Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Формула / Реферат
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні деталі на формоутворюючій ділянці шліфувального круга.
2. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь за п. 1, який відрізняється тим, що інструментальні поверхні ведучого і шліфувального кругів та опорного ножа профілюють за допомогою поверхні обертання, яка охоплює параметри заготовки та деталі.
Текст
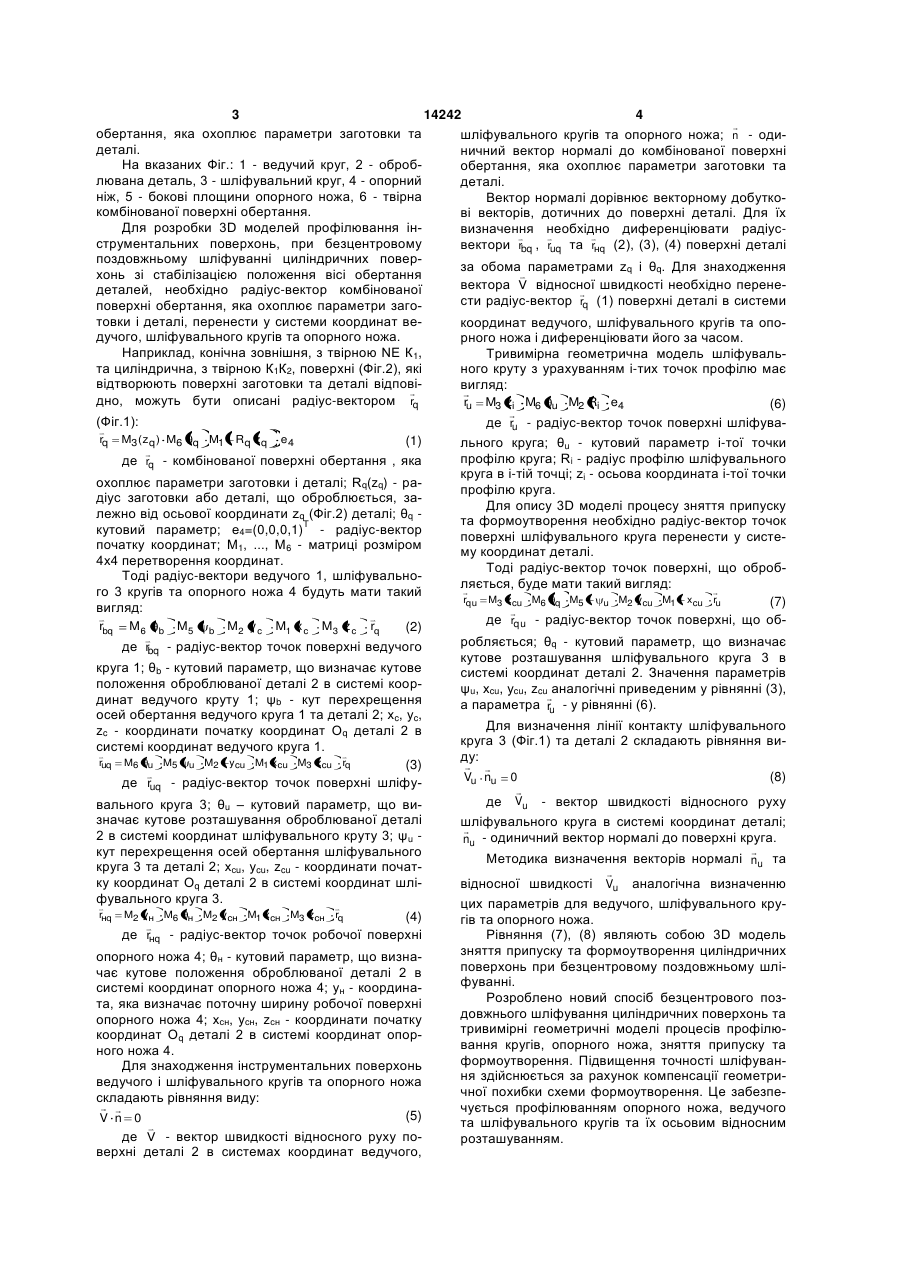
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профі 3 14242 4 обертання, яка охоплює параметри заготовки та шліфувального кругів та опорного ножа; n - одидеталі. ничний вектор нормалі до комбінованої поверхні На вказаних Фіг.: 1 - ведучий круг, 2 - обробобертання, яка охоплює параметри заготовки та лювана деталь, 3 - шліфувальний круг, 4 - опорний деталі. ніж, 5 - бокові площини опорного ножа, 6 - твірна Вектор нормалі дорівнює векторному добуткокомбінованої поверхні обертання. ві векторів, дотичних до поверхні деталі. Для їх Для розробки 3D моделей профілювання інвизначення необхідно диференціювати радіус струментальних поверхонь, при безцентровому вектори rbq , ruq та rнq (2), (3), (4) поверхні деталі поздовжньому шліфуванні циліндричних поверза обома параметрами zq і θq. Для знаходження хонь зі стабілізацією положення вісі обертання вектора V відносної швидкості необхідно перенедеталей, необхідно радіус-вектор комбінованої сти радіус-вектор rq (1) поверхні деталі в системи поверхні обертання, яка охоплює параметри заготовки і деталі, перенести у системи координат векоординат ведучого, шліфувального кругів та оподучого, шліфувального кругів та опорного ножа. рного ножа і диференціювати його за часом. Наприклад, конічна зовнішня, з твірною NE К1, Тривимірна геометрична модель шліфувальта циліндрична, з твірною К1К2, поверхні (Фіг.2), які ного круту з урахуванням і-тих точок профілю має відтворюють поверхні заготовки та деталі відповівигляд: дно, можуть бути описані радіус-вектором rq ru M3 zi M6 u M2 Ri e4 (6) (Фіг.1): де ru - радіус-вектор точок поверхні шліфува rq M3 (zq ) M6 q M1 Rq zq e4 (1) льного круга; θu - кутовий параметр i-тої точки профілю круга; Ri - радіус профілю шліфувального де rq - комбінованої поверхні обертання , яка круга в i-тій точці; zi - осьова координата i-тої точки охоплює параметри заготовки і деталі; Rq(zq) - рапрофілю круга. діус заготовки або деталі, що оброблюється, заДля опису 3D моделі процесу зняття припуску лежно від осьової координати zq (Фіг.2) деталі; θq та формоутворення необхідно радіус-вектор точок T кутовий параметр; е4=(0,0,0,1) - радіус-вектор поверхні шліфувального круга перенести у систепочатку координат; М1, ..., М6 - матриці розміром му координат деталі. 4х4 перетворення координат. Тоді радіус-вектор точок поверхні, що обробТоді радіус-вектори ведучого 1, шліфувальноляється, буде мати такий вигляд: го 3 кругів та опорного ножа 4 будуть мати такий rqu M3 zcu M6 q M5 u M2 ycu M1 xcu ru (7) вигляд: де rqu - радіус-вектор точок поверхні, що обr M M M y M x M z r (2) bq 6 b 5 b 2 c 1 c 3 c q де rbq - радіус-вектор точок поверхні ведучого круга 1; θb - кутовий параметр, що визначає кутове положення оброблюваної деталі 2 в системі координат ведучого круту 1; ψb - кут перехрещення осей обертання ведучого круга 1 та деталі 2; xc, уc, zc - координати початку координат Оq деталі 2 в системі координат ведучого круга 1. ruq M6 u M5 u M2 ycu M1 xcu M3 zcu rq (3) де ruq - радіус-вектор точок поверхні шліфувального круга 3; θu – кутовий параметр, що визначає кутове розташування оброблюваної деталі 2 в системі координат шліфувального круту 3; ψu кут перехрещення осей обертання шліфувального круга 3 та деталі 2; xсu, уcu, zcu - координати початку координат Оq деталі 2 в системі координат шліфувального круга 3. rнq M2 ун M6 н M2 ycн M1 xcн M3 zcн rq (4) де rнq - радіус-вектор точок робочої поверхні опорного ножа 4; θн - кутовий параметр, що визначає кутове положення оброблюваної деталі 2 в системі координат опорного ножа 4; ун - координата, яка визначає поточну ширину робочої поверхні опорного ножа 4; хсн, усн, zсн - координати початку координат Оq деталі 2 в системі координат опорного ножа 4. Для знаходження інструментальних поверхонь ведучого і шліфувального кругів та опорного ножа складають рівняння виду: (5) V n 0 де V - вектор швидкості відносного руху поверхні деталі 2 в системах координат ведучого, робляється; θq - кутовий параметр, що визначає кутове розташування шліфувального круга 3 в системі координат деталі 2. Значення параметрів ψu, хcu, уcu, zcu аналогічні приведеним у рівнянні (3), а параметра ru - у рівнянні (6). Для визначення лінії контакту шліфувального круга 3 (Фіг.1) та деталі 2 складають рівняння виду: Vu nu 0 (8) де Vu - вектор швидкості відносного руху шліфувального круга в системі координат деталі; nu - одиничний вектор нормалі до поверхні круга. Методика визначення векторів нормалі nu та Vu відносної швидкості аналогічна визначенню цих параметрів для ведучого, шліфувального кругів та опорного ножа. Рівняння (7), (8) являють собою 3D модель зняття припуску та формоутворення циліндричних поверхонь при безцентровому поздовжньому шліфуванні. Розроблено новий спосіб безцентрового поздовжнього шліфування циліндричних поверхонь та тривимірні геометричні моделі процесів профілювання кругів, опорного ножа, зняття припуску та формоутворення. Підвищення точності шліфування здійснюється за рахунок компенсації геометричної похибки схеми формоутворення. Це забезпечується профілюванням опорного ножа, ведучого та шліфувального кругів та їх осьовим відносним розташуванням. 5 Комп’ютерна верстка Н. Лисенко 14242 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centerless longitudinal grinding of cylindrical surfaces
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ бесцентрового продольного шлифования цилиндрических поверхностей
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 5/00
Мітки: поздовжного, циліндричних, безцентрового, спосіб, поверхонь, шліфування
Код посилання
<a href="https://ua.patents.su/3-14242-sposib-bezcentrovogo-pozdovzhnogo-shlifuvannya-cilindrichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь</a>
Спосіб безцентрового шліфування сферичних поверхонь

Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Кальченко Володимир Віталійович, Сластьоненко Олена Сергіївна
МПК: B24B 11/00
Мітки: шліфування, спосіб, сферичних, безцентрового, поверхонь
Формула / Реферат:
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, шліфування, поверхонь, випуклих, криволінійних, обертання
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: некруглих, поверхонь, циліндричним, кругом, шліфування, спосіб, циліндричних
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Осипенко Андрій Валентинович, Кальченко Володимир Віталійович
МПК: B24B 19/02
Мітки: спосіб, шліфування, жолобів, безцентрового, круглій, деталі
Формула / Реферат:
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: спосіб, шліфування, поверхонь, торцевих, циліндричних
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Попередній патент: Спосіб заточування голчатої поверхні торцем орієнтованого круга
Наступний патент: Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей
Випадковий патент: Спосіб тематичного дешифрування аерокосмічних зображень