Спосіб чорнового шліфування
Номер патенту: 86398
Опубліковано: 25.12.2013
Автори: Жижев Андрій Анатолійович, Михайленко Петро Миколайович, Статкевич Олексій Вікторович

Формула / Реферат
Спосіб чорнового шліфування, у якому деталь і шліфувальний круг обертають, періодично виконуючи правку шліфувального круга, який відрізняється тим, що правку шліфувального круга виконують за рахунок збільшення глибини різання і повздовжньої подачі з одночасним зниженням швидкості його обертання.
Текст
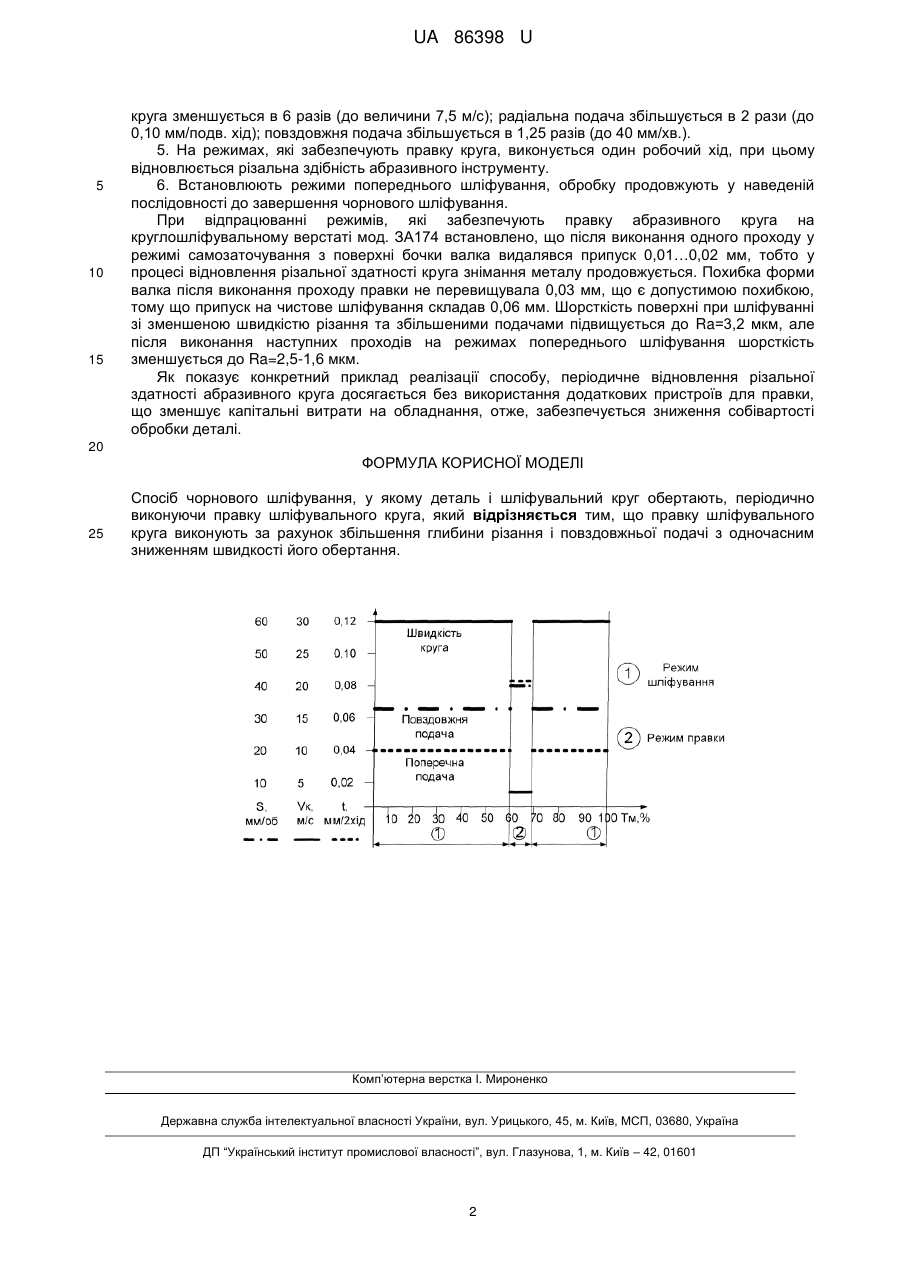
Реферат: Спосіб чорнового шліфування, у якому деталь і шліфувальний круг обертають, періодично виконуючи правку шліфувального круга. Правку шліфувального круга виконують за рахунок збільшення глибини різання і повздовжньої подачі з одночасним зниженням швидкості його обертання. UA 86398 U (54) СПОСІБ ЧОРНОВОГО ШЛІФУВАННЯ UA 86398 U UA 86398 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки деталей шліфуванням та може бути використана при виготовленні прокатного обладнання, наприклад прокатних валків. Відомий спосіб шліфування з періодичною правкою круга (див. опис до патенту SU 1535706, МПК В24В 53/00 15.01.90), згідно з яким періодичну правку круга при шліфуванні здійснююсь правлячим роликом, який обертається, при цьому відносну кутову швидкість у точці контакту правлячого ролика і шліфувального круга вибирають протилежною за напрямком кутовій швидкості круга у процесі шліфування. Недоліком даного способу є необхідність використання спеціальних приводних правлячих роликів, які підлягають частій заміні внаслідок високого зносу. Частково цей недолік усунений в іншому відомому способі шліфування з періодичною правкою круга (див. опис до патенту RU 2424103 МПК В24В 53/053, В24В 1/00 16.03.2010), згідно з яким деталь і шліфувальний круг обертають та здійснюють його періодичну правку правлячим роликом, який обертається. Періодичну правку у відомому способі шліфування виконують за рахунок поєднання рухів: обертання деталі, обертання круга, обертання ролика, зворотно-поступового руху ролика та радіального переміщення круга, при цьому момент початку та тривалість періодичної правки визначають в залежності від стану різальної здібності шліфувального круга, яка контролюється по граничним значенням величини звукового тиску. Цей спосіб є найбільш близьким аналогом до того, що заявляється за сукупністю суттєвих ознак. У відомому способі шліфування, та в тому, що заявляється виконують наступну послідовність дій: деталь та шліфувальний круг обертають, періодично виконуючи правку шліфувального круга. Відомий спосіб забезпечує зменшення розходу шліфувальних кругів та зносу правлячого інструменту, однак для його реалізації необхідно обладнати верстат спеціальними приладами для контролю звукового тиску, комп'ютером, а також пристроєм для правки. Також, при періодичному глибокому врізанні правлячого ролика у шліфувальний круг відбувається значний знос абразивного інструмента. В основу корисної моделі поставлена задача - створити спосіб чорнового шліфування, який забезпечує зменшення собівартості обробки деталі за рахунок технічного результату, який полягає в періодичному відновленні різальної здібності абразивного круга без використання додаткових пристроїв для правки. Поставлена задача вирішується тим, що у способі чорнового шліфування, при якому деталь і шліфувальний круг обертають, періодично виконуючи правку шліфувального круга, згідно з корисною моделлю, правку шліфувального круга виконують за рахунок збільшення глибини різання та повздовжньої подачі с одночасним зниженням швидкості його обертання. У способі шліфування, який пропонується, відновлення різальної здібності круга забезпечується ознаками, які відрізняють запропонований спосіб шліфування. Дійсно, зменшення швидкості обертання круга який затупився з одночасним збільшенням повздовжньої та поперечної подач забезпечує збільшення сил різання, навантаження на абразивні зерна при цьому перевищують межу міцності зв'язки, в наслідок чого відбувається руйнування зношеного шару абразивного круга та відновлюється його різальна здатність. Відсутність фазовоструктурних перетворень у поверхневому шарі при обробці деталі на режимах різання, які забезпечують руйнування зношеного шару шліфувального круга, досягається завдяки тому, що при зниженні швидкості обертання шліфувального круга температура шліфування зменшується. Суть способу чорнового шліфування, який заявляється, пояснює креслення, на якому представлено цикл зміни режимів різання та потужності у процесі обробки деталі. У заявленому способі шліфування шліфувальний круг, який обертається, підводять до деталі, яка обертається, виконують шліфування та періодичну правку круга, при цьому правку шліфувального круга виконують за рахунок збільшення глибини різання та повздовжньої подачі з одночасним зменшенням швидкості його обертання. Конкретний приклад реалізації способу - шліфування бочки прокатного валка із сталі марки 80ХЗМФ з твердістю 70-75HSD діаметром 520 мм та довжиною 1700 мм: 1. Шліфувальний круг, який обертається підводять до деталі та вводять у контакт з оброблюваною поверхнею; 2. Встановлюють режими попереднього шліфування: радіальна подача 0,05 мм/ подв. хід; повздовжня подача 32 мм/об; швидкість обертання заготовки 27м/хв.; швидкість обертання шліфувального круга 30 м/с. 3. На встановлених режимах виконують обробку впродовж 20 хвилин; 4. Через 20 хвилин роботи встановлюють режими шліфування, які забезпечують відновлення різальної здатності круга, правку за рахунок самозаточування швидкість обертання 1 UA 86398 U 5 10 15 круга зменшується в 6 разів (до величини 7,5 м/с); радіальна подача збільшується в 2 рази (до 0,10 мм/подв. хід); повздовжня подача збільшується в 1,25 разів (до 40 мм/хв.). 5. На режимах, які забезпечують правку круга, виконується один робочий хід, при цьому відновлюється різальна здібність абразивного інструменту. 6. Встановлюють режими попереднього шліфування, обробку продовжують у наведеній послідовності до завершення чорнового шліфування. При відпрацюванні режимів, які забезпечують правку абразивного круга на круглошліфувальному верстаті мод. ЗА174 встановлено, що після виконання одного проходу у режимі самозаточування з поверхні бочки валка видалявся припуск 0,01…0,02 мм, тобто у процесі відновлення різальної здатності круга знімання металу продовжується. Похибка форми валка після виконання проходу правки не перевищувала 0,03 мм, що є допустимою похибкою, тому що припуск на чистове шліфування складав 0,06 мм. Шорсткість поверхні при шліфуванні зі зменшеною швидкістю різання та збільшеними подачами підвищується до Ra=3,2 мкм, але після виконання наступних проходів на режимах попереднього шліфування шорсткість зменшується до Ra=2,5-1,6 мкм. Як показує конкретний приклад реалізації способу, періодичне відновлення різальної здатності абразивного круга досягається без використання додаткових пристроїв для правки, що зменшує капітальні витрати на обладнання, отже, забезпечується зниження собівартості обробки деталі. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб чорнового шліфування, у якому деталь і шліфувальний круг обертають, періодично виконуючи правку шліфувального круга, який відрізняється тим, що правку шліфувального круга виконують за рахунок збільшення глибини різання і повздовжньої подачі з одночасним зниженням швидкості його обертання. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюStatkevych Oleksii Viktorovych, Zhyzhev Andrii Anatoliiovych, Mykhailenko Petro Mykolaiovych
Автори російськоюСтаткевич Алексей Викторович, Жижев Андрей Анатольевич, Михайленко Петр Николаевич
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, чорнового, шліфування
Код посилання
<a href="https://ua.patents.su/4-86398-sposib-chornovogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб чорнового шліфування</a>
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Саєд Мортеза Хашемінежад, Субін Анатолій Анатолійович, Петраков Юрій Володимирович, Олійник Валерій Петрович
МПК: B24B 1/00
Мітки: спосіб, сферичних, поверхонь, торцевих, шліфування
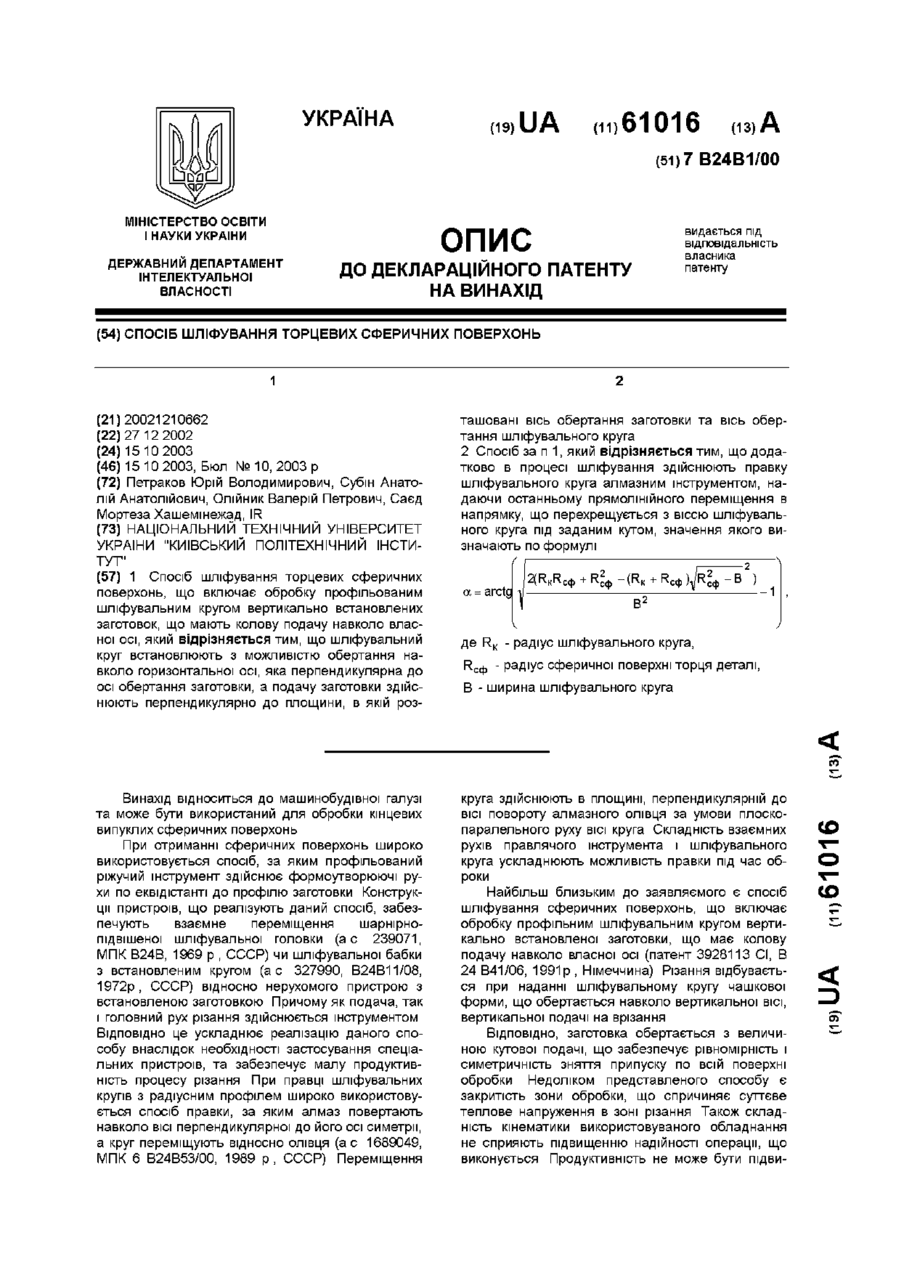
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб шліфування плоских поверхонь
Номер патенту: 48173
Опубліковано: 10.03.2010
Автори: Алексеєнко Дмитро Михайлович, Тіптюк Олександр Миколайович
МПК: B24B 1/00
Мітки: плоских, поверхонь, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, що полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціонування внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціонування внутрішнього круга відносно зовнішнього круга здійснюють в радіальному напрямку, при тому вісь...
Спосіб шліфування деталей із сталей з метастабільною структурою
Номер патенту: 62985
Опубліковано: 26.09.2011
Автори: Жижев Андрій Анатолійович, Статкевич Олексій Вікторович
МПК: B24B 1/00
Мітки: метастабільною, спосіб, сталей, деталей, шліфування, структурою
Формула / Реферат:
Спосіб шліфування деталей із сталей з метастабільною структурою і твердістю понад 50 одиниць HRc, при якому обертовий інструмент вводять у контакт з оброблюваною деталлю, а як інструмент використовують шліфувальний круг з абразивними зернами і зв'язкою, при цьому процес шліфування ведуть в умовах, що забезпечують знос шліфувального круга в результаті руйнування абразивних зерен, а також механічного і термічного руйнування зв'язки, який...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Молчанов Олександр Дмитрієвич, Гусєв Володимир Владиленович, Вяльцев Микола Васильович, Бєлов Сергій Геннадійович
МПК: B24B 9/06
Мітки: шліфування, поверхонь, плоских, спосіб
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Дмитренко Максим Анатолійович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: глибинного, шліфування, круга, деталі, схрещеними, осями, спосіб, круглого
Формула / Реферат:
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий...
Попередній патент: Станок для опоросу і утримання підсисних свиноматок
Наступний патент: Пристрій для лазерного ударно-плазмового прискорення дрібнодисперсних матеріалів
Випадковий патент: Формувач одиночної двоімпульсної кодової серії з програмованими часовими параметрами