Пристрій для шліфування безперервно-литого виробу
Формула / Реферат
1. Пристрій для шліфування безперервно-литого виробу (1), зокрема плоскої заготовки, причому безперервно-литий виріб (1) в поперечному перерізі має прямокутний контур з двома протилежними довгими сторонами (2, 3) і двома протилежними короткими сторонами (4, 5), причому пристрій має шліфувальний пристрій (10) щонайменше з одним шліфувальним інструментом (7) для шліфування щонайменше однієї довгої сторони (2, 3) безперервно-литого виробу (1) причому шліфувальний пристрій (10) містить кронштейн (11), встановлений на поворотній осі (12) на несучому елементі (13) шліфувального пристрою (10) з можливістю повороту, причому шліфувальний елемент (7) встановлений в місці кронштейна (11), віддаленому від поворотної осі (12), при цьому для повороту кронштейна (11) відносно несучого елемента (13) між несучим елементом (13) і кронштейном (11) з можливістю дії встановлений виконавчий орган (14), який відрізняється тим, що виконавчий орган складається з двох часткових виконавчих органів (14', 14"), з'єднаних послідовно при цьому один з часткових виконавчих органів (14') виконаний у вигляді елемента, керованого або регульованого відносно шляху (s) свого переміщення і/або перестановочного зусилля, а інший частковий виконавчий орган (14") виконаний у вигляді елемента, що позиціонується тільки в двох крайніх положеннях, при цьому вказаний інший частковий виконавчий орган (14") виконаний з можливістю приймати перше положення для здійснення шліфування довгої сторони (2) безперевно-литого виробу (1) при засунутому поршні, і друге положення для здійснення шліфування короткої сторони (4) безперервно-литого виробу (1) при висунутому поршні.
2. Пристрій за п. 1, який відрізняється тим, що щонайменше один з часткових виконавчих органів (14', 14"), переважно, обидва часткові виконавчі органи (14', 14") виконані у вигляді гідравлічних або пневматичних систем поршень-циліндр.
3. Пристрій за п. 1 або 2, який відрізняється тим, що шліфувальний інструмент (7) встановлений на кінці кронштейна (11), віддаленому від поворотної осі (12).
4. Пристрій за одним з пп. 1-3, який відрізняється тим, що виконавчий орган (14) впливає на кронштейн (11) поблизу шліфувального інструмента (7).
5. Пристрій за одним з пп. 1-4, який відрізняється тим, що шліфувальний інструмент (7) на частині своєї окружності закритий захисним кожухом (15), причому захисний кожух (15) встановлений з можливістю обертання навколо осі (16) обертання, паралельної осі (17) обертання шліфувального інструмента (7).
6. Пристрій за п. 5, який відрізняється тим, що між обводовою точкою захисного кожуха (15) і кронштейном з можливістю дії встановлений виконавчий орган (18).
7. Пристрій за п. 6, який відрізняється тим, що виконавчий орган (18) виконаний у вигляді гідравлічної або пневматичної системи поршень-циліндр.
8. Пристрій за одним з пп. 5-7, який відрізняється тим, що захисний кожух (15) встановлений на поворотному важелі (19), причому поворотний важіль (19) встановлений в кронштейні (11) з можливістю повороту навколо поворотної осі (20), паралельної осі (17) обертання шліфувального інструмента (7) і віддаленої від неї.
9. Пристрій за п. 8, який відрізняється тим, що між поворотним важелем (19) і кронштейном (11) встановлений з можливістю дії виконавчий орган для повороту поворотного важеля (19) відносно кронштейна (11).
Текст
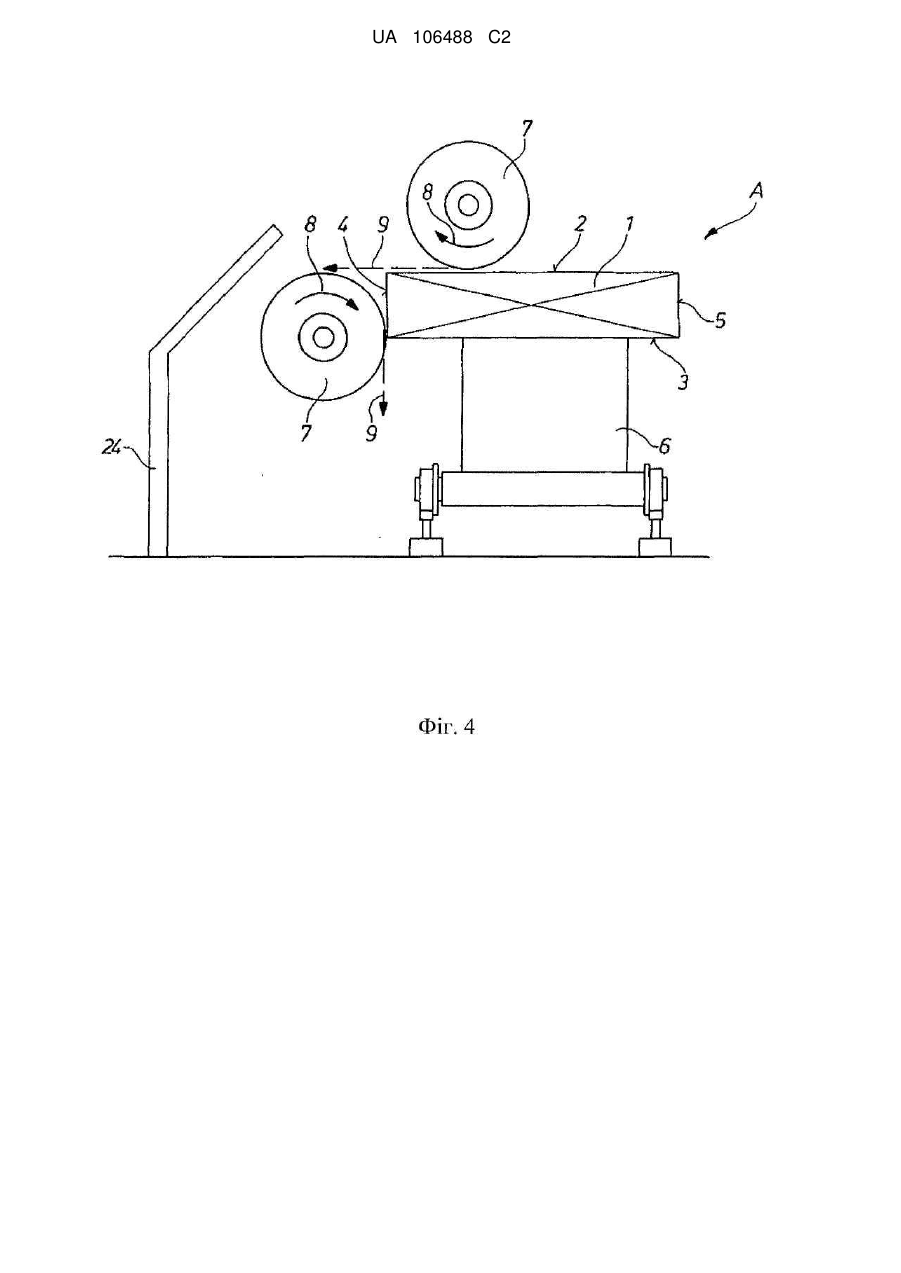
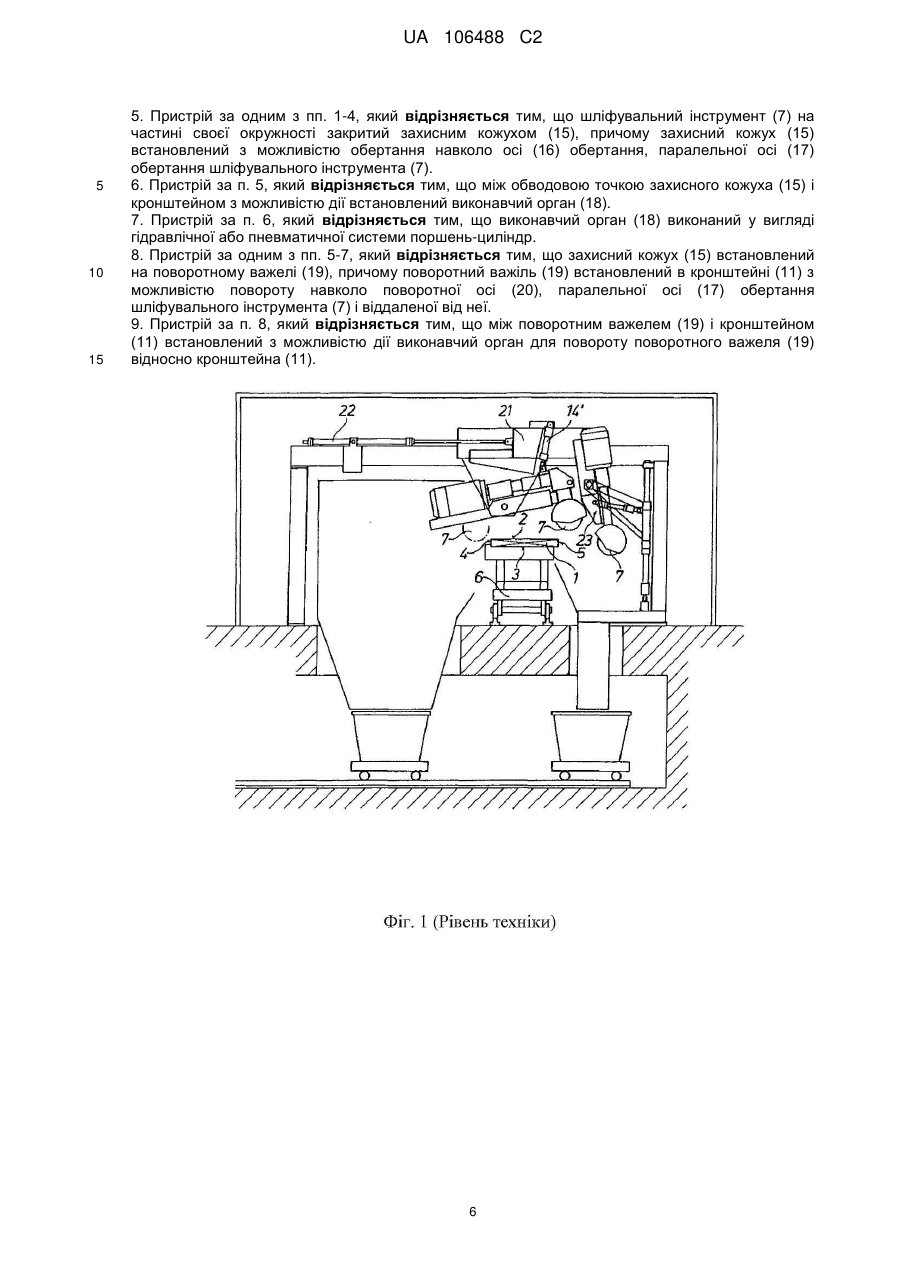
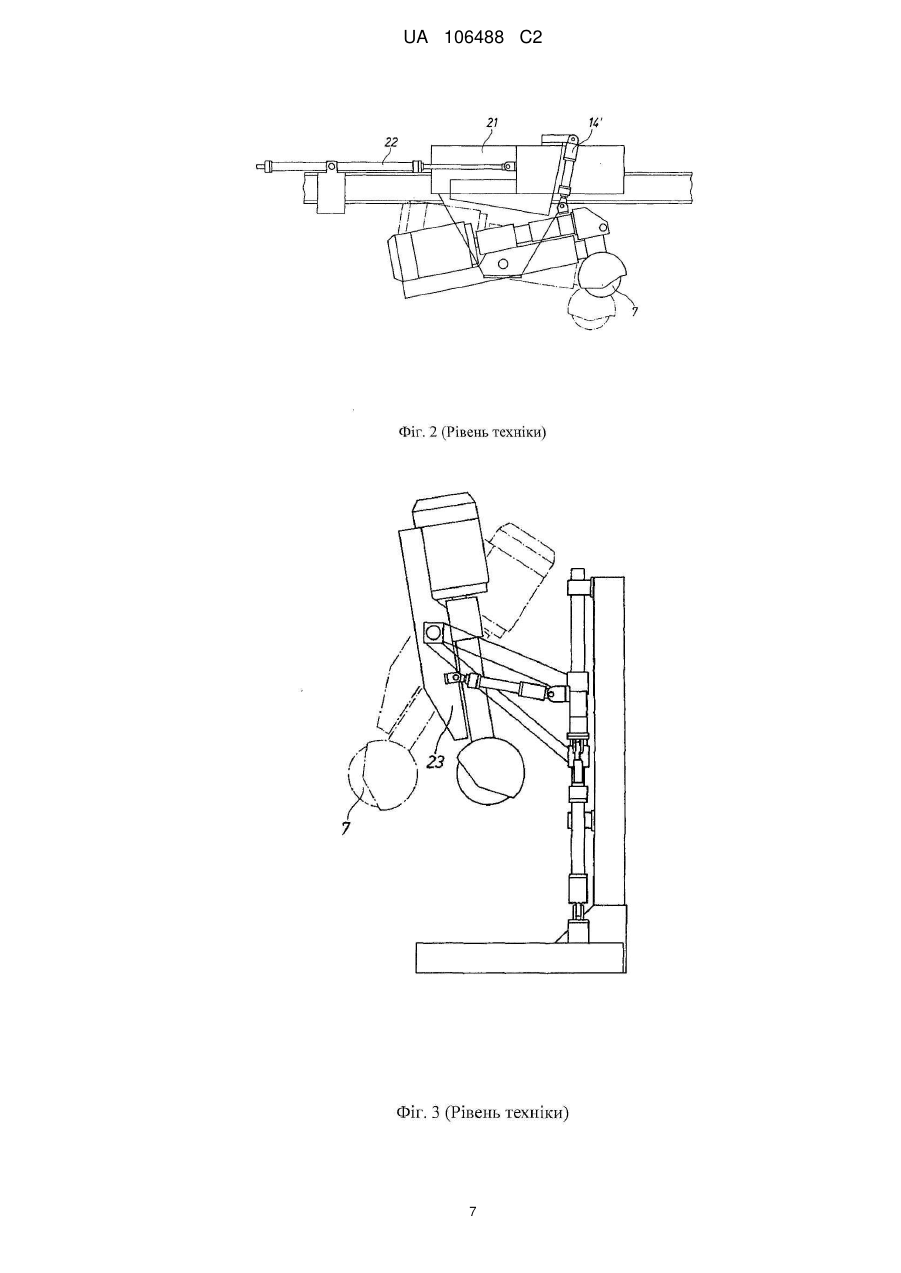
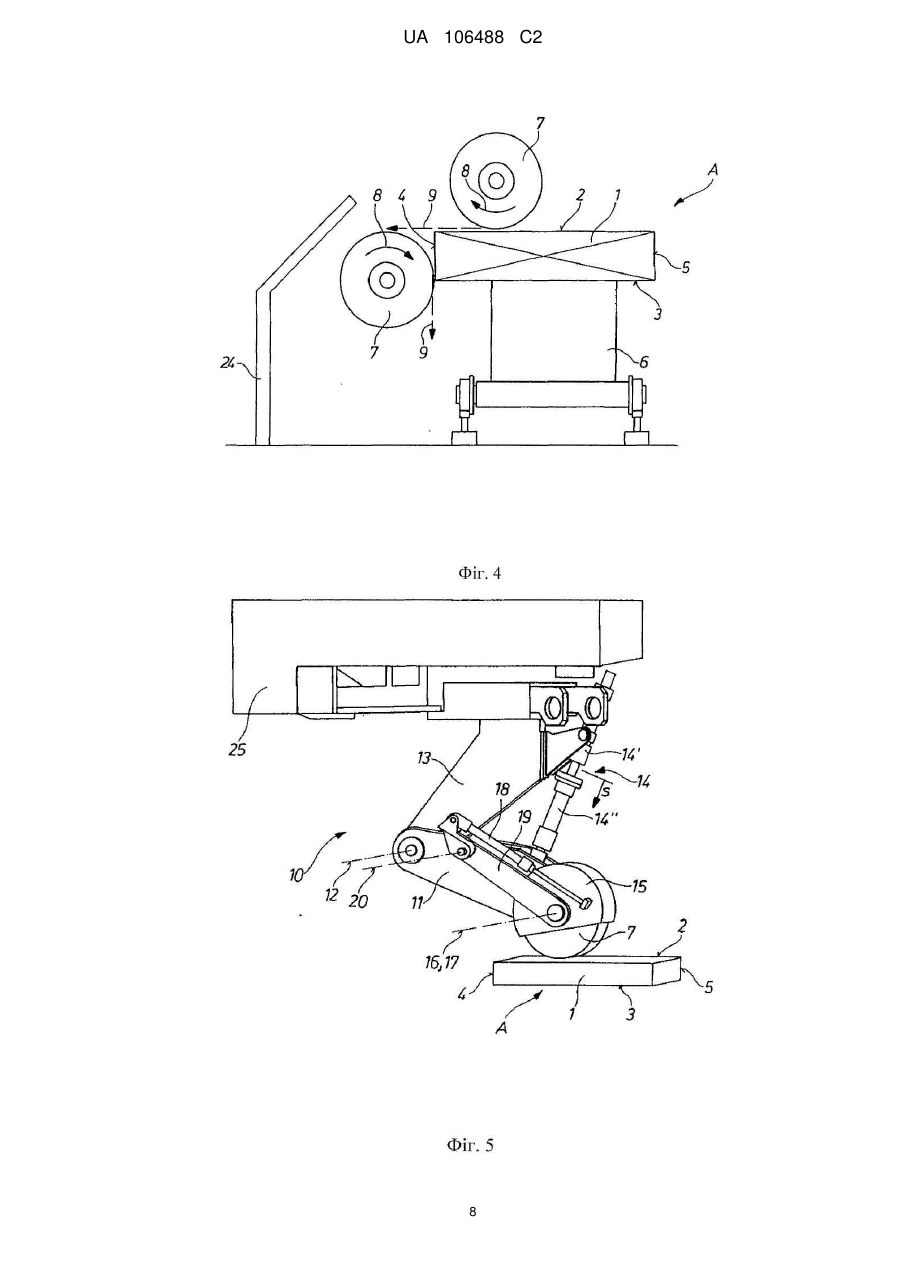
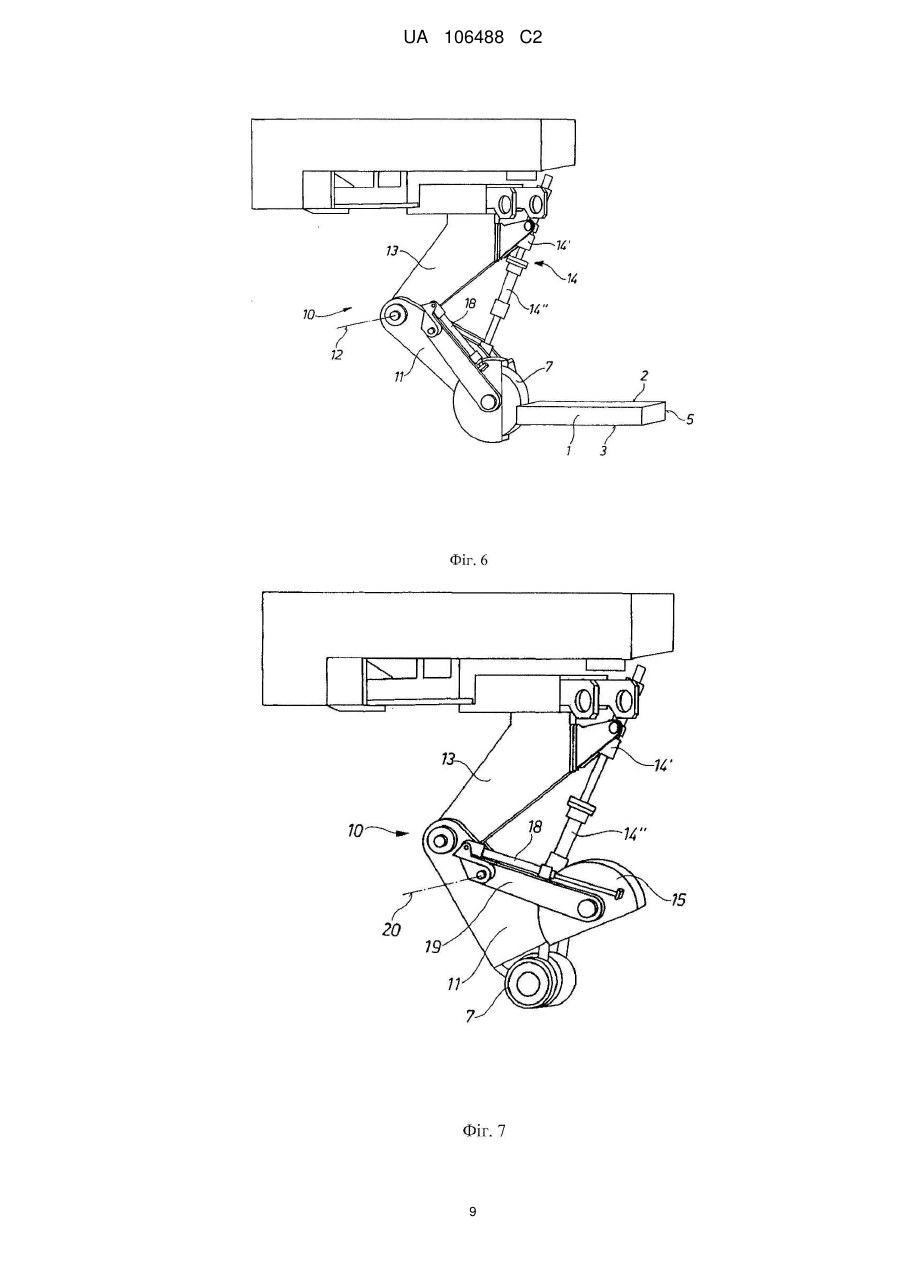
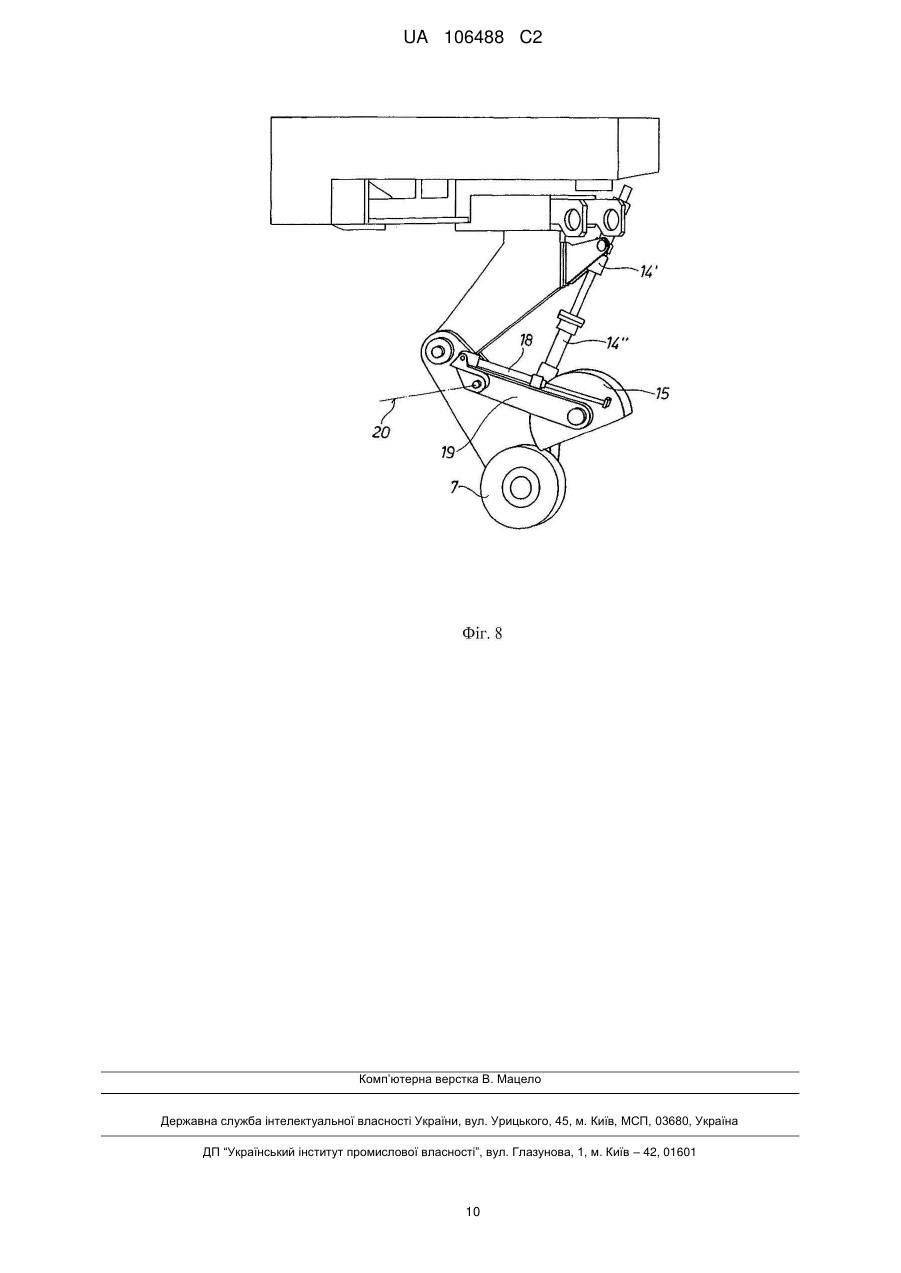
Реферат: Винахід належить до способу шліфування безперервно-литого виробу (1), зокрема плоскої заготовки, причому безперервно-литий виріб (1) в поперечному перерізі має прямокутний контур з двома протилежними довгими сторонами (2, 3) і двома протилежними короткими сторонами (4, 5), в якому одну (2) з довгих сторін безперервно-литого виробу (1) в положенні (А) обробки, в якому безперервно-литий виріб (1) однією (3) із своїх довгих сторін розташований на шліфувальному столі (6), піддають поверхневій обробці за допомогою шліфувального інструмента (7). Щоб простим і швидким способом досягти вищої якості при обробці безперервно-литого виробу і при цьому простим способом зуміти уловити шліфувальну стружку, винахід передбачає, що до або після шліфування довгої сторони (2) безперервнолитого виробу (1) в положенні (А) обробки щонайменше одну з коротких сторін (4, 5) піддають поверхневій обробці за допомогою вказаного щонайменше одного шліфувального інструмента (7). Крім того, винахід належить до пристрою для шліфування безперервно-литого виробу (1). UA 106488 C2 (12) UA 106488 C2 UA 106488 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способу шліфування безперервно-литого виробу, зокрема, плоскої заготовки, причому безперервно-литий виріб в поперечному перерізі має прямокутний контур з двома протилежними довгими сторонами і двома протилежними короткими сторонами, в якому одну з довгих сторін безперервно-литого виробу в положенні обробки, в якому безперервнолитий виріб однією із своїх довгих сторін розташований на шліфувальному столі, піддають поверхневій обробці за допомогою шліфувального інструмента. Крім того, винахід належить до пристрою для шліфування безперервно-литого виробу. Безперервно-литі вироби, зокрема, плоскі заготовки, при подальшій обробці заготовки для досягнення задовільної якості після безперервного розливання переважно піддають поверхневій обробці шляхом шліфування. При шліфуванні безперервно-литих виробів виріб в результаті реверсування шліфувального пристрою (агрегату) звичайно здійснює зворотнопоступальний рух в подовжньому напрямку. У кінці кожного реверса шліфувальний пристрій періодично переміщається в поперечному напрямку, доки не буде відшліфована вся поверхня заготовки. Під час шліфування заготовка встановлюється на шліфувальному столі своєю довгою або короткою стороною. Раніше відомий подібний пристрій для шліфування плоских заготовок зображений на фіг. 13. Він аналогічний тим, які описані в документі ЕР 0053274 А1. У пристрої на фіг. 1 здійснюється шліфування заготовки 1 з посиленою подачею (HighPressure). Пристрій включає шліфувальний стіл 6, а також шліфувальний пристрій 21 у вигляді основного агрегату з привідним двигуном і шліфувальним кругом 7. Плоска заготовка 1 відомим чином має дві довгі (широкі) сторони 2 і 3 і дві короткі (вузькі) сторони 4 і 5. Вона розташована на шліфувальному столі 6 однією із своїх довгих сторін 3. При шліфуванні верхньої сторони заготовки шліфувальний стіл 6 при реверсуванні переміщується під шліфувальним пристроєм 21 в напрямку, перпендикулярному площині креслення. При цьому шліфувальний круг 7 за допомогою шліфувального напірного циліндра 14' притискається до верхньої сторони плоскої заготовки 1. Таким чином, плоска заготовка 1 за допомогою шліфувального стола 6 здійснює зворотно-поступальний рух відносно шліфувального пристрою 21 в подовжньому напрямку. При кожному реверсі шліфувальний пристрій 21 за допомогою подавального циліндра 22 періодично подається в поперечному напрямку, доки верхня сторона заготовки не буде відшліфована повністю. При цьому залежно від вимог до якості нарівні з довгими сторонами 2, 3 плоскої заготовки необхідно шліфувати також короткі сторони 4, 5 плоскої заготовки. Тому, крім того, нарівні з шліфувальним пристроєм 21, основним агрегатом, для шліфування довгої сторони 2, 3 плоскої заготовки 1 є ще другий шліфувальний пристрій 23 у вигляді допоміжного агрегату, призначеного для шліфування коротких сторін 4, 5 плоскої заготовки 1. Тут також є шліфувальний круг 7. Після того як довга сторона 2 плоскої заготовки, розташована зверху, відшліфована за допомогою основного агрегату 21, за допомогою допоміжного агрегату 23 шліфується коротка сторона 5 плоскої заготовки 1. На фіг. 2 і 3 зображені основний 21 і допоміжний агрегат 23, причому переміщення шліфувального круга 7 при шліфуванні, тобто відповідна подача за допомогою агрегатів 21, 23, показана остільки, оскільки шліфувальний круг разом з шліфувальним шпинделем показаний, відповідно, в двох різних положеннях. Витрати, пов'язані з додатковим установленням допоміжного агрегату, відносно високі. Крім того, проблема полягає в тому, що якщо розлітання стружки не оптимізується, то на пристрої може відбутися налипання значної кількості шліфувальної стружки. Тому при всіх раніше відомих вирішеннях необхідні відносно великі витрати на обслуговування. Тому в основу винаходу поставлена задача створення способу і відповідного пристрою, за допомогою яких можна гарантувати високу якість виготовлення при обробці безперервно-литого виробу, причому, однак, потрібно відмовитися від великих витрат, що витікають у випадку вищезазначеного рівня техніки з оснащення основним і допоміжним шліфувальними агрегатами. Крім того, потрібно домагатися того, щоб шліфування безперервно-литого виробу могло здійснюватися ефективним і швидким способом, так щоб шліфування могло проводитися економічно. Крім того, прагнуть до створення такого способу і такого пристрою, щоб усунення шліфувальної стружки здійснювалося кращим чином. Тим самим повинно бути, зокрема, скорочено налипання стружки на пристрій. Вирішення цієї задачі за допомогою винаходу відрізняється тим, що до або після шліфування довгої сторони безперервно-литого виробу в положенні обробки щонайменше одну 1 UA 106488 C2 5 10 15 20 25 30 35 40 45 50 55 з коротких сторін піддають поверхневій обробці за допомогою щонайменше одного шліфувального інструмента. Нарівні з довгою стороною в положенні обробки поверхневій обробці в прогресивному процесі шліфування піддають, переважно, одну єдину коротку сторону. При цьому напрямок обертання шліфувального інструмента при поверхневій обробці довгої і короткої сторін, особливо переважно, витримують однаковим. Це сприяє видаленню стружки. А саме, напрямок обертання шліфувального інструмента при поверхневій обробці довгої і короткої сторін, переважно, вибирають таким, що розлітання стружки при поверхневій обробці спрямоване горизонтально в сторону або вертикально вниз. Довга сторона безперервно-литого виробу переважно вдвічі довша короткої сторони безперервно-литого виробу, а у плоских заготовок - довша в декілька разів. Пристрій для шліфування безперервно-литого виробу має шліфувальний пристрій щонайменше з одним шліфувальним інструментом для шліфування щонайменше однієї довгої сторони безперервно-литого виробу, причому шліфувальний пристрій містить кронштейн, встановлений на поворотній осі на несучому елементі шліфувального пристрою з можливістю повороту, причому шліфувальний інструмент встановлений в місці кронштейна, віддаленому від поворотної осі, і причому для повороту кронштейна відносно несучого елемента між несучим елементом і кронштейном з можливістю дії встановлений виконавчий орган. При цьому винахід передбачає, що виконавчий орган складається з двох часткових виконавчих органів, з'єднаних послідовно. При цьому один з часткових виконавчих органів виконаний у вигляді елемента, керованого або регульованого відносно шляху свого переміщення і/або перестановочного зусилля, причому інший частковий виконавчий орган виконаний у вигляді елемента, що позиціонується тільки в двох крайніх положеннях. Щонайменше один з часткових виконавчих органів, переважно, обидва часткових виконавчих елементи, переважно, виконані у вигляді гідравлічних або пневматичних систем поршень-циліндр. Шліфувальний інструмент, переважно, встановлений на кінці кронштейна, віддаленому від поворотної осі. Виконавчий орган переважним чином впливає на кронштейн поблизу шліфувального інструмента. Шліфувальний інструмент на частині своєї окружності може бути закритий захисним кожухом, причому захисний кожух з можливістю обертання встановлений на осі обертання, паралельній осі обертання шліфувального інструмента. Між обводовою точкою захисного кожуха і кронштейном з можливістю дії може бути встановлений виконавчий орган. Цей виконавчий орган, переважно, виконаний у вигляді пневматичної або гідравлічної системи поршень-циліндр. Захисний кожух може бути встановлений на поворотному важелі, причому поворотний важіль розташований в кронштейні і може повертатися навколо поворотної осі, паралельної осі обертання абразивного елемента і віддаленої від неї. При цьому може бути передбачено, що між поворотним важелем і кронштейном встановлений з можливістю дії виконавчий орган для повороту поворотного важеля відносно кронштейна, що спрощує заміну шліфувального круга. Завдяки пропозиції згідно з винаходом може бути досягнута висока якість заготовки, причому, проте, можна відмовитися від допоміжного агрегату для шліфування короткої сторони. Таким чином, шліфувальний пристрій, передбачений в запропонованому вирішенні як єдиний, модифікований таким чином, щоб він був придатний також для шліфування короткої сторони безперервно-литого виробу. При цьому необхідно потурбуватися про те, щоб довжина ходу шліфувального напірного циліндра була значно більшою, ніж в раніше відомому вирішенні, оскільки шліфувальний круг, зумовлений радіусом зношеного шліфувального круга і товщиною заготовки, для повного шліфування короткої (вузької) сторони повинен встановлюватися, відповідно, нижче. Правда, чисте збільшення довжини ходу в єдиній системі поршень-циліндр, зумовлене стовпом масла, що підіймається при цьому в циліндрі, здійснило б дуже сильний негативний вплив на регулювальну характеристику шліфувального агрегату. У результаті не було б більше забезпечене надійне шліфування. Для розв'язання цієї проблеми в пристрої згідно з винаходом передбачені два послідовно з'єднані часткові виконавчі органи, з яких тільки один служить для регулювання притискного зусилля; інший є чисто встановлювальним виконавчим органом, який повинен приймати тільки два крайні положення. Крім того, захисний кожух шліфувального круга відповідно модифікувався з тим, щоб при шліфуванні короткої сторони не зачіпати довгу сторону. 2 UA 106488 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, завдяки запропонованому пристрою і принципу дії існує можливість ефективного і швидкого, а також прецизійного шліфування як довгої, так і короткої сторін. Тим самим від окремого допоміжного агрегату можна відмовитися без погіршення якості. Для шліфування плоскої заготовки остання горизонтально розташовується на столі шліфувального станка довгою (широкою) стороною. Спочатку звичайним чином шліфується довга сторона. Потім (або до того) з боків шліфується коротка (вузька) сторона. Переважно, щоб напрямок розлітання стружки не змінювався, якщо напрямок обертання шліфувального круга зберігається і повинен встановлюватися тільки один стружковловлювач. Стружковловлювач повинен пройти лише до шліфувального стола. Напрямок обертання шліфувального круга при обробці не змінюється. На кресленнях з плоскою заготовкою як безперервно-литий виріб зображені приклади виконання винаходу, на яких фіг. 1 зображує пристрій для шліфування безперервно-литого виробу у вигляді плоскої заготовки згідно з рівнем техніки; фіг. 2 - основний шліфувальний агрегат пристрою на фіг. 1; фіг. 3 - допоміжний шліфувальний агрегат пристрою на фіг. 1; фіг. 4 - схематично шліфування безперервно-литого виробу за способом шліфування згідно з винаходом; фіг. 5 - шліфувальний пристрій згідно з винаходом в перспективі під час шліфування верхньої довгої сторони плоскої заготовки; фіг. 6 - пристрій на фіг. 5 під час шліфування короткої сторони плоскої заготовки; фіг. 7 - пристрій на фіг. 5 із зношеним шліфувальним кругом безпосередньо перед заміною шліфувального круга; і фіг. 8 - пристрій на фіг. 7 з новим встановленим шліфувальним кругом. На фіг. 4 схематично зображений пристрій для шліфування плоскої заготовки 1, що працює згідно з винаходом. Плоска заготовка 1 має прямокутний поперечний переріз, який видно на фіг. 4; плоска заготовка 1 проходить своєю подовжньою віссю в напрямку, перпендикулярному площині креслення. Згідно з цим плоска заготовка 1 має дві довгі (широкі) сторони 2 і 3 і дві короткі (вузькі) сторони 4 і 5. Плоска заготовка 1 своєю довгою стороною 3, розташованою знизу, розташована на шліфувальному столі 6. Це положення обробки плоскої заготовки 1 позначено через А. Під час процесу згідно з винаходом плоска заготовка 1 залишається в положенні А обробки. Після проведення процесу плоска заготовка повертається навколо подовжньої осі на 180°, і процес повторюється. Тут для виготовлення з плоскої заготовки, зрештою, продукту задовільної якості поверхня плоскої заготовки обробляється за допомогою шліфування. Для цього передбачений шліфувальний пристрій, від якого на фіг. 4 показано тільки шліфувальний круг 7. Стрілка 8 показує напрямок обертання шліфувального інструмента (шліфувального круга) 7 при його експлуатації. Спочатку шліфувальний круг 7 для шліфування довгої сторони 2, розташованої зверху, відомим чином подається в горизонтальному напрямку упоперек подовжньої осі плоскої заготовки. Істотно, щоб після (або при відомих умовах і до) шліфування довгої сторони 2 плоскої заготовки 1 в положенні А обробки тим же шліфувальним кругом в ході робочого процесу 7, що безперервно продовжується, піддавалася поверхневій обробці одна з коротких сторін 4. Шліфування виконується самим по собі відомим чином, тобто, шліфувальний стіл 6 здійснює зворотно-поступальний рух в напрямку подовжньої осі плоскої заготовки 1 (тобто в напрямку, перпендикулярному площині креслення), в той час як шліфувальний круг 7 з кожним ходом шліфувального стола 6 просувається на деяку відстань в напрямку, поперечному ширині плоскої заготовки 1. Напрямок 8 обертання шліфувального круга 7 сприяє тому, щоб шліфувальна стружка на поверхні плоскої заготовки при шліфуванні довгої сторони 3 спрямовувалася горизонтально (ліворуч), що показано напрямком 9 розлітання стружки. При шліфуванні короткої сторони 4 стружка тим часом спрямовується безпосередньо вниз (напрямок 9 розлітання стружки), де знаходиться непоказаний стружкоуловлювач. На розлітання стружки може впливати відбійний щиток 24. У варіантах виконання на фіг. 5-8 шліфувальний пристрій модифікований таким чином, щоб можливими були як шліфування верхньої довгої сторони 2, так і шліфування нижньої короткої сторони 4. Таким чином, можна відмовитися від окремого допоміжного агрегату. З цією метою в обох напрямках руху шліфувального агрегату здійснюється регулювання зусилля шліфування. 3 UA 106488 C2 5 10 15 20 25 30 35 40 45 50 Шліфувальний пристрій 10 на фіг. 5 забезпечує такий процес шліфування. На основній рамі 25, яка на фіг. 1 може переміщатися горизонтально за допомогою подавального циліндра 22, закріплений несучий елемент 13. Несучий елемент 13 містить поворотну вісь 12, на якій шарнірно встановлений кронштейн 11, так щоб він міг повертатися відносно несучого елемента 13 навколо поворотної осі 12. Кронштейн 11 несе на одному із своїх кінців шліфувальний шпиндель з шліфувальним кругом 7, що обертається навколо своєї осі 17 обертання. Для подачі шліфувального круга 7, а також для створення певного зусилля шліфування між несучим елементом 13 і кронштейном 11 з можливістю дії встановлений виконавчий елемент 14. Істотно, щоб виконавчий орган 14 складався з двох часткових виконавчих органів 14' і 14'', з'єднаних послідовно. Частковий виконавчий орган 14' відповідає звичайному шліфувальному напірному циліндру із звичайною довжиною ходу, присутньому також відповідно до рівня техніки на фіг. 1 і позначеному позицією 14'. Він проходить певний шлях s переміщення (див. фіг. 5). Тим часом другий частковий виконавчий орган 14'' є нерегульованим, він може тільки переміщуватися в два положення і утримуватися в них. Перше положення, яке займає частковий виконавчий орган 14'', показане на фіг. 5, і воно вибирається в тому випадку, коли повинна шліфуватися довга сторона 2 плоскої заготовки 1. Для скорочення довжини ходу регульованого шліфувального напірного циліндра (часткового виконавчого органу 14') в напрямку його ефективного руху використовується другий частковий виконавчий орган 14'', що має тільки два положення: повне засування поршня для шліфування другої довгої сторони 2 і повне висування поршня для шліфування короткої сторони 4. На другий виконавчий орган 14'' в його відповідних крайніх положеннях подається максимальний робочий тиск, так що він має властивість нерухомої розпірки. Як можна побачити далі на фіг. 5-8, шліфувальний круг 7 частково, а саме в частині своєї окружності закритий захисним кожухом 15. При цьому захисний кожух 15 встановлений з можливістю обертання навколо осі 16 обертання, паралельної осі 17 обертання шліфувального круга 7. На одне місце окружності захисного кожуха 15 впливає виконавчий орган 18, інший кінець якого шарнірно закріплений на кронштейні 11. Таким чином, шляхом приведення в дію виконавчого органу 18 можна повернути захисний кожух 15. У положенні на фіг. 5 він позиціонований для шліфування довгої сторони 2. Якщо шліфується коротка сторона 4, як показано на фіг. 6, захисний кожух 15 повертається у протилежне положення, так що ніякого зіткнення захисного кожуха 15 з плоскою заготовкою 1 статися не може. Тим самим захисний кожух 15 встановлений з можливістю обертання таким чином, щоб він міг відповідним чином повертатися для шліфування головних і другорядних сторін. Захисний кожух 15 встановлений на одному кінці поворотного важеля 19, який своїм іншим кінцем шарнірно встановлений на кронштейні 11. Завдяки цьому захисний кожух 15 разом з поворотним важелем 19 може повертатися навколо поворотної осі 20, паралельної осі 17 обертання шліфувального круга 7. Це використовується для заміни шліфувального круга. Для заміни шліфувального круга, показаної на фіг. 7 і 8, захисний кожух 15 в комплекті може повертатися догори вручну або за допомогою (непоказаного) виконавчого органу. Використовуваний шліфувальний круг 7 доступний вільно і згідно з фіг. 7 може бути замінений на новий шліфувальний круг 7 згідно з фіг. 8. Як вже говорилося, для горизонтальної подачі шліфувального круга 7 використовується подавальний циліндр 22. Якщо подавальний циліндр 22 переміщує шліфувальний агрегат 10, наприклад, в напрямку плоскої заготовки 1, то шліфувальний круг 7 виконавчим органом 14 за допомогою поворотної осі 12 підводиться до короткої сторони 4 в нижчому положенні. У випадку плоскої заготовки 1, що обробляється таким чином, мова може йти про гарячу плоску заготовку. Оскільки, зрештою, справа стосується тільки переміщення плоскої заготовки і шліфувального круга одне відносно одного, в порядку альтернативи показаному принципу дії може бути також передбачено, щоб плоска заготовка була встановлена на стаціонарній базуючій деталі, а шліфувальний пристрій 10 при шліфуванні переміщувався б у напрямку подовжньої осі плоскої заготовки. 4 UA 106488 C2 5 10 15 20 25 30 Перелік позицій 1. безперервно-литий (плоский) виріб 2. довга сторона 3. довга сторона 4. коротка сторона 5. коротка сторона 6. шліфувальний стіл 7. шліфувальний інструмент 8. напрямок обертання 9. розлітання, напрямок розлітання стружки 10. шліфувальний пристрій 11. кронштейн 12. поворотна вісь 13. несучий елемент 14. виконавчий орган 14'. частковий виконавчий орган (шліфувальний напірний циліндр) 14''. частковий виконавчий орган 15. захисний кожух 16. вісь обертання захисного кожуха 17. вісь обертання шліфувального інструмента 18. виконавчий орган 19. поворотний важіль 20. поворотна вісь 21. шліфувальний пристрій (основний агрегат) 22. подавальний циліндр 23. друге шліфувальний пристрій (допоміжний агрегат) 24. відбійний щиток 25. основна рама А. положення обробки s. шлях переміщення ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Пристрій для шліфування безперервно-литого виробу (1), зокрема плоскої заготовки, причому безперервно-литий виріб (1) в поперечному перерізі має прямокутний контур з двома протилежними довгими сторонами (2, 3) і двома протилежними короткими сторонами (4, 5), причому пристрій має шліфувальний пристрій (10) щонайменше з одним шліфувальним інструментом (7) для шліфування щонайменше однієї довгої сторони (2, 3) безперервно-литого виробу (1) причому шліфувальний пристрій (10) містить кронштейн (11), встановлений на поворотній осі (12) на несучому елементі (13) шліфувального пристрою (10) з можливістю повороту, причому шліфувальний елемент (7) встановлений в місці кронштейна (11), віддаленому від поворотної осі (12), при цьому для повороту кронштейна (11) відносно несучого елемента (13) між несучим елементом (13) і кронштейном (11) з можливістю дії встановлений виконавчий орган (14), який відрізняється тим, що виконавчий орган складається з двох часткових виконавчих органів (14', 14"), з'єднаних послідовно при цьому один з часткових виконавчих органів (14') виконаний у вигляді елемента, керованого або регульованого відносно шляху (s) свого переміщення і/або перестановочного зусилля, а інший частковий виконавчий орган (14") виконаний у вигляді елемента, що позиціонується тільки в двох крайніх положеннях, при цьому вказаний інший частковий виконавчий орган (14") виконаний з можливістю приймати перше положення для здійснення шліфування довгої сторони (2) безперевно-литого виробу (1) при засунутому поршні, і друге положення для здійснення шліфування короткої сторони (4) безперервно-литого виробу (1) при висунутому поршні. 2. Пристрій за п. 1, який відрізняється тим, що щонайменше один з часткових виконавчих органів (14', 14"), переважно, обидва часткові виконавчі органи (14', 14") виконані у вигляді гідравлічних або пневматичних систем поршень-циліндр. 3. Пристрій за п. 1 або 2, який відрізняється тим, що шліфувальний інструмент (7) встановлений на кінці кронштейна (11), віддаленому від поворотної осі (12). 4. Пристрій за одним з пп. 1-3, який відрізняється тим, що виконавчий орган (14) впливає на кронштейн (11) поблизу шліфувального інструмента (7). 5 UA 106488 C2 5 10 15 5. Пристрій за одним з пп. 1-4, який відрізняється тим, що шліфувальний інструмент (7) на частині своєї окружності закритий захисним кожухом (15), причому захисний кожух (15) встановлений з можливістю обертання навколо осі (16) обертання, паралельної осі (17) обертання шліфувального інструмента (7). 6. Пристрій за п. 5, який відрізняється тим, що між обводовою точкою захисного кожуха (15) і кронштейном з можливістю дії встановлений виконавчий орган (18). 7. Пристрій за п. 6, який відрізняється тим, що виконавчий орган (18) виконаний у вигляді гідравлічної або пневматичної системи поршень-циліндр. 8. Пристрій за одним з пп. 5-7, який відрізняється тим, що захисний кожух (15) встановлений на поворотному важелі (19), причому поворотний важіль (19) встановлений в кронштейні (11) з можливістю повороту навколо поворотної осі (20), паралельної осі (17) обертання шліфувального інструмента (7) і віддаленої від неї. 9. Пристрій за п. 8, який відрізняється тим, що між поворотним важелем (19) і кронштейном (11) встановлений з можливістю дії виконавчий орган для повороту поворотного важеля (19) відносно кронштейна (11). 6 UA 106488 C2 7 UA 106488 C2 8 UA 106488 C2 9 UA 106488 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for grinding a continuous casting product
Автори англійськоюSchiller, Gunter
Автори російськоюШиллер Гюнтер
МПК / Мітки
МПК: B24B 7/00, B21B 45/04, B22D 11/12, B24B 27/00
Мітки: безперервно-литого, шліфування, пристрій, виробу
Код посилання
<a href="https://ua.patents.su/12-106488-pristrijj-dlya-shlifuvannya-bezperervno-litogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для шліфування безперервно-литого виробу</a>
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Онищенко Анатолій Миколайович, Шевченко Євген Олексійович, Степанов Михайло Сергійович
МПК: B24B 55/00
Мітки: довгомірних, рідини, заготовок, змащувально-охолоджувальної, подачі, пристрій, шліфування
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Кальченко Віталій Іванович, Погиба Наталія Миколаївна, Кальченко Володимир Віталійович
МПК: B24B 5/16
Мітки: поверхонь, пристрій, кругом, криволінійних, обертання, орієнтованим, шліфування
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Спосіб чорнового шліфування
Номер патенту: 86398
Опубліковано: 25.12.2013
Автори: Жижев Андрій Анатолійович, Статкевич Олексій Вікторович, Михайленко Петро Миколайович
МПК: B24B 1/00
Мітки: чорнового, спосіб, шліфування
Формула / Реферат:
Спосіб чорнового шліфування, у якому деталь і шліфувальний круг обертають, періодично виконуючи правку шліфувального круга, який відрізняється тим, що правку шліфувального круга виконують за рахунок збільшення глибини різання і повздовжньої подачі з одночасним зниженням швидкості його обертання.
Пристрій для круглого шліфування

Номер патенту: 91235
Опубліковано: 12.07.2010
Автори: Габітов Валерій Валерійович, Матюха Петро Григорович, Полтавець Валерій Васильович, Жулін Іван Сергійович
МПК: B24B 47/00
Мітки: пристрій, круглого, шліфування
Формула / Реферат:
Пристрій для круглого шліфування з постійною силою притискання заготовки до робочої поверхні шліфувального круга, який містить нижню плиту, що закріплена нерухомо на напрямних верстата, верхню плиту, яка встановлена на нижній з можливістю переміщення в напрямку до робочої поверхні круга, пристрій для закріплення заготовки, вантаж для переміщення верхньої плити, який відрізняється тим, що верхня плита виконана в вигляді корпуса, на шпинделі...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: спосіб, шліфування, циліндричних, безцентрового, поздовжного, поверхонь
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Попередній патент: Блок товарного складу, стелаж товарного складу і підйомно-транспортна машина, зокрема для такого блоку товарного складу
Наступний патент: Спосіб покращення толерантності рослини до засухи та дії солі
Випадковий патент: Спосіб діагностики розвитку остеопорозу