Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається
Номер патенту: 46534
Опубліковано: 16.02.2004
Автори: Кривцов Володимир Станіславович, Семеніхін Юрій Іванович, Мазніченко Станіслав Онисимович, Планковський Сергій Ігорович
Формула / Реферат
1. Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається, за яким на шляху переміщення матеріалу фіксують базовий вимірювальний відрізок, а керуючий сигнал на початок циклу розділення подають з випередженням, при цьому довжину базового відрізка установлюють рівною добутку максимально можливої швидкості руху матеріалу та максимально можливого часу випередження, який відрізняється тим, що на шляху переміщення матеріалу в межах базового вимірювального відрізка виконують вимірювання швидкості руху матеріалу, одночасно обчислюють поточне значення пройденого матеріалом шляху, обчислюють різницю між величиною базового вимірювального відрізка й поточним значенням шляху, а керуючий сигнал на початок циклу подають в момент часу ![]() коли ця різниця буде задовольняти умові:
коли ця різниця буде задовольняти умові:
![]()
де
![]() - довжина базового вимірювального відрізка;
- довжина базового вимірювального відрізка;
![]() - поточна швидкість руху матеріалу на базовому відрізку;
- поточна швидкість руху матеріалу на базовому відрізку;
![]() - швидкість руху матеріалу в момент часу
- швидкість руху матеріалу в момент часу ![]()
![]() - величина часу випередження.
- величина часу випередження.
2. Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається, за п. 1, який відрізняється тим, що швидкість руху матеріалу стабілізують з моменту подання керуючого сигналу на початок циклу розділення на час, який дорівнює часу випередження ![]() .
.
Текст
1 Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається, за яким на шляху переміщення матеріалу фіксують базовий вимірювальний відрізок, а керуючий сигнал на початок циклу розділення подають з випередженням, при цьому довжину базового відрізка установлюють рівною добутку максимально можливої швидкості руху матеріалу та максимально можливого часу випередження, який відрізняється тим, що на шляху переміщення матеріалу в межах базового вимірювального відрізка виконують вимірювання швидкості руху матеріалу, одночасно обчислюють поточне значення пройденого ма Винахід належить до галузі обробки металів тиском і може бути використаний при розділенні рухомого матеріалу, наприклад, заготовок, що одержані методами безперервного лиття, прокату, та ш Відома імпульсна машина для безвідходного розрізання рухомого прокату, яку призначено для розділення металевої заготовки на частини міряної довжини (ас СРСР № 287824, МКл B23D15/02, B23D15/08) Найбільш близьким до запропонованого способу за призначенням та технічною сутністю й вибраним як прототип є спосіб визначення початку циклу різання машин для розділення матеріалу, що безперервно рухається (ас СРСР № 409485, МКл B26D5/40, B23D25/16), за яким керуючий сигнал на початок циклу подають з випередженням відносно моменту різання При цьому на шляху переміщення зливка фіксують два рівних послідовно розташованих базових відрізка, другий з яких закінчується на теріалом шляху, обчислюють різницю між величиною базового вимірювального відрізка й поточним значенням шляху, а керуючий сигнал на початок циклу подають в момент часу t-|, коли ця різниця буде задовольняти умові t, S - J v m d t = vm1tBlin, о де S - довжина базового вимірювального відрізка, v m - поточна швидкість руху матеріалу на базовому відрізку, v m 1 - швидкість руху матеріалу в момент часу t-|, t B l i n - величина часу випередження 2 Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається за п 1, який відрізняється тим, що швидкість руху матеріалу стабілізують з моменту подання керуючого сигналу на початок циклу розділення на час, який дорівнює часу випередження t B l i n CO Ю контрольній ВІДМІТЦІ розрізу, вимірюють час переміщення зливка на першому базовому відрізку, обчислюють різницю між виміряним часом і заданим часом випередження, запам'ятовують цю різницю й подають керуючий сигнал на початок циклу в момент, коли час переміщення зливка на другому базовому відрізкові дорівнюватиме указаній різниці, а довжину базового відрізка встановлюють рівною добутку максимально можливої швидкості переміщення зливка й найбільш можливого часу випередження Недоліком указаного способу є невисока точність відліку міряної довжини зливка, що відрізається, у випадку, коли швидкість його переміщення є змінною й достатньо високою Указаний спосіб передбачає те, що швидкість руху зливка під час проходження базових відрізків є незмінною (при цьому він може забезпечити максимально високу точність мірної довжини), або змінюється незначно Фактич (О 46534 но для визначення моменту початку циклу розділення використовується припущення про те, що закон руху зливка на базовому відрізку з попередньо заданим Але, як відомо, існує достатньо велика КІЛЬКІСТЬ технологічних процесів, в яких швидкість руху матеріалу, що підлягає розділенню, залежить від ряду технологічних параметрів і не може бути попередньо визначена Це найбільш характерно для сучасних високошвидкісних машин безперервного лиття заготовок (МБЛЗ) В основу винаходу покладено рішення технічної задачі удосконалення способу роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається, яке забезпечує підвищену точність міряної довжини відрізаної заготовки Це досягається тим, що до способу визначення початку циклу різання машин для розділення матеріалу, що безперервно рухається за яким на шляху переміщення матеріалу фіксують базовий вимірювальний відрізок, а керуючий сигнал на початок циклу розділення подають з випередженням, при цьому довжину базового відрізка установлюють рівною добутку максимально можливої швидкості руху матеріалу та максимально можливого часу випередження згідно з винаходом введено у ПОСЛІДОВНІСТЬ операцій процес вимірювання швидкості руху матеріалу на базовому відрізку, обчислювання поточного значення переміщення матеріалу на базовому відрізку, а також обчислювання різниці між величинами базового відрізка та поточним значенням переміщення Це дозволяє більш точно визначити момент подання керуючого сигналу на початок циклу, що, в свою чергу, підвищує точність одержаної при розділенні міряної довжини заготовки Крім того, введення в ПОСЛІДОВНІСТЬ операцій процесу стабілізації швидкості руху матеріалу з моменту подачі керуючого сигналу на час, що дорівнює часу випередження, також підвищує точність міряної довжини Спосіб реалізують таким чином На шляху переміщення матеріалу позначають один базовий вимірювальний відрізок так, що кінцева його точка є контрольною позначкою розділу, тобто в цій точці повинно відбутися розділення матеріалу Довжину базового відрізка S установлюють дорівнюючою добутку найбільш можливої швидкості переміщення матеріалу й найбільш можливого часу випередження В початковій точці базового відрізку встановлюють датчик для визначення моменту проходження матеріалу Після проходження матеріалом початкової точки базового відрізка вмикають датчик вимірювання швидкості руху матеріалу (наприклад, датчик визначення швидкості обертання валка тягнучої КЛІТІ МБЛЗ), який передає інформацію до автоматизованої системи управління комплексом для обчислювання поточного значення переміщення матеріалу за формулою де S m - поточне значення переміщення матеріалу на базовому відрізку, t m - поточне значення часу руху матеріалу на базовому відрізку, vm - поточна швидкість руху матеріалу на базовому відрізку Далі порівнюють величину базового вимірювального відрізка S з величиною поточного переміщення матеріалу Sm, а керуючий сигнал на початок циклу розділення подають в момент часу ti коли буде досягнуто рівність де vmi - швидкість руху матеріалу в момент часу ti, t B m - величина часу випередження Час випередження - це час, який проходить з моменту подачі керуючого сигналу на виконавчі пристрої до моменту розділення матеріалу За звичаєм tern задають, виходячи з робочих характеристик виконавчих пристроїв Таким чином, вимірювання швидкості руху матеріалу на базовому вимірювальному відрізку дозволяє з високою точністю визначити момент часу, коли слід подавати керуючий сигнал на початок робочого циклу розділення матеріалу, причому точність виміру цього моменту практично не залежить від коливань швидкості руху матеріалу при проходженні базового відрізка та її абсолютної величини Крім того запропонований спосіб може бути реалізовано таким чином 3 моменту подачі керуючого сигналу на початок робочого циклу розділення матеріалу застосовують стабілізацію величини швидкості руху матеріалу на час, дорівнюючий часу випередження t B m Значення t B m вимірюється практично декількома секундами, тому стабілізація швидкості руху матеріалу на такий короткий час, як правило не викликає якихось відхилень у технологічному процесі В той же час, це дозволяє забезпечити максимально можливу точність міряної довжини при розділенні матеріалу ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for operating a computer-based system for separation of continuously moving material
Автори англійськоюKryvtsov Volodymyr Stanislavovych, Maznichenko Stanislav Onysymovych, Plankovskyi Serhii Ihorovych
Назва патенту російськоюСпособ работы автоматизированного комплекса для разделения непрерывно движущегося материала
Автори російськоюКривцов Владимир Станиславович, Мазниченко Станислав Онисимович, Планковский Сергей Игоревич
МПК / Мітки
МПК: B23D 36/00, B26D 5/38
Мітки: розділення, роботи, безперервної, рухається, комплексу, автоматизованого, спосіб, матеріалу
Код посилання
<a href="https://ua.patents.su/2-46534-sposib-roboti-avtomatizovanogo-kompleksu-dlya-rozdilennya-materialu-shho-bezperervno-rukhaehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб роботи автоматизованого комплексу для розділення матеріалу, що безперервно рухається</a>
Пристрій для вимірювання модуля пружності матеріалу, що рухається
Номер патенту: 3238
Опубліковано: 26.12.1994
Автори: Щепан Роман Ярославович, Лонкевич Євген Сергійович, Винницький Володимир Миколайович
МПК: B23P 25/00, G01B 5/30
Мітки: пружності, рухається, пристрій, матеріалу, вимірювання, модуля
Формула / Реферат:
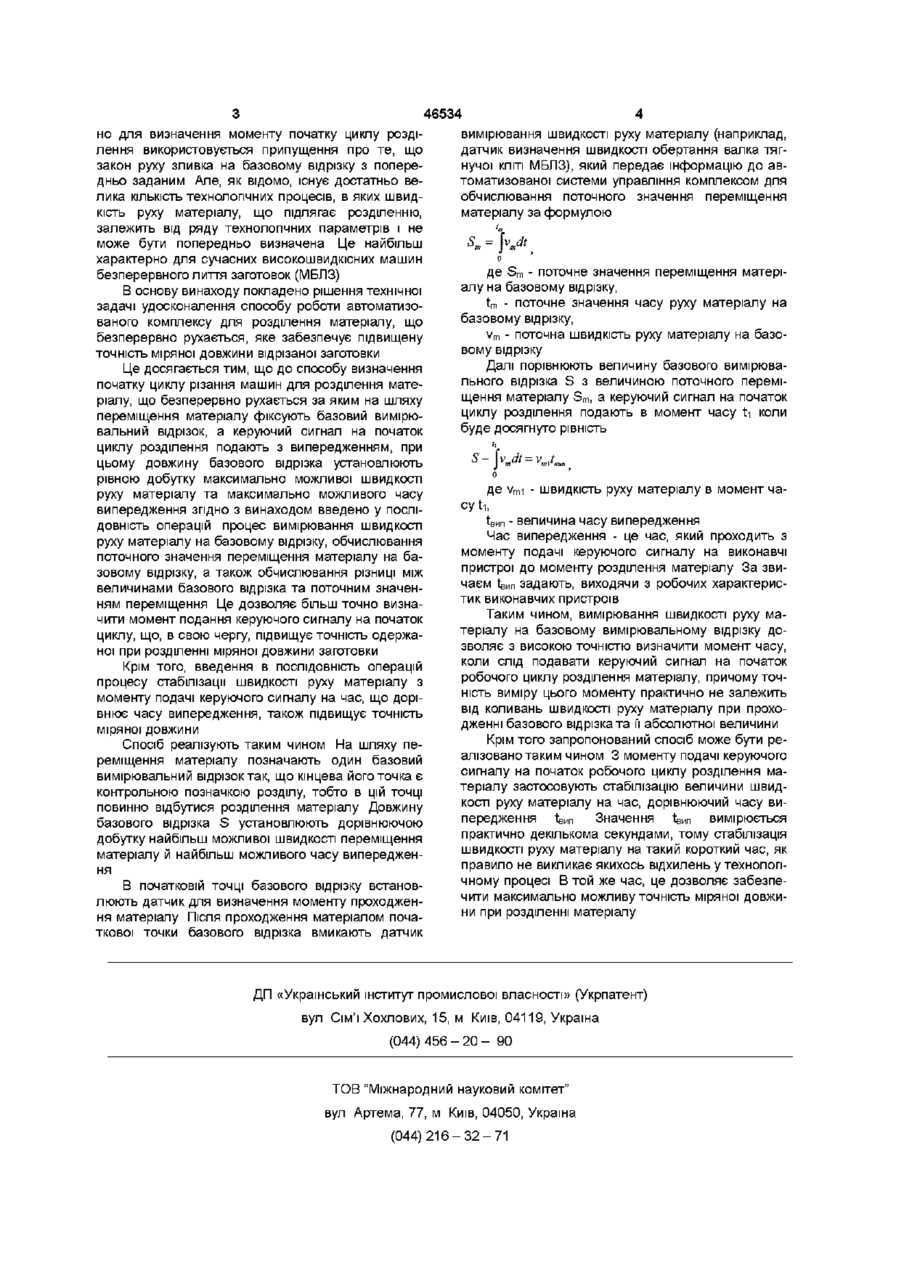
Устройство для измерения модуля упругости движущегося материала, содержащее ряд последовательно соединенных секций, каждая i-я секция включает электродвигатель с приводом, систему управления электродвигателем, измерители скорости и натяжения материала, подключенные ко входам системы управления, сигнализатор линейной скорости, ко входу которого подключен измеритель скорости, блок измерения приведенного модуля упругости материала, к первому и...
Безперервно пересувна у процесі роботи виправочнопідбивочно-обробна машина
Номер патенту: 3602
Опубліковано: 27.12.1994
Автори: Йьора Ганц, Йоханн Хансманн
МПК: E01B 27/17
Мітки: роботи, пересувна, машина, безперервної, процесі, виправочнопідбивочно-обробна
Формула / Реферат:
1. Непрерывно передвигающаяся в процессе работы выправочно-подбивочно-отделочная машина, содержащая раму, один конец которой оперт на ходовую тележку, смонтированные на раме кабину оператора, силовую установку, привод ходовой тележки, контрольно-измерительное устройство, включающее в себя базовую систему отсчета, дополнительную раму, один конец которой установлен в направляющих рамы машины, а второй оперт на вторую ходовую тележку, привод...
Спосіб розкрою безперервно рухомого листового матеріалу і улаштування для його здійснення
Номер патенту: 14322
Опубліковано: 25.04.1997
Автори: Штейнфаєр Євген Львович, Жук Юрій Михайлович
МПК: B23D 25/00, B23D 33/00, B26D 1/00
Мітки: розкрою, здійснення, матеріалу, листового, рухомого, безперервної, спосіб, улаштування
Формула / Реферат:
1. Способ раскроя непрерывно движущегося листового материала на карточки, при котором линия отрезки карточки от материала совпадает с результирующей геометрического сложения скорости перемещения материала в продольном направлении и скорости перемещения инструмента в поперечном направлении, отличающийся тем, что, с целью повышения производительности и качества реза, резку производят вращающимися инструментами, окружная скорость которых...
Спосіб підвищення точності планування роботи бортового спеціального комплексу штучного супутника землі
Номер патенту: 56084
Опубліковано: 15.04.2003
Автор: Богом'я Володимир Іванович
МПК: B64G 3/00
Мітки: планування, землі, точності, спеціального, підвищення, бортового, штучного, комплексу, супутника, роботи, спосіб
Формула / Реферат:
Спосіб підвищення точності планування роботи бортового спеціального комплексу штучного супутника Землі, який полягає в тому, що через технічні засоби прийому до формувача наукової заявки надходять метеодані, які перетворюють з аналогової в цифрову форму з наступним записом на магнітні носії ПЕОМ, отримані значення полів баричної інформації накладають на географічні координати заданих районів зйомки і розраховують можливість зйомки бортовим...
Улаштування для розкрою безперервно рухомого листового матеріалу на картки
Номер патенту: 14324
Опубліковано: 25.04.1997
Автори: Штейнфаєр Євген Львович, Жук Юрій Михайлович
МПК: B23D 36/00, B26D 5/02, B23D 25/00
Мітки: безперервної, рухомого, листового, картки, улаштування, матеріалу, розкрою
Формула / Реферат:
Устройство для раскроя непрерывно движущегося листового материала на карточки по авт. св. № 897421, отличающееся тем, что, с целью повышения производительности путем расширения диапазона длин отрезаемых карточек, привод выполнен в виде электродвигателя, зубчатых передач, дифференциала, реверсивной передачи, состоящей из вала, обгонных муфт, расположенных на нем, конических шестерен, размещенных на обгонных муфтах, и ведущей конической...