Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання

Формула / Реферат
1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до хімічного складу сталі входять, мас. %:![]()
С не менше 0,10 і не більше 0,22
Si не менше 0,50 і не більше 1,50
Аl не більше 0,9
Мn не більше 3
Мо + W/2 не більше 1,5
В не менше 0,0005 і не більше 0,010
N не більше 0,025,
щонайменше один елемент, вибраний з групи, до якої входять Ті та Zr з вмістом, меншим або рівним 0,5, при цьому решту складають залізо та домішки, утворені при варінні сталі, при цьому значення вмісту алюмінію, бору, титану, цирконію та азоту, виражені у тисячних частках %, згаданого складу додатково повинні відповідати такому відношенню:
В не менше 1/3 х К+0,5, (1)
при K = Min (I*;J*),
I* = Max =(0; I) та J* = Max (0;J)
I = Min (N; N – 0,29 (Ti + Zr/2-5))
J = Min (N; 0,5 (N – 0,52 Al +![]() ,
,
при цьому вміст кремнію та алюмінію в складі повинен додатково відповідати таким умовам:
якщо С більше 0,145, то Si + Аl менше 0,95,
і структура якої є бейнітною, мартенситною або мартенситно-бейнітною та додатково містить від 3 до 20 об. % залишкового аустеніту.
2. Деталь за п. 1, яка відрізняється тим, що в хімічний склад сталі додатково входять, мас. %:
Ni не більше 5
Сr не більше 4
Сu не більше 1,
при необхідності щонайменше один елемент, вибраний з групи, до якої входять V, Nb, Та, S та Са, з вмістом, меншим за 0,3.
3. Деталь за п. 1 або 2, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню:
1,1 Mn + 0,7 Ni + 0,6 Cr + 1,5(Мо + W/2) не менше 1.
4. Деталь за п. 3, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню:
1,1Мn + 0,7Ni + 0,6Cr + 1,5(Мо + W/2) не менше 2.
5. Деталь за будь-яким з пп. 2, 3, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню:
Cr + 3(Мо + W/2) не менше 1,8.
6. Деталь за п. 5, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню:
Cr + 3(Мо + W/2) не менше 2,0.
7. Спосіб виготовлення деталі із конструкційної сталі, що придатна для зварювання за будь-яким з пп. 1-6, який відрізняється тим, що:
- заготовку деталі аустенізують нагріванням до температури, яка знаходиться в межах від Ас3 до 1000 °С, потім її охолоджують до температури, меншої або рівної 200 °С, таким чином, щоб у серцевині деталі швидкість охолодження від 800 °С до 500 °С перевищувала або була рівною критичній бейнітній швидкості.
8. Спосіб за п. 7, який відрізняється тим, що заготовку деталі аустенізують нагріванням до температури, краще, від Ас3 до 950 °С.
9. Спосіб за п. 7, який відрізняється тим, що при необхідності здійснюють відпускання деталі при температурі, меншій або рівній Ас1.
10. Спосіб за п. 7, який відрізняється тим, що в серцевині згаданої деталі швидкість охолодження між 500 °С і температурою, меншою або рівною 200 °С, знаходиться в межах від 0,07 °С/с до 5 °С/с.
11. Спосіб за п. 9, який відрізняється тим, що здійснюють відпускання при температурі, меншій за 300 °С, протягом менше 10 годин після охолодження до температури, меншої або рівної 200 °С.
12. Спосіб за п. 7 або 11, який відрізняється тим, що після охолодження до температури, меншої або рівної 200 °С, відпускання не проводять.
13. Спосіб виготовлення листа із конструкційної сталі, що придатна для зварювання за будь-яким з пп. 1-6, товщина якого становить від 3 мм до 150 мм, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість охолодження VR у серцевині між 800 °С та 500 °С та склад сталі вибирають таким чином, щоб:
1,1Мn + 0,7Nі + 0,6Сr + 1,5(Мо + W/2) + log VR не менше 5,5.
14. Спосіб за п. 13, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість охолодження VR у серцевині деталі між 800 °С та 500 °С та склад сталі вибирають таким чином, щоб:
1,1 Мn + 0,7 Ni + 0,6 Cr + 1,5(Mo + W/2) + log VR не менше 6.
Текст
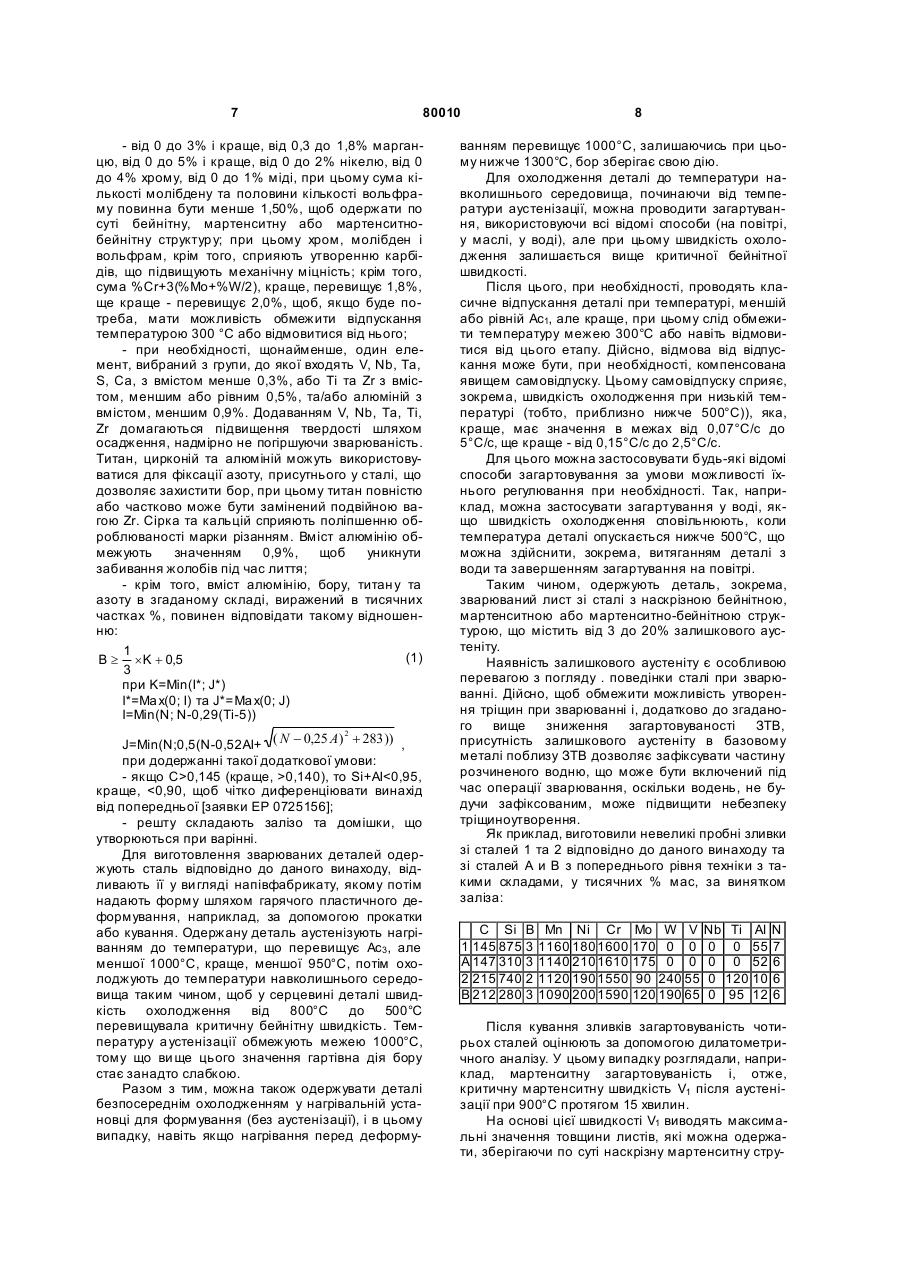
УКРАЇНА (19) UA (11) 80010 (13) C2 (51) МПК (2006) C22C 38/54 C21D 8/02 C22C 38/44 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) ДЕТАЛЬ ТА СПОСІБ ВИГОТОВЛЕННЯ ДЕТАЛІ АБО ЛИСТА ІЗ КОНСТРУКЦІЙНОЇ СТАЛІ, ЩО ПРИДАТНА ДО З ВАРЮВАННЯ J = Min (N; 0,5 (N – 0,52 Al + ( N - 0,25 Al2 + 283)) , (13) 80010 (11) хімічного складу сталі входять, мас. %: С не менше 0,10 і не більше 0,22 Si не менше 0,50 і не більше 1,50 Аl не більше 0,9 Мn не більше 3 Мо + W/2 не більше 1,5 В не менше 0,0005 і не більше 0,010 N не більше 0,025, щонайменше один елемент, вибраний з групи, до якої входять Ті та Zr з вмістом, меншим або рівним 0,5, при цьому решту складають залізо та домішки, утворені при варінні сталі, при цьому значення вмісту алюмінію, бору, титану, цирконію та азоту, виражені у тисячних частках %, згаданого складу додатково повинні відповідати такому відношенню: В не менше 1/3 х К+0,5, (1) при K = Min (I*;J*), I* = Max =(0; I) та J* = Max (0;J) I = Min (N; N – 0,29 (Ti + Zr/2-5)) при цьому вміст кремнію та алюмінію в складі повинен додатково відповідати таким умовам: якщо С більше 0,145, то Si + Аl менше 0,95, і структура якої є бейнітною, мартенситною або мартенситно-бейнітною та додатково містить від 3 до 20 об. % залишкового аустеніту. 2. Деталь за п. 1, яка відрізняє ться тим, що в хімічний склад сталі додатково входять, мас. %: Ni не більше 5 Сr не більше 4 Сu не більше 1, при необхідності щонайменше один елемент, вибраний з групи, до якої входять V, Nb, Та, S та Са, з вмістом, меншим за 0,3. 3. Деталь за п. 1 або 2, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню: 1,1 Mn + 0,7 Ni + 0,6 Cr + 1,5(Мо + W/2) не менше 1. 4. Деталь за п. 3, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню: 1,1Мn + 0,7Ni + 0,6Cr + 1,5(Мо + W/2) не менше 2. 5. Деталь за будь-яким з пп. 2, 3, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню: Cr + 3(Мо + W/2) не менше 1,8. 6. Деталь за п. 5, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому відношенню: Cr + 3(Мо + W/2) не менше 2,0. 7. Спосіб виготовлення деталі із конструкційної сталі, що придатна для зварювання за будь-яким з пп. 1-6, який відрізняється тим, що: - заготовку деталі аустенізують нагріванням до температури, яка знаходиться в межах від Ас3 до 1000 °С, потім її охолоджують до температури, меншої або рівної 200 °С, таким чином, щоб у серцевині деталі швидкість охолодження від 800 °С до 500 °С перевищувала або була рівною критичній бейнітній швидкості. 8. Спосіб за п. 7, який відрізняється тим, що заготовку деталі аустенізують нагріванням до температури, краще, від Ас 3 до 950 °С. UA (21) a200505983 (22) 13.11.2003 (24) 10.08.2007 (86) PCT/FR2003/003361, 13.11.2003 (31) 02 14422 (32) 19.11.2002 (33) FR (46) 10.08.2007, Бюл. № 12, 2007 р. (72) Бегіно Жан , FR, Бріссон Жан-Жорж , FR (73) ЕНДЮСТЕЛЬ КРЬОЗО, FR (56) JP 06017188 A, 25.01.1994 JP 03031443 A, 12.02.1991 JP 04297548 A, 21.10.1992 WO 9622396 A1, 25.07.1996 EP 0725156 A1, 07.08.1996 US 4854976 A, 08.08.1989 US 6159312 A, 12.12.2000 JP 01298116 A, 01.12.1989 JP 11279690 A, 12.10.1999 EP 0974678 A1, 26.01.2000 EP 0974677 A1, 26.01.2000 (57) 1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до C2 2 (19) 1 3 80010 4 9. Спосіб за п. 7, який відрізняється тим, що при необхідності здійснюють відпускання деталі при температурі, меншій або рівній Ас1. 10. Спосіб за п. 7, який відрізняється тим, що в серцевині згаданої деталі швидкість охолодження між 500 °С і температурою, меншою або рівною 200 °С, знаходиться в межах від 0,07 °С/с до 5°С/с. 11. Спосіб за п. 9, який відрізняється тим, що здійснюють відпускання при температурі, меншій за 300 °С, протягом менше 10 годин після охолодження до температури, меншої або рівної 200 °С. 12. Спосіб за п. 7 або 11, який відрізняється тим, що після охолодження до температури, меншої або рівної 200 °С, відпускання не проводять. 13. Спосіб виготовлення листа із конструкційної сталі, що придатна для зварювання за будь-яким з пп. 1-6, товщина якого становить від 3 мм до 150 мм, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість охолодження VR у серцевині між 800 °С та 500 °С та склад сталі вибирають таким чином, щоб: 1,1Мn + 0,7Nі + 0,6Сr + 1,5(Мо + W/2) + log VR не менше 5,5. 14. Спосіб за п. 13, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість охолодження VR у серцевині деталі між 800 °С та 500 °С та склад сталі вибирають таким чином, щоб: 1,1 Мn + 0,7 Ni + 0,6 Cr + 1,5(Mo + W/2) + log VR не менше 6. Даний винахід стосується зварюваних деталей з конструкційної сталі та способу їхнього виготовлення. Конструкційні сталі повинні мати певний набір механічних характеристик, щоб відповідати вимогам застосування, і, зокрема, повинні мати підвищену твердість. Для цього використовують сталі, які мають здатність до загартовування, тобто, у яких можна одержати мартенситну або бейнітну структур у за допомогою досить швидкого та ефективного охолодження. Таким чином, визначають критичну бейнітну швидкість, за межами якої одержують бейнітну, мартенситну або мартенситнобейнітну структур у, залежно від досягнутої швидкості охолодження. Загартовуваність цих сталей залежить від вмісту в них елементів, що підвищують прогартовуваність. Як правило, чим вище кількість таких елементів у сталі, тим нижче критична бейнітна швидкість. Крім механічних характеристик, конструкційні сталі повинні мати гарну зварюваність. Однак, при зварюванні сталевої деталі зона зварювання, називана також зоною термічного впливу або ЗТВ, зазнає впливу надвисокої температури протягом короткого часу, а потім різкого охолодження, що надає цій зоні підвищеної твердості, яка може призвести до утворення тріщин, що обмежує зварюваність сталі. Звичайно зварюваність сталі Ceq =(%С+%Мn/6+(%Сr+(%Мо+%W/2)+%V)/5+%Ni/1 5) У першому наближенні, чим нижче вуглецевий еквівалент сталі, тим вище зварюваність сталі. Тому зрозуміло, що поліпшення загартовуваності, яке досягається за рахунок більш високого вмісту елементів, що підвищують прогартовуваність, погіршує її зварюваність. Для поліпшення загартовуваності цих сталей без погіршення їхньої зварюваності були розроблені марки мікролегованої бором сталі за рахунок того, що, зокрема, дія цього елемента, який підвищує прогартовуваність, знижується при підвищенні температури аустенізації. Таким чином, ЗТВ стає менш прогартовуваною, ніж вона була б у марки сталі з тією ж загартовуваністю без бору, і, таким чином, можна знизити загортооуваність та твердість цієї ЗТВ. Разом з тим, оскільки гартівний ефект бору в незвареній ділянці сталі наближається до насичення при значеннях вмісту від 30 до 50 частин на мільйон, то додаткового поліпшення загартовуваності сталі можна досягти лише шляхом додавання елементів, що підвищують прогартовуваність, ефективність яких не залежить від температури аустенізації, що автоматично погіршує зварюваність цих сталей. Так само, поліпшення зварюваності досягається шляхом зменшення вмісту елементів, які підвищують прогартовуваність, що автоматично приводить до зниження загартовуваності. Задачею даного винаходу є усунення цього недоліку шляхом розробки конструкційної сталі, яка має поліпшену загартовуваність без зниження її зварюваності. У цьому зв'язку першим об'єктом даного винаходу є зварювана деталь з конструкційної сталі, до хімічного складу якої входять, за вагою: 0,10%£С£0,22% 0,50%£Si£1,50% АІ£0,9% 0%£Μn£3% 0%£Ni£5% 0%£Сr£4% 0%2 В іншому кращому варіанті реалізації хімічний склад сталі деталі відповідно до даного винаходу додатково відповідає відношенню: %Сr+3(%Мо+%W/2)>1,8, краще, >2,0. Другим об'єктом даного винаходу є спосіб виготовлення зварюваних деталей зі сталі відповідно до винаходу, який відрізняється тим, що: - деталь аустенізують нагріванням до температури, що знаходиться в межах від Ас 3 до 1000°С, краще, від Ас3 до 950°С, потім її охолоджують до температури, меншої або рівної 200°С таким чином, щоб у серцевині деталі швидкість охолодження від 800°С до 500°С перевищувала або дорівнювала критичній бейнітній швидкості; - при необхідності, здійснюють відпускання при температурі, меншій або рівній Ас1. Приблизно між 500°С та температурою навколишнього середовища, зокрема, між 500°С та температурою, меншою або рівною 200°С, швидкість охолодження можна, при необхідності, уповільнити, зокрема, щоб сприяти явищу самовідпуску та утриманню залишкового аустеніту в межах від 3% до 20%. Краще, швидкість охолодження між 500°С та температурою, меншою або рівною 200°С, у цьому випадку буде становити від 0,7°С/с до 5°С/с, краще - від 0,15°С/с до 2,5°С/с. У кращому варіанті реалізації відпускання здійснюють при температурі, меншій 300°С, протягом часу менше 10 годин після охолодження до температури, меншій або рівній 200°С. В іншому кращому варіанті реалізації спосіб відповідно до даного винаходу не включає відпускання після охолодження деталі до температури, меншій або рівній 200°С. Ще в одному кращому варіанті реалізації деталь, виготовлена способом відповідно до даного винаходу, є листом товщиною від 3 до 150мм. Третім об'єктом даного винаходу є спосіб виготовлення зварюваного листа зі сталі відповідно до даного винаходу, товщина якого становить від 3мм до 150мм, який відрізняється тим, що здійснюють загартування згаданого листа, при цьому швидкість охолодження VR у серцевині листа між 800°С та 500°С, виражену в оС/годину, і склад сталі вибирають таким чином, щоб: 2 6 1,1%Mn+0,7%Ni+0,6%Cr+1,5(%Мо+%W/2)+log VR³5,5, краще, >6, при цьому log є десятковим логарифмом. Даний винахід оснований на новому висновку про те, що додавання кремнію у ви щевказаних кількостях дозволяє підвищити гартівну дію бору від 30% до 50%. Такий синергічний ефект проявляється без збільшення кількості бору, що додається, тоді як кремній не забезпечує істотної гартівної дії при відсутності бор у. С іншого боку, додавання кремнію не заважає здатності бору знижувати, а потім припиняти свою гартівну дію при зростаючих температурах а устенізації, як це відбувається в ЗТВ. Таким чином, використання кремнію в присутності бору дозволяє ще більше підвищити загартовуваність деталі, не погіршуючи її зварюваності. Крім того, було також виявлено, що, завдяки поліпшенню загартовуваності цих марок сталі та додаванню мінімальної кількості карбідотвірних елементів, якими, зокрема, є хром, молібден і вольфрам, можна одержувати ці сталі, здійснюючи лише відпускання при низькій температурі або навіть відмовившись від нього. Дійсно, поліпшення загартовуваності дозволяє охолоджувати деталі більш повільно, забезпечуючи при цьому в основному бейнітну, мартенситну або мартенситно-бейнітну структур у. Таке більш повільне охолодження в поєднанні з достатнім вмістом карбідотвірних елементів забезпечує осадження дрібних карбідів хрому, молібдену та/або вольфраму за рахунок явища, називаного самовідпуском. Цьому явищу самовідпуску, крім того, сприяє уповільнення швидкості охолодження при температурі нижче 500°С. Це повільнення сприяє також одержанню аустеніту, краще, в кількості від 3% до 20%. Тому процес виготовлення стає простішим при одночасному поліпшенні механічних характеристик сталі, яка не зазнає значного розм'якшення, що має місце під час відпускання при високій температурі, яке звичайно здійснюють в існуючій практиці. Разом з тим, залишається можливість здійснювати таке відпускання при звичайних температурах, тобто, менших або рівних Ас 1. Далі йде більш детальний опис винаходу, що не носить обмежувального характеру. Сталь деталі відповідно до даного винаходу містить, за вагою: - більше 0,10% вуглецю, щоб одержати відмінні механічні характеристики, але менше 0,22%, щоб забезпечити гарну зварюваність, гарну оброблюваність різанням і гнуттям та мати достатню міцність; - більше 0,50, краще, більше 0,75, і ще краще більше 0,85% мас. кремнію, щоб забезпечити синергію з бором, але менше 1,5% мас, щоб не окрихчувати сталь; - більше 0,0005, краще, більше 0,01% бору, щоб скорегувати загартовуваність, але менше 0,010% мас, щоб уникнути занадто високого вмісту нітридів бору, які негативно впливають на механічні характеристики сталі; - менше 0,025, краще, менше 0,015% азоту, при цьому одержаний вміст залежить від способу виплавки сталі; 7 80010 - від 0 до 3% і краще, від 0,3 до 1,8% марганцю, від 0 до 5% і краще, від 0 до 2% нікелю, від 0 до 4% хрому, від 0 до 1% міді, при цьому сума кількості молібдену та половини кількості вольфраму повинна бути менше 1,50%, щоб одержати по суті бейнітну, мартенситну або мартенситнобейнітну структур у; при цьому хром, молібден і вольфрам, крім того, сприяють утворенню карбідів, що підвищують механічну міцність; крім того, сума %Сr+3(%Мо+%W/2), краще, перевищує 1,8%, ще краще - перевищує 2,0%, щоб, якщо буде потреба, мати можливість обмежити відпускання температурою 300 °С або відмовитися від нього; - при необхідності, щонайменше, один елемент, вибраний з групи, до якої входять V, Nb, Та, S, Са, з вмістом менше 0,3%, або Ті та Zr з вмістом, меншим або рівним 0,5%, та/або алюміній з вмістом, меншим 0,9%. Додаванням V, Nb, Та, Ті, Zr домагаються підвищення твердості шляхом осадження, надмірно не погіршуючи зварюваність. Титан, цирконій та алюміній можуть використовуватися для фіксації азоту, присутнього у сталі, що дозволяє захистити бор, при цьому титан повністю або частково може бути замінений подвійною вагою Zr. Сірка та кальцій сприяють поліпшенню оброблюваності марки різанням. Вміст алюмінію обмежують значенням 0,9%, щоб уникнути забивання жолобів під час лиття; - крім того, вміст алюмінію, бору, титан у та азоту в згаданому складі, виражений в тисячних частках %, повинен відповідати такому відношенню: 1 (1) B ³ ´ K + 0,5 3 при K=Міn(I*; J*) I*=Ma x(0; І) та J*=Ma x(0; J) I=Min(Ν; Ν-0,29(Ti-5)) 2 J=Min(N;0,5(N-0,52AI+ ( N - 0,25 A) + 283 )) , при додержанні такої додаткової умови: - якщо С>0,145 (краще, >0,140), то Si+ΑΙ
ДивитисяДодаткова інформація
Назва патенту англійськоюDetail or method for producing of detail or plate from the constructional steel, suitable for welding
Автори англійськоюBeguinot Jean, Brisson Jean-Georges
Назва патенту російськоюДеталь и способ изготовления детали или листа из конструкционной стали, пригодная для сваривания
Автори російськоюБегино Жан, Бриссон Жан-Жорж
МПК / Мітки
МПК: C21D 8/02, C22C 38/44, C22C 38/54
Мітки: виготовлення, деталь, конструкційної, листа, зварювання, спосіб, придатна, деталі, сталі
Код посилання
<a href="https://ua.patents.su/5-80010-detal-ta-sposib-vigotovlennya-detali-abo-lista-iz-konstrukcijjno-stali-shho-pridatna-do-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання</a>
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Боскен, Уільям, Е., (молодший), Міллікен, Дейл, К.
МПК: C23C 4/06, C04B 41/89, C03B 5/00, C23C 4/10, C04B 41/45, C03B 7/00, C04B 41/87
Мітки: покриттям, цим, деталь, керамічна, виготовлена, деталі, виготовлення, способом, спосіб, керамічної
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Бангару Нарасімха-Рао В., Ку Джаянг, Воун Глен А.
МПК: C21D 8/00
Мітки: тріщин, спосіб, сталі, опору, виготовлення, підвищення, розповсюдження, лист, листі, листа
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Гогаєв Казбек Олександрович, Бондар Володимир Григорович, Сорокін Юрій Володимирович, Штакун Володимир Анатолійович, Ульшин Віктор Іванович
МПК: B22F 3/20, B23P 15/28, B21K 5/00, B22F 7/06
Мітки: інструменту, виготовлення, швидкорізальної, конструкційної, спосіб, біметалевого, різального, сталі
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення термоструктурної монолітної композитної деталі з подвійною стінкою та одержана деталь
Номер патенту: 74263
Опубліковано: 15.11.2005
Автори: Буше Марк, Каюзак Жорж, Сальмон Тьєррі, Фалампен Франсуа
МПК: B29C 70/10, B32B 7/08, B29C 70/04
Мітки: виготовлення, спосіб, стінкою, подвійною, композитної, одержана, монолітної, деталь, деталі, термоструктурної
Формула / Реферат:
1. Спосіб виготовлення термоструктурної монолітної композитної волокнисто-матричної деталі (20), що містить два поверхневих шари з композитного матеріалу (21, 22), віддалених один від одного і зв'язаних один з одним множиною ниткоподібних перемичок з композитного матеріалу (23), при цьому:а) формують м'яку структуру-сендвіч (4), що містить м'яке проміжне осердя (1), виконане з матеріалу, що легко проколюється голкою і є проникним для...
Інструментальна сталь високої міцності, спосіб виготовлення деталей з такої сталі та готові деталі
Номер патенту: 74258
Опубліковано: 15.11.2005
Автори: Віаль Домінік, Бегіно Жан
МПК: C22C 38/60, C22C 38/50, C22C 38/44, C22C 38/42, C22C 38/46
Мітки: високої, готові, спосіб, сталі, деталі, деталей, такої, сталь, інструментальна, виготовлення, міцності
Формула / Реферат:
1. Інструментальна сталь, в якій кількісний вміст компонентів, мас. %:C більше чи дорівнює 0,8 та менше чи дорівнює 1,5Cr більше чи дорівнює 5,0 та менше чи дорівнює 14Мn більше чи дорівнює 0,2 та менше чи дорівнює 3Ni менше чи дорівнює 5V менше чи дорівнює 1Nb менше чи дорівнює 0,1Si + Al менше чи дорівнює 2Cu менше чи дорівнює 1S менше чи дорівнює 0,3Ca менше чи дорівнює...
Попередній патент: Процес виготовлення високоміцної, високопластичної легованої вуглецевої сталі
Наступний патент: Спосіб транспортування і очистки коренебульбоплодів та пристрій для його здійснення
Випадковий патент: Спосіб визначення концентрації окремих класів імуноглобулінів у біологічних рідинах