Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості матеріалу, який відрізається на передньому і задньому кінці проміжного сляба, який під
Номер патенту: 108962
Опубліковано: 25.06.2015
Автори: Хуанг Лі, Жу Вейлін, Жанг Суокван, Ванг Зіквянг, Шан Ксюі, Ванг Кваншенг, Дінг Хонгру
Формула / Реферат
1. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є дугою, причому лінію розрізання визначають на основі ширини W сляба і висоти Η його дуги, припускаючи, що координатами вершини дуги сляба є (0,0) і відстанню між положенням і центральною лінією по ширині є х, при цьому зміщення у положення відносно координат вершини дуги (0,0) обраховують згідно з наступним виразом:
 , де
, де ![]() .
.
2. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 1, який відрізняється тим, що форма переднього кінця сляба узгоджується з формою заднього кінця попереднього сляба, а форма заднього кінця сляба узгоджується з формою переднього кінця наступного сляба, тобто, попередній і наступний сляб відрізають від одного і того ж сляба, який безперервно відливається.
3. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 1, який відрізняється тим, що лінія розрізання є дугою кола, дугою еліпса, синусоїдою або поліноміальною кривою.
4. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінця проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання сляба, який безперервно відливається, на передньому і задньому кінці, тобто, розрізання сляба на передньому і задньому кінцях по лінії, яка симетрична відносно центральної лінії по його ширині, при цьому лінія розрізання містить прямі ділянки і дугу, причому коли середня частина сляба має регульовану ширину, то на передньому і задньому кінці сляб згідно зі способом попереднього контролю форми в його середній частині по ширині розрізають по дузі, а решту розрізають по прямій лінії, при цьому об'єднання цих частин між собою надає форму передньому і задньому кінцям сляба, при цьому висоту Η дуги, тобто максимальну величину увігнутості на передньому кінці або максимальну величину виступання на задньому кінці, утримують рівною щонайбільше 50 мм.
5. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 4, який відрізняється тим, що висоту Η дуги утримують рівною 15 мм~30 мм.
6. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є ламаною лінією, при цьому лінію розрізання визначають на основі ширини W і висоти Η дуги сляба, припускаючи, що координатами вершини переднього кінця є (0,0) і відстанню між положенням і центральною лінією по ширині є х, а зміщення у положення відносно координат вершини переднього кінця сляба (0, 0) обраховують згідно з наступним виразом:
![]() , де
, де ![]() .
.
7. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, за п. 6, який відрізняється тим, що лінія розрізання містить ламану ділянку і прямі ділянки, при цьому, коли середня частина сляба має регульовану ширину, то на передньому і задньому кінцях сляб розрізають згідно зі способом попереднього контролю форми, в середній частині по ширині сляб розрізають по ламаній, а решту розрізають по прямій лінії, при цьому об'єднання цих частин між собою надає форму передньому і задньому кінцям сляба.
8. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є трапецеїдальною лінією, яку визначають на основі ширини W, регульованої ширини W' і висоти Η дуги сляба, припускаючи, що координатами середнього положення вершини переднього кінця є (0,0) і відстанню між положенням і центральною лінією по ширині сляба є х, а зміщення у положення відносно координат середнього положення вершини переднього кінця (0,0) обраховують згідно з наступним виразом:
 .
.
Текст
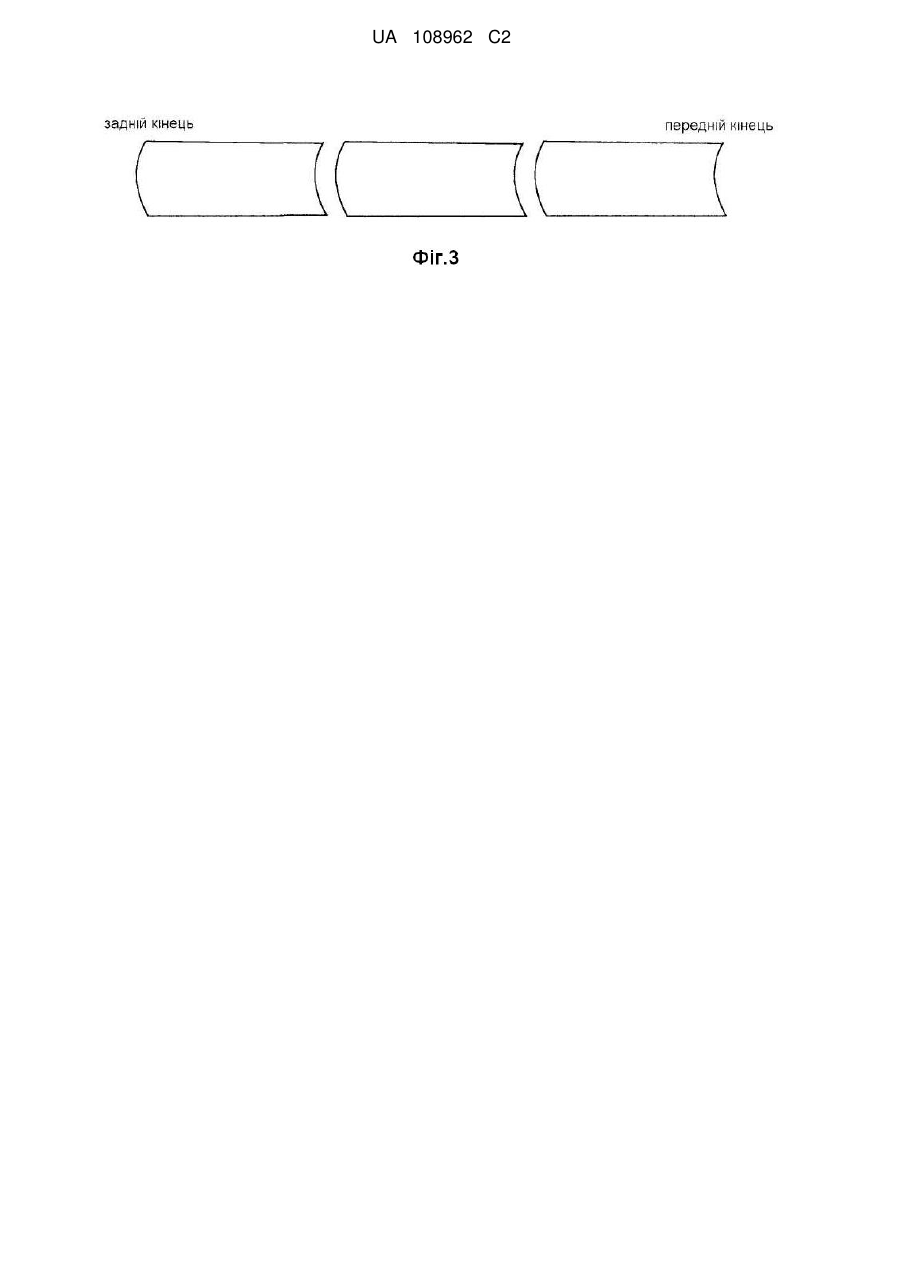
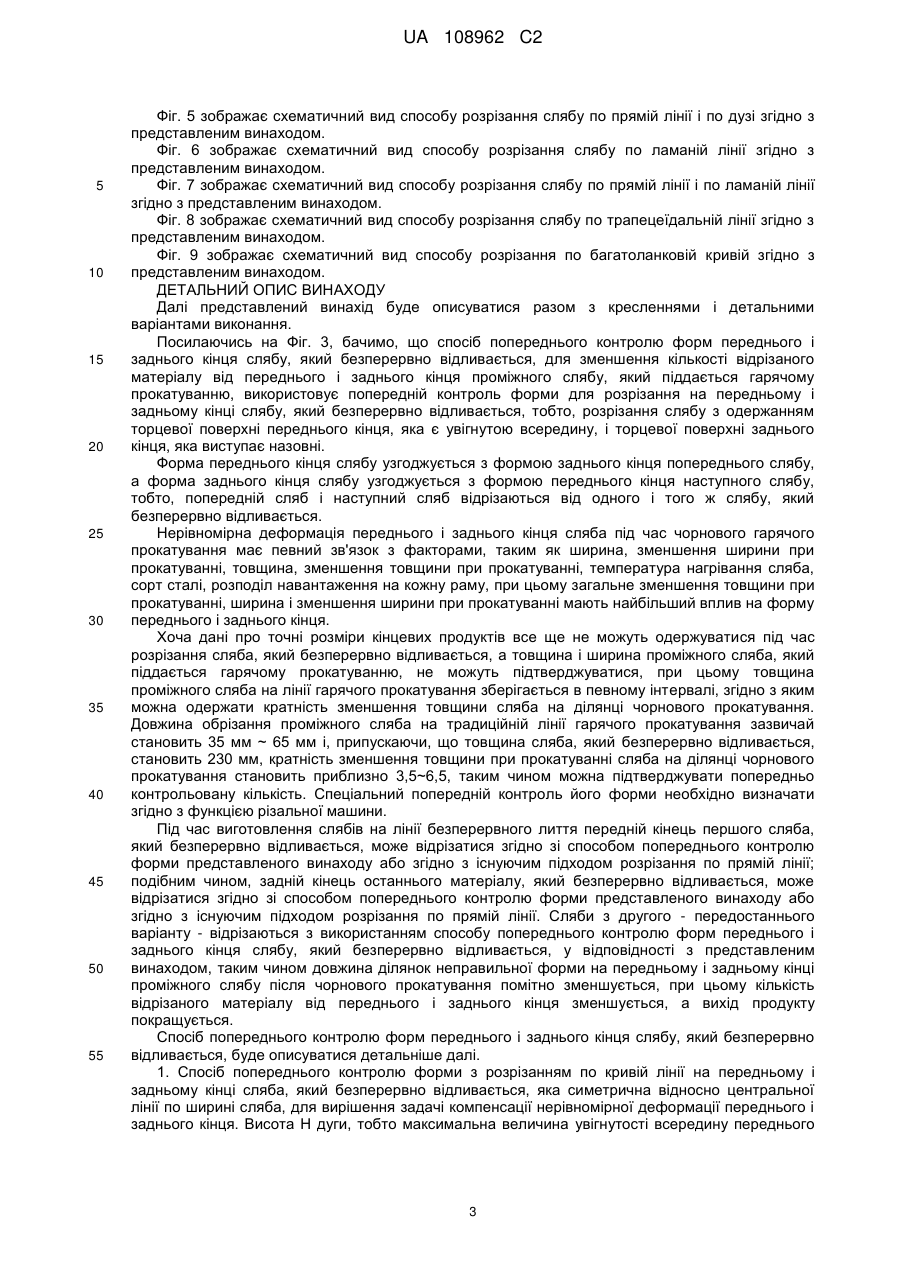
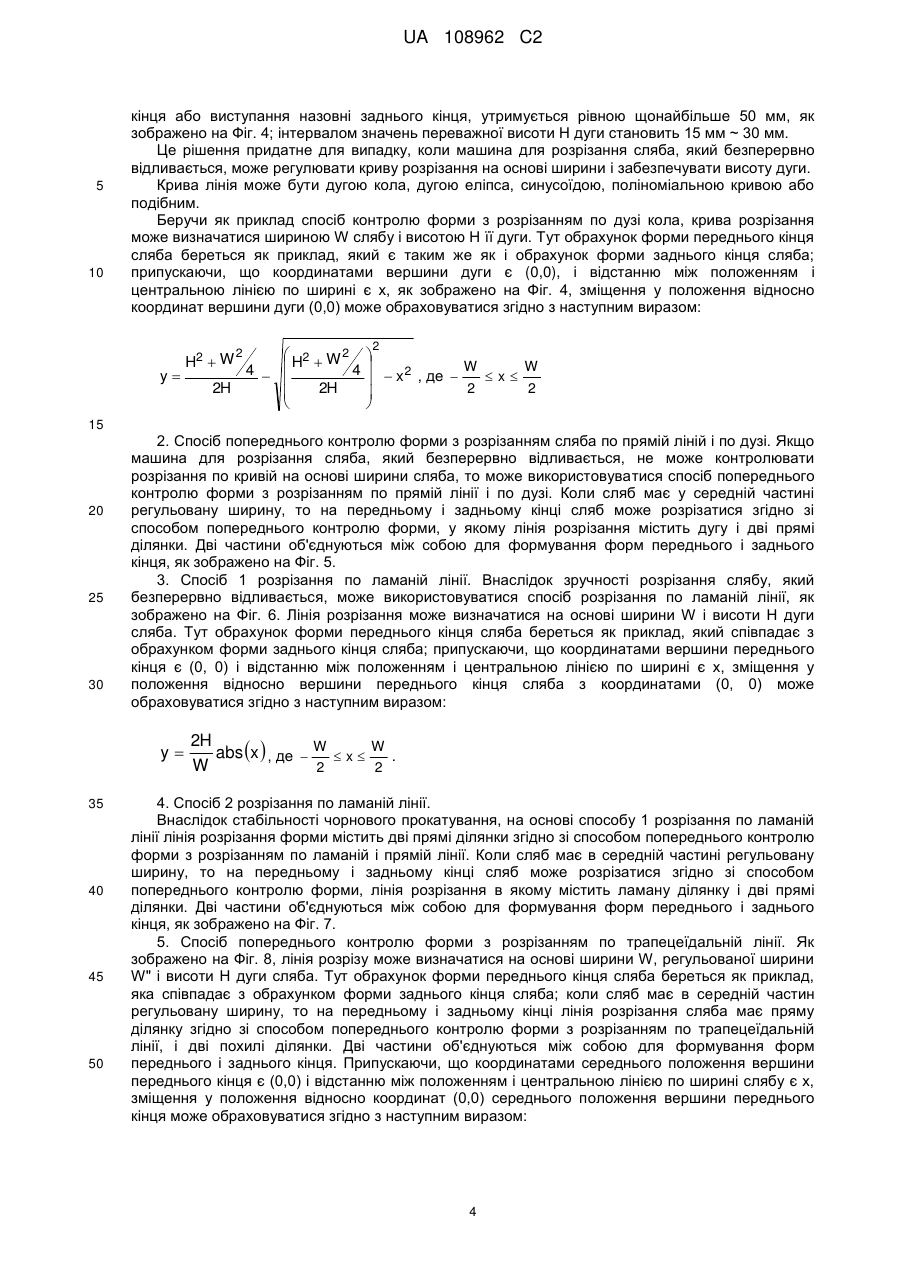
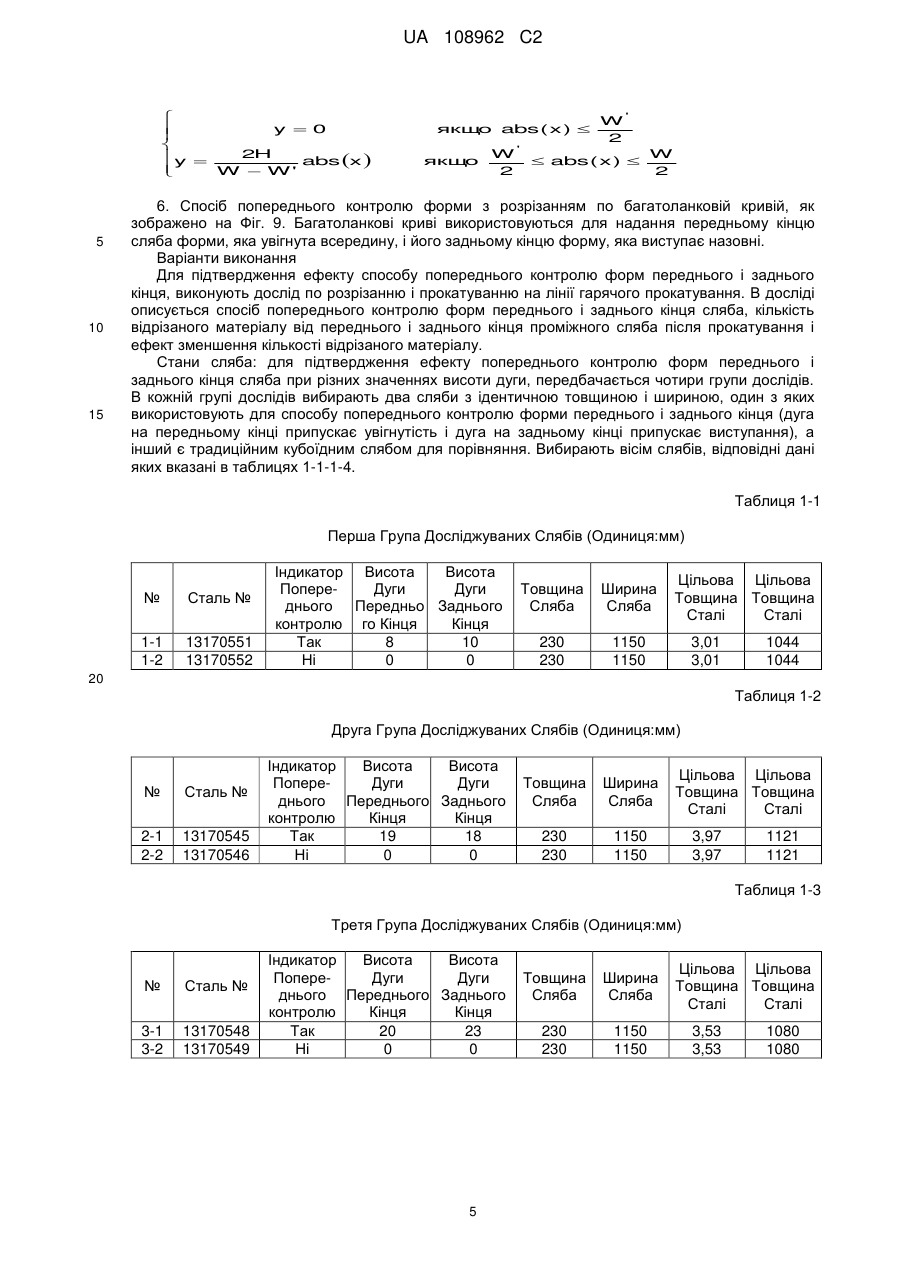
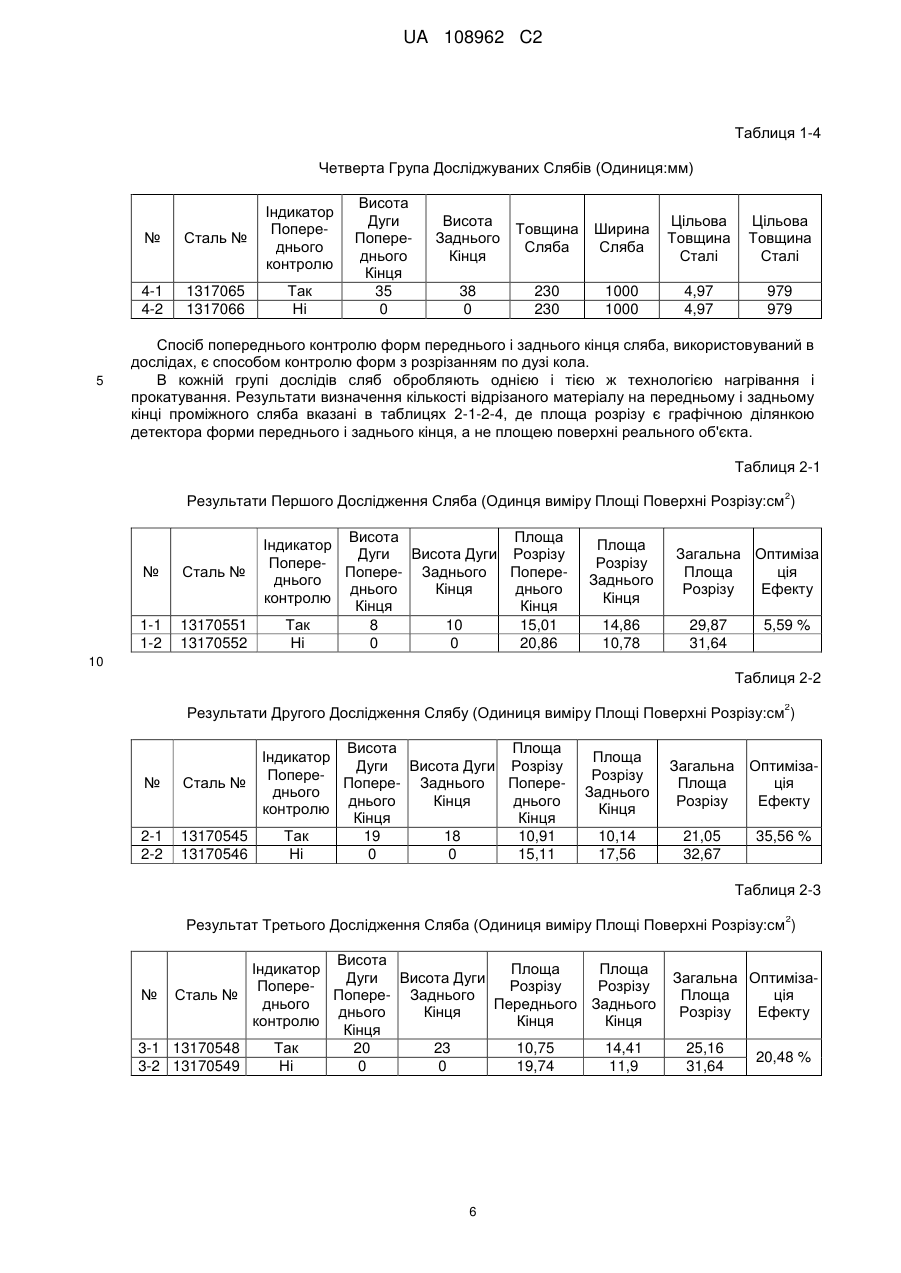
Реферат: Представлений винахід належить до способу попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього і заднього кінців проміжного сляба, який піддається гарячому прокатуванню, використовує попередній контроль форм для розрізання сляба, який безперервно відливається, на передньому і задньому кінці, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця увігнутої всередину форми і торцевій поверхні його заднього кінця виступаючої назовні форми. На передньому і задньому кінцях сляб розрізають по кривій, яка симетрична відносно центральної лінії по його ширині; висота дуги, тобто, максимальна величина увігнутості на передньому кінці або максимальна величина виступання на задньому кінці утримується рівною до 50 мм. Представлений винахід може суттєво зменшувати довжину деформівних ділянок неправильної форми на передньому і задньому кінцях проміжного сляба, таким чином зменшуючи кількість відрізаного від нього матеріалу. UA 108962 C2 (12) UA 108962 C2 UA 108962 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ВИНАХОДУ Представлений винахід відноситься до способу попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається. РІВЕНЬ ТЕХНІКИ Завдяки безперервному вдосконаленню процесу безперервного лиття – процесу гарячого прокатування – сляби, які піддаються гарячому прокатуванню, одержуються з первинних блюмів. Зазвичай, понад 90 % слябів, які піддаються гарячому прокатуванню, надходять з процесу безперервного лиття. Під час безперервного лиття розливають рідку сталь, здійснюють її тверднення і її розрізають, і після цього сляб, відрізаний від слябу, який безперервно відливається, подають в лінію гарячого прокатування для прокатування. На даний момент, у всьому світі використовується спосіб розрізання слябу, який безперервно відливається, з одержанням кубоїдів. Традиційна виробнича лінія гарячого прокатування безперервної дії складається з нагрівальної печі, установки чорнового прокатування, установки чистового прокатування, установки ламінарного охолодження і моталки, при цьому на ділянці установки чорнового прокатування передбачено рольганг, машину для видалення окалини, обтискний прес для обтискання слябу по ширині, чорновий прокатний стан, вимірювальній прилад і подібне. Зазвичай, чорновий прокатний стан складається з основної кліті з горизонтальними валиками і допоміжного еджера, і він може виконувати реверсивне прокатування для зменшення товщини або ширини слябу. Типова схема установок прокатної лінії зображена на Фіг. 1. Перепад температур під час гарячого прокатування має значний вплив на властивості матеріалу і на стабільність прокатування. Для забезпечення температури прокатування під час чистового прокатування, уся лінія повинна працювати з мінімальними проходами і найвищою швидкістю для зменшення втрати тепла. Якщо кількість обробок в пристрої є парним числом, то повинен бути один холостий прохід, що може привести до непотрібного перепаду температур. Для якомога більшого зниження перепаду температур матеріалу, кількість обробок в прокатному пристрої повинна завжди бути непарною. Для виробничої лінії, оснащеної двома чорновими прокатними станами (R1, R2), кількість проходів R1/R2 може становити 1/5, 3/3 і тому подібне. Завдяки непарній характеристиці процесу і дії еджера, деформація переднього і заднього кінця матеріалу є асиметричною, що, у свою чергу, приводить до асиметрії між формами обробленого переднього і заднього кінця. Типовий кубоїдний сляб після обробки установками чорнового прокатування може перетворюватися на проміжний сляб з переднім кінцем у формі риб'ячої голови та заднім кінцем у формі ластівчиного хвоста, як зображено на Фіг. 2. Під час чистового прокатування тонкої смугової сталі, яка піддається гарячому прокатуванню, для покращення ефективності використання установок і зменшення перепаду температур використовується технологія високошвидкісного прокатування. Неправильні форми переднього і заднього кінця проміжного слябу після чорнового прокатування можуть приводити до проблем, коли матеріал надходить в чистовий прокатний стан, наприклад, передній кінець не може проходити плавно крізь валики або задній кінець не може стабільно прокатуватися. З огляду на це, між чорновим прокатним станом і чистовим прокатним станом передбачені летючі ножиці для відрізання шматків неправильної форми від переднього і заднього кінця проміжного слябу, що може привести до втрати матеріалу під час виробництва, погіршуючи ефективність виробництва лінії гарячого прокатування. Емпірично, втрата при відрізанні на передньому і задньому кінці проміжного слябу становить приблизно 30 % від втрати виходу продукту при гарячому прокатуванні. Припускаючи, що довжина проміжного слябу становить 60 м, а передній і задній кінець скорочуються відповідно на 150 мм, то загальна величина відрізаної частини становить 300 мм, складаючи 0,5 % усього матеріалу. Тому, покращення форм переднього і заднього кінця та зменшення відрізаного від них матеріалу є однією суттєвою задачею для металургійних заводів. Для вдосконалення форм переднього і заднього кінця проміжного слябу після чорнового прокатування і збільшення виходу продукту лінії гарячого прокатування, фахівці у цій галузі розробили велику кількість установок і контрольних технологій. Наприклад, великі преси з бічним повзуном для слябу використовуються для пресування по ширині, а проходження вертикальних валиків на ділянці чорнового прокатування керується використанням способу керування коротким ходом переднього і заднього кінця для вдосконалення форми переднього і заднього кінця. Але навіть, якщо використовувати різновид способів, то втрата виходу продукту з поганими формами переднього і заднього кінця проміжного слябу все ще залишається головною проблемою. 1 UA 108962 C2 5 10 15 20 25 30 35 40 45 50 55 60 КОРОТКИЙ ОПИС ВИНАХОДУ Задачею представленого винаходу є надання способу попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього і заднього кінця проміжного слябу, який піддається гарячому прокатуванню. Спосіб може суттєво зменшити довжину деформівних ділянок неправильної форми на передньому і задньому кінці проміжного слябу, таким чином зменшуючи кількість відрізаного матеріалу. Для вирішення вищезгаданої задачі, представлений винахід бере наступне технічне рішення: Спосіб попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього і заднього кінця проміжного слябу, який піддається гарячому прокатуванню, у якому використовують попередній контроль форми для розрізання на передньому і задньому кінці слябу, який безперервно відливається, тобто, розрізання слябу з одержанням форми торцевої поверхні його переднього кінця, яка увігнута всередину, і форми його заднього кінця, яка виступає назовні. Форма переднього кінця слябу узгоджується з формою заднього кінця попереднього слябу, а форма заднього кінця слябу узгоджується з формою переднього кінця наступного слябу, тобто, попередній і наступний сляб відрізається від одного і того ж слябу, який безперервно відливається. Спосіб використовує попередній контроль форми для розрізання на передньому і задньому кінці слябу, який безперервно відливається, тобто, розрізання на передньому і задньому кінці слябу по кривій, яка асиметрична відносно центральної лінії по його ширині; висота H дуги, тобто максимальна величина увігнутості на передньому кінці або максимальна величина виступання на задньому кінці утримується рівною щонайбільше 50 мм. Згідно зі звичайною ситуацією, коли передній кінець проміжного слябу, який піддається гарячому прокатуванню, виступає назовні, а його задній кінець увігнутий всередину, представлений винахід за допомогою принципу зворотної компенсації надає спосіб попереднього контролю форми переднього і заднього кінця слябу, який безперервно відливається, для надання торцевої поверхні переднього кінця, яка увігнута всередину, і торцевої поверхні заднього кінця, яка виступає назовні, що помітно зменшує довжину частин неправильної форми проміжного слябу після прокатування установками чорнового прокатування, таким чином зменшуючи кількість відрізаного матеріалу від переднього і заднього кінця з покращенням виходу продукту. Представлений винахід змінює поточний спосіб розрізання по прямій лінії слябу, який безперервно відливається. Порівнюючи спосіб контролю згідно з представленим винаходом з попереднім рівнем техніки, вигідними результатами представленого винаходу є наступне: (1) Спосіб попереднього контролю розрізання згідно з представленим винаходом може зменшувати втрату матеріалу внаслідок розрізання на передньому і задньому кінці. Досліди показали, що спосіб може зменшити втрату матеріалу при розрізанні на передньому і задньому кінці на відповідно 20 мм, тобто довжина відрізання на передньому і задньому кінці може зменшуватися з 300 мм до 260 мм, тобто на 13,3 %, з одночасним збільшенням загального виходу продукту на приблизно 0,05 %. Для підприємства, яке має об'єм річного виробництва 10 мільйонів тон гарячекатаної смугової сталі, величина відрізаного матеріалу може зменшуватися на 5 тисяч тон щорічно. Припускаючи, що виграшем для однієї тони є 2000 юань (RMB), вона може надавати виграш в 10 мільйонів юань (RMB) на рік. Тим часом, це має помітний ефект з точки зору збереження енергії. (2) Спосіб згідно з представленим винаходом не впливає на вихід матеріалу на ділянці безперервного лиття. (3) Спосіб згідно з представленим винaходом може одержуватися за допомогою внесення відповідних модифікацій в пристрої для розрізання слябу, який безперервно відливається. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Фіг. 1 зображає схематичний вид конфігурації установок в традиційній лінії гарячого прокатування. Фіг. 2 зображає схематичний вид, який показує деформацію переднього і заднього кінця матеріалу до і після чорнового прокатування. Фіг. 3 зображає схематичний вид способу попереднього контролю форми переднього і заднього кінця слябу, який безперервно відливається (вид зверху слябу), згідно з представленим винаходом. Фіг. 4 зображає схематичний вид способу розрізанні по кривій згідно з представленим винаходом. 2 UA 108962 C2 5 10 15 20 25 30 35 40 45 50 55 Фіг. 5 зображає схематичний вид способу розрізання слябу по прямій лінії і по дузі згідно з представленим винаходом. Фіг. 6 зображає схематичний вид способу розрізання слябу по ламаній лінії згідно з представленим винаходом. Фіг. 7 зображає схематичний вид способу розрізання слябу по прямій лінії і по ламаній лінії згідно з представленим винаходом. Фіг. 8 зображає схематичний вид способу розрізання слябу по трапецеїдальній лінії згідно з представленим винаходом. Фіг. 9 зображає схематичний вид способу розрізання по багатоланковій кривій згідно з представленим винаходом. ДЕТАЛЬНИЙ ОПИС ВИНАХОДУ Далі представлений винахід буде описуватися разом з кресленнями і детальними варіантами виконання. Посилаючись на Фіг. 3, бачимо, що спосіб попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього і заднього кінця проміжного слябу, який піддається гарячому прокатуванню, використовує попередній контроль форми для розрізання на передньому і задньому кінці слябу, який безперервно відливається, тобто, розрізання слябу з одержанням торцевої поверхні переднього кінця, яка є увігнутою всередину, і торцевої поверхні заднього кінця, яка виступає назовні. Форма переднього кінця слябу узгоджується з формою заднього кінця попереднього слябу, а форма заднього кінця слябу узгоджується з формою переднього кінця наступного слябу, тобто, попередній сляб і наступний сляб відрізаються від одного і того ж слябу, який безперервно відливається. Нерівномірна деформація переднього і заднього кінця сляба під час чорнового гарячого прокатування має певний зв'язок з факторами, таким як ширина, зменшення ширини при прокатуванні, товщина, зменшення товщини при прокатуванні, температура нагрівання сляба, сорт сталі, розподіл навантаження на кожну раму, при цьому загальне зменшення товщини при прокатуванні, ширина і зменшення ширини при прокатуванні мають найбільший вплив на форму переднього і заднього кінця. Хоча дані про точні розміри кінцевих продуктів все ще не можуть одержуватися під час розрізання сляба, який безперервно відливається, а товщина і ширина проміжного сляба, який піддається гарячому прокатуванню, не можуть підтверджуватися, при цьому товщина проміжного сляба на лінії гарячого прокатування зберігається в певному інтервалі, згідно з яким можна одержати кратність зменшення товщини сляба на ділянці чорнового прокатування. Довжина обрізання проміжного сляба на традиційній лінії гарячого прокатування зазвичай становить 35 мм ~ 65 мм і, припускаючи, що товщина сляба, який безперервно відливається, становить 230 мм, кратність зменшення товщини при прокатуванні сляба на ділянці чорнового прокатування становить приблизно 3,5~6,5, таким чином можна підтверджувати попередньо контрольовану кількість. Спеціальний попередній контроль його форми необхідно визначати згідно з функцією різальної машини. Підчас виготовлення слябів на лінії безперервного лиття передній кінець першого сляба, який безперервно відливається, може відрізатися згідно зі способом попереднього контролю форми представленого винаходу або згідно з існуючим підходом розрізання по прямій лінії; подібним чином, задній кінець останнього матеріалу, який безперервно відливається, може відрізатися згідно зі способом попереднього контролю форми представленого винаходу або згідно з існуючим підходом розрізання по прямій лінії. Сляби з другого - передостаннього варіанту - відрізаються з використанням способу попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається, у відповідності з представленим винаходом, таким чином довжина ділянок неправильної форми на передньому і задньому кінці проміжного слябу після чорнового прокатування помітно зменшується, при цьому кількість відрізаного матеріалу від переднього і заднього кінця зменшується, а вихід продукту покращується. Спосіб попереднього контролю форм переднього і заднього кінця слябу, який безперервно відливається, буде описуватися детальніше далі. 1. Спосіб попереднього контролю форми з розрізанням по кривій лінії на передньому і задньому кінці сляба, який безперервно відливається, яка симетрична відносно центральної лінії по ширині сляба, для вирішення задачі компенсації нерівномірної деформації переднього і заднього кінця. Висота H дуги, тобто максимальна величина увігнутості всередину переднього 3 UA 108962 C2 5 10 кінця або виступання назовні заднього кінця, утримується рівною щонайбільше 50 мм, як зображено на Фіг. 4; інтервалом значень переважної висоти H дуги становить 15 мм ~ 30 мм. Це рішення придатне для випадку, коли машина для розрізання сляба, який безперервно відливається, може регулювати криву розрізання на основі ширини і забезпечувати висоту дуги. Крива лінія може бути дугою кола, дугою еліпса, синусоїдою, поліноміальною кривою або подібним. Беручи як приклад спосіб контролю форми з розрізанням по дузі кола, крива розрізання може визначатися шириною W слябу і висотою H її дуги. Тут обрахунок форми переднього кінця сляба береться як приклад, який є таким же як і обрахунок форми заднього кінця сляба; припускаючи, що координатами вершини дуги є (0,0), і відстанню між положенням і центральною лінією по ширині є x, як зображено на Фіг. 4, зміщення y положення відносно координат вершини дуги (0,0) може обраховуватися згідно з наступним виразом: y 2 W2 H 4 4 2H 2H H2 W 2 2 W W 2 x x , де 2 2 15 20 25 30 2. Спосіб попереднього контролю форми з розрізанням сляба по прямій ліній і по дузі. Якщо машина для розрізання сляба, який безперервно відливається, не може контролювати розрізання по кривій на основі ширини сляба, то може використовуватися спосіб попереднього контролю форми з розрізанням по прямій лінії і по дузі. Коли сляб має у середній частині регульовану ширину, то на передньому і задньому кінці сляб може розрізатися згідно зі способом попереднього контролю форми, у якому лінія розрізання містить дугу і дві прямі ділянки. Дві частини об'єднуються між собою для формування форм переднього і заднього кінця, як зображено на Фіг. 5. 3. Спосіб 1 розрізання по ламаній лінії. Внаслідок зручності розрізання слябу, який безперервно відливається, може використовуватися спосіб розрізання по ламаній лінії, як зображено на Фіг. 6. Лінія розрізання може визначатися на основі ширини W і висоти H дуги сляба. Тут обрахунок форми переднього кінця сляба береться як приклад, який співпадає з обрахунком форми заднього кінця сляба; припускаючи, що координатами вершини переднього кінця є (0, 0) і відстанню між положенням і центральною лінією по ширині є x, зміщення y положення відносно вершини переднього кінця сляба з координатами (0, 0) може обраховуватися згідно з наступним виразом: y 35 40 45 50 2H abs x , де W x W . W 2 2 4. Спосіб 2 розрізання по ламаній лінії. Внаслідок стабільності чорнового прокатування, на основі способу 1 розрізання по ламаній лінії лінія розрізання форми містить дві прямі ділянки згідно зі способом попереднього контролю форми з розрізанням по ламаній і прямій лінії. Коли сляб має в середній частині регульовану ширину, то на передньому і задньому кінці сляб може розрізатися згідно зі способом попереднього контролю форми, лінія розрізання в якому містить ламану ділянку і дві прямі ділянки. Дві частини об'єднуються між собою для формування форм переднього і заднього кінця, як зображено на Фіг. 7. 5. Спосіб попереднього контролю форми з розрізанням по трапецеїдальній лінії. Як зображено на Фіг. 8, лінія розрізу може визначатися на основі ширини W, регульованої ширини W" і висоти H дуги сляба. Тут обрахунок форми переднього кінця сляба береться як приклад, яка співпадає з обрахунком форми заднього кінця сляба; коли сляб має в середній частин регульовану ширину, то на передньому і задньому кінці лінія розрізання сляба має пряму ділянку згідно зі способом попереднього контролю форми з розрізанням по трапецеїдальній лінії, і дві похилі ділянки. Дві частини об'єднуються між собою для формування форм переднього і заднього кінця. Припускаючи, що координатами середнього положення вершини переднього кінця є (0,0) і відстанню між положенням і центральною лінією по ширині слябу є x, зміщення y положення відносно координат (0,0) середнього положення вершини переднього кінця може обраховуватися згідно з наступним виразом: 4 UA 108962 C2 y 0 2H y abs x W W' 5 10 15 якщ о abs ( x ) якщ о W' 2 W' W abs ( x ) 2 2 6. Спосіб попереднього контролю форми з розрізанням по багатоланковій кривій, як зображено на Фіг. 9. Багатоланкові криві використовуються для надання передньому кінцю сляба форми, яка увігнута всередину, і його задньому кінцю форму, яка виступає назовні. Варіанти виконання Для підтвердження ефекту способу попереднього контролю форм переднього і заднього кінця, виконують дослід по розрізанню і прокатуванню на лінії гарячого прокатування. В досліді описується спосіб попереднього контролю форм переднього і заднього кінця сляба, кількість відрізаного матеріалу від переднього і заднього кінця проміжного сляба після прокатування і ефект зменшення кількості відрізаного матеріалу. Стани сляба: для підтвердження ефекту попереднього контролю форм переднього і заднього кінця сляба при різних значеннях висоти дуги, передбачається чотири групи дослідів. В кожній групі дослідів вибирають два сляби з ідентичною товщиною і шириною, один з яких використовують для способу попереднього контролю форми переднього і заднього кінця (дуга на передньому кінці припускає увігнутість і дуга на задньому кінці припускає виступання), а інший є традиційним кубоїдним слябом для порівняння. Вибирають вісім слябів, відповідні дані яких вказані в таблицях 1-1-1-4. Таблиця 1-1 Перша Група Досліджуваних Слябів (Одиниця:мм) № Сталь № 1-1 1-2 13170551 13170552 Індикатор Висота Висота ПопереДуги Дуги днього Передньо Заднього контролю го Кінця Кінця Так 8 10 Ні 0 0 Товщина Сляба Ширина Сляба 230 230 Цільова Цільова Товщина Товщина Сталі Сталі 1150 1150 3,01 3,01 1044 1044 20 Таблиця 1-2 Друга Група Досліджуваних Слябів (Одиниця:мм) № Сталь № 2-1 2-2 13170545 13170546 Індикатор Висота Висота ПопереДуги Дуги днього Переднього Заднього контролю Кінця Кінця Так 19 18 Ні 0 0 Товщина Сляба Ширина Сляба 230 230 Цільова Цільова Товщина Товщина Сталі Сталі 1150 1150 3,97 3,97 1121 1121 Таблиця 1-3 Третя Група Досліджуваних Слябів (Одиниця:мм) № Сталь № 3-1 3-2 13170548 13170549 Індикатор Висота Висота ПопереДуги Дуги днього Переднього Заднього контролю Кінця Кінця Так 20 23 Ні 0 0 5 Товщина Сляба Ширина Сляба 230 230 1150 1150 Цільова Цільова Товщина Товщина Сталі Сталі 3,53 3,53 1080 1080 UA 108962 C2 Таблиця 1-4 Четверта Група Досліджуваних Слябів (Одиниця:мм) № 4-1 4-2 5 Сталь № Індикатор Попереднього контролю 1317065 1317066 Так Ні Висота Дуги Попереднього Кінця 35 0 Висота Заднього Кінця Товщина Сляба Ширина Сляба Цільова Товщина Сталі Цільова Товщина Сталі 38 0 230 230 1000 1000 4,97 4,97 979 979 Спосіб попереднього контролю форм переднього і заднього кінця сляба, використовуваний в дослідах, є способом контролю форм з розрізанням по дузі кола. В кожній групі дослідів сляб обробляють однією і тією ж технологією нагрівання і прокатування. Результати визначення кількості відрізаного матеріалу на передньому і задньому кінці проміжного сляба вказані в таблицях 2-1-2-4, де площа розрізу є графічною ділянкою детектора форми переднього і заднього кінця, а не площею поверхні реального об'єкта. Таблиця 2-1 2 Результати Першого Дослідження Сляба (Одинця виміру Площі Поверхні Розрізу:см ) № Сталь № 1-1 1-2 13170551 13170552 Висота Площа Індикатор Дуги Висота Дуги Розрізу ПопереПопере- Заднього Попереднього днього Кінця днього контролю Кінця Кінця Так 8 10 15,01 Ні 0 0 20,86 Площа Розрізу Заднього Кінця 14,86 10,78 Загальна Оптиміза Площа ція Розрізу Ефекту 29,87 31,64 5,59 % 10 Таблиця 2-2 2 Результати Другого Дослідження Слябу (Одиниця виміру Площі Поверхні Розрізу:см ) № 2-1 2-2 Висота Площа Індикатор Дуги Висота Дуги Розрізу ПопереСталь № Попере- Заднього Попереднього днього Кінця днього контролю Кінця Кінця 13170545 Так 19 18 10,91 13170546 Ні 0 0 15,11 Площа Розрізу Заднього Кінця 10,14 17,56 Загальна ОптимізаПлоща ція Розрізу Ефекту 21,05 32,67 35,56 % Таблиця 2-3 2 Результат Третього Дослідження Сляба (Одиниця виміру Площі Поверхні Розрізу:см ) Висота Індикатор Площа Площа Дуги Висота Дуги ПопереРозрізу Розрізу № Сталь № Попере- Заднього днього Переднього Заднього днього Кінця контролю Кінця Кінця Кінця 3-1 13170548 Так 20 23 10,75 14,41 3-2 13170549 Ні 0 0 19,74 11,9 6 Загальна ОптимізаПлоща ція Розрізу Ефекту 25,16 31,64 20,48 % UA 108962 C2 Таблиця 2-4 2 Результати Четвертого Дослідження Сляба (Одиниця виміру Площі Поверхні Розрізу:см ) Висота Індикатор Площа Площа Дуги Висота Дуги Загальна ПопереРозрізу Розрізу Оптиміза№ Сталь № Попере- Заднього Площа днього Переднього Заднього ція Ефекту днього Кінця Розрізу контролю Кінця Кінця Кінця 4-1 1317065 Так 35 38 15,01 14,86 29,87 4,62 % 4-2 1317066 Ні 0 0 17,35 13,97 31,32 5 10 Висновок: вищезгадані чотири групи дослідів показують, що усі кількості відрізаного матеріалу від переднього і заднього кінця проміжного сляба після чорнового прокатування зменшуються після попереднього контролю форм. При різних значеннях висоти дуги мають місце різні значення зменшення кількості відрізаного матеріалу і за цих дослідних умов найбільше зменшення кількості матеріалу становить 35,56 %, що є помітним ефектом. Вищенаведений опис є тільки переважним варіантом виконання представленого винаходу, але не використовується для обмеження об'єму правового захисту представленого винаходу, тому, будь-яка модифікація, еквівалентна альтернатива, вдосконалення і подібне представленого винаходу повинні потрапляти в його правовий об'єм. ФОРМУЛА ВИНАХОДУ 15 20 25 1. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є дугою, причому лінію розрізання визначають на основі ширини W сляба і висоти Η його дуги, припускаючи, що координатами вершини дуги сляба є (0,0) і відстанню між положенням і центральною лінією по ширині є х, при цьому зміщення у положення відносно координат вершини дуги (0,0) обраховують згідно з наступним виразом: y 30 35 40 45 H2 W 2 4 4 2H 2H H2 W 2 2 W W 2 x . x , де 2 2 2. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 1, який відрізняється тим, що форма переднього кінця сляба узгоджується з формою заднього кінця попереднього сляба, а форма заднього кінця сляба узгоджується з формою переднього кінця наступного сляба, тобто, попередній і наступний сляб відрізають від одного і того ж сляба, який безперервно відливається. 3. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 1, який відрізняється тим, що лінія розрізання є дугою кола, дугою еліпса, синусоїдою або поліноміальною кривою. 4. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінця проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання сляба, який безперервно відливається, на передньому і задньому кінці, тобто, розрізання сляба на передньому і задньому кінцях по лінії, яка симетрична відносно центральної лінії по його ширині, при цьому лінія розрізання містить прямі ділянки і дугу, причому коли середня частина сляба має регульовану ширину, то на передньому і задньому кінці сляб згідно зі способом попереднього контролю форми в його середній частині по ширині розрізають по дузі, а решту розрізають по прямій лінії, при цьому об'єднання цих частин між собою надає форму передньому і задньому кінцям сляба, при цьому висоту Η дуги, тобто максимальну величину увігнутості на передньому 7 UA 108962 C2 5 10 15 кінці або максимальну величину виступання на задньому кінці, утримують рівною щонайбільше 50 мм. 5. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, за п. 4, який відрізняється тим, що висоту Η дуги утримують рівною 15 мм~30 мм. 6. Спосіб попереднього контролю форм переднього і заднього кінців сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є ламаною лінією, при цьому лінію розрізання визначають на основі ширини W і висоти Η дуги сляба, припускаючи, що координатами вершини переднього кінця є (0,0) і відстанню між положенням і центральною лінією по ширині є х, а зміщення у положення відносно координат вершини переднього кінця сляба (0, 0) обраховують згідно з наступним виразом: y 20 25 30 35 2H W W absx , де x . W 2 2 7. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, за п. 6, який відрізняється тим, що лінія розрізання містить ламану ділянку і прямі ділянки, при цьому, коли середня частина сляба має регульовану ширину, то на передньому і задньому кінцях сляб розрізають згідно зі способом попереднього контролю форми, в середній частині по ширині сляб розрізають по ламаній, а решту розрізають по прямій лінії, при цьому об'єднання цих частин між собою надає форму передньому і задньому кінцям сляба. 8. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій поверхні його переднього кінця форми, яка увігнута всередину, і торцевій поверхні його заднього кінця форми, яка виступає назовні, при цьому лінія розрізання є трапецеїдальною лінією, яку визначають на основі ширини W, регульованої ширини W' і висоти Η дуги сляба, припускаючи, що координатами середнього положення вершини переднього кінця є (0,0) і відстанню між положенням і центральною лінією по ширині сляба є х, а зміщення у положення відносно координат середнього положення вершини переднього кінця (0,0) обраховують згідно з наступним виразом: y0 2H y absx W W' якщо abs( x ) якщо W 2 W W absx 2 2 . 8 UA 108962 C2 9 UA 108962 C2 Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Автори англійськоюShan, Xuyi, Zhang, Suoquan, Huang, Li, Ding, Hongru, Wang, Ziqiang, Zhu, Weilin, Wang, Quansheng
Автори російськоюШан Ксюи, Жан Суокван, Хуанг Ли, Динг Хонгру, Ванг Зиквянг, Жу Вейлин, Ванг Кваншенг
МПК / Мітки
МПК: B21B 1/46, B22D 11/126
Мітки: сляба, матеріалу, кількості, відрізається, спосіб, задньому, безперервної, передньому, відливається, форм, кінці, заднього, контролю, зменшення, кінця, переднього, проміжного, попереднього
Код посилання
<a href="https://ua.patents.su/12-108962-sposib-poperednogo-kontrolyu-form-perednogo-i-zadnogo-kincya-slyaba-yakijj-bezperervno-vidlivaehtsya-dlya-zmenshennya-kilkosti-materialu-yakijj-vidrizaehtsya-na-perednomu-i-zadnomu.html" target="_blank" rel="follow" title="База патентів України">Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості матеріалу, який відрізається на передньому і задньому кінці проміжного сляба, який під</a>
Спосіб дренування заднього середостіння при задньому гнійному медіастиніті
Номер патенту: 52796
Опубліковано: 10.09.2010
Автори: Герасіменко Ольга Василівна, Філахтов Денис Петрович, Тахтаулов Вадим Вікторович, Вегнер Дмитро Валентинович, Сидоренко Юрій Олексійович, Висоцький Аркадій Григорович
МПК: A61B 17/00
Мітки: медіастиніті, гнійному, середостіння, задньому, дренування, спосіб, заднього
Формула / Реферат:
Спосіб дренування заднього середостіння при задньому гнійному медіастиніті, що включає торакотомію, розтин медіастинальної плеври, некректомію, з подальшим проведенням дренажних трубок на всьому протязі гнійної порожнини середостіння з боку ураження, ушивання торакотомної рани наглухо, який відрізняється тим, що при розтині медіастинальної плеври залишають інтактною її ділянку позаду кореня легені та формують канал між нею і стравоходом,...
Пристрій для освітлення переднього і заднього номерних знаків транспортного засобу
Номер патенту: 83878
Опубліковано: 10.10.2013
Автор: Грищук Юрій Лукич
МПК: F21L 2/00
Мітки: засобу, освітлення, переднього, транспортного, пристрій, знаків, заднього, номерних
Формула / Реферат:
Пристрій для освітлення номерних знаків транспортного засобу, який включає один або два ліхтарі, встановлені в корпусі транспортного засобу і підключені до джерела живлення, який відрізняється тим, що ліхтарі встановлюють в рамку для номерних знаків (переднього і заднього)- з можливістю керування зміною кольору підсвічування, перемикач для керування зміною виведено до салону і розміщено в зручному для водія місці.
Спосіб лікування запальних захворювань переднього та заднього відділів ока
Номер патенту: 22243
Опубліковано: 25.04.2007
Автори: Наріцина Наталія Іллівна, Савко Валентин Валентинович, Серебріна Тетяна Михайлівна, Коновалова Наталія Валеріївна
МПК: A61F 9/00
Мітки: ока, запальних, спосіб, заднього, переднього, лікування, відділів, захворювань
Формула / Реферат:
Спосіб лікування запальних захворювань переднього та заднього відділів ока, який здійснюється шляхом запровадження трансорбітального електрофорезу протизапальних ліків, який відрізняється тим, що додатково через 2 години застосовують ендоназальний електрофорез протизапальних ліків.
Спосіб лікування запальних захворювань переднього та заднього відділів ока
Номер патенту: 91905
Опубліковано: 25.07.2014
Автори: Шайбі Абдеррахим, Наріцина Наталія Іллівна, Коновалова Наталія Валеріївна, Серебріна Тетяна Михайлівна
МПК: A61B 17/00
Мітки: ока, спосіб, запальних, відділів, заднього, захворювань, лікування, переднього
Формула / Реферат:
Спосіб лікування запальних захворювань переднього та заднього відділів ока, згідно з яким хворому протягом 10 діб здійснюють послідовне запровадження мікрохвильової терапії і електрофореза за наступною схемою: хворому проводять сеанс мікрохвильової терапії, через 2 години здійснюють проведення (трансорбітального або ендоназального електрофорезу) протизапальних ліків.
Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається
Номер патенту: 46534
Опубліковано: 16.02.2004
Автори: Планковський Сергій Ігорович, Семеніхін Юрій Іванович, Мазніченко Станіслав Онисимович, Кривцов Володимир Станіславович
МПК: B23D 36/00, B26D 5/38
Мітки: матеріалу, безперервної, комплексу, рухається, роботи, розділення, спосіб, автоматизованого
Формула / Реферат:
1. Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається, за яким на шляху переміщення матеріалу фіксують базовий вимірювальний відрізок, а керуючий сигнал на початок циклу розділення подають з випередженням, при цьому довжину базового відрізка установлюють рівною добутку максимально можливої швидкості руху матеріалу та максимально можливого часу випередження, який відрізняється тим, що на шляху...
Попередній патент: Спосіб зміцнення інтерметалідами сплаву на основі цирконію
Наступний патент: П’єзогравіметр
Випадковий патент: Вітро (гідро) двигун