед чистовим прокатним станом.
3. Установка за п. 1 або п. 2, яка відрізняється тим, що чистовим прокатним станом є багатоклітьовий прокатний стан або стан(и) Стеккеля.
4. Установка за будь-яким із пп. 1-3, яка відрізняється тим, що нагрівальна піч розрахована на приймання щонайменше трьох і максимум дванадцяти слябів.
5. Установка за будь-яким із пп. 1-4, яка відрізняється тим, що машина безперервного розливання є багаторівчаковою.
6. Установка за будь-яким із пп. 1-5, яка відрізняється тим, що лінія розливання складається з декількох розливних машин.
7. Установка за будь-яким із пп. 1-6, яка відрізняється тим, що нагрівальною піччю є піч з підіймальним подом.
8. Установка за будь-яким із пп. 1-7, яка відрізняється тим, що між розливною машиною і нагрівальною піччю встановлена щонайменше одна прохідна піч.
9. Установка за будь-яким із пп. 1-8, яка відрізняється тим, що між прокатним станом і нагрівальною піччю встановлена щонайменше одна прохідна піч.
Текст
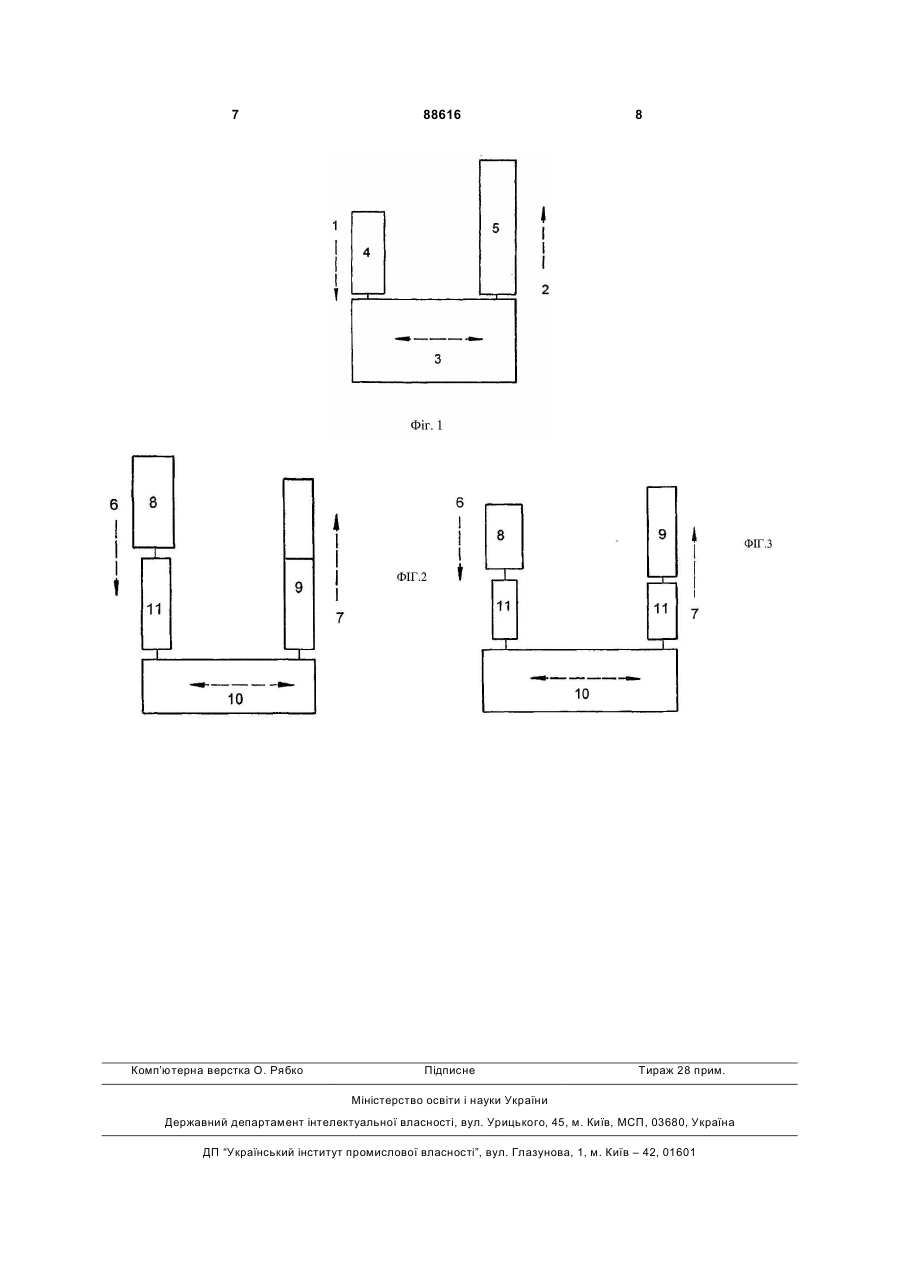
1. Компактна установка для одержання гарячекатаної сталевої штаби, яка включає лінію розливу з щонайменше однією машиною безперервного розливу і щонайменше одними ножицями, а також лінію прокатки з щонайменше однією піччю для вирівнювання температури, одним окалиновідламувачем, чистовим прокатним станом, рольгангом із зоною охолоджування і щонайменше однією намотувальною моталкою для гарячекатаної штаби, яка відрізняється тим, що машина безперервного розливу виконана для відливання тонких слябів з наступним охолодженням в криволінійній опорній проводці, причому лінія розливу і лінія прокатки розташовані паралельно або по суті паралельно одна одній таким чином, що напрям розливу і напрям прокатки по суті протилежні один C2 2 (19) 1 3 З документа DE 4236307 А1 відомий спосіб і пристрій для отримання гарячекатаної сталевої штаби з напівпродукту, відлитого способом безперервного розливу, переважно тонкого сляба, причому початковий матеріал, відлитий у розливній машині, після тверднення розрізають ножицями на довжини, які відповідають бажаній вазі рулону. Тонкі сляби вирівнюють за температурою в печі для вирівнювання температури, потім прокочують у чорновому прокатному стані й остаточно прокочують у чистовому прокатному стані, охолоджують у зоні охолоджування і намотують на моталці. З урахуванням різної якості сталей тонкі сляби після вирівнювання температури і перед першим чорновим проходженням нагрівають до температури вище 1150°С. Потім іде чорнова прокатка тонкого сляба з подальшою рекристалізацією й охолоджуванням чорнової штаби до температури прокатки для чистового прокатного стану та подальша чистова прокатка. Установка для отримання гарячекатаної штаби забезпечена, крім іншого, двома встановленими паралельно машинами безперервного розливу, двома парами ножиць, а також двома печами для вирівнювання температури. До печей для вирівнювання температури примикає транспортувальна проводка для тонких слябів, яка має прохідний возик. За допомогою прохідного возика тонкі сляби можуть транспортуватися почергово від печей для вирівнювання температури на відповідну лінію прокатки. Щоб забезпечити стабільний процес розливу і прокатки, за транспортувальною проводкою передбачений нагромаджувач відлитих тонких слябів, який може бути як нагрітим, так і ненагрітим, і який може бути встановлений в одну лінію із прокатним станом. У документі DE 4041206 А1 описані спосіб та установка для отримання гарячекатаної сталевої штаби, зокрема, з високосортних сталей, з напівпродукту, відлитого способом безперервного розливу. Напівпродукт, відлитий у розливній машині, після застигання розрізається на довжини з отриманням тонких слябів, які вирівнюють за температурою у вирівнювальній печі та нагрівають до температури прокатки, а потім уводять у прокатний стан і за ряд проходів прокочують начисто до заздалегідь заданих кінцевих розмірів. Із вирівнювальної печі тонкий сляб подається на проводку і за допомогою неї переміщається зі свого початкового положення в лінії з машиною безперервного розливу в бік, у паралельну їй лінію прокатного стану, причому одночасно або заздалегідь із лінії прокатного стану вбік виїжджає фрагмент рольганга, який відповідає проводці. Потім тонкий сляб, прискорений до швидкості прокатки, із проводки вводиться в прокатний стан і під час руху через нього прокочується начорно з отриманням здатного згортатися рулону, який відразу після виходу з останньої кліті вводиться в піч Стеккеля (пічна моталка) і там намотується, щоб уникнути втрат температури. Фрагмент рольганга, а також одночасно або раніше проводка повертаються у свої вихідні позиції, прокатний стан перемикається на реверсивний режим, а штаба при розмотуванні в печі Стеккеля прокочується начисто в реверсивному режимі, після чого виводиться з останньої кліті за допомо 88616 4 гою рольганга і на кінцевій станції намотування намотується в рулон. Документ WO 92/00815 стосується установки для отримання гарячекатаної штаби, яка була прокатана з відлитого раніше тонкого сляба. Установка складається з розливної машини з ковшем і проміжним розливним пристроєм для розплавленої сталі, а також із кристалізатора, в який відлита сталь входить із проміжного розливного пристрою, а з нижнього кінця кристалізатора виходить тонкий сляб. За розливною машиною знаходиться чорновий прокатний стан, а за чорновим прокатним станом - пристрій різання, в якому відлита штаба розрізається на мірні довжини слябів. Безпосередньо за цим іде індукційна піч як піч для вирівнювання температури і нагрівальна піч, а за індукційною піччю йде також пічна моталка для зменшеної по товщині чорнової штаби. За пічною моталкою знаходиться багатоклітьовий прокатний стан, рольганг із зоною охолоджування, чистовий прокатний стан, а також моталка для прокатаної начисто гарячої штаби. Загальним для вищезгаданого рівня техніки є те, що всі агрегати установки або машини розташовані в одну лінію, через що ця концепція установки веде до значних довжин установки, незалежно від того, чи розташовані ці установки в лінію одна біля одної або сполучені одна з одною проводками. У документі DE 3241745 А1 описаний пристрій для отримання гарячекатаної сталевої штаби, який складається з розливної машини, ножиць, намотувального пристрою, печі, розмотувального пристрою, пічної моталки, кліті прокатного стану, пічної моталки та підпільної моталки. Розташовані в одну лінію компоненти установки розміщені паралельно один до одного і сполучені через піч з обертовим подом. Цей документ розкриває, що напрями розливу і прокату встановлені протилежними один одному, так що установку можна розмістити на мінімальному просторі. Умовою при цьому є те, що пристрій намотування і пристрій розмотування є компонентами установки. У документі ЕР 0045400 А1 розкривається установка для розливу і прокатки металів для отримання профілів прутків і дроту, яка складається з розливної машини, ділянки вторинного охолоджування, ділянки вирівнювання температури, привідного агрегату, різальних ножиць, чорнового прокатного стану, що зсувається поперечно, першого проміжного прокатного стану, дугоподібного пристрою для зміни напряму на 180°, другого проміжного прокатного стану, чистового прокатного стану, ділянки первинного охолоджування, укладувача намотування, ділянки вторинного охолоджування та приймального пункту. У цьому документі описується, що напрям розливу і напрям прокату протилежні один одному. Однак розлив іде тільки через одну розливну машину. Чорновий прокатний стан приєднується до відповідної розливної машини шляхом поперечного зсуву. Перед нагрівальною піччю, яка сполучає лінію розливу і лінію прокатки, встановлені пристрої для прокату. Сполучення ліній розливу і 5 прокатки здійснюється через дугоподібне відхилення прокату. У документі GB 2302054 А розкривається установка для розливу і прокатки тонких слябів, наприклад, товщиною 80мм, яка складається з розливної машини, ножиць, печі з роликовим подом, поворотного стола з обігрівом, чорнового прокатного стану, печі з роликовим подом, ножиць, окалиновідламувача, прокатного стану та моталки. У цьому документі описується розташування напряму розливу і прокатки під кутом 90°. Напрями розливу і прокатки не є протилежними. У документі DE 4041206 А1 розкривається спосіб отримання гарячекатаної сталевої штаби. Лінія прокатки розташована паралельно лінії розливу, й обидві лінії сполучені через проводку, що нагрівається. Спочатку прокочують з відкритою першою кліттю стану в напрямі розливу. Потім під'їжджає перша кліть, і штабу прокочують начисто в реверсивному режимі. На основі розглянутого раніше рівня техніки завданням винаходу є розробка нової концепції установки, у якої площа, що займається і, зокрема, довжина установки помітно зменшені. Для рішення вищезгаданого завдання у винаході пропонується розташовувати лінію розливу і лінію прокатки паралельно або майже паралельно одна до одної таким чином, щоб напрям розливу і напрям прокатки були по суті протилежними один одному, і лінії були сполучені одна з одною через нагрівальну піч, причому нагрівальна піч може бути піччю з підйомним подом або піччю з крокуючими балками. За допомогою цих заходів несподівано простим способом досить істотно скорочується довжина відомих до цього часу установок для отримання тонких слябів, і вперше надається компактна установка для отримання тонкої штаби, причому нагрівальна піч проводить сляби від лінії розливу в лінію прокатки й одночасно підвищує температуру слябів до необхідної початкової температури. Піч з підіймальним подом або піч з крокуючими балками особливо підходять як нагрівальна піч. Упродовж ідей винаходу пропонується, щоб відстань між лінією розливу і лінією прокатки була розрахована так, щоб забезпечити достатній час перебування і резерв часу в нагрівальній печі. Згідно з наступною пропозицією нагрівальна піч розраховується так, щоб у вирівнювальній печі вміщувалося щонайменше три сляба і максимально дванадцять слябів. У вдосконаленому варіанті здійснення винаходу передбачається, щоб лінія розливу складалася з однієї або декількох розливних машин або з декількох заготовок, які доцільніше знаходилися б у положенні на одній висоті. Далі, згідно з винаходом пропонується, щоб між розливною машиною і нагрівальною піччю була встановлена щонайменше одна прохідна піч. Крім того, доцільно передбачити, щоб між прокатним станом і нагрівальною піччю була встановлена щонайменше одна прохідна піч. Винахід буде детальніше схематично описаний за допомогою прикладів здійснення. 88616 6 Показано: Фіг.1: блок-схема протилежно направленого розташування лінії розливу і лінії прокатки та вирівнювальної печі, яка з'єднує їх. Фіг.2: блок-схема протилежно направленого розташування лінії розливу і лінії прокатки згідно з фігурою 1, з додатково розташованою за розливною машиною тунельною піччю. Фіг.3: блок-схема установки згідно з Фіг.1, але з тунельними печами, які встановлені відповідно біля розливної машини і прокатного стану. На Фіг.1 показана компактна установка згідно з винаходом, у якої лінія розливу 1 і лінія прокатки 2 розташовані паралельно одна до одної, а напрям розливу і напрям прокатки протилежні. Сполучення між лінією розливу і лінією прокатки здійснюється через нагрівальну піч 3, яка в напрямі проводки веде сляби від лінії розливу в лінію прокатки й одночасно підвищує температуру заготовки до необхідної для прокатного стану 4 початкової температури. У нагрівальній печі 3 знаходиться щонайменше три і максимум 12 слябів. Відстань між лінією розливу з розливною машиною 4 і лінією прокатки з прокатним станом 5 розраховується в кожному випадку так, щоб у нагрівальній печі забезпечувався достатній час перебування і резерв часу. Лінія розливу 1 складається, як відомо, з декількох агрегатів або машин і включає, як правило, один розливний ківш і проміжний розливний пристрій для прийому розплавленого металу, що розливається, а також кристалізатор, у який розплавлений метал подається з проміжного розливного пристрою через трубу для лиття і відливається в кристалізаторі в тонкий сляб, який потім охолоджується в криволінійній опорній проводці і нарізується на так звану вагу рулону за допомогою різального пристрою. Ці частини установки для простоти не показані. Ступінчаста піч з підйомним подом або піч з крокуючими балками може застосовуватися як нагрівальна піч. Лінія прокатки 2 складається, як відома, з окалиновідламувача, за необхідності, чорнової кліті, багатоклітьового прокатного стану, за необхідності, щонайменше одного стану Стеккеля, розташованого за ними рольганга з охолоджувальним пристроєм для гарячекатаної штаби, а також щонайменше одного наступного намотувального пристрою для намотування прокатаних начисто штаб до так званої ваги рулону. Ця частина установки також не показана. На Фіг.2 та Фіг.3 показана компактна установка згідно з винаходом із лінією розливу 6 і лінією прокатки 7, причому напрям розливу розливної машини 8 і напрям прокатки в прокатному стані 9 протилежні. За розливною машиною і перед нагрівальною піччю 10 додатково встановлена тунельна піч 11 як прохідна піч. На Фіг.3 показано, що додатково до компактної установки згідно з Фіг.2 за нагрівальною піччю і перед прокатним станом також встановлена тунельна піч як прохідна піч. 7 Комп’ютерна верстка О. Рябко 88616 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCompact device for production of hot-rolled steel strip
Автори англійськоюKlein Christoph, Muller Jurgen, Rittner Karl, Rosenthal Dieter
Назва патенту російськоюКомпактная установка для получения горячекатаной стальной полосы
Автори російськоюКляйн Кристоф, Мюллер Юрген, Риттнер Карл, Розенталь Дитер
МПК / Мітки
МПК: B21B 1/46
Мітки: сталевої, гарячекатаної, компактна, установка, одержання, штаби
Код посилання
<a href="https://ua.patents.su/4-88616-kompaktna-ustanovka-dlya-oderzhannya-garyachekatano-stalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Компактна установка для одержання гарячекатаної сталевої штаби</a>
Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Номер патенту: 78123
Опубліковано: 15.02.2007
Автор: Хохенбіхлер Геральд
МПК: B22D 11/06, B22D 11/16
Мітки: безперервного, тонкої, штаби, виробництва, установка, спосіб, сталевої
Формула / Реферат:
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас. %:- Ni -...
Спосіб виробництва тонкої гарячекатаної штаби і прокатний стан для його реалізації
Номер патенту: 82548
Опубліковано: 25.04.2008
Автори: Каушанський Ігор Борисович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: виробництва, спосіб, прокатній, штаби, тонкої, стан, реалізації, гарячекатаної
Формула / Реферат:
1. Спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двоклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в змотувальний пристрій, наступне розмотування і прокатку в безперервній чистовій прокатній групі, який відрізняється тим, що на останньому чорновому проході штабу примусово охолоджують перед змотуванням, при цьому...
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович
Мітки: прокатній, штаби, стан, тонкої, виробництва, гарячекатаної
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Білобров Юрій Миколайович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 41/00, B21B 1/30
Мітки: виробництва, гарячекатаної, реверсивний, тонкої, стан, штаби
Формула / Реферат:
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби,...
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Білобров Юрій Миколайович, Погребняк Микола Прокопович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Колесников Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: гарячекатаної, штаби, змотування, ділянка
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Попередній патент: Спосіб одержання інсуліну в рослинах
Наступний патент: Сортувальний пристрій і спосіб сортування
Випадковий патент: Процедури збою передачі обслуговування в системах зв'язку