Шкребок стрічкового конвеєра з кутовим засобом регулювання по висоті
Формула / Реферат
1. Модуль шкребка стрічкового конвеєра, який призначений для очисного пристрою для зворотної гілки конвеєрної стрічки і встановлений як один з декількох таких модулів на носії системи, яку регулюють по висоті, і має:
базовий елемент (1), прикріплений на носії (21) системи;
носій (3) різальної кромки, на якому встановлена очисна пластина (4),
на якій встановлено очисну кромку (5) і яка утворює тупий кут відносно стрічки в напрямку руху;
очисний корпус (2) з корпусом зчленування, який має, в даному випадку, два зчленування, з яких
перше зчленування (7), вісь (11) обертання якого проходить поперек напрямку руху стрічки, має торсійну пружину (16), яка з'єднує базовий елемент (1) та очисний корпус (2) і призначена штовхати очисну пластину (4) в напрямку стрічки,
друге зчленування має втулку (6), в якій носій (3) різальної кромки встановлено з можливістю обертання, при цьому вісь (12) обертання другого зчленування розташовано в поздовжньому напрямку відносно напрямку руху стрічки, а друге зчленування орієнтує носій (3) різальної кромки на стрічці так, що очисна кромка (5) завжди притуляється плоско до стрічки;
засіб (8) регулювання по висоті модуля шкребка стрічкового конвеєра на базовому елементі (1),
який відрізняється тим, що перше зчленування (7) має пружинний засіб (9) вимірювання кута і зафіксований упор (10) для зміщення.
2. Модуль за п. 1, який відрізняється тим, що перше зчленування (7) із зафіксованим упором (10) виконано з гумовою торсійною пружиною (16) з квадратним гніздом (15), в якому закріплено стопорний диск (14) для натискання на стопорний носик (13), закріплений на корпусі зчленування.
3. Модуль за п. 1 або п. 2, який відрізняється тим, що силу попереднього напруження визначають з допомогою сенсорного вимірювального механізму, вбудованого у відповідному модулі, і відмінності в попередньому напруженні компенсують з допомогою засобу регулювання модуля по висоті.
4. Модуль за будь-яким з пп. 1-3, який відрізняється тим, що сенсорний вимірювальний механізм виконаний у вигляді вбудованого пружинного засобу вимірювання кута в комбінації з кільцем (17), виконаним з можливістю повороту на осі (11) обертання першого зчленування і розташованим концентрично на першому зчленуванні (7), він рухається разом із шкребком стрічкового конвеєра, коли той відхиляється назад, після чого не повертається назад, і залишається в положенні найбільшої амплітуди відхилення, досягненої до цього моменту.
5. Модуль за п. 4, який відрізняється тим, що сенсорний вимірювальний механізм виконаний у вигляді вбудованого пружинного засобу вимірювання кута і поворотного пластмасового кільця (17) з кінцем у вигляді стрілки (18), що вказує на попереднє напруження торсіонної пружини по шкалі (19).
6. Модуль за п. 5, який відрізняється тим, що поворотне пластикове кільце (17) кріпиться так, що воно може обертатися відносно диска зі спіненого матеріалу або гумового кільця (23), на якому воно встановлене з невеликим зменшеним розміром, і тому пластикове кільце (17) надійно фіксується в його зміщеному положенні тертям між диском зі спіненого матеріалу або гумовим кільцем (23) і пластиковим кільцем (17), навіть коли модуль знову звільнений від напруження.
7. Модуль за будь-яким одним з пп. 1-2, який відрізняється тим, що на тому боці модуля, на якому встановлено обмежувальний засіб, є пристрій для електронного вимірювання кута повороту.
8. Модуль за п. 7, який відрізняється тим, що пристрій для електронного вимірювання кута повороту вбудовано в захисну кришку.
9. Модуль за будь-яким одним з пп. 7-8, який відрізняється тим, що пристрій для електронного вимірювання кута повороту має передавач, за допомогою якого стан кута повороту перетворюється в сигнал, який передається на приймач, розташований за межами модуля.
10. Модуль за п. 9, який відрізняється тим, що носій системи має встановлений на ньому приймач, який приймає сигнали, передані модулями шкребка стрічкового конвеєра, і оцінює зазначені сигнали в блоці оцінки.
11. Модуль за п. 10, який відрізняється тим, що блок оцінки підключено до пристрою індикації.
12. Модуль за будь-яким одним з пп. 10-11, який відрізняється тим, що блок оцінки має передавач, за допомогою якого визначені дані або значення передаються до додаткової віддаленої станції обслуговування або вимірювальної станції.
13. Використання модуля шкребка стрічкового конвеєра за будь-яким одним з пп. 1-6 на носії системи, який регулюється по висоті з допомогою ходових гвинтів і призначений для очисного пристрою для зворотної гілки конвеєрних стрічок.
14. Спосіб установки і регулювання модуля шкребка стрічкового конвеєра за будь-яким одним з пп. 1-12, який відрізняється тим, що має наступні операції:
(і) шкребок рухають в напрямку стрічки переміщенням носія системи з ходовим гвинтом поки перший модуль не увійде в контакт зі стрічкою; всі залежні вказівники пристрою вимірювання кута тепер повернуті назад до зафіксованого упора;
(іі) з цього положення шкребок попередньо напружують переміщуючи далі відносно стрічки шляхом зміщення ходового гвинта носія системи; положення по висоті ходового гвинта засобу зміщення носія відмічають;
(ііі) носій системи з модулями переміщують знову назад від стрічки і видаляють;
(iv) тепер може бути застосовано позиціонування залежних вказівників, щоб показати, чи всі модулі мають оптимальний рівень попереднього напруження;
(v) якщо попереднє напруження модуля не відповідає встановленим вимогам, модуль переміщують з допомогою засобу регулювання по висоті базової частини модуля;
(vi) після регулювання модулів по висоті залежні вказівники знову встановлюють на нуль, і шкребок знову попередньо напружують відносно стрічки, поки положення, яке було встановлене в операції (іі), не буде досягнуте знову.
15. Спосіб роботи блока оцінки модуля шкребка стрічкового конвеєра за одним з пп. 7-12, який відрізняється тим, що він визначає модуль, який є найбільш зношений і найменш готовий для продовження роботи, і показує три значення:
перше значення, коли можна необмежено продовжувати роботу,
друге значення, коли потрібне технічне обслуговування, і
третє значення, для випадку, коли було досягнуто кінцевого упору, і більше не здійснюється очистка стрічки.
Текст
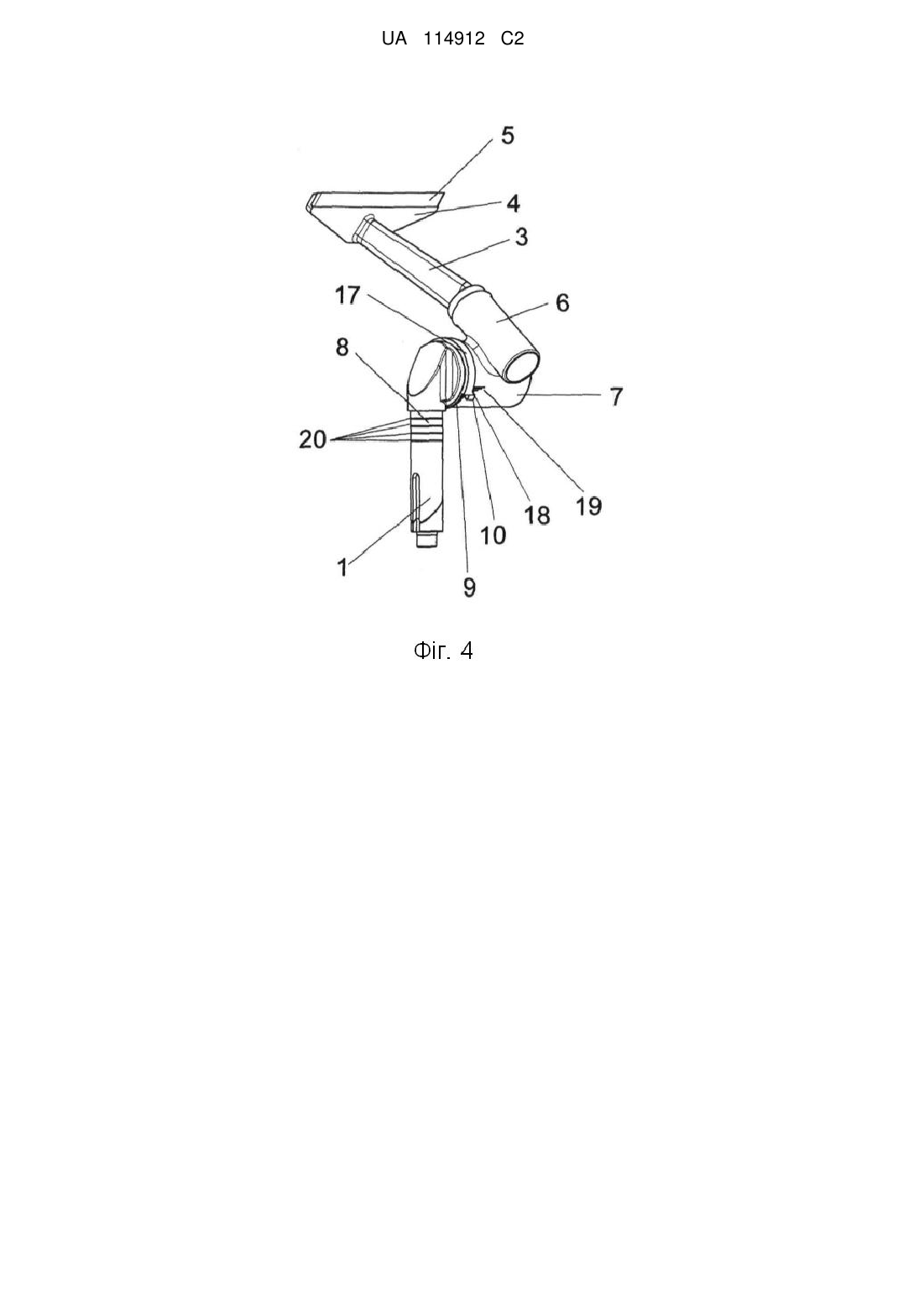
Реферат: Винахід стосується модуля шкребка стрічкового конвеєра, призначеного для очисного пристрою для зворотної гілки конвеєрної стрічки і встановленого як один з декількох таких модулів на носії системи, яку регулюють по висоті, який має: базовий елемент, який кріпиться на носії системи; носій (3) різальної кромки, на якому встановлено очисну пластину, на якій встановлено очисну кромку, та очисна пластина утворює тупий кут відносно стрічки в напрямку руху; очисний корпус з корпусом зчленування, який має два зчленування, з яких перше зчленування, вісь обертання якого проходить поперек напрямку руху стрічки, має торсійну пружину, яка з'єднує базовий елемент і очисний корпус і призначена штовхати очисну пластину в напрямку стрічки; друге зчленування має втулку, в якій носій різальної кромки встановлено з можливістю обертання, при цьому, вісь обертання зазначеного другого зчленування розташовано в поздовжньому напрямку відносно напрямку руху стрічки, і друге зчленування орієнтує носій різальної кромки на стрічці так, що очисна кромка завжди притуляється плоско до стрічки; та засіб регулювання по висоті модуля шкребка стрічкового конвеєра на базовому елементі. При цьому перше зчленування має пружинний засіб вимірювання кута і зафіксований упор для зміщення. UA 114912 C2 (12) UA 114912 C2 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до системи шкребка стрічкового конвеєра, що складається з модулів для зворотної гілки конвеєрних стрічок, яка містить регульований, фіксований або пружно встановлений поперечно напрямку руху стрічки носій системи, і декілька модулів очищення, які встановлені один поруч з одним на цьому носії. Кожен з модулів очищення несе очисну пластину, яка розташована впритул до стрічки, забезпечує зіскрибаючу дію на неї і пружно тисне на стрічку. Відповідні системи шкребків стрічкового конвеєра утворюють відомий рівень техніки, наприклад, згаданий тут патент EP 254 977 B1. Відомі системи шкребків стрічкового конвеєра використовуються для широкого спектра матеріалів, що можуть транспортуватися при широкому різноманітті умов транспортування. Вони завжди повинні надійно працювати навіть у випадку швидкої зміни властивостей, наприклад на відкритому повітрі під дощем, що безперервно йде, і віддалено від місць виробничих приміщень, наприклад, при переробці сировинних матеріалів, де потрібна довговічність. Періоди зупинки повинні бути якомога коротше, так як перебої у виробництві, як правило, несуть високі подальші витрати. Ці вимоги задовольняються за рахунок модульної конструкції. Звичайні модулі, які описані в якості прикладу в ЕР 254977 В1 і DE-A 36 20 960, мають: • базовий елемент, який кріпиться на одному з носіїв системи, • носій різального пруга, на якому встановлена очисна пластина, • очисну кромку, яка встановлюється на очисній пластині, • і очисний корпус, який має • втулку, в якій передній носій, встановлений з можливістю обертання, і • зчленування з торсійною пружиною, яка з'єднує базовий елемент і очисний корпус. Довгий строк експлуатації також досягається за рахунок очисних пластин, що мають зносостійкі очисні кромки з карбіду, які дуже повільно зношуються стиранням, в результаті чого з'являється дуже гостра очисний пруг. Ця дуже гостра очисний пруг з карбіду призводить до значних проблем, що викликають перерви в роботі і необхідність у вирішенні технічних проблем при обслуговуванні. Як тільки технічне обслуговування стрічки було закінчене, часто можна бачити, що стрічка конвейєра рухається трохи назад. Це викликається, наприклад, тим, що стрічка конвеєра, яка розтягується пружно під час роботи, знову стягується, коли установка не працює під час технічного обслуговування. Залежно від технічного обслуговування, неминучий зворотний хід може скласти кілька метрів. Цілком можливо, що в цьому випадку пруг з карбіду може врізатися в стрічку, яка ушкоджується, тому що пруг з карбіду є дуже гострою. При технічному обслуговуванні бажано уникати ситуації, коли пруг з карбіду ріже стрічку під час установки і видалення носія, що робить важким регулювання. У разі дефектів стрічки або наростів на ній під час роботи, шкребок стрічкового конвеєра, спочатку відскакує від стрічки, а потім різко повертається назад на стрічку, причому, цей пружно-зворотний рух відбувається постійно. Технічна проблема полягає втому, що шкребок стрічкового конвеєра і очисна пластина повинні бути налаштовані таким чином, щоб протягом усього періоду зносу, налаштування системи шкребка стрічкового конвеєра, яке здійснене на початку роботи, залишалося практично незмінним, якщо бути точним, при всіх можливих ситуаціях роботи та завантаження. Наприкінці, як тільки очисний пруг з карбіду повністю зношена, модулі повинні бути замінені на нові. Якщо цей термін обслуговування буде перевищений, носій різального пруга буде піддаватися швидко прогресуючому зносу поки, в кінцевому рахунку, залишаються тільки важелями носіїв, які прилягають до стрічки. На підставі поясненого збільшується поверхневий тиск або утворюються гострі края, це може призвести до пошкодження стрічки. При обслуговуванні шкребків всередині і під стрічковими конвеєрами правила техніки безпеки забороняють проводити роботу без спеціальних захисних заходів. Тому повинні бути можливість шкребки обслуговувати ззовні і точне регулювання модулів на нерівній стрічці бажано здійснювати також за межами рами стрічкового конвеєра. У зв'язку з цим завданням винаходу є створення простого і економічно ефективного пристрою, який вирішує вищеописані проблем і може бути просто і швидко встановлений. Суть винаходу полягає в тому, щоб створити шкребок, який має надзвичайно просту модульну конструкцію, забезпечує кращі експлуатаційні якості при очищенні і є дуже простим в обслуговуванні, тобто робітнику не потрібно мати будь-які спеціальні навички, при цьому, робота по обслуговуванню шкребка повинна виконуватися тільки зовні рами конвеєра, а робота по заміні модулів, коли очисні кромки зношені, здійснюється також лише зовні рами конвеєра. Шкребок повинен працювати без будь-якого технічного обслуговування, яке необхідно здійснювати тільки, коли кромки з карбіду будуть повністю зношені. Зворотний рух стрічки, як це 1 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 часто буває з різних причин, повинен бути можливий без ушкоджень шкребка або стрічки. Шкребок повинен мати пристрій, з допомогою якого можна виміряти нерівності стрічки, щоб адаптувати модулі до цих нерівностей шляхом регулювання по висоті. Шкребок повинні бути в значній мірі вільний від відкладень матеріалу, які погіршують функціонування пристрою. Винахід вирішує поставлену ціль з допомогою модуля шкребка стрічкового конвеєра, який встановлений як один з декількох таких модулів на носії системи, що регулюється по висоті, який має • базовий елемент, який кріпиться на носії системи, • носій різального пруга, на якому встановлена очисна пластина, • на якій встановлена очисний пруг, і • очисна пластина утворює тупий кут відносно стрічки, якщо дивитися в напрямку руху, • очисний корпус з корпусом зчленування, який має, в даному випадку, два зчленування, з яких • перше зчленування, вісь обертання якого проходить поперек напрямку руху стрічки, має торсійну пружину, яка з'єднує базовий елемент і очисний корпус і призначена штовхати очисну пластину в напрямку стрічки, • друге зчленування з втулкою, в якому носій різального пруга встановлено з можливістю обертання, при цьому, вісь обертання зазначеного другого зчленування розташовано в поздовжньому напрямку відносно напрямку руху стрічки, і друге зчленування орієнтує носій різального пруга на стрічці, так, що очисний пруг завжди притуляється плоско стрічки, • засіб регулювання по висоті модуля шкребка стрічкового конвеєра на базовому елементі, в якому перше зчленування має пружинний засіб вимірювання кута і зафіксований упор для зміщення. Зафіксований упор досягає положення, де, після установки на носій системи, всі очисні кромки модулів шкребка стрічкового конвеєра розташовані в прямолінійній площині. Запровадження зафіксованого упору підвищує рівень, до якого стрічка є безпечною, так як, навіть, якщо час обслуговування перевищений, або, якщо очисні кромки були передчасно зношені або були повністю зношені, модуль шкребка стрічкового конвеєра регулюється тільки до тих пір, поки він не досягне зазначеного зафіксованого упору і не тисне додатково на стрічку. Перше зчленування з зафіксованим упором, в кращому варіанті здійснення винаходу, виконане з гумовою торсійною пружиною і з квадратним гніздом, на якому закріплений стопорний диск, який натискає на стопорний носик, закріплений на корпусі зчленувань. Коли шкребок розташовують з напруженням на нерівну стрічку, на окремих модулях створюються різні ступені попереднього напруження. В одному варіанті здійснення винаходу передбачено, що ці відмінності попереднього напруження виявляють сенсорним механізмом вимірювання, вбудованим у відповідний модуль, а потім відмінності в попередньому напруженні компенсують з допомогою засобу регулювання модуля по висоті. Сенсорний механізм вимірювання дозволяє оптимальне регулювання попереднього напруження шкребка без необхідності проведення роботи в жолобі конвеєрної стрічки або під нею. Таким чином, можна за діючими правилами техніки безпеки, яких необхідно дотримуватися, на місці здійснювати регулювання без високовитратного обладнання (помостів), яке необхідно при використанні звичайного, відомого з рівня техніки, обладнання і це є перевагою даного винаходу. В одному варіанті здійснення винаходу, сенсорний механізм вимірювання виконаний у вигляді вбудованого пружинного засобу вимірювання кута в поєднанні з кільцем, яке встановлене з можливістю обертання навколо осі обертання першого зчленування і розташоване концентрично на першому зчленуванні. Коли шкребок стрічкового конвеєра подається назад, зазначене кільце захоплюється і тягнеться, але, коли шкребок подається назад знову, то кільце залишається в положенні найбільшої амплітуди подачі назад, яка була досягнена до цього моменту. Також є індикативний механізм, з допомогою якого можна бачити, чи зчитувати величину повороту, який був досягнутий відносно вихідного стану. В такий спосіб може бути зчитане попереднє напруження торсійної пружини. В іншому варіанті здійснення винаходу, сенсорний механізм вимірювання виконаний у вигляді вбудованого пружинного засобу вимірювання кута і поворотного пластикового кільця з стрілкою на кінці, яка вказує на попереднє напруження торсійної пружини на шкалі. В іншому варіанті здійснення винаходу, поворотне пластикове кільце обертається по відношенню до диска з спіненого матеріалу або гумового кільця, на якому він сидить з невеликим заниженим розміром, і тому пластикове кільце надійно фіксується в його 2 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 60 відхиленому положенні за рахунок тертя між диском з спіненого матеріалу або гумовим кільцем і пластиковим кільцем, навіть коли модуль знову звільнений від напруження. В іншому варіанті здійснення винаходу, на тому боці модуля, на якому встановлений обмежувальний засіб, є пристрій для електронного вимірювання кута повороту. Зазначений пристрій може бути вбудований, наприклад, в захисну кришку. Це дозволяє визначити положення кута повороту в цифровій формі і перетворити його в сигнал, який показує нульове і кінцеве положення. В додатковому варіанті, пристрій для електронного вимірювання кута повороту має передавач, з допомогою якого стан кута повороту перетворюється в сигнал, який передається на приймач, розташований за межами модуля. В іншому варіанті здійснення винаходу, носій системи має встановлений на ньому приймач, який приймає сигнали, передані від модулів шкребка стрічкового конвеєра, і оцінює зазначені сигнали в блоці оцінки Цей блок оцінки переважно працює так, що він визначає модуль, який є найбільш зношеним і є найменш готовим для залишеного періоду роботи, і показує три значення: перше значення, коли можна необмежено продовжувати роботу, друге значення, коли потрібне технічне обслуговування, і третє значення, для випадку, коли було досягнуто кінцевого упору і більше не може здійснюватися очистка стрічки. Блок оцінки переважно з'єднаний з індикативним пристроєм. Такий пристрій може бути виконаний, наприклад, так, що зелений індикатор загоряється в кінці носія системи при першому значенні, жовтий індикатор загоряється при другому значенні і червоний індикатор загоряється в третьому випадку, і таким чином можна здалеку побачити стан зносу у вигляді набору світлофорів. Звичайно, також можливі інші методи індикації, щоб досягти того ж ефекту. Також, звичайно, можна показувати цифровий сигнал, використовуючи числа. Ще одна конфігурація блоку оцінки полягає в тому, що він забезпечений передавачем, з допомогою якого визначені дані або значення передаються до додаткової віддаленої станції обслуговування або вимірювальної станції. Звичайно, також можливо поєднати різні методи індикації. Після того, як модулі відповідно до винаходу встановлені на носії системи, операція регулювання відбувається в наступній послідовності: (1) Шкребок рухають в напрямку стрічки переміщенням носія системи з ходовим гвинтом поки перший модуль не увійде в контакт зі стрічкою. Всі залежні вказівники пристрою вимірювання кута тепер повернуті назад до зафіксованого упора. (2) З цього положення шкребок попередньо напружують додатковим переміщенням відносно стрічки шляхом зміщенням ходовим гвинтом носія системи. Положення по висоті ходового гвинта засобу зміщення носія маркують. (3) Носій системи з модулями переміщують знову назад від стрічки і відсувають. (4) Тепер може бути застосоване позиціонування залежних вказівників, щоб показати, чи всі модулі мають оптимальний рівень попереднього напруження. (5) Якщо попереднє напруження модуля не відповідає встановленим вимогам, модуль адаптують з допомогою засобу регулювання по висоті базової частини модуля. (6) Після регулювання модулів по висоті залежні вказівники знову встановлюють на нуль і шкребок стає знову попередньо напруженим по відношенню до стрічки, поки положення, яке було встановлене при операції (іі), не буде досягнуте знову. При необхідності, операції 3-6 повторюють знову. Переваги цього винаходу полягають у наступному: • Кутове розташування носіїв передньої кромки модулів є незмінним при наступній роботі і не визначається відхиленнями розмірів і матеріалу гумових елементів або розмірами квадратних структур гумових пружин. • Після установки на несій системи всі очисні кромки модулів розташовуються в одній площині. Це робить регулювання на стрічці більш легким і дозволяє однакове регулювання модулів. Це дає можшливість виміряти і адаптувати кути пружинного напруження на всіх модулях. • Під час регулювання ходовим гвинтом по відношенню до стрічки модуль, при первісному контакті з стрічкою, вже нахиляють на декілька градусів далі назад. Це зменшує ризик заклинювання модулів, так як шкребок має додаткове напруження. Таким чином, це дозволяє уникнути операції повернення вручну модулів назад під час регулювання ходовим гвинтом. • Максимальна величина зносу обмежена зафіксованим упором. Це запобігає ситуації, в якій, якщо обслуговування шкребка не виконується своєчасно, то стрічка може бути пошкоджена, внаслідок того, що модулі піддаються надмірного зносу. • При зворотному русі стрічки, шкребок не може врізатися в стрічку або заклинитися на ній. Нижче цей винахід буде пояснено більш детально, де: 3 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 60 на фіг. 1 показано вигляд спереду модуля, на фіг. 2 показано вид збоку модуля, на фіг. 3 показано перспективний вид модуля з першим зчленуванням, на фіг. 4 показано модуль з регулятором по висоті і поворотним пластиковим кільцем, на фіг. 5 показано регулятор по висоті модулів шкребка стрічкового конвеєра на несії системи на стрічці, і на фіг. 6 показано переріз з пластиковим кільцем, необхідним для вимірювальних цілей. На фіг.1 показано вигляд спереду модуля шкребка стрічкового конвеєра, що має базовий елемент 1, очисний корпус 2 і носій 3 різального пруга, на якому встановлена очисна пластина 4 з очисною кромкою 5, яка закріплена на кінці очисної пластини. Очисний корпус 2 має також втулку 6, в якій встановлено з можливістю вільного обертання носій 3 різального пруга. Втулка 6 закріплена на першому зчленуванні 7, яке виконано у вигляді торсійно-пружинного зчленування, яка сама по собі утворює друге зчленування. Втулка 6, яка утворює друге зчленування, і корпус першого зчленування утворюють очисний корпус 2. Перше зчленування з'єднане з базовим елементом 1, який має засіб 8 регулювання по висоті. Перше зчленування має пружинний засіб 9 вимірювання кута і зафіксований упор 10 у вигляді ведучого елемента, який захоплює поворотне пластикове кільце 17, коли модуль піддається попередньому напруженню. Перше зчленування обертається навколо осі 11 обертання. На фіг. 2 показано вид збоку модуля шкребка стрічкового конвеєра на фіг.1, також показано вісь 12 обертання другого зчленування. На фіг. 3 показано перспективний вид модуля шкребка стрічкового конвеєра на фіг.1 і 2, де бік першого зчленування 7, який розташований протилежно боку, показаному на фіг. 2, показаний у відкритому стані. Тут можна побачити стопорний носик 13, який прикріплено до корпусу першого зчленування. Опора формується з допомогою стопорного диска 14, який з'єднано з квадратним гніздом 15. Тут внутрішній квадрат 15 є фіксованим та не обертається разом з очисним корпусом 2. Можна бачити гумову торсійну пружину 16, виконану відповідно до відомих рішень, як описано, наприклад, в DE-A 36 20 960, що знаходиться в першому зчленуванні. Оскільки очисна пластина 4 піддається зносу, то носій 3 різального пруга рухається поступово в напрямку стрічки, і може зрештою пошкодити останню своїм кінцем, якби не було зафіксованого упору (в цьому випадку, утвореного стопорним носиком 13 і стопорним диском 14), який не допускає цього. На фіг. 4 показано вид в перспективі модуля шкребка стрічкового конвеєра на фіг 3, але з іншого боку. Тут можна побачити пружинний засіб 9 вимірювання кута і зафіксований упор 10. Пластикове кільце 17 з кінцем у вигляді стрілки 18 вказує на шкалі 19 попереднє напруження торсійної пружини, яка є вільною від напруження при установці. Це попереднє напруження не слід плутати з притискною силою, з якою шкребок притискається до стрічки під час операції очищення. Притискна сила змінюється, коли знос зростає, так як гумова торсійна пружина 16 змінює кут на деяку величину і, відповідно, притискна сила зменшується. Індикацію сили попереднього напруження використовують для цілей установки. Під час роботи, рух очисного корпуса 2, який пружно виштовхується перешкодами на стрічці під час очищення, викликає відхилення гумової торсійної пружини 16. Відповідно, кінець у вигляді стрілки18, замість того щоб продовжувати вказувати поточний рівень попереднього навантаження, вказує на максимальне відхилення і, отже, на максимальну прижимну силу, яка виникла під час роботи. Слід також брати до уваги той факт, що на додаток до попереднього навантаження гумової торсійної пружини, також відбувається подальше навантаження, як результат підйому вгору системи носія. Прижимна сила є сумою попереднього напруження і наступного напруження мінус падіння напруження, так як гумова торсійна пружина 16 пружинить, так як має місце знос очисної кромки. Якщо носій системи, який утримує окремі модулі шкребка стрічкового конвеєра, переміщають назад на стрічку при подальшій установці, то модулі шкребка стрічкового конвеєра, як тільки вони досягли стрічки, пружно відсуваються назад, так як рух вгору продовжується, протилежно напрямку руху стрічки, при цьому, зазначені модулі притуляються до стрічки і трутся по ній. Попереднє напруження встановлюється на заводі-виробнику з допомогою стопорного носика 13 і вибору стопорного диска 14, тобто можна вибирати геометрію отвору відносно положення внутрішнього квадрату. Стопорний диск 14 тут виконує дві функції: з одного боку, обмежує відхилення очисного корпуса 2 в напрямку стрічки, для того, щоб запобігти пошкодженню стрічки після того, як очисна пластина 4 зноситься, а з іншого боку, геометрія стопорного диска 14 встановлює рівень попереднього напруження. В цьому випадку фіксований упор реалізується з допомогою стопорного диска 14 і стопорного носика 13, але також можливо застосовувати інші засоби для 4 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 60 досягнення цього фіксованого упору відповідно до винаходу, не відходячи від загальної концепції винаходу. Цей фіксований упор не слід плутати з зафіксованим упором 10 пружного засобу 9 вимірювання кута, встановленого на протилежній ділянці першого зчленування 7. Фіг. 5, як приклад, ілюструє вимірювання різниці висоти поверхні стрічки і наступне регулювання по висоті модулів шкребка стрічкового конвеєра, щоб досягти ситуації, коли всі очисні кромки розташовані впритул до стрічки з однаковим попередньо заданим рівнем тиску. На верхній частині фігури показаний шкребок з п'ятьма модулями на носії 21 системи, які вже попередньо напружені і знову звільнені від напруження. У виривах у збільшеному масштабі наведено мітки, визначені стрілками на кінці пластикових кілець, що показують попереднє напруження. Тільки у випадку відповідних зовнішніх (крайніх) модулів стрілка вказує на четверту і найдовшу мітку, що означає, що ці модулі були попередньо напружені в повному обсязі. Центральний модуль має стрілку, що вказує на другу мітку, а інші два модулі мають стрілку, яка вказують на третю мітку. Відповідно, ці модулі не були попередньо напружені в повному обсязі і повинні бути скоректовані по висоті, причому, кожен з різницею. визначеною відносно зовнішнього модуля. Стрілка центрального модуля показує другу мітку і повинна бути відрегульована в бік збільшення на дві (4-2=2) мітки шкали. У випадку двох інших модулів, стрілки розташовані на третій мітці шкали і кожен з модулів повинен бути відрегульований вгору тільки на одну (4-3=1) мітку шкали. У другій (нижній) частині фігури, шкребок показаний з відрегульованими по висоті модулями. Можна ясно бачити, що стрічка увігнута криврлінійно в робочий зоні шкребка і модулі адаптовані до зазначеної кривизни. Шкребок тепер може працювати і всі модулі, у разі повторної настройки з допомогою ходових гвинтів, тепер будуть мати однаковий рівень попереднього напруження. При необхідності, вірність настроювання можна легко контролювати шляхом повторення описаної вище процедури. На фіг. 6 показано, як пластикове кільце 17, яке необхідне для цілі вимірювань, встановлене на нерухомої частини модуля шкребка стрічкового конвеєра. Воно втиснуте, за рахунок невеликого зменшеного розміру, у гумове кільце 23, і, отже, як вже було описано вище, воно може бути повернуте вручну шляхом прикладення невеликого зусилля. Роботу модулів шкребка стрічкового конвеєра буде детально описано нижче. Для цього, на заводі модулі шкребка стрічкового конвеєра піддають попередньому напруженню проти внутрішнього упору і в такому вигляді доставляють до місця використання. Також можливе, щоб модулі шкребка стрічкового конвеєра також були встановлені на носії системи на заводі, але також можлива установка модулів на місці використання. Після того, як новий носій системи було поставлено на місце, його піднімають вгору з допомогою ходових гвинтів у дві операції. Під час першої операції, носій системи переміщують вгору до тих пір, поки кінці очисних кромок модулів не увійдуть в контакт зі стрічкою. Якщо стрічка є нерівною, то можливо для окремих модулів шкребка стрічкового конвеєра індивідуальна орієнтація і повторне регулювання таким чином, щоб очисний пруг кожного модулю була в контакті зі стрічкою, як було описано вище. Після цього, під час другої операції, шкребок додатково піднімають вгору на ходовими гвинтами на величину наведену в інструкції з монтажу та експлуатації, наприклад, на 20 мм. Зміщені ходові гвинти потім закріплюються і шкребок є готовим до роботи. Відтепер, шкребок не потрібно більше регулювати до повного зносу очисних кромок. Зазначений рівень попереднього напруження на заводі вибирають так, щоб він був достатньо великим для забезпечення притискної сили, яка створена таким чином під час першої операції регулювання ходовими гвинтами і яка діє вертикально в напрямку стрічки, достатньої для задовільного очищення стрічки, тобто навіть тоді, коли додаткова відстань, відрегульована для додаткового напруження після другої операції регулювання ходовими гвинтами, була використана при роботі за рахунок зносу. Друга операція регулювання ходовими хвинтами на величину, наведену в інструкції з експлуатації, наприклад, 20 мм, відповідно збільшує напруження торсійної пружини і, отже, збільшує прижимну силу, що діє вертикально на стрічку. Це додатково прикладене пружинне напруження повільно зменшується, так як пластина поступово зношується. Якщо 20 мм була використано, то модуль знову спирається на внутрішній упор, а пластина розташовується впритул до стрічки, без тиснення на неї. Суттєвою ознакою шкребка є те, що модулі шкребка стрічкового конвеєра повинні бути сконструйовані таким чином, що вони завжди функціонують задовільно, навіть при зворотному русі стрічки. Це має місце завдяки відношенню горизонтальної відстані між віссю 11 та очисною кромкою 5 і вертикальної відстані між віссю 11 та стрічкою або очисною кромкою 5. Це відношення завжди повинно бути більше, ніж коефіцієнт тертя між стрічкою і матеріалом очисної кромки. Оскільки це відношення тільки збільшується під час другої операції підйому носія системи вгору на ходових гвинтах, мінімальне відношення може бути встановлене на заводі-виробнику. Для типових випадків застосування, воно складає щонайменше 0,7. 5 UA 114912 C2 5 10 15 20 25 При тривалій роботі, окремі модулі шкребка стрічкового конвеєра будуть досягати своєї межі зносу в різний час. Незважаючи на регулювання по висоті базової частини до 20 мм, немає ніякого ризику пошкодження стрічки, так як зафіксований упор, утворений стопорним носиком 13 і стопорним диском 14, надійно запобігає цьому, незалежно від регулювання базового елемента по висоті. Список позначень: 1. Базовий елемент; 2. Очисний корпус; 3. Носій різального пруга; 4. Очисна пластина; 5. Очисний пруг; 6. Втулка; 7. Перше зчленування; 8. Засіб регулювання по висоті; 9. Пружний засіб вимірювання кута; 10. Зафіксований упор; 11. Вісь обертання першого зчленування; 12. Вісь обертання другого зчленування; 13. Стопорний носик; 14. Стопорний диск; 15. Квадратне гніздо; 16. Гумова торсійна пружина; 17. Пластикове кільце; 18. Кінець у вигляді стрілки; 19. Шкала; 20. Установче кільце; 21. Носій системи; 22. Ущільнення; 23. Гумове кільце. 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Модуль шкребка стрічкового конвеєра, який призначений для очисного пристрою для зворотної гілки конвеєрної стрічки і встановлений як один з декількох таких модулів на носії системи, яку регулюють по висоті, і має: базовий елемент (1), прикріплений на носії (21) системи; носій (3) різальної кромки, на якому встановлена очисна пластина (4), на якій встановлено очисну кромку (5) і яка утворює тупий кут відносно стрічки в напрямку руху; очисний корпус (2) з корпусом зчленування, який має, в даному випадку, два зчленування, з яких перше зчленування (7), вісь (11) обертання якого проходить поперек напрямку руху стрічки, має торсійну пружину (16), яка з'єднує базовий елемент (1) та очисний корпус (2) і призначена штовхати очисну пластину (4) в напрямку стрічки, друге зчленування має втулку (6), в якій носій (3) різальної кромки встановлено з можливістю обертання, при цьому вісь (12) обертання другого зчленування розташовано в поздовжньому напрямку відносно напрямку руху стрічки, а друге зчленування орієнтує носій (3) різальної кромки на стрічці так, що очисна кромка (5) завжди притуляється плоско до стрічки; засіб (8) регулювання по висоті модуля шкребка стрічкового конвеєра на базовому елементі (1), який відрізняється тим, що перше зчленування (7) має пружинний засіб (9) вимірювання кута і зафіксований упор (10) для зміщення. 2. Модуль за п. 1, який відрізняється тим, що перше зчленування (7) із зафіксованим упором (10) виконано з гумовою торсійною пружиною (16) з квадратним гніздом (15), в якому закріплено стопорний диск (14) для натискання на стопорний носик (13), закріплений на корпусі зчленування. 3. Модуль за п. 1 або п. 2, який відрізняється тим, що силу попереднього напруження визначають з допомогою сенсорного вимірювального механізму, вбудованого у відповідному модулі, і відмінності в попередньому напруженні компенсують з допомогою засобу регулювання модуля по висоті. 4. Модуль за будь-яким з пп. 1-3, який відрізняється тим, що сенсорний вимірювальний механізм виконаний у вигляді вбудованого пружинного засобу вимірювання кута в комбінації з 6 UA 114912 C2 5 10 15 20 25 30 35 40 45 50 55 кільцем (17), виконаним з можливістю повороту на осі (11) обертання першого зчленування і розташованим концентрично на першому зчленуванні (7), він рухається разом із шкребком стрічкового конвеєра, коли той відхиляється назад, після чого не повертається назад, і залишається в положенні найбільшої амплітуди відхилення, досягненої до цього моменту. 5. Модуль за п. 4, який відрізняється тим, що сенсорний вимірювальний механізм виконаний у вигляді вбудованого пружинного засобу вимірювання кута і поворотного пластмасового кільця (17) з кінцем у вигляді стрілки (18), що вказує на попереднє напруження торсіонної пружини по шкалі (19). 6. Модуль за п. 5, який відрізняється тим, що поворотне пластикове кільце (17) кріпиться так, що воно може обертатися відносно диска зі спіненого матеріалу або гумового кільця (23), на якому воно встановлене з невеликим зменшеним розміром, і тому пластикове кільце (17) надійно фіксується в його зміщеному положенні тертям між диском зі спіненого матеріалу або гумовим кільцем (23) і пластиковим кільцем (17), навіть коли модуль знову звільнений від напруження. 7. Модуль за будь-яким одним з пп. 1-2, який відрізняється тим, що на тому боці модуля, на якому встановлено обмежувальний засіб, є пристрій для електронного вимірювання кута повороту. 8. Модуль за п. 7, який відрізняється тим, що пристрій для електронного вимірювання кута повороту вбудовано в захисну кришку. 9. Модуль за будь-яким одним з пп. 7-8, який відрізняється тим, що пристрій для електронного вимірювання кута повороту має передавач, за допомогою якого стан кута повороту перетворюється в сигнал, який передається на приймач, розташований за межами модуля. 10. Модуль за п. 9, який відрізняється тим, що носій системи має встановлений на ньому приймач, який приймає сигнали, передані модулями шкребка стрічкового конвеєра, і оцінює зазначені сигнали в блоці оцінки. 11. Модуль за п. 10, який відрізняється тим, що блок оцінки підключено до пристрою індикації. 12. Модуль за будь-яким одним з пп. 10-11, який відрізняється тим, що блок оцінки має передавач, за допомогою якого визначені дані або значення передаються до додаткової віддаленої станції обслуговування або вимірювальної станції. 13. Використання модуля шкребка стрічкового конвеєра за будь-яким одним з пп. 1-6 на носії системи, який регулюється по висоті з допомогою ходових гвинтів і призначений для очисного пристрою для зворотної гілки конвеєрних стрічок. 14. Спосіб установки і регулювання модуля шкребка стрічкового конвеєра за будь-яким одним з пп. 1-12, який відрізняється тим, що має наступні операції: (і) шкребок рухають в напрямку стрічки переміщенням носія системи з ходовим гвинтом поки перший модуль не увійде в контакт зі стрічкою; всі залежні вказівники пристрою вимірювання кута тепер повернуті назад до зафіксованого упора; (іі) зцього положення шкребок попередньо напружують переміщуючи далі відносно стрічки шляхом зміщення ходового гвинта носія системи; положення по висоті ходового гвинта засобу зміщення носія відмічають; (ііі) носій системи з модулями переміщують знову назад від стрічки і видаляють; (iv) тепер може бути застосовано позиціонування залежних вказівників, щоб показати, чи всі модулі мають оптимальний рівень попереднього напруження; (v) якщо попереднє напруження модуля не відповідає встановленим вимогам, модуль переміщують з допомогою засобу регулювання по висоті базової частини модуля; (vi) після регулювання модулів по висоті залежні вказівники знову встановлюють на нуль, і шкребок знову попередньо напружують відносно стрічки, поки положення, яке було встановлене в операції (іі), не буде досягнуте знову. 15. Спосіб роботи блока оцінки модуля шкребка стрічкового конвеєра за одним з пп. 7-12, який відрізняється тим, що він визначає модуль, який є найбільш зношений і найменш готовий для продовження роботи, і показує три значення: перше значення, коли можна необмежено продовжувати роботу, друге значення, коли потрібне технічне обслуговування, і третє значення, для випадку, коли було досягнуто кінцевого упору, і більше не здійснюється очистка стрічки. 7 UA 114912 C2 8 UA 114912 C2 9 UA 114912 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюBelt stripper with angle height adjustment and method for adjusting said belt strippers
Автори англійськоюSchwarze, Hans-Otto
Автори російськоюШварце Ганс-Отто
МПК / Мітки
МПК: B65G 45/16, B65G 45/12
Мітки: регулювання, конвеєра, висоті, кутовим, шкребок, засобом, стрічкового
Код посилання
<a href="https://ua.patents.su/12-114912-shkrebok-strichkovogo-konveehra-z-kutovim-zasobom-regulyuvannya-po-visoti.html" target="_blank" rel="follow" title="База патентів України">Шкребок стрічкового конвеєра з кутовим засобом регулювання по висоті</a>
Пристрій контролю швидкості тягового органа стрічкового конвеєра

Номер патенту: 61399
Опубліковано: 25.07.2011
Автори: Стаднік Микола Іванович, Пономарьов Дмитро Вячеславович, Кудлай Роман Анатолійович, Полубєдов Микола Анатолійович, Мезніков Артур Володимирович
МПК: B65G 43/04
Мітки: тягового, конвеєра, органа, контролю, пристрій, швидкості, стрічкового
Формула / Реферат:
Пристрій контролю швидкості тягового органа стрічкового конвеєра, який містить датчик швидкості стрічки, датчик швидкості барабана, послідовно з'єднані перетворювач сигналу й модуль програмного керування з двома входами, при цьому до виходів модуля програмного керування підключений блок індикації та блок вихідних реле, вхід перетворювача сигналу з'єднаний з виходом датчика швидкості стрічки, а його вихід з'єднаний з входом модуля програмного...
Привідний барабан стрічкового конвеєра
Номер патенту: 21219
Опубліковано: 15.03.2007
Автори: Суглобов Володимир Васильйович, Кипреєв Олександр Іванович, Ляхов Євген Вікторович, Щеглов Олег Михайлович, Гринько Павло Анатолійович
МПК: B65G 15/00
Мітки: привідний, конвеєра, стрічкового, барабан
Формула / Реферат:
1. Привідний барабан стрічкового конвеєра, що містить нахилені ділянки, який відрізняється тим, що нахилені ділянки з'єднані між собою вгнутою частиною з меншими діаметрами в її середині з кутом нахилення ділянок до осі барабана конвеєра 6°-10°.2. Привідний барабан стрічкового конвеєра за п. 1, який відрізняється тим, що його робоча поверхня має біконічну форму.
Проміжний привід стрічкового конвеєра
Номер патенту: 42069
Опубліковано: 25.06.2009
Автори: Чебаненко Констянтин Іванович, Кравцов Андрій Миколайович
МПК: B65G 23/00
Мітки: привід, стрічкового, конвеєра, проміжний
Формула / Реферат:
Проміжний привід стрічкового конвеєра, що містить раму з кронштейнами, бічні ролики, середній ролик, основну стрічку, що охоплює основний і привідний барабан, привідну стрічку, який відрізняється тим, що середній ролик встановлений відособлено від бічних роликів з можливістю регулювання його в горизонтальній плоскості.
Барабан стрічкового конвеєра

Номер патенту: 45062
Опубліковано: 26.10.2009
Автори: Щеглов Олег Михайлович, Гринько Павло Анатолійович, Суглобов Володимир Васильйович
МПК: B65G 15/00
Мітки: конвеєра, барабан, стрічкового
Формула / Реферат:
Барабан стрічкового конвеєра, робоча поверхня якого утворена спряженими між собою горизонтальною та торцевими нахиленими ділянками, який відрізняється тим, що торцеві нахилені ділянки мають форму кривої другого порядку.
Барабан стрічкового конвеєра
Номер патенту: 62968
Опубліковано: 26.09.2011
Автори: Щеглов Олег Михайлович, Семенюк Володимир Федорович, Гринько Павло Анатолійович
МПК: B65G 15/28
Мітки: стрічкового, конвеєра, барабан
Формула / Реферат:
Барабан стрічкового конвеєра з вгнутою робочою поверхнею, який відрізняється тим, що робоча поверхня створена спряженими між собою дугами, причому радіус дуги середньої частини поверхні перевищує радіус дуг, утворюючих торцеві частини поверхні барабана.
Попередній патент: Арилетинілові похідні
Наступний патент: Піразольна сполука і пестицидні суміші, які містять піразольну сполуку
Випадковий патент: Целюлозний фільтрувальний матеріал