Спосіб виготовлення звареної деталі із високими механічними властивостями з катаного листа з покриттям
Номер патенту: 92791
Опубліковано: 10.12.2010
Автори: Елінг Вольфрам, Пік Орел'єн, Вер'є Паскаль, В'єрстрат Рене, Томес Бернд, Канург Жан-Франсуа

Формула / Реферат
1. Лист, який складається зі сталевої основи (1) і попереднього покриття (2), причому попереднє покриття утворене шаром (3) інтерметалічного сплаву, який контактує з основою і містить розташований на ньому шар (4) металічного сплаву, який відрізняється тим, що щонайменше на одній стороні листа, на якій міститься попереднє покриття, зона (6) не містить шару металічного сплаву, причому ця зона розташована на периферії листа.
2. Лист за п. 1, який відрізняється тим, що попереднє покриття (2) складається з алюмінієвого сплаву або сплаву на основі алюмінію.
3. Лист за п. 2, який відрізняється тим, що шар (4) металічного сплаву, який відноситься до попереднього покриття (2), містить, мас. %: 8-11 % кремнію, 2-4 % заліза, решта - алюміній і неминучі домішки.
4. Лист за будь-яким із пп. 1-3, який відрізняється тим, що ширина вільної від шару металічного сплаву зони (6) становить 0,2-2,2 мм.
5. Лист за будь-яким із пп. 1-4, який відрізняється тим, що ширина вільної від шару металічного сплаву зони (6) є змінною.
6. Лист за будь-яким із пп. 1-5, який відрізняється тим, що товщина шару (3) інтерметалічного сплаву становить 3-10 мкм.
7. Лист за будь-яким із пп. 1-6, який відрізняється тим, що вільну від металічного сплаву зону (6) одержують частковим видаленням шару (4) металічного сплаву щонайменше на одній стороні листа, що містить попереднє покриття, шляхом зачищення щіткою.
8. Лист за будь-яким із пп. 1-6, який відрізняється тим, що вільну від металічного сплаву зону (6) одержують частковим видаленням шару (4) металічного сплаву щонайменше на одній стороні листа, що містить попереднє покриття, лазерним променем.
9. Зварена листова заготовка, одержана стиковим зварюванням щонайменше двох листів за будь-яким із пп. 1-8, яка відрізняється тим, що зварене з'єднання виконане по крайці (11), пов'язаній із вільною від шару металічного сплаву зоною (6).
10. Деталь, одержана термообробкою та деформацією звареної листової заготовки за п. 9, яка відрізняється тим, що включає здатне забезпечити захист сталевої основи від корозії та втрати вуглецю інтерметалічне сплавлене з'єднання, одержане перетворенням термообробкою попереднього покриття по всій його товщині.
11. Лист, листова заготовка або деталь за будь-яким із пп. 1-10, який відрізняється тим, що сталь має наступний склад, мас. %:
0,10 % ≤ С ≤ 0,5 %
0,5 % ≤ Мn ≤ 3 %
0,1 % < Si ≤ 1 %
0,01 % ≤ Cr ≤ 1 %
Ті ≤ 0,2 %
А1 ≤ 0,1 %
S ≤ 0,05 %
Р ≤ 0,1 %
0,0005 % ≤ В ≤ 0,010 %
решта - залізо та неминучі при виплавці домішки.
12. Лист, листова заготовка або деталь за п. 11, який відрізняється тим, що сталь має наступний склад, мас. %:
0,15 % ≤ С ≤ 0,25 %
0,8 % ≤ Мn ≤ 1,8 %
0,1 % ≤ Si ≤ 0,35 %
0,01 % ≤ Сr ≤ 0,5 %
Ті ≤ 0,1 %
А1 < 0,1 %
S ≤ 0,05 %
Р < 0,1 %
0,002 % ≤ В ≤ 0,005 %
решта - залізо та неминучі при виплавці домішки.
13. Деталь за будь-яким із пунктів 10-12, яка відрізняється тим, що мікроструктура сталі є мартенситною, бейнітною або бейнітно-мартенситною.
14. Спосіб виготовлення сталевого листа з попереднім покриттям, при якому:
- виготовляють сталевий лист,
- наносять покриття на лист для одержання попереднього покриття, яке складається із шару (3) інтерметалічного сплаву з розташованим на ньому шаром (4) металічного сплаву,
який відрізняється тим, що щонайменше на одній поверхні листа видаляють шар металічного сплаву в зоні (6) на периферії листа.
15. Спосіб виготовлення за п. 14, який відрізняється тим, що ширина зони (6) становить 0,2-2,2 мм.
16. Спосіб виготовлення за п. 14, який відрізняється тим, що ширина зони (6) перевищує на 20-40 % напівширину валика звареного шва, одержаного зварюванням за п. 23.
17. Спосіб виготовлення сталевого листа з попереднім покриттям, при якому:
- виготовляють сталевий лист,
- наносять покриття на лист для одержання попереднього покриття, яке складається із шару (3) інтерметалічного сплаву з розташованим на ньому шаром (4) металічного сплаву,
- щонайменше на одній стороні листа видаляють шар металічного сплаву в зоні (7), не повністю пов'язаній з периферією (5) листа,
- розрізають лист у площині (8) таким чином, щоб вільна від металічного сплаву зона (7) розташовувалася на периферії розрізаного листа.
18. Спосіб за п. 17, який відрізняється тим, що ширина зони (7) становить 0,4-30 мм.
19. Спосіб за будь-яким із пп. 14-18, який відрізняється тим, що попереднє покриття наносять алюмінуванням шляхом занурення.
20. Спосіб за будь-яким із пп. 14-19, який відрізняється тим, що видалення шару (4) проводять шляхом зачищення щіткою.
21. Спосіб за будь-яким із пп. 14-19, який відрізняється тим, що видалення шару (4) проводять, впливаючи лазерним променем на попереднє покриття (2).
22. Спосіб за будь-яким із пп. 14-21, який відрізняється тим, що вимірюють величину випромінювальної або відбивної здатності зони (6), у якій видаляють шар (4) металічного сплаву, і порівнюють виміряну величину з характерною еталонною величиною випромінювальної або відбивної здатності шару (4) металічного шару й припиняють операцію видалення шару в той момент, коли різниця між виміряною й еталонною величинами перевищує критичну величину.
23. Спосіб виготовлення листа за п. 20, який відрізняється тим, що вимірюють інтенсивність або довжину хвилі випромінюваного лазерного променя в точці впливу цього променя, що порівнюють вимірювану величину з характерною еталонною величиною випромінювальної або відбивної здатності шару (4) металічного сплаву й що припиняють операцію видалення шару в той момент, коли різниця між обмірюваною й еталонною величинами перевищує критичну величину.
24. Спосіб виготовлення звареної листової заготовки, при якому щонайменше два листи за будь-яким із пунктів 1-8 або виготовлені за будь-яким із пунктів 14-23
- зварюють у стик, причому зварене з'єднання виконують по крайці (11), пов'язаній із вільною від шару металічного сплаву зоною.
25. Спосіб за п. 16, який відрізняється тим, що ширина зони (7) перевищує на 20-40 % ширину валика звареного шва, одержаного зварюванням за п. 24.
26. Спосіб виготовлення деталі, при якому виготовляють зварену листову заготовку, одержану за п. 24, потім
- нагрівають листову заготовку для утворення в результаті сплавки сталевої основи (1) з покриттям (2) інтерметалічного сплавленого з'єднання для надання сталі частково або повністю аустенітної структури,
- піддають листову заготовку гарячій деформації для одержання деталі,
- охолоджують деталь зі швидкістю, яка надає їй необхідних механічних властивостей.
27. Спосіб за п. 26, який відрізняється тим, що швидкість охолодження перевищує критичну швидкість загартування на мартенсит.
28. Спосіб за будь-яким із пунктів 23, 26 або 27, який відрізняється тим, що зварювання здійснюють лазерним променем.
29. Спосіб виготовлення за будь-яким із пунктів 23, 26 або 27, який відрізняється тим, що зварювання проводять дуговим електрозварюванням.
30. Застосування листа, листової заготовки або деталі за будь-яким із пунктів 1-13 або виготовленої способом за будь-яким із пунктів 14-29 у виробництві наземного моторизованого транспортного засобу для виготовлення конструкцій деталей або деталей для забезпечення безпеки транспортного засобу, а саме: бамперних брусів, елементів жорсткості дверей, центральної стійки або даху, які повинні мати підвищену механічну стійкість, гарний опір до удару та високу корозійну стійкість.
Текст
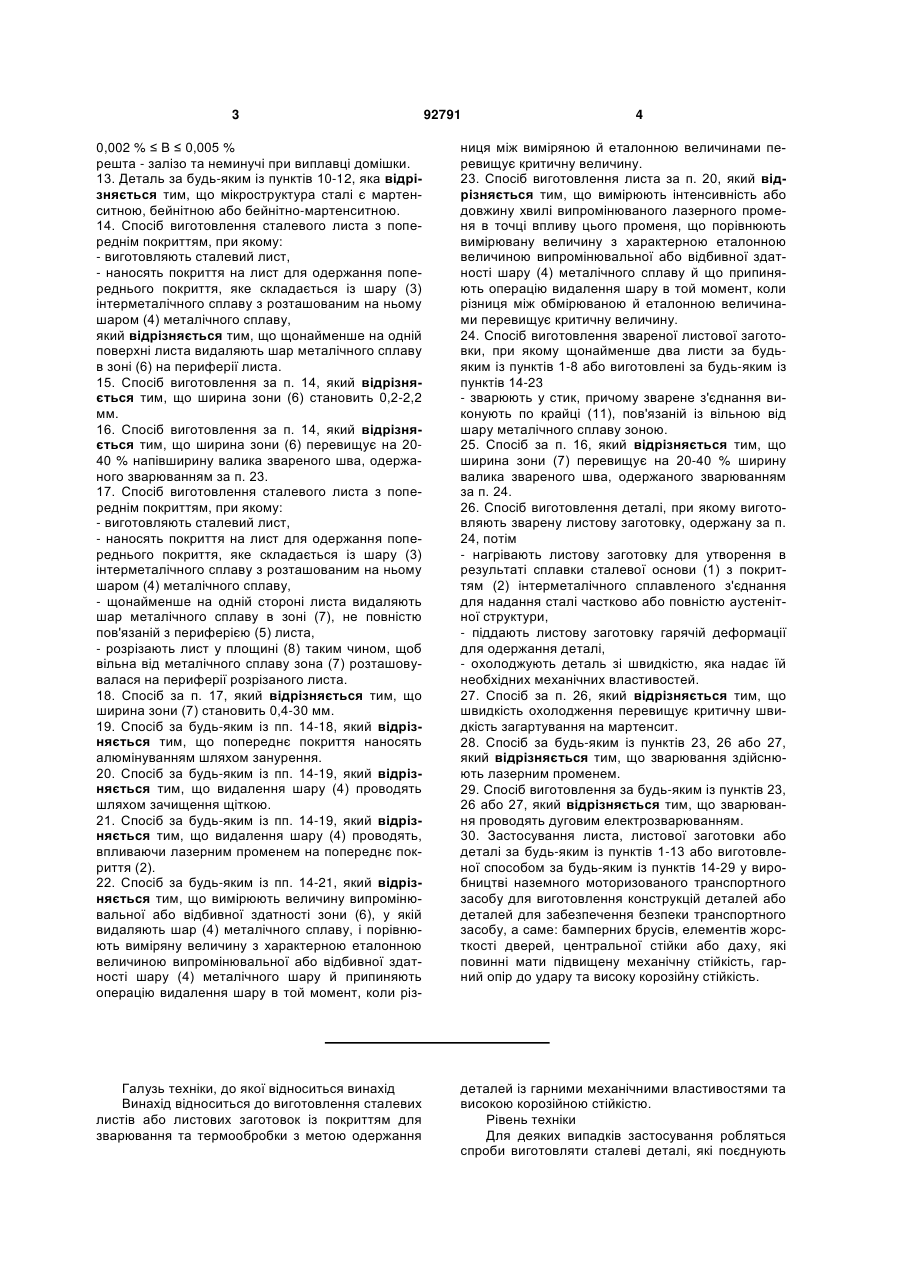
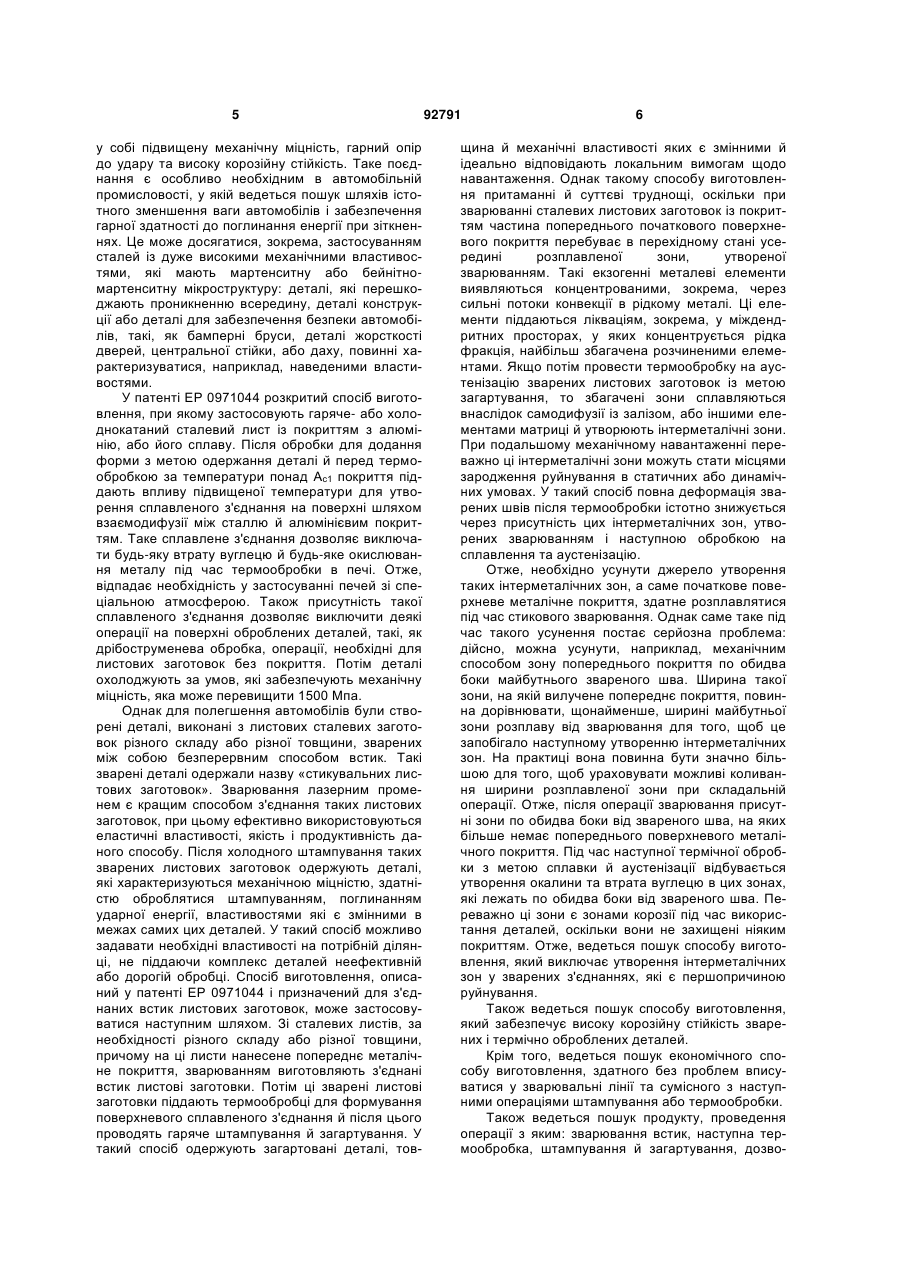
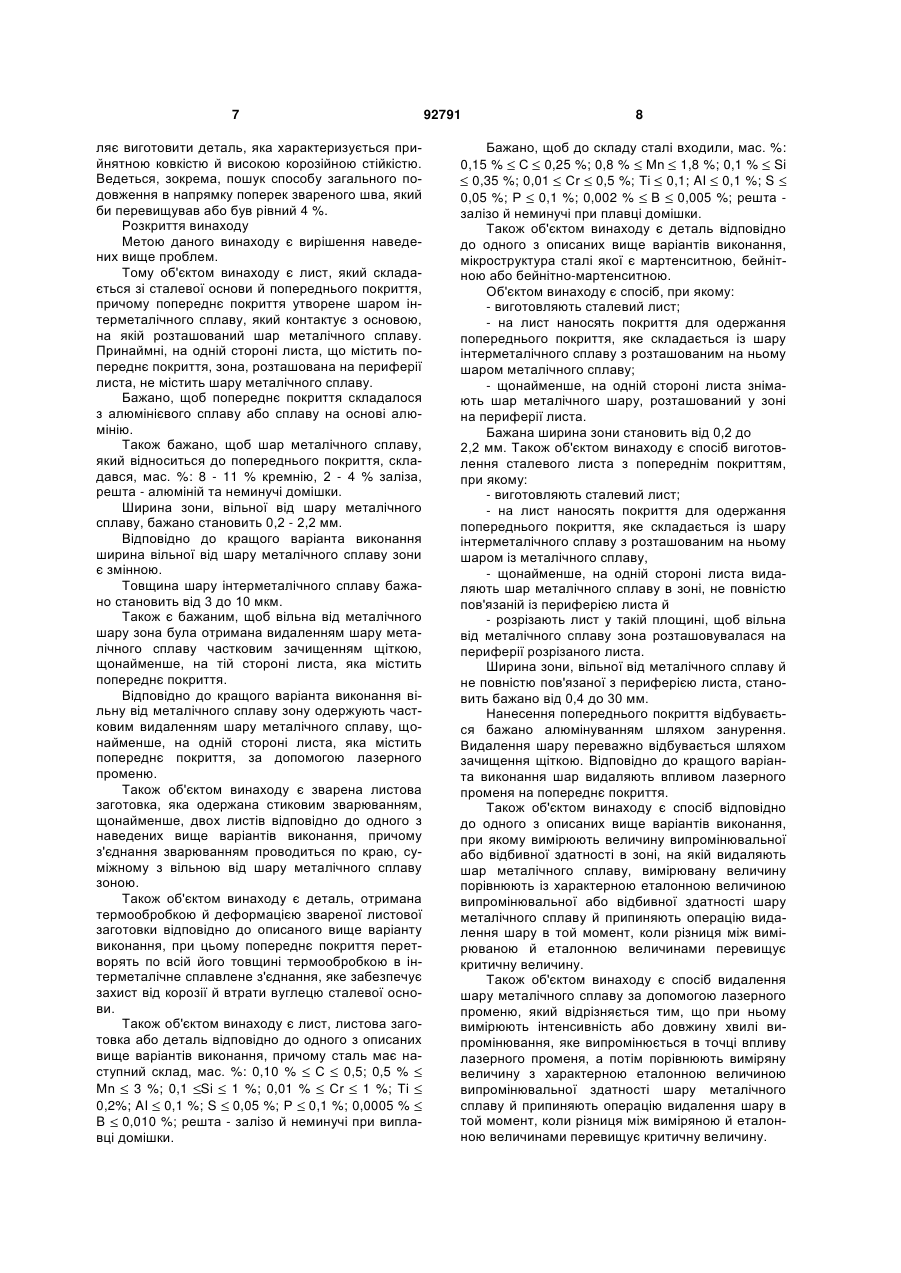
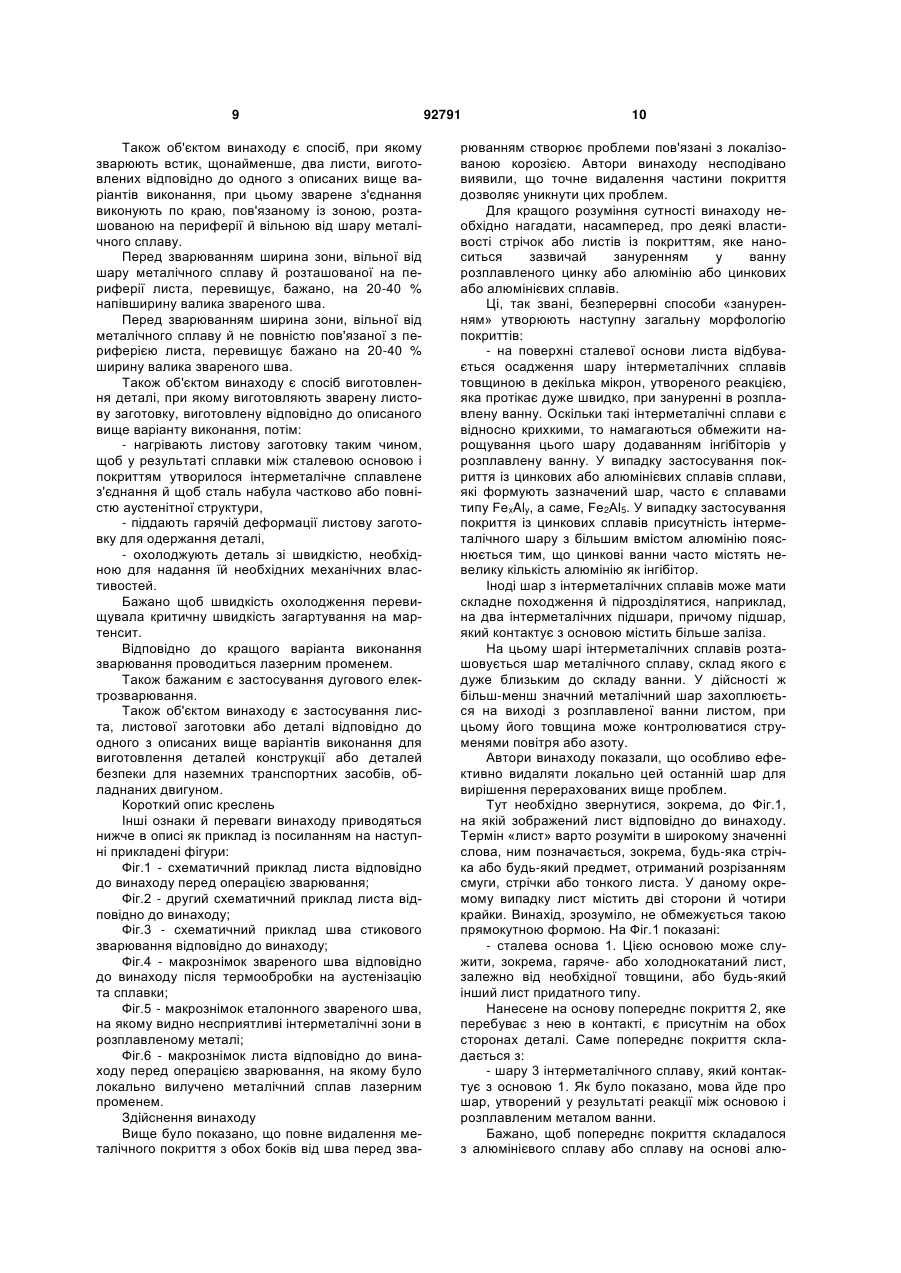
1. Лист, який складається зі сталевої основи (1) і попереднього покриття (2), причому попереднє покриття утворене шаром (3) інтерметалічного сплаву, який контактує з основою і містить розташований на ньому шар (4) металічного сплаву, який відрізняється тим, що щонайменше на одній стороні листа, на якій міститься попереднє покриття, зона (6) не містить шару металічного сплаву, причому ця зона розташована на периферії листа. 2. Лист за п. 1, який відрізняється тим, що попереднє покриття (2) складається з алюмінієвого сплаву або сплаву на основі алюмінію. 3. Лист за п. 2, який відрізняється тим, що шар (4) металічного сплаву, який відноситься до попереднього покриття (2), містить, мас. %: 8-11 % кремнію, 2-4 % заліза, решта - алюміній і неминучі домішки. 4. Лист за будь-яким із пп. 1-3, який відрізняється тим, що ширина вільної від шару металічного сплаву зони (6) становить 0,2-2,2 мм. 5. Лист за будь-яким із пп. 1-4, який відрізняється тим, що ширина вільної від шару металічного сплаву зони (6) є змінною. 6. Лист за будь-яким із пп. 1-5, який відрізняється тим, що товщина шару (3) інтерметалічного сплаву становить 3-10 мкм. 7. Лист за будь-яким із пп. 1-6, який відрізняється тим, що вільну від металічного сплаву зону (6) одержують частковим видаленням шару (4) мета 2 (19) 1 3 92791 4 0,002 % ≤ В ≤ 0,005 % решта - залізо та неминучі при виплавці домішки. 13. Деталь за будь-яким із пунктів 10-12, яка відрізняється тим, що мікроструктура сталі є мартенситною, бейнітною або бейнітно-мартенситною. 14. Спосіб виготовлення сталевого листа з попереднім покриттям, при якому: - виготовляють сталевий лист, - наносять покриття на лист для одержання попереднього покриття, яке складається із шару (3) інтерметалічного сплаву з розташованим на ньому шаром (4) металічного сплаву, який відрізняється тим, що щонайменше на одній поверхні листа видаляють шар металічного сплаву в зоні (6) на периферії листа. 15. Спосіб виготовлення за п. 14, який відрізняється тим, що ширина зони (6) становить 0,2-2,2 мм. 16. Спосіб виготовлення за п. 14, який відрізняється тим, що ширина зони (6) перевищує на 2040 % напівширину валика звареного шва, одержаного зварюванням за п. 23. 17. Спосіб виготовлення сталевого листа з попереднім покриттям, при якому: - виготовляють сталевий лист, - наносять покриття на лист для одержання попереднього покриття, яке складається із шару (3) інтерметалічного сплаву з розташованим на ньому шаром (4) металічного сплаву, - щонайменше на одній стороні листа видаляють шар металічного сплаву в зоні (7), не повністю пов'язаній з периферією (5) листа, - розрізають лист у площині (8) таким чином, щоб вільна від металічного сплаву зона (7) розташовувалася на периферії розрізаного листа. 18. Спосіб за п. 17, який відрізняється тим, що ширина зони (7) становить 0,4-30 мм. 19. Спосіб за будь-яким із пп. 14-18, який відрізняється тим, що попереднє покриття наносять алюмінуванням шляхом занурення. 20. Спосіб за будь-яким із пп. 14-19, який відрізняється тим, що видалення шару (4) проводять шляхом зачищення щіткою. 21. Спосіб за будь-яким із пп. 14-19, який відрізняється тим, що видалення шару (4) проводять, впливаючи лазерним променем на попереднє покриття (2). 22. Спосіб за будь-яким із пп. 14-21, який відрізняється тим, що вимірюють величину випромінювальної або відбивної здатності зони (6), у якій видаляють шар (4) металічного сплаву, і порівнюють виміряну величину з характерною еталонною величиною випромінювальної або відбивної здатності шару (4) металічного шару й припиняють операцію видалення шару в той момент, коли різ ниця між виміряною й еталонною величинами перевищує критичну величину. 23. Спосіб виготовлення листа за п. 20, який відрізняється тим, що вимірюють інтенсивність або довжину хвилі випромінюваного лазерного променя в точці впливу цього променя, що порівнюють вимірювану величину з характерною еталонною величиною випромінювальної або відбивної здатності шару (4) металічного сплаву й що припиняють операцію видалення шару в той момент, коли різниця між обмірюваною й еталонною величинами перевищує критичну величину. 24. Спосіб виготовлення звареної листової заготовки, при якому щонайменше два листи за будьяким із пунктів 1-8 або виготовлені за будь-яким із пунктів 14-23 - зварюють у стик, причому зварене з'єднання виконують по крайці (11), пов'язаній із вільною від шару металічного сплаву зоною. 25. Спосіб за п. 16, який відрізняється тим, що ширина зони (7) перевищує на 20-40 % ширину валика звареного шва, одержаного зварюванням за п. 24. 26. Спосіб виготовлення деталі, при якому виготовляють зварену листову заготовку, одержану за п. 24, потім - нагрівають листову заготовку для утворення в результаті сплавки сталевої основи (1) з покриттям (2) інтерметалічного сплавленого з'єднання для надання сталі частково або повністю аустенітної структури, - піддають листову заготовку гарячій деформації для одержання деталі, - охолоджують деталь зі швидкістю, яка надає їй необхідних механічних властивостей. 27. Спосіб за п. 26, який відрізняється тим, що швидкість охолодження перевищує критичну швидкість загартування на мартенсит. 28. Спосіб за будь-яким із пунктів 23, 26 або 27, який відрізняється тим, що зварювання здійснюють лазерним променем. 29. Спосіб виготовлення за будь-яким із пунктів 23, 26 або 27, який відрізняється тим, що зварювання проводять дуговим електрозварюванням. 30. Застосування листа, листової заготовки або деталі за будь-яким із пунктів 1-13 або виготовленої способом за будь-яким із пунктів 14-29 у виробництві наземного моторизованого транспортного засобу для виготовлення конструкцій деталей або деталей для забезпечення безпеки транспортного засобу, а саме: бамперних брусів, елементів жорсткості дверей, центральної стійки або даху, які повинні мати підвищену механічну стійкість, гарний опір до удару та високу корозійну стійкість. Галузь техніки, до якої відноситься винахід Винахід відноситься до виготовлення сталевих листів або листових заготовок із покриттям для зварювання та термообробки з метою одержання деталей із гарними механічними властивостями та високою корозійною стійкістю. Рівень техніки Для деяких випадків застосування робляться спроби виготовляти сталеві деталі, які поєднують 5 у собі підвищену механічну міцність, гарний опір до удару та високу корозійну стійкість. Таке поєднання є особливо необхідним в автомобільній промисловості, у якій ведеться пошук шляхів істотного зменшення ваги автомобілів і забезпечення гарної здатності до поглинання енергії при зіткненнях. Це може досягатися, зокрема, застосуванням сталей із дуже високими механічними властивостями, які мають мартенситну або бейнітномартенситну мікроструктуру: деталі, які перешкоджають проникненню всередину, деталі конструкції або деталі для забезпечення безпеки автомобілів, такі, як бамперні бруси, деталі жорсткості дверей, центральної стійки, або даху, повинні характеризуватися, наприклад, наведеними властивостями. У патенті ЕР 0971044 розкритий спосіб виготовлення, при якому застосовують гаряче- або холоднокатаний сталевий лист із покриттям з алюмінію, або його сплаву. Після обробки для додання форми з метою одержання деталі й перед термообробкою за температури понад Ас1 покриття піддають впливу підвищеної температури для утворення сплавленого з'єднання на поверхні шляхом взаємодифузії між сталлю й алюмінієвим покриттям. Таке сплавлене з'єднання дозволяє виключати будь-яку втрату вуглецю й будь-яке окислювання металу під час термообробки в печі. Отже, відпадає необхідність у застосуванні печей зі спеціальною атмосферою. Також присутність такої сплавленого з'єднання дозволяє виключити деякі операції на поверхні оброблених деталей, такі, як дрібоструменева обробка, операції, необхідні для листових заготовок без покриття. Потім деталі охолоджують за умов, які забезпечують механічну міцність, яка може перевищити 1500 Мпа. Однак для полегшення автомобілів були створені деталі, виконані з листових сталевих заготовок різного складу або різної товщини, зварених між собою безперервним способом встик. Такі зварені деталі одержали назву «стикувальних листових заготовок». Зварювання лазерним променем є кращим способом з'єднання таких листових заготовок, при цьому ефективно використовуються еластичні властивості, якість і продуктивність даного способу. Після холодного штампування таких зварених листових заготовок одержують деталі, які характеризуються механічною міцністю, здатністю оброблятися штампуванням, поглинанням ударної енергії, властивостями які є змінними в межах самих цих деталей. У такий спосіб можливо задавати необхідні властивості на потрібній ділянці, не піддаючи комплекс деталей неефективній або дорогій обробці. Спосіб виготовлення, описаний у патенті ЕР 0971044 і призначений для з'єднаних встик листових заготовок, може застосовуватися наступним шляхом. Зі сталевих листів, за необхідності різного складу або різної товщини, причому на ці листи нанесене попереднє металічне покриття, зварюванням виготовляють з'єднані встик листові заготовки. Потім ці зварені листові заготовки піддають термообробці для формування поверхневого сплавленого з'єднання й після цього проводять гаряче штампування й загартування. У такий спосіб одержують загартовані деталі, тов 92791 6 щина й механічні властивості яких є змінними й ідеально відповідають локальним вимогам щодо навантаження. Однак такому способу виготовлення притаманні й суттєві труднощі, оскільки при зварюванні сталевих листових заготовок із покриттям частина попереднього початкового поверхневого покриття перебуває в перехідному стані усередині розплавленої зони, утвореної зварюванням. Такі екзогенні металеві елементи виявляються концентрованими, зокрема, через сильні потоки конвекції в рідкому металі. Ці елементи піддаються лікваціям, зокрема, у міждендритних просторах, у яких концентрується рідка фракція, найбільш збагачена розчиненими елементами. Якщо потім провести термообробку на аустенізацію зварених листових заготовок із метою загартування, то збагачені зони сплавляються внаслідок самодифузії із залізом, або іншими елементами матриці й утворюють інтерметалічні зони. При подальшому механічному навантаженні переважно ці інтерметалічні зони можуть стати місцями зародження руйнування в статичних або динамічних умовах. У такий спосіб повна деформація зварених швів після термообробки істотно знижується через присутність цих інтерметалічних зон, утворених зварюванням і наступною обробкою на сплавлення та аустенізацію. Отже, необхідно усунути джерело утворення таких інтерметалічних зон, а саме початкове поверхневе металічне покриття, здатне розплавлятися під час стикового зварювання. Однак саме таке під час такого усунення постає серйозна проблема: дійсно, можна усунути, наприклад, механічним способом зону попереднього покриття по обидва боки майбутнього звареного шва. Ширина такої зони, на якій вилучене попереднє покриття, повинна дорівнювати, щонайменше, ширині майбутньої зони розплаву від зварювання для того, щоб це запобігало наступному утворенню інтерметалічних зон. На практиці вона повинна бути значно більшою для того, щоб ураховувати можливі коливання ширини розплавленої зони при складальній операції. Отже, після операції зварювання присутні зони по обидва боки від звареного шва, на яких більше немає попереднього поверхневого металічного покриття. Під час наступної термічної обробки з метою сплавки й аустенізації відбувається утворення окалини та втрата вуглецю в цих зонах, які лежать по обидва боки від звареного шва. Переважно ці зони є зонами корозії під час використання деталей, оскільки вони не захищені ніяким покриттям. Отже, ведеться пошук способу виготовлення, який виключає утворення інтерметалічних зон у зварених з'єднаннях, які є першопричиною руйнування. Також ведеться пошук способу виготовлення, який забезпечує високу корозійну стійкість зварених і термічно оброблених деталей. Крім того, ведеться пошук економічного способу виготовлення, здатного без проблем вписуватися у зварювальні лінії та сумісного з наступними операціями штампування або термообробки. Також ведеться пошук продукту, проведення операції з яким: зварювання встик, наступна термообробка, штампування й загартування, дозво 7 ляє виготовити деталь, яка характеризується прийнятною ковкістю й високою корозійною стійкістю. Ведеться, зокрема, пошук способу загального подовження в напрямку поперек звареного шва, який би перевищував або був рівний 4 %. Розкриття винаходу Метою даного винаходу є вирішення наведених вище проблем. Тому об'єктом винаходу є лист, який складається зі сталевої основи й попереднього покриття, причому попереднє покриття утворене шаром інтерметалічного сплаву, який контактує з основою, на якій розташований шар металічного сплаву. Принаймні, на одній стороні листа, що містить попереднє покриття, зона, розташована на периферії листа, не містить шару металічного сплаву. Бажано, щоб попереднє покриття складалося з алюмінієвого сплаву або сплаву на основі алюмінію. Також бажано, щоб шар металічного сплаву, який відноситься до попереднього покриття, складався, мас. %: 8 - 11 % кремнію, 2 - 4 % заліза, решта - алюміній та неминучі домішки. Ширина зони, вільної від шару металічного сплаву, бажано становить 0,2 - 2,2 мм. Відповідно до кращого варіанта виконання ширина вільної від шару металічного сплаву зони є змінною. Товщина шару інтерметалічного сплаву бажано становить від 3 до 10 мкм. Також є бажаним, щоб вільна від металічного шару зона була отримана видаленням шару металічного сплаву частковим зачищенням щіткою, щонайменше, на тій стороні листа, яка містить попереднєпокриття. Відповідно до кращого варіанта виконання вільну від металічного сплаву зону одержують частковим видаленням шару металічного сплаву, щонайменше, на одній стороні листа, яка містить попереднє покриття, за допомогою лазерного променю. Також об'єктом винаходу є зварена листова заготовка, яка одержана стиковим зварюванням, щонайменше, двох листів відповідно до одного з наведених вище варіантів виконання, причому з'єднання зварюванням проводиться по краю, суміжному з вільною від шару металічного сплаву зоною. Також об'єктом винаходу є деталь, отримана термообробкою й деформацією звареної листової заготовки відповідно до описаного вище варіанту виконання, при цьому попереднє покриття перетворять по всій його товщині термообробкою в інтерметалічне сплавлене з'єднання, яке забезпечує захист від корозії й втрати вуглецю сталевої основи. Також об'єктом винаходу є лист, листова заготовка або деталь відповідно до одного з описаних вище варіантів виконання, причому сталь має наступний склад, мас. %: 0,10 % С 0,5; 0,5 % Μn 3 %; 0,1 Si 1 %; 0,01 % Сr 1 %; Ті 0,2%; AI 0,1 %; S 0,05 %; Ρ 0,1 %; 0,0005 % B 0,010 %; решта - залізо й неминучі при виплавці домішки. 92791 8 Бажано, щоб до складу сталі входили, мас. %: 0,15 % С 0,25 %; 0,8 % Μn 1,8 %; 0,1 % Si 0,35 %; 0,01 Сr 0,5 %; Ті 0,1; AI 0,1 %; S 0,05 %; Ρ 0,1 %; 0,002 % В 0,005 %; решта залізо й неминучі при плавці домішки. Також об'єктом винаходу є деталь відповідно до одного з описаних вище варіантів виконання, мікроструктура сталі якої є мартенситною, бейнітною або бейнітно-мартенситною. Об'єктом винаходу є спосіб, при якому: - виготовляють сталевий лист; - на лист наносять покриття для одержання попереднього покриття, яке складається із шару інтерметалічного сплаву з розташованим на ньому шаром металічного сплаву; - щонайменше, на одній стороні листа знімають шар металічного шару, розташований у зоні на периферії листа. Бажана ширина зони становить від 0,2 до 2,2 мм. Також об'єктом винаходу є спосіб виготовлення сталевого листа з попереднім покриттям, при якому: - виготовляють сталевий лист; - на лист наносять покриття для одержання попереднього покриття, яке складається із шару інтерметалічного сплаву з розташованим на ньому шаром із металічного сплаву, - щонайменше, на одній стороні листа видаляють шар металічного сплаву в зоні, не повністю пов'язаній із периферією листа й - розрізають лист у такій площині, щоб вільна від металічного сплаву зона розташовувалася на периферії розрізаного листа. Ширина зони, вільної від металічного сплаву й не повністю пов'язаної з периферією листа, становить бажано від 0,4 до 30 мм. Нанесення попереднього покриття відбувається бажано алюмінуванням шляхом занурення. Видалення шару переважно відбувається шляхом зачищення щіткою. Відповідно до кращого варіанта виконання шар видаляють впливом лазерного променя на попереднє покриття. Також об'єктом винаходу є спосіб відповідно до одного з описаних вище варіантів виконання, при якому вимірюють величину випромінювальної або відбивної здатності в зоні, на якій видаляють шар металічного сплаву, вимірювану величину порівнюють із характерною еталонною величиною випромінювальної або відбивної здатності шару металічного сплаву й припиняють операцію видалення шару в той момент, коли різниця між вимірюваною й еталонною величинами перевищує критичну величину. Також об'єктом винаходу є спосіб видалення шару металічного сплаву за допомогою лазерного променю, який відрізняється тим, що при ньому вимірюють інтенсивність або довжину хвилі випромінювання, яке випромінюється в точці впливу лазерного променя, а потім порівнюють виміряну величину з характерною еталонною величиною випромінювальної здатності шару металічного сплаву й припиняють операцію видалення шару в той момент, коли різниця між виміряною й еталонною величинами перевищує критичну величину. 9 Також об'єктом винаходу є спосіб, при якому зварюють встик, щонайменше, два листи, виготовлених відповідно до одного з описаних вище варіантів виконання, при цьому зварене з'єднання виконують по краю, пов'язаному із зоною, розташованою на периферії й вільною від шару металічного сплаву. Перед зварюванням ширина зони, вільної від шару металічного сплаву й розташованої на периферії листа, перевищує, бажано, на 20-40 % напівширину валика звареного шва. Перед зварюванням ширина зони, вільної від металічного сплаву й не повністю пов'язаної з периферією листа, перевищує бажано на 20-40 % ширину валика звареного шва. Також об'єктом винаходу є спосіб виготовлення деталі, при якому виготовляють зварену листову заготовку, виготовлену відповідно до описаного вище варіанту виконання, потім: - нагрівають листову заготовку таким чином, щоб у результаті сплавки між сталевою основою і покриттям утворилося інтерметалічне сплавлене з'єднання й щоб сталь набула частково або повністю аустенітної структури, - піддають гарячій деформації листову заготовку для одержання деталі, - охолоджують деталь зі швидкістю, необхідною для надання їй необхідних механічних властивостей. Бажано щоб швидкість охолодження перевищувала критичну швидкість загартування на мартенсит. Відповідно до кращого варіанта виконання зварювання проводиться лазерним променем. Також бажаним є застосування дугового електрозварювання. Також об'єктом винаходу є застосування листа, листової заготовки або деталі відповідно до одного з описаних вище варіантів виконання для виготовлення деталей конструкції або деталей безпеки для наземних транспортних засобів, обладнаних двигуном. Короткий опис креслень Інші ознаки й переваги винаходу приводяться нижче в описі як приклад із посиланням на наступні прикладені фігури: Фіг.1 - схематичний приклад листа відповідно до винаходу перед операцією зварювання; Фіг.2 - другий схематичний приклад листа відповідно до винаходу; Фіг.3 - схематичний приклад шва стикового зварювання відповідно до винаходу; Фіг.4 - макрознімок звареного шва відповідно до винаходу після термообробки на аустенізацію та сплавки; Фіг.5 - макрознімок еталонного звареного шва, на якому видно несприятливі інтерметалічні зони в розплавленому металі; Фіг.6 - макрознімок листа відповідно до винаходу перед операцією зварювання, на якому було локально вилучено металічний сплав лазерним променем. Здійснення винаходу Вище було показано, що повне видалення металічного покриття з обох боків від шва перед зва 92791 10 рюванням створює проблеми пов'язані з локалізованою корозією. Автори винаходу несподівано виявили, що точне видалення частини покриття дозволяє уникнути цих проблем. Для кращого розуміння сутності винаходу необхідно нагадати, насамперед, про деякі властивості стрічок або листів із покриттям, яке наноситься зазвичай зануренням у ванну розплавленого цинку або алюмінію або цинкових або алюмінієвих сплавів. Ці, так звані, безперервні способи «зануренням» утворюють наступну загальну морфологію покриттів: - на поверхні сталевої основи листа відбувається осадження шару інтерметалічних сплавів товщиною в декілька мікрон, утвореного реакцією, яка протікає дуже швидко, при зануренні в розплавлену ванну. Оскільки такі інтерметалічні сплави є відносно крихкими, то намагаються обмежити нарощування цього шару додаванням інгібіторів у розплавлену ванну. У випадку застосування покриття із цинкових або алюмінієвих сплавів сплави, які формують зазначений шар, часто є сплавами типу FexAly, а саме, Fe2Аl5. У випадку застосування покриття із цинкових сплавів присутність інтерметалічного шару з більшим вмістом алюмінію пояснюється тим, що цинкові ванни часто містять невелику кількість алюмінію як інгібітор. Іноді шар з інтерметалічних сплавів може мати складне походження й підрозділятися, наприклад, на два інтерметалічних підшари, причому підшар, який контактує з основою містить більше заліза. На цьому шарі інтерметалічних сплавів розташовується шар металічного сплаву, склад якого є дуже близьким до складу ванни. У дійсності ж більш-менш значний металічний шар захоплюється на виході з розплавленої ванни листом, при цьому його товщина може контролюватися струменями повітря або азоту. Автори винаходу показали, що особливо ефективно видаляти локально цей останній шар для вирішення перерахованих вище проблем. Тут необхідно звернутися, зокрема, до Фіг.1, на якій зображений лист відповідно до винаходу. Термін «лист» варто розуміти в широкому значенні слова, ним позначається, зокрема, будь-яка стрічка або будь-який предмет, отриманий розрізанням смуги, стрічки або тонкого листа. У даному окремому випадку лист містить дві сторони й чотири крайки. Винахід, зрозуміло, не обмежується такою прямокутною формою. На Фіг.1 показані: - сталева основа 1. Цією основою може служити, зокрема, гаряче- або холоднокатаний лист, залежно від необхідної товщини, або будь-який інший лист придатного типу. Нанесене на основу попереднє покриття 2, яке перебуває з нею в контакті, є присутнім на обох сторонах деталі. Саме попереднє покриття складається з: - шару 3 інтерметалічного сплаву, який контактує з основою 1. Як було показано, мова йде про шар, утворений у результаті реакції між основою і розплавленим металом ванни. Бажано, щоб попереднє покриття складалося з алюмінієвого сплаву або сплаву на основі алю 11 мінію. Дійсно, такий тип попереднього покриття є особливо придатним для наступної термообробки, під час якої утворюється інтерметалічне з'єднання в результаті взаємодифузії з основою 1 і, як це буде показано нижче, для локального видалення поверхневого шару. Зокрема, металічний сплав попереднього покриття може містити 8-11 вагових % кремнію, 2-4 % заліза, решта - алюміній і неминучі домішки. Добавка кремнію дозволяє, зокрема, зменшити товщину інтерметалічного шару 3. Також зображена периферія 5 листа. Відповідно до винаходу периферійна ділянка 6 не містить шару 4 металічного сплаву, але зберігає шар 3 інтерметалічного сплаву. Ця ділянка 6 служить для прикладання до іншого листа й для стикового зварювання в площині, яка визначається крайкою 11, для формування листової заготовки. Відповідно до першого варіанта виконання винаходу видалення шару 4 проводиться переважно шляхом зачищення щіткою на периферії 5; дійсно, видалення матеріалу щіткою проводиться головним чином на поверхневому шарі меншої твердості, тобто на шарі 4 металічного сплаву. Більш твердий шар 3 зберігається після проходження щітки. Особливо ефективним є застосування попереднього покриття з алюмінію або сплаву на його основі, тому що різниця твердості між шаром 3 інтерметалічного сплаву й шаром 4 металічного сплаву є досить істотною. Фахівець здатний привести у відповідність різні параметри щіткового очищення, такі, як вибір типу щітки, швидкості обертання й відносного поступального руху, величини тиску в напрямку, перпендикулярному до поверхні, яке забезпечує найбільш повне й швидке видалення, шляхом узгодження цих параметрів з особливим типом попереднього покриття. Як приклад можна вказати на застосування пластинчастої щітки, установленої на осі обертання, яка приводиться в поступальний рух паралельно до краю ділянки 6. Відповідно до другого варіанта виконання видалення шару 4 відбувається лазерним променем, спрямованим на периферію листа: взаємодія між цим променем із високою щільністю енергії та попереднім покриттям веде до випаровування й видалення цього покриття з поверхні. З огляду на різницю між тепловими та фізичними властивостями шару 4 металічного сплаву й інтерметалічного шару 3, автори винаходу показали, що послідовність коротких імпульсів лазера разом із приведеними у відповідність параметрами приводить до вибіркової абляції металічного шару 4 при збереженні шару 3. Взаємодія з пульсуючим лазерним променем, спрямованим на периферію листа з покриттям, який здійснює поступальний рух відносно листа, та забезпечує, таким чином, видалення металічного шару 4 на периферії. Фахівець здатний узгодити між собою різні параметри, такі, як вибір лазерного променя, його енергії падіння, тривалості імпульсів, швидкості відносного поступального руху між лазером і листом, фокусування променя на поверхню, для досягнення найбільш повної й швидкої абляції за допомогою приведення у відповідність із особливим типом попереднього покриття. Як приклад можна вказати на засто 92791 12 сування лазерного променя типу лазерного затвора з номінальною потужністю в кілька сотень Ватт, який утворює імпульси порядку п'ятдесяти наносекунд. Зрозуміло, можна змінювати ширину зони 6 видалення за допомогою послідовних абляцій. Ширина зони 6, вільної від металічного шару, повинна обиратися такою, щоб забезпечувалася можливість: - зварювання без введення елемента попереднього покриття в розплавлену зону, - достатньої корозійної стійкості звареної конструкції після наступної термообробки на сплавлення й аустенізацію. Автори винаходу встановили, що ці умови дотримуються в тому випадку, коли ширина зони 6 перевищує на 20-4 0 % напівширину розплавленої зони, утвореної зварюванням встик листових заготовок. Мінімальна величина 20 % забезпечує положення, при якому попереднє покриття не заходить у розплавлений метал при зварюванні, величина ж 40 % забезпечує задовільну корозійну стійкість. З урахуванням умов зварювання листів товщиною від 1 до 3 мм ширина зони 6 складе 0,2 2,2 мм. Таке положення представлене на Фіг.3, на якій схематично показаний перетин після зварювання листа з попереднім покриттям 2, яке у свою чергу утворене шаром 3 інтерметалічного сплаву й металічного шару 4. Розплавлена зона позначена позицією 10, її осьова площина в напрямку зварювання - позицією 9. Штриховими лініями показаний початковий розмір зони 6, розплавленої під час зварювання. На Фіг.3 показане положення, у якому валик звареного шва виконаний повністю симетричним на обох протилежних сторонах листа. За цих умов ширина зони 6 залишається однаковою на обох сторонах. Однак залежно від застосованого способу зварювання й параметрів його здійснення валик зварюваного шва може мати несиметричний зовнішній вигляд. Відповідно до винаходу ширина зони 6 може бути узгоджена з такою несиметричністю таким чином, щоб ця ширина незначно перевищувала напівширину розплавленої зони 10 на кожній з обох відповідних сторін. За цих умов ширина зони б буде відрізнятися від ширини зони 6' на Фіг.3. При зварюванні за умов, які змінюються уздовж конструкції, наприклад, внаслідок локальної зміни форми або товщини, ширина зони 6 може також бути узгоджена з відповідною зміною ширини розплавленої зони уздовж зварюваної периферії листа. Ширина зони 6 природно зростатиме, якщо місцеві умови викликають утворення більш широкого валика звареного шва. При зварюванні двох листів різної товщини з покриттям ширина зони 6 може бути також різною на периферійній ділянці зварювання кожного з обох листів. Відповідно до варіанта винаходу представленого на Фіг.2 шар 4 видаляють у зоні 7 листа з покриттям, при цьому видаляється зона, яка, не повністю примикає до периферії 5 листа. Потім лист розрізають в осьовій, перпендикулярній до листа 13 площині 8, наприклад, поздовжнім розрізанням. У такий спосіб одержують лист, зображений на Фіг.1. Ширина зони, яка видаляється, перевищує на 20 40 % ширину розплавленої зони, яка могла б бути отримана зварюванням в осьовій площині 8. Відповідно до варіанта здійснення винаходу ширина зони, яка видаляється, становить від 0,4 до 30 мм. Мінімальна величина відповідає ширині, яка дозволяє одержувати після розрізання в осьовій площині 8 два листи з дуже вузькою зоною, що видалятися, яка становить 0,2 мм на кожній стороні листів. Максимальна величина 30 мм відповідає ширині зони, яка видаляється, добре пристосованій до промислових інструментів для такого видалення. Наступне розрізання може проводитися в осьовій площині 8, яка проходить не по середині зони, яка видаляється, а на ділянці, виконаній таким чином, щоб можна було одержати лист, ширина зони, яка видаляється, незначно перевершувала б напівширину розплавленої зони, яка утворювалася б при зварюванні та визначалася умовами відповідно до винаходу. Як уже пояснювалося вище, ширина зон, що видаляються, дозволяє одночасно попередити потрапляння металічного покриття в розплавлений метал при наступному зварюванні листа й забезпечити корозійну стійкість звареної листової заготовки після термообробки. Контроль за видаленням металічного шару 4 може проводитися за допомогою мікрографічних досліджень. Однак також було виявлено, що дуже швидко можна контролювати ефективність операції з видалення за допомогою оптичного контролю, оскільки в дійсності існує різниця між зовнішніми виглядами металічного шару 4 та інтерметалічного шару 3, який лежить нижче, оскільки останній має більш темний колір. Отже, операція з видалення повинна продовжуватися й припинятися лише в той момент, коли в зоні 6 відбудеться істотна зміна забарвлення у порівнянні із забарвленням поверхневого покриття. У такий же спосіб можливо контролювати процес видалення за допомогою вимірювання спектрометрією здатності випромінювати або відбивати, для цього зону 6 освітлюють джерелом світла, причому один або кілька оптичних датчиків спрямовані убік цієї зони. Виміряна величина відповідає відбитій енергії. Цю величину порівнюють із еталонною величиною випромінювальної або відбивної здатності металічного шару 4 або ж із величиною, виміряною іншим датчиком, спрямованим на цей металічний шар. Також можливо вимірювати зміну відбитої енергії залежно від часу. У тому випадку, коли шар 6 поверхово оголений, сприйнята енергія стає меншою від енергії, яка відповідає шару 4 металічного сплаву. За допомогою попереднього калібрування можна, таким чином, точно визначити момент наближення до шару 3 під час видалення. У випадку видалення покриття лазерною абляцією можна також аналізувати інтенсивність або довжину хвилі випромінюваного лазерного променю в точці впливу цього променя на лист із нанесеним покриттям. Дійсно спостерігається зміна інтенсивності й довжини хвилі в тому випадку, коли шар 4 вилучений і лазерний промінь потрапляє 92791 14 на шар 3. Отже, контроль за товщиною шару, який видаляється, може здійснюватися в такий спосіб: вимірюють інтенсивність або довжину хвилі випромінюваного лазерного променю в точці впливу цього променя, порівнюють виміряну величину з характерною еталонною величиною випромінювальної здатності шару 4 металічного сплаву й припиняють операцію видалення в той момент, коли різниця між виміряною й еталонною величинами перевищує задану критичну величину. Залежно від питомих напруг вказаний етап видалення шару металічного сплаву може застосовуватися на різних стадіях виробництва, зокрема, на одній із наступних: - після розмотування рулонів, отриманих на станках безперервної прокатки, і перед розрізанням на листи меншого формату; - перед зварюванням вирізаних листів. У способі запропонованому винаходом виготовляють гаряче-або холоднокатаний сталевий лист наступного складу, мас. %: вміст вуглецю від 0,10 до 0,5 %, бажано від 0,15 до 0,25 %. Даний елемент суттєво впливає на здатність загартовуватись і механічну міцність після охолодження, проведеного після обробки зі сплавленням та аустенізацією листових зварених заготовок. При вмісті вуглецю нижчому від 0,10 мас. % здатність до загартовування стає дуже низькою і параметри міцності не є достатніми. Навпроти, при вмісті вуглецю понад 0,5 мас. % зростає ризик утворення дефектів при загартовуванні, зокрема, у найбільш товстих деталях. Вміст вуглецю в діапазоні від 0,15 до 0,25 % дозволяє одержувати міцність від близько 1250 до 1650 Мпа. Крім своєї ролі розкислювача марганець також значно впливає на здатність до загартовування, зокрема, у тому випадку, коли його вміст становить не менше 0,5 мас. %, бажано, 0,8 мас. %. Одначе занадто високий вміст (3 мас. % або переважно 1,8 мас. %) створює ризик надлишкової ліквації. Вміст кремнію в сталі повинен становити від 0,1 до 1 мас. %, бажано, від 0,1 до 0,35 мас. %. Крім того, що цей елемент впливає на розкислення рідкої сталі, він ще й сприяє підвищенню твердості. Одначе його вміст необхідно обмежувати для виключення надлишкового утворення оксидів і для підвищення здатності до покриття. При вмісті понад 0,01 % хром підвищує здатність до загартування й сприяє досягненню значної міцності після гарячого штампування на різних ділянках деталі після охолодження, проведеного після термообробки на аустенізацію й сплавлення. При вмісті понад 1 % (бажано 0,5 %) хром більше не сприяє утворенню однорідних механічних властивостей. Алюміній є елементом, який сприяє розкисленню й випаданню в осад азоту. При вмісті його понад 0,1 мас. % при виплавці утворюються великі алюмінати, що робить необхідним обмежувати його вміст зазначеною величиною. У надлишкових кількостях сірка й фосфор викликають підвищену крихкість. Тому бажано обмежувати їхній вміст, відповідно, значеннями 0,05 і 0,1 мас. %. 15 92791 Бор, вміст якого повинен становити від 0,0005 до 0,010 мас. %, краще від 0,002 до 0,005 мас. %, є елементом, який має великий вплив на здатність до загартовування. При вмісті нижчому від 0,0005% він суттєво не впливає на здатність до загартовування. Найповніше цей вплив забезпечується при вмісті бору 0,002 %. Максимальний вміст бору повинен становити менше 0,010 %, бажано 0,005 %, для того, щоб не знижувалася в'язкість. Титан має велику спорідненість із азотом і отже сприяє захисту бору в той спосіб, що цей елемент перебуває у вільному вигляді, необхідному для повного впливу на здатність до загартовування. Однак при вмісті титану понад 0,2 %, зокрема, більше 0,1 %, існує ризик утворення великих нітратів титану в рідкій сталі, що негативно впливає на в'язкість. Після приготування листів одним з описаних вище способів проводять їхній монтаж зварюванням для одержання звареної листової заготовки. Звичайно можна збирати й більше, ніж два листи у випадку виготовлення цільових складних деталей. Листи можуть мати різну товщину або різну сполуку для задоволення необхідних локальних властивостей. Зварювання відбувається після стикування листів своїми крайками, при цьому вільні від шару металічного сплаву зони з'єднуються між собою. Зварювання проводиться по крайці, суміжній із зонами 6, вільними від шару металічного сплаву. У рамках винаходу може застосовуватися будь-який засіб для безперервного зварювання, придатний для вказаної товщини, виробничих умов і належної якості зварених швів, а саме: - зварювання лазерним променем, - дугове електрозварювання, зокрема, зварювання ΒΙΑ, зварювання металевим електродом в інертному газі, плазмове зварювання, зварювання металевим електродом в активному газі. За умов зазначених відповідно до винаходу зварювання не приводить до повторної плавки частини металічного покриття 4, елементи якого можуть потім виявитися в розплавленій зоні. При цьому зварюванні усередині розплавленої зони розплавляється тільки мінімальна кількість шару 3 інтерметалічного сплаву. Як випливає з наведеного вище приклада, така дуже обмежена кількість не має впливу на якість металургійного переділу й механічні властивості звареного шва після термообробки на сплавлення й аустенізацію. 16 Після цього зварену листову заготовку нагрівають для одночасного проведення: - обробки на поверхневе сплавлення у тому місці, у якому відбувається дифузія елементів сталевої основи, зокрема, заліза, марганцю, кремнію, усередину попереднього покриття. У такий спосіб на поверхні формується інтерметалічне сплавлене з'єднання, температура плавлення якого є значно вищою від температури плавлення шару 4 металічного сплаву. Присутність цієї сполуки при термообробці дозволяє виключити будь-яке окислювання й будь-яку втрату вуглецю в сталі, яка залягає нижче. Аустенізація сталевої основи може відбуватися частково або повністю. Бажано проводити нагрівання печі таким чином, щоб температура деталі склала від Ас1 до Ас3 + 100°С. Ас1 і Ас3 означають відповідно початкову й кінцеву температури аустенітного перетворення при нагріванні. Відповідно до винаходу тривалість витримування за даної температури перевищує або дорівнює 20 секундам, необхідним для впорядкування температури й мікроструктури в різних точках деталі. За умов запропонованих винаходом на цій фазі нагрівання не формуються крихкі інтерметалічні зони в розплавленому металі, несприятливі для механічних властивостей деталі. Отже, листову заготовку піддають гарячій деформації для додання їй кінцевої форми деталі, причому цьому етапу сприяють зниження границі текучості й підвищення пластичності сталі з ростом температури. Потім після досягнення частково або повністю аустенітної структури за високої температури деталь охолоджують за умов, необхідних для надання їй необхідних механічних властивостей, зокрема, можна витримувати деталь усередині інструмента під час охолодження, причому сам інструмент може охолоджуватися для підвищеного тепловідводу. Для досягнення підвищених механічних властивостей бажано одержати мартенситну, бейнітну або бейнітно-мартенситну мікроструктуру. У зоні 6, з обох сторін від звареного шва, інтерметалічний шар 3 товщиною від 3 до 10 мкм до термообробки сплавляється зі сталевою основою і забезпечує високу корозійну стійкість. Приклад Як приклад показані інші переваги винаходу за допомогою наступних варіантів виконання. При цьому використана холоднокатана сталева стрічка товщиною 1,5 мм такого складу, мас. %: Таблиця 1 Склад сталі (мас. %) С 0,224 Μn 1,160 Si 0,226 S 0,005 Ρ 0,013 На сталеву стрічку нанесли попереднє покриття зануренням у ванну розплавленого алюмінієвого сплаву із вмістом кремнію 9,3 %, заліза 2,8 %, решта - алюміній і неминучі домішки. Потім стрічку розрізали на листи форматом 300 500 мм2. Ці листи мали на кожній зі своїх сторін попереднє AI 0,044 Cr 0,189 Ті 0,041 В 0,0031 покриття у вигляді шару інтерметалічного сплаву зі вмістом переважно Fe2Al3, Fe2Al5 і FexAlySiz. На цьому шарі товщиною 5 мкм, який контактує зі сталевою основою, розташовувався шар зі сплаву Al-Si товщиною 20 мкм. 17 92791 Перед зварюванням лазерним променем застосовували чотири різних способи підготовки: - спосіб I (відповідно до винаходу) : шар зі сплаву Al-Si видаляли поздовжнім зачищенням щіткою на ширині 1,1 мм від крайки листів збоку довжиною 500 мм. Зачищення проводили однаковим способом на обох сторонах пластинчастою щіткою типу «Spirabande» діаметром 80 мм, установленою на обертальній системі з кутовою передачею, при цьому весь комплекс робив поступальний рух по станині із противагами. Зусилля зачищення становило близько 35 Η на ділянці контакту щітки з листовою заготовкою, швидкість переміщення щітки - 10 м/хв. Таким чином, при зачищенні щіткою віддалявся шар із металічного сплаву й у зоні зачищення зберігався тільки шар інтерметалічного сплаву товщиною 5 мкм. Спосіб II (відповідно до винаходу). Шар із металічного сплаву Al-Si видаляли абляцією лазерним променем на ширині 0,9 мм від крайки листів. Абляція проводилася аналогічним способом на обох сторонах лазерним променем типу лазерного затвора з номінальною енергією 450 Вт і з утворенням імпульсів 70 нc. Енергія окремого імпульсу становила 4 2 мДж. Постійна швидкість поступального руху лазерного променя відносно листів становила 20 м/хв. На Фіг.6 показано, як абляцією за допомогою лазерного променя віддаляється шар 4 металічного сплаву при збереженні в оброблюваній зоні тільки інтерметалічного шару 3 товщиною 5 мкм.Спосіб R1 (не відноситься до винаходу). Механічним способом повністю видалили попереднє покриття, тобто шар металічного сплаву й інтерметалічний сплав. Таке видалення проводилося на ширині 1,1 мм, тобто на ширині аналогічній зі способом І, за допомогою інструмента типу швидкорізальної карбідної пластинки при поздовжньому поступальному русі. У такий спосіб наступне зварювання проводилося в зоні, повністю вільній від попереднього покриття з обох сторін від шва. Спосіб R2 (не відноситься до винаходу). Зварювання лазерним променем проводилася на листах із попереднім покриттям без якої-небудь спеціальної підготовки їхньої периферії. 18 Ці листи були зварені лазерним променем за наступних умов: номінальна потужність: 6 кВт, швидкість зварювання: 4 м/хв. Незважаючи на ширину валика звареного шва була встановлена наявність у способі І зони, вільної від металічного сплаву на ділянці шириною близько 0,3 мм після виробництва зварених швів. Зварені листові заготовки піддали термообробці на сплавку й аустенізацію нагріванням до температури 920 °С і витримкою за цієї температури протягом 7 хвилин. За цих умов відбулося повне аустенітне перетворення сталевої основи. Було встановлено, що на цій фазі нагрівання й витримування попереднє покриття на алюмінійкремінній основі утворило по всій своїй товщині інтерметалічне з'єднання в результаті сплавки зі сталевою основою. Це сплавлене покриття з підвищеною точкою плавлення й великою твердістю має високу корозійну стійкість і попереджає окислювання та втрату вуглецю підлягаючої сталевої основи як під час нагрівання, так і після нього. Після фази нагрівання до 920 °С деталі піддалися гарячій деформації й охолодженню. Наступне охолодження між перебуванням в інструментах забезпечило мартенситну структуру. Механічна міцність Rm сталевої основи після такої обробки перевищила 1450 МПа. Потім наступними прийомами оцінювали зварені з'єднання у виготовлених у такий спосіб деталях: - мікрографічні розрізи, які дозволяють визначити можливу наявність інтерметалічних зон у сполучних швах; - механічні випробування розтяганням поперек зварених швів у зразках 12,5 50 мм2, які дозволяють визначити міцність Rm і повне відносне подовження; - випробування на прискорену корозію, проведені у відповідності до стандартів DIN 50021, 50017, 50014. Ці випробування передбачали, після обробки парами солей, цикли, у яких сухі фази при 23 °С чергувалися з вологими фазами при 40 °С. Результати таких оцінок представлені в таблиці 2. Таблиця 2 Оцінки зварених швів після термообробки Спосіб Спосіб І (відповідно до винаходу) Спосіб II (відповідно до винаходу) Спосіб R1 (не відноситься до винаходу) Спосіб R2 (не відноситься до винаходу) 0 – задовільно - незадовільно. Крихкі інтерметалічні Rm, МПа зони у зварених швах відсутні > 1450 МПа відсутні > 1450 МПа відсутні > 1450 МПа присутні 1230 За необхідних умов загартування після термообробки мікроструктура металічної основи й розплавленої зони, що утворилася при зварюванні, була повністю мартенситною для всіх чотирьох наведених вище способів. А, % 4% 4% 4% 1% Корозійна стійкість O O O При використанні способу І відповідно до винаходу розплавлена зона не містила в собі інтерметалічної зони, як показано на Фіг.4. Зате при використанні способу R2 відзначена присутність інтерметалічних зон (Фіг.5), розташо 19 ваних, зокрема, у напрямку до периферії розплавленої зони, у якій елементи попереднього покриття концентруються під дією мимовільних рухів конвекції рідкої ванни, викликаних ефектом Марангони. Такі інтерметалічні зони великого розміру, орієнтація яких може бути істотно перпендикулярною до напрямку механічного навантаження, викликають концентрацію напруження і зародження руйнування. Подовження в поперечному напрямку істотно знижується через наявність таких інтерметалічних зон, при відсутності цих зон подовження перевищує 4 %. Воно стає менш 1 % при їхній наявності. Не відзначено значної різниці між механічними властивостями (міцність і подовження) при використанні способу І відповідно до винаходу й способу R1. Це означає, що тонкий шар інтерметалічного сплаву, який зберігся після зачищення щіткою й розплавлений при зварюванні, не викликає утворення крихких зон у рідкому металі, як показано на Фіг.4. 92791 20 При використанні способу R1 корозійна стійкість знижується; дійсно, сталь повністю оголюється по обидва боки звареного шва в результаті повного видалення попереднього покриття. Через відсутність захисту від корозії відзначається, отже, поява червоної іржі на ділянці зон, які зазнали теплового впливу, по обидва боки від валика звареного шва. Таким чином, спосіб запропонований винаходом дозволяє одночасно одержувати гарну пластичність звареного шва й гарну корозійну стійкість. Залежно від складу сталі, зокрема, вмісту в ній вуглецю, марганцю, хрому й бору, максимальна міцність деталей може бути приведена у відповідність із передбаченим призначенням. Ці деталі ефективно використовуються для виготовлення деталей безпеки, зокрема, деталей проти проникнення усередину або деталей основи, зміцнюючих балок, центральних стійок у конструкції автомобілів. 21 Комп’ютерна верстка Л.Литвиненко 92791 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing welded component with very high mechanical characteristics from coated lamination
Автори англійськоюCanourgues Jean-Francois, Pic Aurelien, Verrier Pascal, Vierstraete Rene, Ehling Wolfram, Thommes Bernd
Назва патенту російськоюСпособ изготовления сварной детали с высокими механическими свойствами из катаного листа с покрытием
Автори російськоюКанург Жан-Франсуа, Пик Орельен, Верье Паскаль, Вьерстрат Рене, Элинг Вольфрам, Томес Бернд
МПК / Мітки
МПК: C23C 2/26, B32B 15/01, B23K 26/00
Мітки: катаного, властивостями, листа, виготовлення, звареної, механічними, покриттям, спосіб, високими, деталі
Код посилання
<a href="https://ua.patents.su/11-92791-sposib-vigotovlennya-zvareno-detali-iz-visokimi-mekhanichnimi-vlastivostyami-z-katanogo-lista-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення звареної деталі із високими механічними властивостями з катаного листа з покриттям</a>
Низьковуглецеві сталі з високими механічними і корозійними властивостями та спосіб їх виготовлення
Номер патенту: 73311
Опубліковано: 15.07.2005
Автор: Томас Гарет
МПК: C21D 1/18, C21D 1/56, C22C 38/18, C22C 38/34
Мітки: спосіб, низьковуглецеві, сталі, корозійними, високими, механічними, виготовлення, властивостями
Формула / Реферат:
1. Спосіб виготовлення високоміцних, корозійностійких, в'язких легованих вуглецевих сталей, який відрізняється тим, що він включає у себеa) утворення складу сталі з заліза, вуглецю і принаймні одного легувального елементу, включаючи вуглець, у пропорціях, вибраних так, щоб одержати згаданий склад сталі, зона мартенситного переходу якого мала б температуру Ms початку мартенситного перетворення принаймні приблизно 350°С, і щоб вибрані...
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Деврок Жак, Лоран Жан-Пьєр
МПК: C23C 22/78, C23F 17/00
Мітки: смуги, застосування, вказаної, сталевої, виготовлення, спосіб, покриттям, деталі
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Фрехсе Йоахім, Бекер Андреас
МПК: B23K 35/362, C23C 20/00
Мітки: алюмінієвого, спосіб, виготовлення, алюмінію, варіанти, отримані, використанням, деталей, з'єднання, суміш, покриттям, деталі, покриття, сплаву
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання
Номер патенту: 80010
Опубліковано: 10.08.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/44, C22C 38/54
Мітки: листа, деталі, придатна, зварювання, конструкційної, сталі, виготовлення, спосіб, деталь
Формула / Реферат:
1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до хімічного складу сталі входять, мас. %:С не менше 0,10 і не більше 0,22 Si не менше 0,50 і не більше 1,50 Аl не більше 0,9Мn не більше 3 Мо + W/2 не більше 1,5 В не менше 0,0005 і не більше 0,010 N не більше 0,025, щонайменше...
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Боскен, Уільям, Е., (молодший), Міллікен, Дейл, К.
МПК: C04B 41/87, C23C 4/06, C23C 4/10, C03B 5/00, C03B 7/00, C04B 41/89, C04B 41/45
Мітки: керамічної, виготовлення, спосіб, покриттям, керамічна, деталі, цим, деталь, способом, виготовлена
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Попередній патент: Сплав на основі золота “платинове золото”
Наступний патент: Апарат транскраніальної електростимуляції
Випадковий патент: Аварійно-рятувальний автомобіль