Виробництво часток та виробів із запроектованими властивостями
Текст
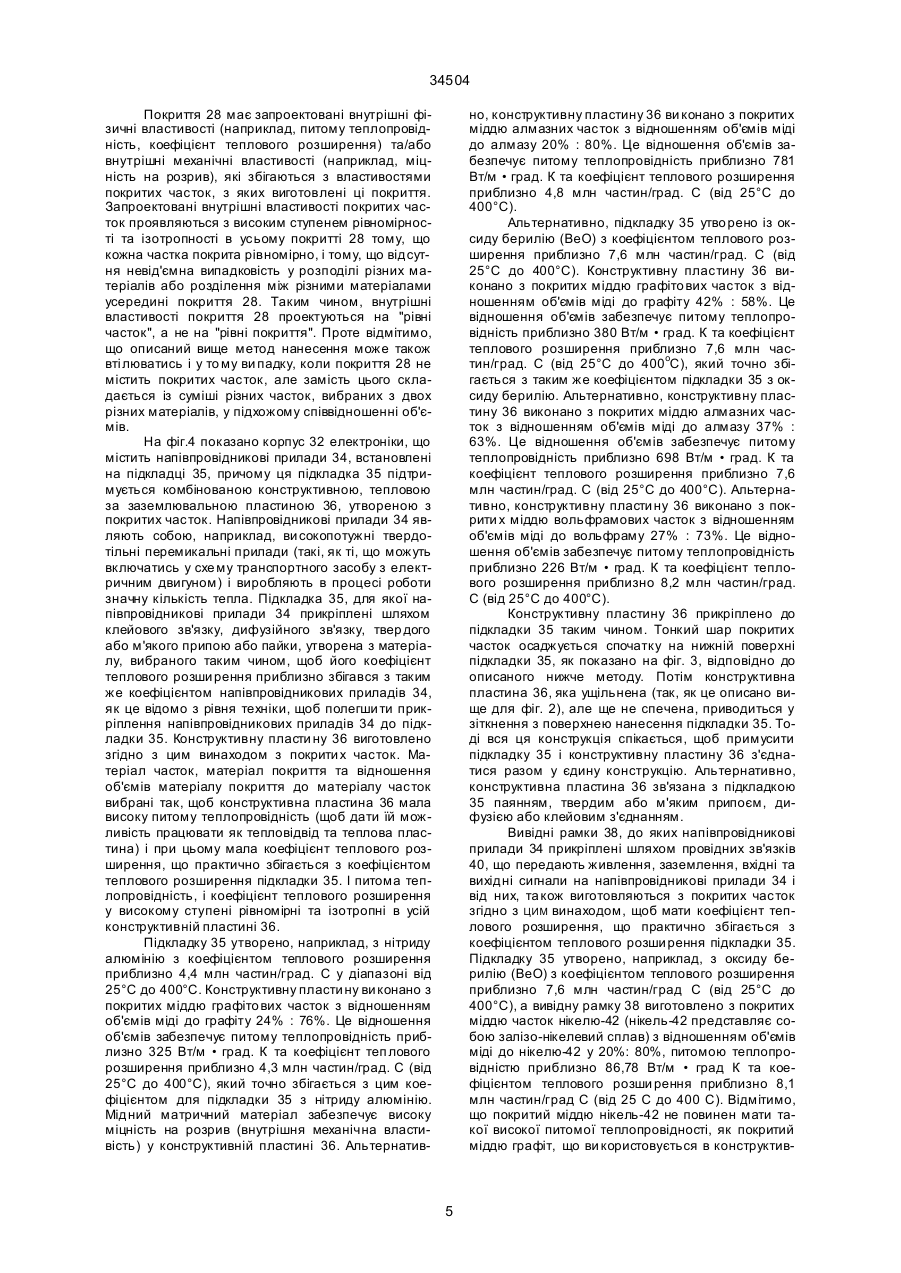
1. Спосіб надання часткам бажаного значення питомої теплопровідності та/а бо коефіцієнта теплового розширення (КТР) шляхом нанесення на них покриття, що полягає в то му, що на кожну частку покриття наносять в певному об'ємі по відношенню до об'єму самої частки так, щоб одержані значення питомої теплопровідності та/або КТР покритої частки відрізнялись від значень цих властивостей у матеріалах часток та покриття, який відрізняється тим, що як матеріал частки, на яку наносять покриття, використовують графіт, алмаз, вольфрам або нікель-42, а як матеріал покриття мідь, і при процентному співвідношенні об'ємів міді до графіту 24:76, 39:61, 42:58 у покритої частки одержують значення питомої теплопровідності (Вт/(м • К)) і КТР в температурному діапазоні 25 400°С (млн частин/°С), відповідно 325 і 4,3; 379 і 6,9; 380 і 7,6, або при процентному співвідношенні об'ємів міді до алмазу 20:80, 37:63 у покритої частки одержують питому теплопровідність і КТР, відповідно 781 і 4,8; 698 і 7,6, або при процентному співвідношенні об'ємів міді до вольфраму 27:73 у покритої частки одержують питому теплопровідність 226 і КТР 8,2, або при процентному співвідношенні об'ємів міді до нікелю-42 20:80 у покритої частки одержують питому теплопровідність 86,78 і КТР 8,1. 2. Покрита частка, що містить дискретну серцевинну частку і покриття, утворене на її поверхні для надання частці бажаного значення питомої теплопровідності та/або КТР, яка відрізняється тим, що серцевинна частка утворена з графіту, алмазу, вольфраму або нікелю-42, а покриття ви конане з міді і при процентному співвідношенні об'ємів міді до графіту 24:76, 39:61, 42:58 покрита частка має значення питомої теплопровідності (Вт/(м • К)) і КТР в температур ному діапазоні 25 - 400оС (млн частин/оС), відповідно 325 і 4,3; 379 і 6,9; 380 і 7,6, C2 (54) ВИРОБНИЦТВО ЧАСТОК ТА ВИРОБІВ ІЗ ЗАП РОЕКТОВАНИМИ ВЛАСТИВОСТЯМИ 34504 них рамок, до яких кріпляться напівпровідникові прилади за допомогою проводів, що передають живлення, заземлення, вхідні і вихідні сигнали на напівпровідникові прилади і від них, при цьому КТР вивідних рамок практично збігається з КТР підкладки. 10. Виріб за п.5, який відрізняється тим, що він виконаний у вигляді корпусу, призначеного для розміщення в ньому переважно інтегральної схеми, при цьому КТР корпусу збігається з КТР матеріалу, ви користо вува ного для ущільнення вивідних отворів у корпусі. 11. Виріб за п. 5, який відрізняється тим, що він виконаний у вигляді тепловідводу, що має форму для притискання до напівпровідникового приладу, при цьому КТР тепловідводу практично збігається з КТР приладу. 12. Шарува тий виріб, у якому ша ри виконані з покрити х часток із різними значеннями КТР у кожному шарі, призначений переважно для з'єднання між собою двох об'єктів з різними КТР, який відрізняється тим, що ви ріб призначено для з'єднання між собою кремнієвого криста ла і підкладки, при цьому шар, призначений для прикріплення до кремнієвого кристала містить покриті міддю графіто ві частки з процентним співвідношенням об'ємів міді до графіту 24:76 і має питому теплопровідність 325 Вт/(м × К) і КТР 4,3 млн частин/оС: (25 400оC), що збігається з КТР кремнієвого кристала, а інший шар, призначений для прикріплення до підкладки, містить покриті міддю алмазні частки і має КТР, що збігається з КТР підкладки. 13. Шаруватий виріб за п. 12, який відрізняється тим, що шар, призначений для прикріплення до підкладки, містить покриті міддю алмазні частки з процентним співвідношенням об'ємів міді до алмазу 20:80, має питому теплопровідність 781 Вт/(м × К) і КТР 4,8 млн частин/оС (25 - 400°С), що практично збігається з КТР підкладки з нітриду алюмінію. 14. Шарува тий виріб за п. 12, який відрізняється тим, що шар, призначений для прикріплення до підкладки, містить покриті міддю алмазні частки з процентним співвідношенням об'ємів міді до алмазу 37:63, має питому теплопровідність 698 Вт/(м-К) і КТР 7,6 млн частин/оС (25 - 400°С), що практично збігається з КТР підкладки з оксиду берилію. ______________________________ Винахід відноситься до проектування внутрішніх властивостей часток, виробів, що виробляються шляхом поєднання часток, та покриттів, утворених з часток, а конкретніше сто сується виробництва виробів та покриттів, які проектуються так, щоб мати заздалегідь вибрані питомі теплопровідності та коефіцієнти температур ного розширення, що узгоджуються з такими самими характеристи ками тих матеріалів, до яких ці вироби та покриття прикріплюються. Відповідно до "Правила сумішей" Лакке, внутрішні фізичні властивості (наприклад, питома теплопровідність, коефіцієнт теплового розширення) гетерогенних виробів, які складені, щонайменше, з двох ретельно перемішаних матеріалів, мають тенденцію змінюватись приблизно лінійно в залежності від відношення об'єму одного з цих матеріалів до об'єму другого матеріалу. Наприклад, можна очікувати, що гетерогенний виріб, складений з 50-50 волюметричної суміші з одного матеріалу, який має низький коефіцієнт теплового розширення, і другого матеріалу, який має високий коефіцієнт теплового розши рення, буде мати коефіцієнт теплового розширення, що являє собою середнє з коефіцієнтів теплового розширення обох матеріалів. У відомому способі виробництва гетерогенних виробів суміш з двох металічних порошків, що мають різні питомі теплопровідності та коефіцієнти теплового розширення, ущільнюється та спікається для одержання виробу. Цей виріб має запроектований коефіцієнт теплового розширення, що приблизно відповідає коефіцієнту теплового розширення того об'єкту, до якого виріб призначено прикріплювати, і запроектовану питому теплопровідність. Відоме те хнічне рішення, в якому для надання часткам бажаного значення вн утрішньої власти вості (питомої теп лопровідності та/а бо коефі цієн ту теп лового розши рення), що відрізняв ся від початкового значення цієї властивості, на частки наносять покриття, що має інше значення згаданої внутрішньої властивості. При цьому значення внутрішньої властивості покритих часток залежить від відношення об'єму покриття до об'єму часток [1]. Відома покрита частка, що містить дискретну серцевинну частку, що містить перший матеріал, причому згадана серцевинна частка має перше значення щонайменше однієї внутрішньої властивості, а покриття містить другий матеріал, і утворене на поверхні згаданої серцевинної частки, причому згадане покриття має друге значення згаданої щонайменше однієї внутрішньої властивості, згадане друге значення відмінне від згаданого першого значення, об'єм згаданого покриття знаходиться у відношенні до об'єму згаданої серцевинної частки, при цьому згадана покрита частка проявляє третє значення згаданої щонайменше однієї внутрішньої власти вості, при цьому згадані перший і другий матеріали і згаданий об'єм згаданого покриття по відношенню до згаданого об'єму згаданої серцевинної частки обираються так, щоб згадана покрита частка проявляла згадане значення згаданої щонайменше однієї внутрішньої властивості, причому згадане третє значення згаданої щонайменше однієї внутрішньої властивості є функцією згаданих першо го і другого значень і згаданого об'єму, згадане третє значення згаданої що найменше однієї внутрішньої властивості відмінне від згаданих першо го і другого значень [2,1]. Відоме також технічне рішення виготовлення виробу, що містить заготовку множини часток, що містять перший матеріал з першим значенням щонайменше однієї внутрішньої властивості, утворення покриття, що містить другий матеріал з другим значенням згаданої щонайменше однієї внутрішньої властивості, об'єднання згаданих покритих 2 34504 часток таким чином, щоб згадані частки з'єднались одна з другою для утворення згаданого виробу з вибраною щільністю, і в якій дискретні шари покриттів на частках практично зберігаються, так що другий матеріал і перший матеріал практично не змішуються і не сплавляються, ви бір згаданих першого і другого матеріалів, що здійснюється таким чином, щоб згаданий виріб проявляв третє значення згаданої щонайменше однієї внутрішньої властивості, і вибір згаданої щільності для керування згаданою внутрішньою властивістю як функцією температури [3]. Відомо також виготовлення шаруватого виробу з різними значеннями вибраної властивості у кожного ша ру для приєднання одне до одного двох об'єк тів з різними значеннями цієї внутрішньої властивості [4]. Відомі технічні рішення, що ха рактеризують спосіб виробництва гетерогенних виробів, нанесення покриття на частки, виготовлення покритих часток з дискретною серцевинною часткою, виріб, виготовлений з множини покритих часток, а також шарува тий виріб - є найбільш близькими до дійсної групи виробів за технічною сутністю і здобутим результатом при їх ви користанні. Вирішуючи покладені на них завдання, вони тим не менше не забезпечують створення виробів з заданими параметрами питомої теплопровідності і коефіцієнту теплового розши рення в заданих діапазонах. Крім того, виготовлювані вироби не забезпечують стабільної відтворюваності згаданих параметрів від зразка до зразка. Задача, на вирішення якої направлена дана група винаходів, заключається у створенні часток,виробів з заздалегідь заданими параметрами питомої теплопровідності і коефіцієнтy теп лового розширення, при цьому забезпечується більш висока надійність відтворюваності указаних параметрів у створюваних виробів. Згаданий технічний результат досягається за рахунок запропонованих технології, параметрів і режимів, що суп роводжують процес виготовлення виробів. В одному своєму аспекті ви нахід визначає покриття частки, виготовленої з першого матеріалу, др угим матеріалом так, що відношення об'єму цього покриття до об'єму самої частки практично дорівнює вибраному відношенню об'ємів. Перший та другий матеріали та відношення об'ємів вибираються так, щоб примусити покриту частку проявляти що найменше одну вибрану внутрішню властивість, яка є функцією внутрішніх властивостей першого та другого матеріалів. Перший матеріал є, наприклад, вольфрамом, молібденом, графітом, карбідом кремнію або алмазом. Другий матеріал є, наприклад, міддю. В іншо му аспекті ви нахід визначає виробництво виробу з часток, що керується таким чином, щоб примусити виріб мати вибрану щільність. Частки, щонайменше частина з яких містить перший матеріал і має поверхні, на яких утворено покриття, що містить другий матеріал, з'єднують ся, щоб примусити їх з'єднатися одна з другою для утворення виробу вибраної щільності. Перший та другий матеріали вибираються так, щоб виріб проявляв вибрану вн утрішню властивість, а щільність вибирається так, щоб ця внутрішня власти вість проявляла запроектовану по ведінку як функція температури. Наприклад, ступінь лінійності коефіцієнту теплового розширення виробу, утвореного з поєднаних часток, залежить від щільності виробу. За допомогою ви бору та керування щільністю ви робу керується поведінка коефіцієнтy теплового розширення як функція температури, і, у загальному ви падку, до датково уточнюється вибір коефіцієнту теплового розширення. В іншо му аспекті ви нахід визначає виробництво виробу з часток, причому цей виріб має дві або більше частин, що мають різні внутрішні властивості. Перша множина часток містить що найменше один матеріал, а друга множина часток містить що найменше один другий матеріал. Перша множина часток та друга множина часток поєднуються для з'єднання першої множини часток одна з другою для утворення першої частини (наприклад, шару) ви робу, а друга множина часток з'єднується разом для утворення другої частини виробу; частки, розта шовані біля поверхні розділу між першою та другою частинами виробу, з'єднуються разом. Перша та др уга частини виробу проявляють різні вибрані внутрішні власти вості згідно композиціям (і відношенню об'ємів) часток. Наприклад, перша та друга частини можуть мати різні коефіцієнти теплового розши рення, і виріб може бути включений безпосередньо між двома об'єктами з різними коефіцієнтами теплового розширення, що відповідають коефіцієнтам теплового розширення цих двох частин. Є лише одна границя (розташована на поверхні розділу між двома частинами виробу), на якій коефіцієнти теплового розши рення не збігаються, а не серія таких границь, розташованих між шарами різнорідних виробів, що ідуть один за одним. Границі між частками мають тенденцію поглинати напруження від теплового розши рення і, таким чином, запобігають розтріскуванню або розшаровуванню на з'єднанні між двома частинами. Багаточисленні ознаки, цілі та переваги винаходу ста нуть яснішими з подальшого докладного опису та з формули ви находу. Фіг.1 показує переріз покритої частки за винаходом. Фіг.2 ілюструє поєднання покритих часток за фіг.1 шляхом ущільнення. Фіг.3 показує шар покритих часток за фіг.1, нанесений на поверхню виробу. Фіг.4 ілюструє корпус електроніки, що включає комбінацію конструктивної, теплової та заземлювальної пластин, ви готовлених з покритих часток за фіг.1, і ви відних рамок, виготовлених з покрити х часток за фіг. 1. Фіг. 5 є діаграмою, що ілюструє розширення виробу в функції температури при щільностях 90%, 95% та 100%. Фіг.6 ілюструє об'єднання двох окремих шарів покритих часток за фіг.1 шляхом ущільнення. Фіг.7 відображає гібридний корпус електроніки, що ви користовується для розміщен ня у ньому інтегральних схем, що ви готовляється з покритих часток за фіг. 1. Фіг.8 показує корпус електроніки з низькотемпературною керамічною підкладкою, що прожарюється, коли підтримує попередньо спечену комбінацію конструктивної, теплової та заземлю 3 34504 вальної пластин, виготовлених з покритих часток за фіг. 1. Фіг.9 показує високопотужний напівпровідниковий компресійний модуль, що містить напівпровідниковий прилад, придавлений під тиском до тепловідводу, утвореному з покритих часток за фіг. 1. Фіг. 10 показує переріз покритої частки за винаходом, причому частка має тонке пограничне попереднє покриття. Фіг. 11 показує покриті частки за фіг. 10, що електролітичнo осаджуються на виріб разом з матричним матеріалом. Фіг. 12 показує попередньо покриті частки, що електролітичнo осаджуються на виріб разом з матричним матеріалом. На кресленнях, а конкретніше на фіг.1, частка 12, що може мати всього де кілька мікрон у діаметрі і містить елементний метал, металічний сплав або неметал, покрита покриттям 14 з елементного сплаву, металічного сплаву або неметалу для утворення покритої частки 10. Покрита частка 10 проявляє запроектовані внутрішні фізичні властивості (наприклад, питому теплопровідність або коефіцієнт теп лового розши рення) та/а бо вн утрішні механічні власти вості (наприклад, міцність на розрив). Вн утрішні фізичні власти вості (а ле не внутрішні механічні властивості) покритої частки 10 мають тенденцію вести себе у відповідності до правила сумішей Лакке, згідно з яким внутрішні фі зичні власти вості змінюються приблизно лінійно з відношенням об'єму покриття 14 до об'єму частки 12. Ме ханічні власти вості змінюються нелінійно з відношенням об'єму покриття 14 до об'єму частки 12. Покриття 14 зчеплено з часткою 12 шляхом, наприклад, осадження методом хімічного відновлення (метод, що розглядається нижче). Внутрішні властивості покритої частки 10 проектують ся шляхом керування відношенням об'єму покриття 14 до об'єму частки 12, чого можна досягти двома шляхами: 1) керуванням розміру частки 12, або 2) керуванням товщиною покриття 14. Частка 12 включає, нап риклад, елементний воль фрам, покриття 14 включає елементн у мідь, і відношення об'ємів міді до воль фраму складає 27%:73%. Мі дь має високу питом у теп лопровідність приблизно 391 Вт/м • град К (ва т на метр і гра дус Кель віна) та відносно ви сокий коефіці єнт теп лового розши рення приблизно 17,5 млн частин/град С (мільйонних частин на гра дус Цельсію) в тем пературному діа пазоні від 25°С до 400°С, то ді як вольфрам має відносно низьку питому теплопровідність - приблизно 164 Вт/м град К, і відносно низький коефіці єнт теп лового розши рення - приблизно 4,5 млн частин/град С, в діа пазоні від 25° С до 400°С. Покрита міддю воль фрамова частка 10 має питому теплопровідність приблизно 226 Вт/м • град К при 25°С (проміжну між високою питомою теплопровідністю міді та бі льш низькою питомою теплопровідністю воль фраму) і запроектований коефіці єнт теплового розши рення - приблизно 8,2 млн частин/град К (п роміжний між низьким коефіцієн том теплового роз ши рення вольфраму та більш високим коефіцієн том теп лового роз ши рення міді) в діапазоні від 25°С до 400°С. На фіг.2 показано штампувально-пресовий пристрій 16, що вк лючає пуансон 18 та форму 20, яке використовуєть ся для поєднання покритих часток 10 у виріб 22 шляхом ущільнення (при цьому покриті частки 10 мають запроектовані властивості, як це описано у зв'язку з фіг.1). У щільнений виріб 22 спечений у твердому ста ні (спечено при температурі нижче точки плавлення часток і точки плавлення покриттів цих часток) або, альтернативно, спечено у рідкій фазі (спечено при температурі вище точки плавлення покриттів, але нижче точки плавлення часток). Плавлення викликає утворення границь між частками для одержання гетерогенного виробу. Покриття часток, таким чином, являє собою "матричний матеріал" (матеріал, який утримує частки разом, утворюючи ви ріб). Виріб 22 має запроекто вані внутрішні фізичні властивості (наприклад, питому теплопровідність та/або коефіцієнт теплового розширення) та/або внутрішні механічні властивості (наприклад, міцність на розрив), що відповідають властивостям покритих часток 10, з яких виготовлений виріб. Запроектовані внутрішні властивості покритих часток 10 проявляються з високим ступенем рівномірності та ізотропності по всьому виробу 22 тому, що немає невід'ємної випадковості у розподілі різних матеріалів або розділення між різними матеріалами усередині виробу 22. Тим самим внутрішні властивості ви робу 22 запроектовані на "рівні часток", а не на "рівні виробу". Виріб 22 являє собою, наприклад, теп лову та конструктивну пластину для корпусу електроніки, причому теплова та конструктивна пластина запроектована мати коефіцієнт теплового розширення, що збігається з таким самим коефіцієнтом об'єкту, до якого вона прикріплюється, і запроектована мати високу питому теплопровідність, як це описано нижче в зв'язку з фіг.4. Покриті міддю вольфрамові частки, наприклад, що мають відношення об'ємів міді до вольфраму 27% : 73%, ущільнюються в пресі 16 при зусиллі 200 тонн на квадратний дюйм площі поверхні для досягнення повної щільності (вище щільності приблизно 90%), і ущільнені покриті частки спікаються в твердому стані у водневій атмосфері при 1950 градуса х Фа ренгейта протягом приблизно півгодини. Покриті частки 10 можуть об'єднуватись не тільки так, як описа но вище , але ці покриті частки можуть також наноситись на об'єк ти як покриття. На фіг.3 по казано покриття 28 з покрити х часток 10 із зап роекто ваними власти востями. Покриття 28 наноситься на повер хню виробу 30 з металу, металічного сп лаву або не металу через маску 29 для на несення покриття. Ви ріб 30 може альтер нативно бути ви робом, що сам утво рений з покрити х ча сток шля хом будь-я кого з розглян ути х ви ще методі в. В про цесі нанесення покриті ча стки, наприклад, покриті міддю воль фрамові частки з співвідношен ням об'ємів міді до воль фраму 27% : 73%, поміщують ся в рі дину, і покриття утво рюєть ся з часток, нап риклад, ок сиду бе рилію шляхом одного з ме тодів на несення, що де тально розглядаються нижче. Та ким чином, можливо створюва ти покриття безпосередньо на ви робі без необхідності засто совувати з'єднання між покриттям та ви робом. 4 34504 Покриття 28 має запроектовані внутрішні фізичні властивості (наприклад, питому теплопровідність, коефіцієнт теплового розширення) та/або внутрішні механічні властивості (наприклад, міцність на розрив), які збігаються з властивостями покритих часток, з яких виготовлені ці покриття. Запроектовані внутрішні властивості покритих часток проявляються з високим ступенем рівномірності та ізотропності в усьому покритті 28 тому, що кожна частка покрита рівномірно, і тому, що відсутня невід'ємна випадковість у розподілі різних матеріалів або розділення між різними матеріалами усередині покриття 28. Таким чином, внутрішні властивості покриття 28 проектуються на "рівні часток", а не на "рівні покриття". Проте відмітимо, що описаний вище метод нанесення може також вті люватись і у то му ви падку, коли покриття 28 не містить покритих часток, але замість цього складається із суміші різних часток, вибраних з двох різних матеріалів, у підхожому співвідношенні об'ємів. На фіг.4 показано корпус 32 електроніки, що містить напівпровідникові прилади 34, встановлені на підкладці 35, причому ця підкладка 35 підтримується комбінованою конструктивною, тепловою за заземлювальною пластиною 36, утвореною з покритих часток. Напівпровідникові прилади 34 являють собою, наприклад, ви сокопотужні твердотільні перемикальні прилади (такі, як ті, що можуть включатись у схе му транспортного засобу з електричним двигуном) і виробляють в процесі роботи значну кількість тепла. Підкладка 35, для якої напівпровідникові прилади 34 прикріплені шляхом клейового зв'язку, дифузійного зв'язку, твер дого або м'якого припою або пайки, утворена з матеріалу, вибраного таким чином, щоб його коефіцієнт теплового розши рення приблизно збігався з таким же коефіцієнтом напівпровідникових приладів 34, як це відомо з рівня техніки, щоб полегши ти прикріплення напівпровідникових приладів 34 до підкладки 35. Конструктивну пласти ну 36 виготовлено згідно з цим винаходом з покрити х часток. Матеріал часток, матеріал покриття та відношення об'ємів матеріалу покриття до матеріалу часток вибрані так, щоб конструктивна пластина 36 мала високу питому теплопровідність (щоб дати їй можливість працювати як тепловідвід та теплова пластина) і при цьому мала коефіцієнт теплового розширення, що практично збігається з коефіцієнтом теплового розширення підкладки 35. І питома теплопровідність, і коефіцієнт теплового розширення у високому ступені рівномірні та ізотропні в усій конструктивній пластині 36. Підкладку 35 утворено, наприклад, з нітриду алюмінію з коефіцієнтом теплового розширення приблизно 4,4 млн частин/град. С у діапазоні від 25°С до 400°С. Конструктивну пласти ну ви конано з покритих міддю графіто вих часток з відношенням об'ємів міді до графіту 24% : 76%. Це відношення об'ємів забезпечує питому теплопровідність приблизно 325 Вт/м • град. К та коефіцієнт теп лового розширення приблизно 4,3 млн частин/град. С (від 25°С до 400°С), який точно збігається з цим коефіцієнтом для підкладки 35 з нітриду алюмінію. Мідний матричний матеріал забезпечує високу міцність на розрив (внутрішня механічна властивість) у конструктивній пластині 36. Альтернатив но, конструктивну пластину 36 ви конано з покритих міддю алмазних часток з відношенням об'ємів міді до алмазу 20% : 80%. Це відношення об'ємів забезпечує питому теплопровідність приблизно 781 Вт/м • град. К та коефіцієнт теплового розширення приблизно 4,8 млн частин/град. С (від 25°С до 400°С). Альтернативно, підкладку 35 утво рено із оксиду берилію (ВеО) з коефіцієнтом теплового розширення приблизно 7,6 млн частин/град. С (від 25°С до 400°С). Конструктивну пластину 36 виконано з покритих міддю графіто вих часток з відношенням об'ємів міді до графіту 42% : 58%. Це відношення об'ємів забезпечує питому теплопровідність приблизно 380 Вт/м • град. К та коефіцієнт теплового розширення приблизно 7,6 млн частин/град. С (від 25°С до 400оС), який точно збігається з таким же коефіцієнтом підкладки 35 з оксиду берилію. Альтернативно, конструктивну пластину 36 виконано з покритих міддю алмазних часток з відношенням об'ємів міді до алмазу 37% : 63%. Це відношення об'ємів забезпечує питому теплопровідність приблизно 698 Вт/м • град. К та коефіцієнт теплового розширення приблизно 7,6 млн частин/град. С (від 25°С до 400°С). Альтернативно, конструктивну пласти ну 36 виконано з покрити х міддю вольфрамових часток з відношенням об'ємів міді до вольфраму 27% : 73%. Це відношення об'ємів забезпечує питому теплопровідність приблизно 226 Вт/м • град. К та коефіцієнт теплового розширення приблизно 8,2 млн частин/град. С (від 25°С до 400°С). Конструктивну пластину 36 прикріплено до підкладки 35 таким чином. Тонкий шар покритих часток осаджується спочатку на нижній поверхні підкладки 35, як показано на фіг. 3, відповідно до описаного нижче методу. Потім конструктивна пластина 36, яка ущільнена (так, як це описано вище для фіг. 2), але ще не спечена, приводиться у зіткнення з поверхнею нанесення підкладки 35. Тоді вся ця конструкція спікається, щоб примусити підкладку 35 і конструктивну пластину 36 з'єднатися разом у єдину конструкцію. Альтернативно, конструктивна пластина 36 зв'язана з підкладкою 35 паянням, твердим або м'яким припоєм, дифузією або клейовим з'єднанням. Вивідні рамки 38, до яких напівпровідникові прилади 34 прикріплені шляхом провідних зв'язків 40, що передають живлення, заземлення, вхідні та вихідні сигнали на напівпровідникові прилади 34 і від них, та кож виготовляються з покритих часток згідно з ЦИМ винаходом, щоб мати коефіцієнт теплового розширення, що практично збігається з коефіцієнтом теплового розши рення підкладки 35. Підкладку 35 утворено, наприклад, з оксиду берилію (ВеО) з коефіцієнтом теплового розширення приблизно 7,6 млн частин/град С (від 25°С до 400°С), а вивідну рамку 38 виготовлено з покритих міддю часток нікелю-42 (нікель-42 представляє собою залізо-нікелевий сплав) з відношенням об'ємів міді до нікелю-42 у 20%: 80%, питомою теплопровідністю приблизно 86,78 Вт/м • град К та коефіцієнтом теплового розши рення приблизно 8,1 млн частин/град С (від 25 С до 400 С). Відмітимо, що покритий міддю нікель-42 не повинен мати такої високої питомої теплопровідності, як покритий міддю графіт, що ви користовується в конструктив 5 34504 ній пластині 36, тому що вивідні рамки 38 не призначені виконувати функції тепловідводу. Аль тернативно, вивідні рамки можуть виготовлятися з тих самих покритих часток, з яких виготовляється конструктивна пласти на 36. Вивідні рамки 38 наносяться через маску для нанесення покриття прямо на верхню поверхню підкладки 35 згідно з методом, описаним вище у зв'язку з фіг.3. В одному виконанні вивідні рамки 38 спікаються, щоб забезпечити досягнення вивідними рамками бажаної щільності. Навіть при заданих великих рівнях потужності, теплови х щільностях та робочих частотах, що ха рактерні для нової потужної електронної техніки, і при великих і швидких змінах в температурі, які в результаті звичайно відбуваються під час роботи напівпровідникових приладів 34, малоймовірно, що з'являться тріщини і відша рування у з'єднаннях підкладки 35 та ви відних рамок 38 і між підкладкою 35 та конструктивною пластиною 36, внаслідок практичного збігу коефіцієнтів теплового розширення у з'єднанні та з-за рівномірності та ізотропності, з якими питома теплопровідність та коефіцієнти теплового розширення проявляються у всій конструктивній пластині 36 та в усіх вивідних рамках 38. Внаслідок цього вся конструкція 32 корпусу має довгий строк служби. Запроектовані внутрішні властивості ви робу, виготовленого згідно з описаним вище методом, не тільки є функцією матеріалів, вибраних для часток і покриттів часток і функцією відношення об'ємів покриваючого матеріалу до матеріалу, з якого утворені самі ці частки, але у доповнення до цього, на поведінку цих вн утрішніх властивостей подібних виробів у залежності від температури (наприклад, ступінь лінійності коефіцієнту теплового розширення в залежності від температури) впливають щільності ви робу. Та ким чином, керуючи щільністю такого виробу, можна наблизити поведінку коефіцієнту теп лового розширення виробу в залежності від температури до коефіцієнту теп лового розширення кераміки (який поводить себе нелінійно в залежності від температури) в критичних температур них діапазонах обробки. Фіг.5 представляє графік теплового розширення у мільйонних частинах як функція температури для виробів, утворених з покритих міддю вольфрамових часток з відношенням об'ємів міді до вольфраму 27% : 73% (15% міді до 85% вольфраму за вагою) при щільностях приблизно 100% (теоретична щільність), 95% та 90%, і для двох керамічних матеріалів (ВеО та Аl2 О3), з якими характер розширення виробу може приблизно збігатися в критичних температурних діапазонах обробки за рахунок вибору придатної щільності. Відмітимо, що ступінь, до якої розши рюється виріб (тобто значення коефіцієнту теп лового розширення), зменшуєть ся при зменшенні щільності. Тим самим можна вибирати поведінку коефіцієнту теплового розширення (або поведінку інших властивостей, таких як питома теплопровідність) в залежності від температури, і в цілому можна тим самим додатково уточнювати фі зичні властивості шля хом вибору щільності, при якій виготовляється виріб. Відмітимо, що властивостями виробів, що ви готовляються з непокритих часток, також можна керува ти шля хом вибору щільностей, при яких ці вироби виготовляються. Способи покриття. Звернемося спочатку до способів покриття самих часток. Потім розглянемо способи нанесення на вироби покриттів з покрити х часток. На фіг.1 покриття 14 нанесено на частку 12 за допомогою ви користання відповідного процесу осадження методом хімічного відновлення (автокаталітичного осадження). Частки, що підлягають покриттю, поміщаються у ванну хі мічного відновлення, яка містить водний розчин іонів металу, один або більше хі мічних відновників, каталізатор, один або більше комплексоутворювальних реагентів і один або більше ваннових анти коагуляторів. Іони металу автокаталітично або хімічно відновлюються до металу за допомогою відновника або відновників, при цьому відновник або відновники діють як донори електронів, а іони металу діють як акцептори електронів. Каталізатор прискорює реакцію хімічного відновлення. Комплексоутворювальний реагент або реагенти використовуються для керуван ня показником рН розчину і для керування величиною "вільних" іонів металу, доступних для розчинення. Ан тикоагуля тори діють як каталітичні інгібітори для гальмування можливого спонтанного розкладення ванни. В одному виконанні, наприклад, частки, які піддаються нанесенню, є частками графіту, алмазу або карбіду кремнію, іони міді надхо дять з водним сульфа том міді, відновником є формальдегід, каталізатор являє собою паладій, комплексоутворювальний реагент - один або більше з групи, куди входять: сегнетова сіль, виннокислий етилендіамін (EDTA), гідроокис амонію, піридін-3-сульфокислота та/а бо виннокислий калій, а антикоагуля тор - один або більше з групи, куди вхо дять: тіодігліколева кислота, МВТ, тіо сечовина, ціанистий натрій та/або оксид ванадію. Осадження методом хімічного відновлення створює або механічний зв'язок, або хімічний зв'язок між покриттям 14 та часткою 12. Цей зв'язок, як правило (але не завжди), буде механічним, якщо або покриття 14, або частка 12 є неметалом, і, як правило, буде хімічною, якщо і покриття 14, і частка 12 є металами. Альтернативні способи покриття часток включають електролітичне нанесення, напилювання із газоподібного середовища і напилювання з рідинного середовища. Як показано на фіг. 10, в деяких виконаннях, в яких покриття 14 утворило б тільки механічний зв'язок з часткою 12, якщо б покриття 14 було нанесено прямо на частку осадженням шляхом хімічного відновлення, частка 12 попередньо покрита над тонким шаром 68 (на кресленнях товщина збільше на) матеріалу по переднього покриття, а потім нанесено покриття 14. Попереднє покриття (пограничне покриття) 68 міцно зв'язано з часткою 12 і покриттям 14, створюючи міцну, стійку до руйнування, хі мічно зв'язану покриту частку 10. Наприклад, якщо частка 12 є графітом або алмазом, а покриття 14 являє собою мідь, то покриття 14 утворило б механічний зв'язок з графітом або алмазом, якщо б покриття 14 було нанесено прямо на графіт або алмаз. Замість цього на частку 12 спочатку наноситься попереднє покриття 68 з такого 6 34504 металу, як хром або кобальт-вольфрамовий сплав з товщи ною в діапазоні від 200 до декількох ти сяч ангстрем, причому попереднє покриття 68 утворює когезійний склад з часткою 12 на поверхні розділу між попереднім покриттям 68 та часткою 12. Потім покриття 14 наноситься на хромове або кобальтвольфрамове попереднє покриття 68, при цьому попереднє покриття 68 утворює металур гійний зв'язок з покриттям 14. Попереднє покриття практично не впливає на питому теплопровідність або коефіцієнт теплового розши рення покритої частки 10, тому що це попереднє покриття є надтонким. В одному ви конанні мала керована величина паладієвого або борового каталізатора осаджується разом з кобальт-вольфрамовим матеріалом попереднього покриття, причому цей каталізатор служить для прискорення реакції хі мічного відновлення, завдяки якій мідне покриття 14 осаджується на кобальт-вольфрамове попереднє покриття 68. Попереднє покриття використовуєть ся також, коли покриття 14 реагує з часткою 12, роз'їдається нею або руйнуєть ся від неї якимось іншим шляхом, або навпаки. Наприклад, якщо частка 12 представляє собою графіт або алмаз, а покриття 14 - алюміній, то ви сокореагентний алюміній розчиняв би графіт або алмаз, якщо б покриття 14 було нанесено прямо на частку 12. Замість цього на частку 12 спочатку осаджується тонкий шар 68 металу, такого як хром або кобальт-вольфрам, а тоді на попереднє покриття 68 нанесено покриття 14 для утворення покритої частки 10. Це попереднє покриття 68 утворює когезійний зв'язок з графітовою або алмазною часткою 12, тим самим охороняючи частку 12 від алюмінієвого матричного матеріалу. Та ким чином, попереднє покриття 68 дозволяє випускати вироби з покритих часток, коли частки та їх покриття в іншому випадку намагались би реагувати одна з другою. Попереднє покриття 68 робить також можливим підмішува ти частки, покриті тонким шаром попереднього покриття (але без покриття 14) у розплавлений сплав, де частки і сплав в іншому випадку намагались би вступати в реакцію один з одним. Наприклад, гра фітові частки, покриті тонким шаром кобальт-вольфрамового попереднього покриття, добавляються у алюмінієвий сплав у ва куумі, і цей сплав, що містить частки, відливається під тиском або витискається у сітчастий (або приблизно сітчастий) виріб, який в одному виконанні використовуєть ся як продукт теплового керування для електроніки (наприклад, тепловідвід і теп лова пластина). Кобальт-вольфрамове попереднє покриття створює когезійний зв'язок з графітовими частками і утворює металур гійний зв'язок з алюмінієвим сплавом. Відношення об'ємів часток у матеріалі сплаву (частки складають приблизно до 50% за об'ємом) вибирається так, щоб викликати у результуючому виробі запроектовані фізичні властивості, та кі як питома теплопровідність або коефіцієнт теплового розширення. Альтернативно, попередньо покриті частки добавляються до сплаву, щоб механічно зміцнити результуючий виріб або вплинути на його ва гу. Розглянемо тепер способи нанесення на вироби покриттів з покритих часток. Звернемося знову до фіг.3, де на виріб 30 нанесено покриття 28 з покритих часток 10 (виріб 30 при цьому є, наприк лад, підкладкою, на якій покриття 28 утворює, наприклад, вивідну рамку). Якщо виріб 30 - металічний або з металічного сплаву, то покриття 28 електролітично осаджено прямо на виріб 30 шляхом описаного нижче методу. Якщо ви ріб 30 не є провідником (наприклад, кераміка), то виріб 30 спочатку покритий тонким покриттям з матеріалу, що є провідником, такого як матричний матеріал, яким покриті частки 10, за допомогою осадження методом хімічного відновлення (автокаталітичного відновлення). Ванна хімічного відновлення містить водний розчин, в якому знаходяться іони металу, один або більше хі мічних відновників, каталізатор, один або більше комплексоутворювальних реагентів і один або більше ванних коагуля торів, як описано вище. Іо ни металу автокаталітично і хі мічно відновлюються за допомогою відновника або відновників, які примушують метал осаджуватись на виріб 30. Альтернативно, частки (не покриті, з попереднім покриттям або покриті) розміщуються у водному розчині, і частки покриваються металом і одночасно покриті металом частки наносяться на виріб 30. Внаслідок того, що осадження методом хі мічного відновлення повільніше, ніж електролітичне нанесення, покриті частки 10 електролітично наносяться на тонкий провідний шар (шляхом описаного нижче методу) як тільки утворено цей тонкий провідний шар, формуючи за рахунок цього покриття 28. Згідно з фіг. 11, покриття 28 наноситься на провідний виріб 30 (або непровідний виріб, металізований тонкимпровідним шаром, як це описано вище) за допомогою ви користання електролітичного соосадження покрити х часток 10 і матричного матеріалу (матеріалу, з якого утворені покриття 14 покритих часток 10) на виріб 10. В міру того, як покриті частки 10 (наприклад, гра фітові частки 12, покриті тонким проміжним попереднім покриттям 68 з хрому або кобальту-вольфраму, на яке наноситься мідне покриття 14) осаджуються на виріб 30, матричний матеріал одночасно осаджується навколо покритих часток для заповнення проміжків між покритими частками, утворюючи покриття 28. Як показано на фіг. 12, в альтернативному способі електролітичного осадження матричний матеріал і частки 12 (що покриті попереднім покриттям 68, як це описано вище, але які ще не покриті матричним матеріалом) соосаджуються на виріб 30. В міру то го, як частки 12 осаджуються на виріб 30, ці частки одночасно покриваються матричним матеріалом для утво рення покриття 28. Наприклад, частки 12 є графітом, матричний матеріал - міддю, а матеріалом попереднього покриття є та кий метал, як хром або кобальт-вольфрам. Альтернативно, покриття 28 утворюється на виробі 30 напилюванням з газоподібної фази або напилюванням з рідкої фази покритих часток 10 на виріб. Покриття 28 потім спікається, після чого покриття 28 проявляє власну вибрану внутрішню властивість або вибрані внутрішні властивості. Інші ви конання. Графіт або алмаз є хорошими матеріалами, з яких формують частки 12, коли виріб або покриття, що виготовляються, повинні мати низький коефіцієнт теплового розши рення і високу питому теплопровідність, тому що ці матеріали не тільки мають низький коефіцієнт теплового розширення (як 7 34504 вольфрам або молібден), але також мають відносно високу питому теплопровідність (на відміну від вольфраму та молібдену). Отже, ці матеріали переважають в тому плані, що вони не мають шкідливого побічного ефекту зниження питомої теплопровідності покрити х часток, а також виробів та покриттів, утворених з цих покритих часток. Коли виріб або покриття, що ви готовляються, повинні мати коефіцієнт теплового розширення, що збігається з таким же коефіцієнтом кремнієвого напівпровідникового або інтегрального приладу, до якого цей виріб або покриття безпосередньо прикріплюється (кремній має коефіцієнт теплового розширення приблизно 4,2 млн частин/град С), цей виріб або покриття містить, наприклад, покриті міддю алмазні частки з відношенням об'ємів міді до алмазу приблизно 20% : 80% або покриті міддю графіто ві частки з відношенням об'ємів міді до графіту приблизно 24% : 76%. Можна запроектувати багато вн утрішніх властивостей, інших, ніж питома теплопровідність або коефіцієнт теплового розши рення. Наприклад, можна запроектувати електропровідність виробу у комбінації з проектуванням інших внутрішніх властивостей. Та ким чином, в одному ви конанні вибір між використанням графіто вих часток (які є електропровідними) та алмазних часток (які є електричними ізоляторами) засновано на бажаній електропровідності виробу. Як показано на фіг.2, часткам 10 не треба складатися повністю з покритих часток. Альтернативно, суміш покритих часток, поєднаних з іншими частками (наприклад, покриті міддю вольфрамові частки можна поєднати з мідними частками), може ретельно перемішува тись, а після ущільнюватись, щоб сфор мувати ви ріб 22 з внутрішніми властивостями, які є функцією відношень об'ємів всіх матеріалів у суміші, причому виріб 22 проявляє внутрішні властивості ізотропно. Альтернативно, покриті частки поєднуються з матеріалами, які проявляють одне або більше вн утрішніх властивостей анізотропно, що, в свою чергу, примушує і виріб проявляти одну або більше внутрішніх властивостей анізотропно. Наприклад, покриті частки змішуються з кристалічними матеріалами, що мають властивості, різні в різних напрямках, причому ці кристалічні матеріали змішуються з покритими частками таким чином, щоб криста лічні матеріали намагались орієнтуватись у загальному напрямку. В іншому прикладі покриті частки змішуються з вуглецевими волокнами, причому ці вуглецеві волокна намагаються орієнтувати в загальному напрямку. Вуглецеві волокна забезпечують міцність на розрив, яка змінюється в залежності від напрямку. Альтернативні методи ви готовлення виробів з покритих часток включають пресуван ня інжекцією металу, га ряче ізостатичне пресування ("hipping"), холодне ізоста тичне пресуван ня ("cipping"), гаряче або холодне ізостатичне кування, гаряче або холодне валкове ущільнення (яке ущільнює покриті частки, що поєднуються) та пресування тиском. Якщо покриті частки 22 ущільнюються до щільності, що наближується до "повної щільності" (щільність, при якій ущільнені покриті частки мають пористість "рівня 2" або "рівня 3" або "невзає мопов'язано", тобто пористість, яка не забезпечує міжпоєднувальних проходів, що проходять з одного боку ви робу на другий), то процес спікання не збільшує щільності і не змінює розмірів виробу. Щільність виробу, а тим самим і кінцеві розміри виробу можуть точно керува тись при ущільненні. Особливо доцільно ущільнювати до повної щільності, коли частки містять певні неметали, та кі як графіт, то му що, наприклад, покриті міддю графіто ві частки можуть ущільнюватись до повної щільності при відносно низькому тиску від 60 до 80 тонн на квадратний дюйм. Коли частки сформовані з металу або металічного сплаву (покриті частки металом чи не покриті), для ущільнення часток до повної щільності звичайно необхідний тиск від 80 до 200 тонн на квадратний дюйм. На фіг.6 показано прилад 16 відливання під тиском, що включає пуансон 18 та фор му 20 який використо вується для поєднання двох різних шарів 24 та 26 з часток шляхом ущільнення для одержання виробу 25 з внутрішніми властивостями, які змінюються від шару до шару. Шари 24 та 26 складаються з часток, складених з різних матеріалів або тих, що мають різні відношення об'ємів матеріалів, з яких утворені ці частки. Частки не обов'язково є покритими частками. Частки вводяться до форми 20 в шарах 24 та 26, ущільнюються до вибраної щільності, щоб надати залежні від температури внутрішні властивості (наприклад, питома теплопровідність або коефіцієнт теплового розширення), як це розглянуто вище у зв'язку фіг.5, і спікаються в атмосфе рі водню приблизно півгодини. Це спікання примушує частки шарів 24 та 26 зв'язуватись на границі розділу між двома шарами, щоб одержати єдиний шаруватий виріб. Наприклад, шар 24 містить покриті міддю вольфрамові частки з відношенням об'ємів міді до вольфраму 27% : 73%, а шар 26 містить частки з елементної міді. Шар 24 після ущільнення має питому теплопровідність приблизно 225,78 Вт/м • град К та коефіцієнт теплового розширення приблизно 8,28 млн частин/град С. Шар 26 після ущільнення має питому теп лопровідність приблизно 390 Вт/м • град К та коефіцієнт теплового розширення приблизно 18,04 млн. частин/град С. Шарува тий виріб 25 включається безпосередньо між двома об'єктами з різними коефіцієнта ми теплового розширення, що збігаються коефіцієнтами теплового розши рення шарів 24 та 26. Наприклад, шар 24 прикріплюється до берилієвої кераміки, а шар 26 дифузійно зв'язується з мідним тепловідводом. Альтернативно, шар 24 включає покритий міддю алмаз з відношенням об'ємів міді до алмазу 20% : 80%, а шар 26 складається з покритого міддю графіту з відношенням об'ємів міді до графіту 24% : 76%. Після ущільнення кремнієвий кристал прикріплюється до того боку ви робу 25, який відповідає шару 26, а підкладка з нітриду алюмінію прикріплюється до другого боку виробу 25, який відповідає ша ру 24. Шар 24 має питому теплопровідність приблизно 7 Вт/м • град К та коефіцієнт теплового розширення приблизно 4,8 млн частин/град С (від 25°С до 400°С), який практично збігається з коефіцієнтом теплового розширення підкладки з нітридом алюмінію. Шар 26 має питому 8 34504 теплопровідність приблизно 379 Вт/м • град К і коефіцієнт теплового розширення приблизно 4,3 млн частин/град С (від 25оС до 400°С), який практично збігається з коефіцієнтом теплового розширення кремнієвого кристалу. Шар 24 альтернативно спроектований так, щоб прикріплюватись до підкладки з оксиду берилію, при цьому шар 24 має відношення об'ємів міді до алмазу 37% : 63%, питому теплопровідність приблизно 69 Вт/м • град К та коефіцієнт теплового розширення приблизно 7,6 млн частин/град С (від 25оC до 400°C), який практично збігається з коефіцієнтом теплового розширення підкладки з оксидом берилію. Таким чином, шарува тий виріб 25 включається безпосередньо між двома об'єкта ми різними коефіцієнтами теплового розширення. Границя між різними коефіцієнтами теплового розширення знаходиться усередині шарува того виробу 25, а не на одній або більше границях розділу між поверхнями виробу та інши х приладів. Крім того, є ли ше одна границя (розташова на між двома шарами усередині шарува того, роздільного виробу 25), на якій має місце незбіг коефіцієнтів теплового розширення, а не серія таких границь, розташованих між шарами різнорідних ви робів, що ідуть один за одним. Оскільки мідні зв'язки між частками здатні деформуватись у хо лодному ста ні, ці мідні зв'язки намагаються поглинати напруження теплового розширення і, внаслідок цього, у з'єднанні між двома шарами немає розтріскування або розша ровування. Крім того, оскільки зв'язки піддатливі і оскільки всі зв'язки утворені того ж самого матеріалу (всі зв'язки мідь з міддю), ці зв'язки намагаються поглинати напруження однаково, внаслідок цього виріб не намагається вигинатись дугоподібно або хви леподібно при великих змінах температури. У альтернативному ви конанні у ви робі 25 більше, ніж два шари, і, отже, є більш ніж одна внутрішня границя, на якій має місце незбіг коефіцієнтів теплового розши рення. Цей незбіг на кожній границі менший, ніж той незбіг, ЩО відбувається на єдиній границі усередині шаруватого ви робу 25. На фіг.7 показано гібридний корпус 72 електроніки з сторонами 48, основою 46 та кришкою 50, який використовується як корпус для напівпровідникових інтегральних схем та інших електронних приладів. Гібридні корпуса електроніки у загальному ви падку ви готовляються із залізо-нікелевого сплаву, ві домого як КОВАР, який має коефіцієнт теплового розширення, що приблизно рівний тому ж коефіцієнту скляних ізоляторів, які використовуються для ізоляції вивідних отворів 44 від провідного корпусу з КОВАРа. Застосування винаходу до виготовлення гібридного корпусу 72 залежить від того, чи використовується звичайна скляна ізоляція для ізолювання вивідних отворів 44, або ж використо вується інша ізоляція. Якщо ви користовуєть ся звичайна скляна ізоляція, то метою є виготовлення гібридного корпусу з коефіцієнтом теплового розши рення, що практично збігається з тим же коефіцієнтом у КОВАРу, але з більш високою питомою теплопровідністю, ніж у КОВАРа. Наприклад, гібридний корпус може виготовлятись з покритих залізом графітових часток з відношення об'ємів заліза до графіту 26% : 74%, коефіцієнтом теплового розширення приблизно 3,2 млн частин/град С (від 25°С до 400°С), який практично збігається з тим же коефіцієнтом у КОВАРа і питомою теплопровідністю приблизно 295 Вт/м • град. К, яка набагато вища, ніж питом теплопровідність КОВАРа (приблизно 11 Вт/м • град. К). Якщо скло для ізоляції вивідних отворів 44 замінюється низькотемператур ною скляною керамікою, то гібридний корпус 72 ви готовляється, наприклад, з покрити х міддю графіто вих часток з відношенням об'ємів міді до графіту 39% : 61%. Це відношення об'ємів забезпечує ви соку питому теплопровідність приблизно 379 Вт/м • град. К та коефіцієнт теплового розши рення приблизно 6,9 млн частин/град С (від 25°С до 400°С), який запроектований, щоб практично збігатись з коефіцієнтом теплового розши рення скляного керамічного матеріалу який використо вується для ізоляції вивідних отворів 44. Коефіцієнт теплового розши рення в усьому гібридному корпусі 72 електроніки у високому ступені рівномірний. Оскільки основа 46 та сторони 48 гібридного корпусу 72 електроніки можуть виготовлятись разом з сітчастими як єдине ціле (то ді як у корпусі з КОВАРа основа 46 і сторони 48 звичайно обробляються окремо, з цільних шматків матеріалу КОВАР), корпус 72 може виготовлятись без подорожчання, за рахунок вартості верстатної обробки або паяння основи 46 та сторін 48, хоч кришка 50 повинна прикріплюватись до сторін 48 шляхом пайки після того, як інтегральна схема буде поміщена усередину корпусу. На фіг.8 показано корпус 52 електроніки з набором інтегральних схем 54, вста новлених на підкладку 56 з низькотемператур ної скляної кераміки, яка підтримуєть ся комбінованою конструктивною, тепловою та заземлювальною пластиною 58. Конструктивна пластина 58 виготовляється з покрити х міддю графіто вих часток з відношенням об'ємів міді до графіту 39% : 61%. Це відношення об'ємів забезпечує ви соку питому теплопровідність приблизно 379 Вт/м • град. К, високу міцність на розрив та коефіцієнт теплового розши рення приблизно 6,9 млн частин/град С (від 25°С до 400°С), який практично збігається з коефіцієн том теплового розши рення керамічної підкладки 56. Цей коефіцієнт теп лового розши рення у ви сокому ступені рівномірний та ізотропний в усій конструктивній пласти ні 58. Покриті міддю графі тові частки, з яких вигото влено конструктивну пласти ну 58, ущіль нюються до щільності, вибраної так, щоб ха рактер розши рення конструктивної пласти ни 58 практично збігався з нелінійним ха рактером розши рення керамічної підкладки 56. Потім покриті частки спікаються. "Незріла" керамічна підкладка 56 (керамічна підкладка, яка ще не прожарювалась) нашаро вуєть ся потім на конструктивну пласти ну 58, після чого "незріла" керамічна підкладка 56 прожарюється. Ке рамічна підкладка 56 має температуру прожарювання нижче температури, при якій конструк тивна пластина 58 спікається у твер дому ста ні. Внаслідок цього, коли керамічна підкладка 56, що її встановлено на конструктивній пласти ні 58, прожарюється, покриття часток в конструктивній пластині не розплавляються. Попередньо спечена конструктивна пластина 58 забезпечує високі виходи ви робництва за рахунок одержання 9 34504 конструктивної платформи, на якій можна працювати в усьому ви робничому циклі з тонкими крихкими шарами кераміки та/або скла без поломок. На фіг.9 показано високопотужний напівпровідниковий компресійний модуль 60, який включає кремнієвий напівпровідниковий прилад 62, наприклад кремнієвий вимикач розміром приблизно у півдолара або срібний долар, що має коефіцієнт теплового розширення приблизно 4,3. Напівпровідниковий прилад 62 притискається з силою приблизно 5000 фун тів до тепловідводу 64, утвореному з покрити х міддю графіто вих часток згідно з винаходом. Напівпровідниковий прилад 62 має молібденову задню поверхню з низьким коефіцієнтом теплового розширення, яка примикає ззаду до алюмінієвого тепловідводу 66 (що не виготовляється з часток). Тепловідвід 64, що має відношення об'ємів міді до графіту 24% : 76%, спроектований так, щоб мати високу теплопровідність 379 Вт/м • град К та коефіцієнт теплового розширення 4,3 млн частин/град С (від 25°С до 400°С), що практично збігається з коефіцієнтом теплового розши рення напівпровідникового приладу 62, причому цей коефіцієнт теплового розширення у великому ступені рівномірний в усьому тепловідводі 64. Проектування коефіцієнту теплового розширення тепловідводу 64 подовжує строк служби напівпровідникового приладу 62 шляхом запобігання подряпин на напівпровідниковому приладі 62 з-за натискання взаємодіючого з ним тепловідводу 64, що може викликати коротке замикання. Розглянуто но ві та вдосконалені пристрій та методи проектування внутрішніх властивостей виробів, що виготовляються шляхом об'єднання часток. Очевидно, що спеціалісти можуть тепер виконувати багато численні використання і модифікації описаних конкретних застосувань і відступу від них без відходу від ви нахідницької концепції. Наприклад, принципи винаходу можуть бути прикладені і в інших областях, таких як вогнепальна зброя та бойова те хніка, щоб забезпечити у гільз та снарядів ті ж самі коефіцієнти теплового розширення, що і у гармат, з яких вони вистрілюються, які можуть бути покриті усередині керамічним матеріалом. Отже, винахід належить тлумачити як той, що о хоплює всі і кожну нові ознаки і нові комбінації ознак, представлені або ті, що містяться, у розглянути х тут пристрої та методах, і обмежене єдино духом та об'ємом формули винаходу. Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 10 34504 Фіг. 5 Фіг. 6 Фіг. 7 11 34504 Фіг. 9 Фіг. 8 Фіг. 10 Фіг. 11 Фіг. 12 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 12
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacture of particles and articles with designed properties
Автори англійськоюBeane Alan F., Beane Glenn L.
Назва патенту російськоюПроизводство частиц и изделий с запроектированными свойствами
Автори російськоюБин Алан Ф., Бин Глен Л.
МПК / Мітки
МПК: B32B 33/00, B32B 5/16, B32B 15/00
Мітки: виробів, запроектованими, часток, властивостями, виробництво
Код посилання
<a href="https://ua.patents.su/12-34504-virobnictvo-chastok-ta-virobiv-iz-zaproektovanimi-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Виробництво часток та виробів із запроектованими властивостями</a>
Пристрій для знаходження і локалізації часток потоку нейтральних часток
Номер патенту: 11077
Опубліковано: 25.12.1996
Автори: Ірен Доріон, Серж Метржан, Маріо Русев
МПК: G01T 3/00, G01T 1/29, H01J 47/00
Мітки: знаходження, часток, потоку, пристрій, нейтральних, локалізації
Формула / Реферат:
(57) 1. Устройство для обнаружения и локализации частиц потока нейтральных частиц, испускаемых источником и распространяющихся под постоянным углом с известной величиной среднего направления, включающее плоский твердый преобразователь, установленный по касательной к среднему направлению распространения частиц, средства усиления и накопления зарядов, содержащее проводники, электрически изолированные друг от друга и параллельные друг другу и...
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Мітніков Ілля Юхимович, Агапов Володимир Миколайович, Макієвський Юрій Ізотович, Куцін Володимир Семенович, Гончар Володимир Павлович, Сергєєв Віктор Володимирович
МПК: C23C 2/06
Мітки: сталевих, цинкування, цинком, збагачування, виробів, спосіб, розплаву
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Електричний фільтр для ловлення часток пилу
Номер патенту: 14528
Опубліковано: 09.01.1997
Автори: Корягін Олександр Юрійович, Котьолкін Сергій Іванович
МПК: B03C 3/04, B01D 45/14
Мітки: ловлення, пилу, електричний, часток, фільтр
Формула / Реферат:
Електричний фільтр для ловлення часток пилу, що складається із заземленого корпусу, нагнітального вентилятора з електродвигуном і з крильчаткою з діелектрика, фільтруючих електродів і приєднаного до них джерела високої напруги, відрізняється тим, що крильчатка оточена по периферії, механічно пов'язаною з нею, циліндричною обічайкою із того ж діелектрика, що є ротором (транспортером) електростатичного генератора, який служить джерелом...
Іонообмінна смола для адсорбування і видалення суспендованих найдрібніших часток оксидів металів із ультрачистої і конденсатної води і спосіб адсорбування та видалення суспендованих найдрібніших часток оксидів
Номер патенту: 27694
Опубліковано: 16.10.2000
Автори: Хагівара Масахіро, Ізумі Такесі, Кавазу Хідео
МПК: C02F 1/42
Мітки: смола, видалення, води, найдрібніших, металів, адсорбування, оксидів, суспендованих, іонообмінна, ультрачистої, спосіб, конденсатної, часток
Формула / Реферат:
(57)1. Ионообменная смола для адсорбирования и удаления - взвешенных мельчайших частиц оксидов металлов из ультрачистой и конденсатной воды полимерным адсорбентом, отличающаяся тем, что в качестве ионообменной смолы используют катионо обменную смолу, которая в Н-форме содержит частицы правильной сферической формы диаметром 0,2-1,2 мм с эффективной удельной поверхностью в 0,02-0,20 м2/г сухой смолы и имеет такую структуру поверхностного слоя,...
Спосіб визначення активної та пасивної часток ударного об’єму правого шлуночка
Номер патенту: 30107
Опубліковано: 15.11.2000
Автори: Черепок Олександр Олексійович, Полівода Сергій Миколайович, Демиденко Олександр Вікторович
МПК: A61B 8/00
Мітки: спосіб, правого, ударного, часток, пасивної, визначення, об'єму, активної, шлуночка
Формула / Реферат:
Спосіб визначення активної та пасивної часток ударного об'єму правого шлуночка, що полягає в виконанні двомірної ехокардіографії, визначенні площі перерізу правого шлуночка в діастолі, визначенні площі перерізу правого шлуночка в систолі і обчисленні індекса зміни площі правого шлуночка впродовж серцевого циклу, який відрізняється тим, що визначають кінцеводіастолічний розмір лівого шлуночка, кінцевосистолічний розмір лівого шлуночка,...
Попередній патент: Пристрій захисту ежектора
Наступний патент: Стапельна дошка для укладання стопи аркушів
Випадковий патент: Дренаж трубчастий профільний