Пристрій і спосіб перевірки тари на лінії конвеєра
Номер патенту: 61945
Опубліковано: 15.12.2003
Автори: Гофф Шервуд Л.,мол., Нікс Тім, Вогаман Джон Л., Розенквест Дейвід Р., Гаст Террі Л., Гаст Рональд Е.
Формула / Реферат
1. Пристрій для послідовної перевірки тари (22), що має можливість проходити по лінійному конвеєру (24), який містить нависаючий над конвеєром подавальний засіб для відводу тари у поперечному напрямку щонайменше частково з конвеєра, засіб упору, оптичні засоби (210, 212) для перевірки тари, коли вона повертається під час проходження уздовж зазначеного засобу упору, і розвантажувальний засіб для повернення тари назад на конвеєр, який відрізняється тим, що подавальний засіб містить перший нескінченний привідний пас (30), який має паралельну конвеєру протяжну ділянку і нависаючу над конвеєром частину (38) кутоподібної форми для зачеплення у стик з тарою, яка має можливість послідовно проходити по конвеєру, перший двигун (32), що має можливість приводити у рух зазначений пас для щонайменше часткового відводу тари з конвеєра у поперечному напрямку, при цьому засіб упору (66 або 144) розташований напроти першого паса для зачеплення у стик з тарою, відведеною подавальним засобом, із забезпеченням повороту тари, відведеної від конвеєра і зачепленої між першим пасом і засобом упору, під час руху її вздовж засобу упору, а розвантажувальний засіб (120) розташований поряд із засобом упору для послідовного зачеплення та повернення тари назад на конвеєр.
2. Пристрій за п. 1, який відрізняється тим, що містить другий привідний пас (58), оперативно сполучений із зазначеним першим привідним пасом та першим двигуном і який знаходиться проти розвантажувального засобу, для відводу тари назад на конвеєр.
3. Пристрій за будь-яким з пп. 1 або 2, який відрізняється тим, що розвантажувальний засіб (120) містить третій нескінченний пас (124) і засіб (122), який приводить у рух третій пас для зачеплення тари між другим і третім пасами та для відводу тари послідовно назад на конвеєр, при одночасному зниженні швидкості тари для узгодження її, по суті, зі швидкістю конвеєра.
4. Пристрій за п. 3, який відрізняється тим, що містить засіб (35, 36), який зв'язує другий пас (58) з першим пасом (30) для приведення у рух другого паса на швидкості, меншій ніж швидкість першого паса.
5. Пристрій за будь-яким з пп. 3 або 4, який відрізняється тим, що засіб (122), що приводить у рух третій пас, містить другий двигун.
6. Пристрій за п. 5, який відрізняється тим, що перший і третій паси (30, 124), перший двигун (32) і засіб (35, 60), що зв'язує другий пас з першим пасом, встановлені на каретці (44), виконаній з можливістю регульованого позиціювання відносно конвеєра.
7. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засіб упору містить напрямну (68 або 70) для поперечного переміщення у напрямку, протилежному першому пасу (30), і засіб (88) для пружного присування напрямної до першого паса.
8. Пристрій за п. 7, який відрізняється тим, що засіб упору містить засіб (72, 74, 82, 84, 85), що орієнтує напрямну (68 або 70) для поворотного руху убік від зазначеного першого паса.
9. Пристрій за п. 8, який відрізняється тим, що поворотний орієнтуючий засіб містить пару стояків (72, 74), розташованих з інтервалом між ними у поздовжньому напрямку напрямної, а засіб пружного присування містить пружину (88) у зачепленні з кожним із зазначених стояків.
10. Пристрій за будь-яким з пп. 7, 8 або 9, який відрізняється тим, що містить засіб (92, 94) для регулювання зусилля пружини, що присуває напрямну до першого паса.
11. Пристрій за будь-яким з пп. 7, 8, 9 або 10, який відрізняється тим, що містить засіб (96), який реагує на відхилення напрямної убік від першого паса для індикації потенційного затору тари у пристрої.
12. Пристрій за п. 11, який відрізняється тим, що реагуючий на відхилення засіб (96) містить засіб кінцевого перемикача.
13. Пристрій за п. 12, який відрізняється тим, що містить засіб (134), який оперативно з'єднує засіб кінцевого вимикача з першим двигуном для зупинення першого двигуна при спрацьовуванні засобу кінцевого вимикача.
14. Пристрій за будь-яким з пп. 7-13, який відрізняється тим, що містить першу і другу напрямні (68, 70), які відокремлюються одна від одної вертикальним інтервалом.
15. Пристрій за будь-яким з пп. 7-14, який відрізняється тим, що на напрямній передбачений еластомерний засіб (78, 80) для пружного зачеплення з тарою.
16. Пристрій за будь-яким з пп. 7-15, який відрізняється тим, що перший привідний пас (30) має розташований під кутом подавальний виліт (38), що проходить над конвеєром, для перехоплення тари на конвеєрі, а напрямна (68 або 70) має розташований під кутом подавальний виліт (76) проти розташованого під кутом подавального вильоту першого паса.
17. Пристрій за п. 16, який відрізняється тим, що напрямна також містить засіб (106-117) для регулювання положення подавального вильоту напрямної відносно подавального вильоту першого паса у напрямку руху конвеєра для роботи з тарою різного діаметра.
18. Пристрій за п. 17, який відрізняється тим, що регулювальний засіб містить першу і другу пластини (106, 108) для оперативного з'єднання у фіксованому положенні і з напрямною, відповідно, причому одна з пластин (108) має різь, а інша із зазначених пластин (106) має карман (110) проти зазначеної різі, і засіб (114) регулювання різі, розташований у кармані з різзю у зачепленні з поверхнею різі.
19. Пристрій за п. 18, який відрізняється тим, що засіб регулювання також містить засіб (117) для фіксації пластин у відрегульованому положенні.
20. Пристрій за п. 19, який відрізняється тим, що регулювальний засіб розташований у приляганні до подавального кінця напрямної і також містить засіб (115) для створення опори, з можливістю ковзання, для розвантажувального кінця напрямної з урахуванням поздовжнього регулювання напрямної.
21. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що засіб упору містить другий привідний пас (146) і другий двигун (148) для приведення другого паса у напрямку, протилежному напрямку першого паса, для підвищення швидкості повертання тари під час її проходження через станцію перевірки.
22. Пристрій за п. 21, який відрізняється тим, що другий привідний пас (146) і другий двигун (148) встановлені на каретці (152) з можливістю регулювання відносно конвеєра.
23. Спосіб перевірки тари, що рухають на лінійному конвеєрі (24) на першій швидкості, який містить етапи:
(а) позиціювання першого нависаючого над конвеєром паса (30), що приводиться у рух двигуном, для відводу тари з конвеєра у поперечному напрямку з упиранням у засіб упору (66 або 144);
(б) транспортування тари між першим пасом і засобом упору на другій швидкості, що перевищує першу швидкість, при одночасному повертанні тари;
(в) оптичної перевірки тари під час етапу (б), і потім
(г) відводу тари послідовно між другим і третім пасами, що приводяться у рух двигуном, назад на конвеєр на швидкості, яка, по суті, відповідає першій швидкості.
24. Спосіб за п. 23, який відрізняється тим, що містить додаткові етапи:
(д) забезпечення напрямної (68 або 70) як засобу упору;
(е) пружного присування напрямної до першого паса; і
(ж) виявлення потенційного затору тари між напрямною упора і першим пасом у залежності від руху напрямної убік від першого паса.
25. Спосіб за п. 24, який відрізняється тим, що містить додатковий етап:
(з) припинення роботи першого паса при спрацьовуванні на етапі (ж).
26. Спосіб за п. 25, який відрізняється тим, що містить додатковий етап:
(й) забезпечення, як засобу упору, четвертого паса (146), який приводиться у рух двигуном, що рухається у напрямку, протилежному напрямку першого паса, для підвищення швидкості повертання тари на етапі (б).
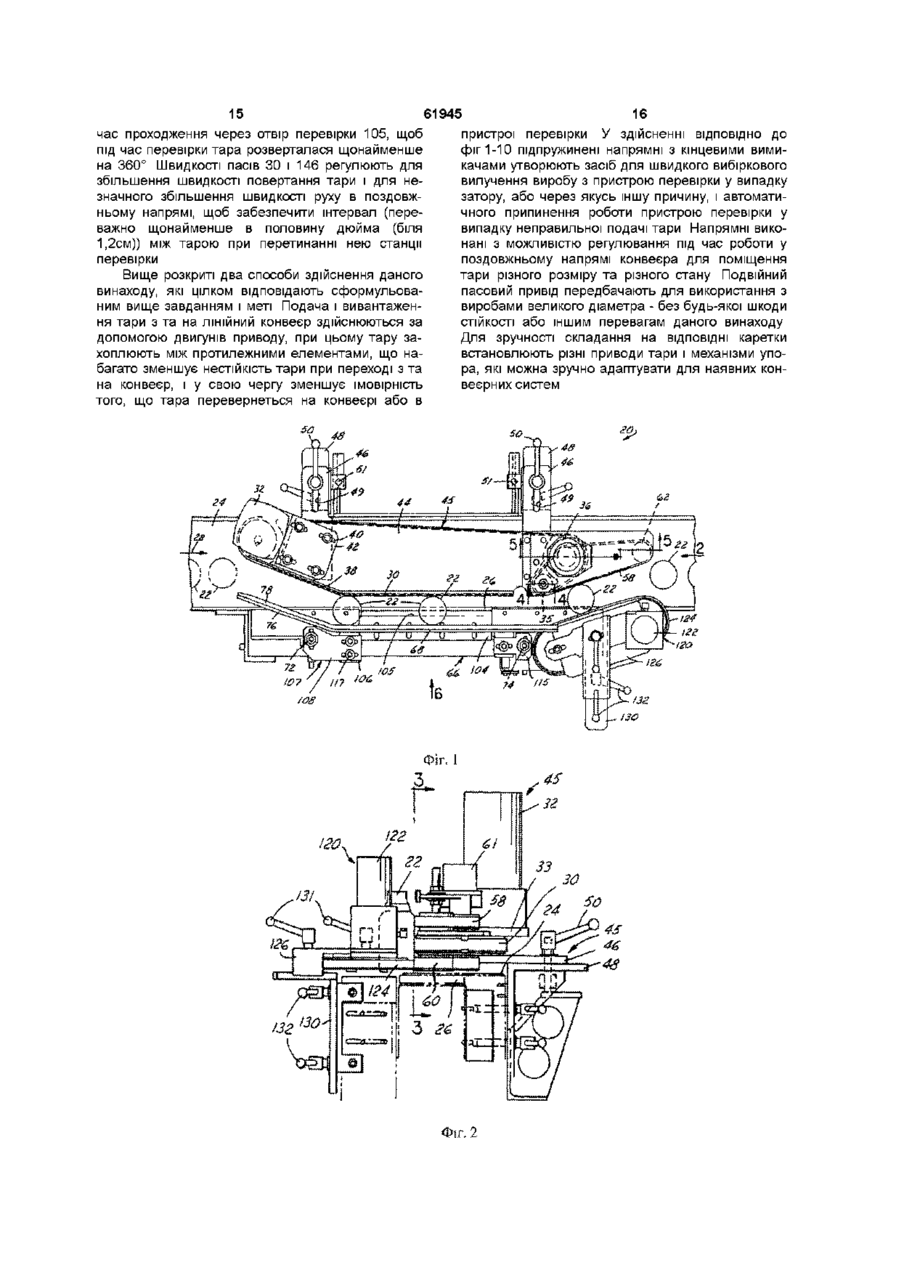
Текст
1 Пристрій для послідовної перевірки тари (22), що має можливість проходити по лінійному конвеєру (24), який містить нависаючий над конвеєром подавальний засіб для відводу тари у поперечному напрямку щонайменше частково з конвеєра, засіб упору, оптичні засоби (210, 212) для перевірки тари, коли вона повертається під час проходження уздовж зазначеного засобу упору, і розвантажувальний засіб для повернення тари назад на конвеєр, який відрізняється тим, що подавальний засіб містить перший нескінченний привідний пас (ЗО), який має паралельну конвеєру протяжну ділянку і нависаючу над конвеєром частину (38) кутоподібної форми для зачеплення у стик з тарою, яка має можливість послідовно проходити по конвеєру, перший двигун (32), що має можливість приводити у рух зазначений пас для щонайменше часткового відводу тари з конвеєра у поперечному напрямку, при цьому засіб упору (66 або 144) розташований напроти першого паса для зачеплення у стик з тарою, відведеною подавальним засобом, із забезпеченням повороту тари, відведеної від конвеєра і зачепленої між першим пасом і засобом упору, під час руху її вздовж засобу упору, а розвантажувальний засіб (120) розташований поряд із засобом упору для послідовного зачеплення та повернення тари назад на конвеєр 2 Пристрій за п 1, який відрізняється тим, що містить другий привідний пас (58), оперативно сполучений із зазначеним першим привідним пасом та першим двигуном і який знаходиться проти розвантажувального засобу, для відводу тари назад на конвеєр 3 Пристрій за будь-яким з пп 1 або 2, який відрізняється тим, що розвантажувальний засіб (120) містить третій нескінченний пас (124) і засіб (122), який приводить у рух третій пас для зачеплення тари між другим і третім пасами та для відводу тари послідовно назад на конвеєр, при одночасному зниженні швидкості тари для узгодження її, по суті, зі швидкістю конвеєра 4 Пристрій за п 3, який відрізняється тим, що містить засіб (35, 36), який зв'язує другий пас (58) з першим пасом (ЗО) для приведення у рух другого паса на швидкості, меншій ніж швидкість першого паса 5 Пристрій за будь-яким з пп 3 або 4, який відрізняється тим, що засіб (122), що приводить у рух третій пас, містить другий двигун 6 Пристрій за п 5, який відрізняється тим, що перший і третій паси (ЗО, 124), перший двигун (32) і засіб (35, 60), що зв'язує другий пас з першим пасом, встановлені на каретці (44), виконаній з можливістю регульованого позиціювання відносно конвеєра 7 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засіб упору містить напрямну (68 або 70) для поперечного переміщення у напрямку, протилежному першому пасу (ЗО), і засіб (88) для пружного присування напрямної до першого паса 8 Пристрій за п 7, який відрізняється тим, що засіб упору містить засіб (72, 74, 82, 84, 85), що орієнтує напрямну (68 або 70) для поворотного руху убік від зазначеного першого паса 9 Пристрій за п 8, який відрізняється тим, що поворотний орієнтуючий засіб містить пару стояків (72, 74), розташованих з інтервалом між ними у поздовжньому напрямку напрямної, а засіб пружного присування містить пружину (88) у зачепленні з кожним із зазначених стояків 10 Пристрій за будь-яким з пп 7, 8 або 9, який відрізняється тим, що містить засіб (92, 94) для регулювання зусилля пружини, що присуває напрямну до першого паса 11 Пристрій за будь-яким з пп 7, 8, 9 або 10, який відрізняється тим, що містить засіб (96), який реагує на відхилення напрямної убік від першого паса для індикації потенційного затору тари у пристрої 12 Пристрій за п 11, який відрізняється тим, що О Ю о> (О реагуючий на відхилення засіб (96) містить засіб кінцевого перемикача 13 Пристрій за п 12, який відрізняється тим, що містить засіб (134), який оперативно з'єднує засіб кінцевого вимикача з першим двигуном для зупинення першого двигуна при спрацьовуванні засобу кінцевого вимикача 14 Пристрій за будь-яким з пп 7-13, який відрізняється тим, що містить першу і другу напрямні (68, 70), які відокремлюються одна від одної вертикальним інтервалом 15 Пристрій за будь-яким з пп 7-14, який відрізняється тим, що на напрямній передбачений еластомерний засіб (78, 80) для пружного зачеплення з тарою 16 Пристрій за будь-яким з пп 7-15, який відрізняється тим, що перший привідний пас (ЗО) має розташований під кутом подавальний виліт (38), що проходить над конвеєром, для перехоплення тари на конвеєрі, а напрямна (68 або 70) має розташований під кутом подавальний виліт (76) проти розташованого під кутом подавального вильоту першого паса 17 Пристрій за п 16, який відрізняється тим, що напрямна також містить засіб (106-117) для регулювання положення подавального вильоту напрямної відносно подавального вильоту першого паса у напрямку руху конвеєра для роботи з тарою різного діаметра 18 Пристрій за п 17, який відрізняється тим, що регулювальний засіб містить першу і другу пластини (106, 108) для оперативного з'єднання у фіксованому положенні і з напрямною, ВІДПОВІДНО, причому одна з пластин (108) має різь, а інша із зазначених пластин (106) має карман (110) проти зазначеної різі, і засіб (114) регулювання різі, розташований у кармані з різзю у зачепленні з поверхнею різі 19 Пристрій за п 18, який відрізняється тим, що засіб регулювання також містить засіб (117) для фіксації пластин у відрегульованому положенні 20 Пристрій за п 19, який відрізняється тим, що регулювальний засіб розташований у приляганні до подавального кінця напрямної і також містить засіб (115) для створення опори, з можливістю ковзання, для розвантажувального кінця напрямної з урахуванням поздовжнього регулювання напрямної 61945 21 Пристрій за будь-яким з пп 1-6, який відрізняється тим, що засіб упору містить другий привідний пас (146) і другий двигун (148) для приведення другого паса у напрямку, протилежному напрямку першого паса, для підвищення швидкості повертання тари під час її проходження через станцію перевірки 22 Пристрій за п 21, який відрізняється тим, що другий привідний пас (146) і другий двигун (148) встановлені на каретці (152) з можливістю регулювання відносно конвеєра 23 Спосіб перевірки тари, що рухають на лінійному конвеєрі (24) на першій швидкості, який містить етапи (а) позиціювання першого нависаючого над конвеєром паса (ЗО), що приводиться у рух двигуном, для відводу тари з конвеєра у поперечному напрямку з упиранням у засіб упору (66 або 144), (б) транспортування тари між першим пасом і засобом упору на другій швидкості, що перевищує першу швидкість, при одночасному повертанні тари, (в) оптичної перевірки тари під час етапу (б), і потім (г) відводу тари послідовно між другим і третім пасами, що приводяться у рух двигуном, назад на конвеєр на швидкості, яка, по суті, відповідає першій швидкості 24 Спосіб за п 23, який відрізняється тим, що містить додаткові етапи (д) забезпечення напрямної (68 або 70) як засобу упору, (є) пружного присування напрямної до першого паса, і (ж) виявлення потенційного затору тари між напрямною упора і першим пасом у залежності від руху напрямної убік від першого паса 25 Спосіб за п 24, який відрізняється тим, що містить додатковий етап (з) припинення роботи першого паса при спрацьовуванні на етапі (ж) 26 Спосіб за п 25, який відрізняється тим, що містить додатковий етап (й) забезпечення, як засобу упору, четвертого паса (146), який приводиться у рух двигуном, що рухається у напрямку, протилежному напрямку першого паса, для підвищення швидкості повертання тари на етапі (б) Даний винахід стосується електрооптичного контролю тари, а саме способу і пристрою для перевірки комерційних змін тари під час и транспортування ЛІНІЙНИМ конвеєром До нинішнього часу запропоновано застосування електрооптичних методів виявлення комерційних змін у тарі зі скла або пластмаси Термін «комерційні зміни» відноситься до змін з погляду нормативної конструкції і стосується тих змін, які можуть негативно позначитися на комерційній прийнятності тари До комерційних змін можна віднести, наприклад, зміни у кольорі або розмірах порівняно з тими, які бажані для виготовлювача чи споживача, поверхневі зміни, особливо навколо запечатаної поверхні тари, або аномалії у СТІНЦІ тари, що виникають при виготовленні, наприклад, тріщини Патент США № 4 874 940 розкриває спосіб і пристрій для перевірки тари під час її транспортування ЛІНІЙНИМ конвеєром Цей пристрій містить маніпулятор, розташований під кутом над конвеєром, для зачеплення і поперечного відводу тари, 61945 коли конвеєр присуває її у стик до маніпулятора відний пас з деякою частиною, що заходить над Визначаючі напрямок прикметники, такі, як «попеконвеєром, для зачеплення у стик тарою, яка поречний» і «поздовжній», слід розуміти щодо наслідовно рухається конвеєром, і перший двигун, прямку руху ЛІНІЙНОГО конвеєра, якщо немає інших який приводить в рух пас для відводу щонаймензастережень Відведену тару приводять у зачепше частково тари у поперечному напрямі з конвелення з привідним пасом, який відділений попереєра Вузол упора розташований напроти першого чним зазором від конвеєра і взаємодіє з паралепаса для здійснення зачеплення у стик тарою, відльною секцією маніпулятора, щоб просувати тару веденою подавальним механізмом, в результаті поздовжньо по компенсуючій знос пластині, при чого тара, відведена з конвеєра і яка знаходиться цьому розвертаючи кожну одиницю тари навколо и в зачепленні між першим пасом і вузлом упора, центральної осі Джерело світла, встановлене під розвертається під час поздовжнього проходження компенсуючою знос пластиною, спрямовує ЛІНІЙвздовж вузла упора Пристрій здійснює перевірку НИЙ промінь світла крізь проріз у пластині і крізь тари під час її розвертання в момент проходження тару під час її розвертання та транспортування по вздовж вузла упора Розвантажувальний механізм компенсуючій знос пластині у камеру, встановлену розташований у приляганні до вузла упора для над пластиною Камера сполучена з ВІДПОВІДНИМИ зачеплення тари послідовно після зачеплення вуелектронними засобами для виявлення комерційзлом упора та для відводу тари знов на конвеєр них змін у тарі в залежності від світлової енергії, Перший безкінечний пас має подовжений вищо потрапляє на камеру При транспортуванні літ, паралельний конвеєру, і розташований під уздовж прорізу компенсуючої знос пластини тару кутом подавальний виліт, що проходить поперечно приводять у зачеплення другим привідним пасом, над конвеєром, для перехоплення тари на конвеєякий розташований під деяким кутом до поздовжрі Другий привідний пас переважно оперативно нього напрямку конвеєра для відхилення тари посполучений з першим привідним пасом і першим слідовно назад на конвеєр двигуном і розташований напроти розвантажувального механізму для захоплення тари між ними Хоча спосіб і пристрій, що розкриваються у зата відводу тари знов на конвеєр із швидкістю, по значеному винаході, спрямовані на розв'язання суті дорівнюючою швидкості конвеєра Другий пас проблем, які були на той час у даній галузі техніки, переважно сполучений за допомогою привідного все ж залишаються бажаними подальші удосконапристрою з першим пасом для надавання руху лення Зокрема, завдання даного винаходу полядругому пасу на швидкості, меншій і пропорційній гає у забезпеченні способу і пристрою для перевішвидкості першого паса У більш прийнятному рки тари на лінії, які загалом є способом і пристроваріанті здійснення даного винаходу перший і друєм, розкритими у зазначеному винаході, але при гий паси, перший двигун і механізм зубчастої пеяких знижують нестійкість тари на вхідному і/або редачі встановлені на каретці, яка виконана з мовихідному кінцях пристрою Нестійкість тари може жливістю регулювання відносно конвеєра Таким призвести до нерівного ходу, зіткнення одна з одчином, тара надійно захоплюється під час подачі, ною, падіння тари, що, у свою чергу, вимагає ручвивантаження і транспортування через станцію ного втручання з боку оператора для відновлення перевірки, що поліпшує стабільність обробки тари необхідного порядку роботи станції перевірки Інше завдання даного винаходу полягає у забезпеВІДПОВІДНО ДО ще одного аспекту даного виначенні способу і пристрою описуваного вище типу, ходу, який переважно, але не обов'язково, реаліякі відрізняються зручністю вилучення тари у визують разом з іншими аспектами даного винаходу, падку затору або з інших причин і зупиняють роборозвантажувальний механізм містить третій безкіту станції перевірки у випадку такого затору Ще нечний пас і двигун для приведення в рух третього одне завдання даного винаходу полягає у забезпаса для зачеплення і відведення тари послідовно печенні способу і пристрою описуваного вище тиназад на конвеєр, при цьому істотно знижуючи пу, які відрізняються пониженими вимогами технішвидкість тари, щоб узгодити її зі швидкістю кончного обслуговування і підвищеним терміном слувеєра Цей третій безкінечний пас і ВІДПОВІДНИЙ жби Ще одне завдання даного винаходу полягає у двигун переважно встановлюють на каретці, яка забезпеченні способу і пристрою описуваного вивстановлена з можливістю регулювання відносно ще типу, які можна зручно адаптувати для застоконвеєра сування з об'ємною тарою, тобто такою, як посуВІДПОВІДНО ДО ще одного аспекту даного винадини з великим порівняно з довжиною осі діаметходу, який також може застосовуватися окремо, ром Ще одне завдання винаходу полягає у забезабо більш прийнятно у поєднанні з іншими аспекпеченні способу і пристрою описуваного вище тами винаходу, вузол упора містить щонайменше типу, які відрізняються зручністю регулювання і одну напрямну упора, встановлену для поперечможливістю регулювання під час роботи Ще одне ного руху протилежно першому привідному пасу завдання винаходу полягає у забезпеченні спосоНапрямна пружно присувається до першого привібу і пристрою, що реалізують одне або більше дного паса для захоплення тари між ними, врахозазначених завдань і які можна зручним способом вуючи при цьому незначні зміни розміру тари Наадаптувати для наявних перевірних установок прямну встановлюють на парі поворотних стояків, замість пристрою, що розкривається у вищевказащо мають між собою поздовжній інтервал Стояки ному патенті зачеплені ВІДПОВІДНИМИ пружинами для зміщення напрямної упора у бік першого привідного паса та Пристрій для перевірки тари, яка послідовно для забезпечення можливості поворотного руху переміщається ЛІНІЙНИМ конвеєром, ВІДПОВІДНО до напрямної убік від першого привідного паса Зупершого пункту даного винаходу містить подавасилля, що чиниться пружиною на напрямну, регульний механізм, що має перший безкінечний при 61945 8 конвеєром, ВІДПОВІДНО до ще одного аспекту даного винаходу містить етап позиціювання першого паса, який приводиться в рух двигуном та який заходить над конвеєром, щоб відводити тару з конвеєра поперечно відносно вузла упора Тару транспортують між першим привідним пасом і вузлом упора на швидкості, яка перевищує швидкість конвеєра, при цьому розвертаючи кожну одиницю тари щонайменше на половину оберту Тару перевіряють під час и транспортування та повертання через станцію перевірки Тару потім відводять послідовно між другим і третім пасами, що приводяться в рух двигуном, назад на конвеєр на швидкості, яка по суті відповідає швидкості конвеєра Механізм упора може бути виконаний або у вигляді вузла напрямної, або у вигляді четвертого привідного паса ВІДПОВІДНО до викладеного вище РІЗНІ аспекти даного винаходу забезпечують покращання обробки тари під час подачі з і/або вивантаження на ЛІНІЙНИЙ конвеєр Зокрема, ВІДПОВІДНО до більш прийнятних варіантів здійснення Напрямна переважно має розташований під даного винаходу тару захоплюють з протилежних кутом подавальний виліт навпроти першого привібоків під час поперечного відводу з конвеєра і надного паса, що, знаходиться під кутом подавальзад на конвеєр Це значно підвищує СТІЙКІСТЬ тари ного вильоту, для поліпшення захоплення тари шляхом зменшення тенденції тари збиватися з між ними та для того, щоб усунути нестійкість тари руху, наштовхуватися одна на одну та імовірно під час поперечного руху з конвеєра Поздовжнє падати і тим самим створювати затор у пристрої розташування подавального вильоту напрямних Проти основного привідного паса для захоплення регулюється в залежності від діаметра тари і для тари під час транспортування через станцію переполіпшення роботи пристрою Це регулювання вірки встановлюють або напрямну, що зміщується виконують за допомогою пари пластин, сполучепружиною, або вузол привідного паса, що привоних з напрямними упора Одна з пластин має подиться в рух двигуном Напрямну, що зміщується верхневу різь, а інша пластина має на поверхні пружиною, з'єднують з перемикачами для виявкарман, в якому знаходиться регулювальний лення затору і припинення роботи станції перевіргвинт Обертання гвинта відносно кармана та у ки Пас, що приводиться в дію двигуном, викорисзачепленні з різзю на протилежній пластині таким товують для роботи з більш крупною тарою, яка чином регулює, у поздовжньому напрямку, пласмає меншу тенденцію перекидатися і створювати тини відносно одна одної і тим самим регулює позатори і яку треба розвертати швидше під час проложення подавального вильоту напрямної відносходження через станцію но подавального вильоту першого привідного паса Другий гвинт або інший ВІДПОВІДНИЙ засіб заДаний винахід, разом з його додатковими об'безпечують для фіксації пластин відносно одна єктами, ознаками і перевагами, буде більш зрозуодної при одержанні потрібного відрегульованого мілим з нижчевикладеного опису, формули винаположення Подавальний виліт напрямноі(их) знаходу, що додається, та супровідних креслень, на ходиться під незначним кутом порівняно з подаваяких показано льним вильотом привідного паса для поліпшення фіг 1 - вигляд зверху пристрою для перевірки пропускання тари в станцію перевірки тари ВІДПОВІДНО до одного з більш прийнятних варіантів здійснення даного винаходу, ВІДПОВІДНО ДО ще одного аспекту даного винаходу вузол упора може містити привідний пас і фіг 2 - вигляд з торця вертикальної проекції в двигун для надавання руху цьому пасу в напрямі, напрямку 2 на фіг 1, протилежному напряму першого паса Таким чифіг 3 - переріз по лінії 3-3 на фіг 2, ном тара, захоплена між пасами, транспортується фіг 4 і 5 - перерізи по ЛІНІЯХ 4-4 і 5-5 на фіг 1, у поздовжньому напрямку через станцію перевірфіг 6 - бічна вертикальна проекція в напрямку ки, при цьому розвертаючись з підвищеною швид6 на фіг 1, кістю навколо своєї осі Цей аспект даного винахофіг 7 - фрагмент вигляду зверху у напрямку 7 ду особливо вигідний у випадку роботи з тарою на фіг 6, великого діаметра, щоб забезпечувати розвертанфіг 8 - фрагмент вигляду зверху у напрямку 8 ня тари щонайменше на 180°, і переважно щонайна фіг 6, менше на 360°, під час проходження через станцію фіг 9 - вертикальна проекція з торця у напрямперевірки Привідний пас і ВІДПОВІДНИЙ двигун пеку 9 на фіг 8, реважно розміщають на каретці, яка встановлюфіг 10 110А - принципові схеми, що ілюструють ється з можливістю регулювання відносно конвеєприклади розташування перевірних оптичних прира Вузол каретки можна тому встановити у прилястроїв відносно конвеєра перевірки, ганні до конвеєра на МІСЦІ вузла каретки напрямної фіг 11 - вигляд зверху пристрою ВІДПОВІДНО до для адаптації станції перевірки для перевірки такої другого варіанта здійснення даного винаходу, великогабаритної тари, як посудини фіг 12 - вертикальна проекція з торця в напрямку 12 на фіг 11, Спосіб перевірки тари, що рухається ЛІНІЙНИМ люється Кінцевий вимикач переважно розміщують у приляганні до кожного поворотного стояка для виявлення надмірного поворотного руху напрямної убік від привідного паса, і тим самим - для індикації можливого затору контейнерів у пристрої перевірки На кінцеві вимикачі спрацьовує контролер, вимикаючи усі двигуни приводу Таким чином станція перевірки автоматично вимикається у випадку затору тари або в ІНШІЙ ситуації, що призводить до небажаного руху напрямної Станцію перевірки може зупинити оператор вручну шляхом переміщення напрямної убік від привідного паса На напрямній для покращання фрикційного зчеплення з тарою, що просувається через станцію перевірки, кладуть пружний шар покриття Це допомагає забезпечити однорідне розвертання тари під час її проходження через станцію перевірки Одна напрямна або пара напрямних з вертикальним інтервалом між ними можуть застосовуватися в залежності від розміру тари, яку перевіряють 61945 10 фіг 13 - бічна вертикальна проекція в напрямку зачіплює шків 36, що прикріплений до вала 52, 13 на фіг 11, який обертається у вузлі 45 каретки Пара ШКІВІВ 54, 55 прикріплена до вала 52 на протилежних фіг 14 - фрагмент вертикальної проекції в набоках шківа 36 Пара розташованих через вертипрямку 14 на фіг 7, кальний інтервал безкінечних розвантажувальних фіг 15 - перспективне зображення з просторопривідних пасів 58, 60 ВІДПОВІДНО сполучена зі шківим поділом деталей механізму регулювання навами 56, 54 і проходить навколо холостих ШКІВІВ прямної, зображеної на фіг 14, 62, 64 та 35 у вузлі 45 каретки Тому двигун 32 фіг 16 - функціональна блок-схема електронадає руху пасу ЗО, який у свою чергу надає руху нних пристроїв для роботи перевірного пристрою пасам 58, 60 через шківи 36, 54 і 56 Передавальні ВІДПОВІДНО до даного винаходу і відношення ШКІВІВ переважно такі, що паси 58, 60 фіг 17А, 17В і 17С - принципові схеми полорухаються зі швидкістю, яка наближається до жень привідних пасів відносно тари різних розмішвидкості конвеєра 24, при цьому пас ЗО йде зі рів, поданих як приклад швидкістю, що більше, ніж у два рази перевищує Фіг 1-10 і 14-16 зображують пристрій 20 для швидкість конвеєра Вузол розвантажувального перевірки тари 22, що переміщається на лінійному паса разом з двигуном 32 і пасом ЗО спирається на конвеєрі 24 ВІДПОВІДНО до одного більш прийнятнокаретку 44 і таким чином складає частину вузла 45 го варіанта здійснення даного винаходу Конвеєр каретки Вал 52 сполучений з кодером 61, який у 24 може містити сегментований конвеєр або безкісвою чергу сполучений з електронними засобами нечний конвеєрний пас, наприклад, розташований управління (фіг 16), що забезпечують індикацію з можливістю ковзання на конвеєрній опорі 26, на роботи і швидкості паса Шківи 35, 64 коаксіально якій встановлено з можливістю знімання та регувстановлені на валу 59 (фіг 4) за допомогою ВІДлювання пристрій 20 Конвеєр 24 переміщає тару ПОВІДНИХ ПІДШИПНИКІВ Вал 59 встановлений на 22 послідовно в поздовжньому напрямку 28 на вузлі 45 каретки першій швидкості конвеєра Пристрій 20 1) відводить тару 22 одну за одною з конвеєра Напроти привідного паса ЗО, що містить пода24, вальний виліт 38, у варіанті здійснення ВІДПОВІДНО до фіг 1-10 знаходиться вузол 66 напрямної упора 2) транспортує тару з підвищеною швидкістю Звертаючись до фіг 1 і 6-9, вузол 66 напрямної поряд з конвеєром для збільшення інтервалу між упора містить пару подовжених напрямних 68, 70, тарою, при цьому розвертаючи тару навколо и осі, встановлених з вертикальним інтервалом між ни3) під час транспортування і розвертання пеми на парі маючих між собою поздовжній інтервал ревіряє тару на наявність комерційних змін і встановлювальних стояків 72, 74 напрямної Кож4) відводить тару назад на конвеєр 24, при на напрямна 68, 70 має розташований під кутом цьому припиняючи розвертання і зменшуючи швиподавальний виліт 76, який приблизно паралельдкість, щоб по суті узгодити и зі швидкістю конвеєний у складенні з подавальним вильотом 38 паса ра ЗО (фіг 1) У більш прийнятному варіанті здійсненПристрій 20 містить перший безкінечний приня даного винаходу подавальний виліт кожної навідний пас ЗО, сполучений з привідним двигуном прямної 68, 70 відхилений приблизно на один гра32 за допомогою зірочки 31 (фіг 3) Двигун 32 дус від протилежного подавального вильоту 38 встановлюють на опорній каретці 44 за допомогою паса ЗО для поліпшення захоплення тари, що рукронштейна 33 Від зірочки 31 пас ЗО проходить хається до звуження Подовжений корпус кожної уздовж каретки 44, навколо компенсуючої знос напрямної 68, 70 є ЛІНІЙНИМ І паралельним протипластини та шківа 36 і назад до зірочки 31 Впусклежному подовженому вильоту паса ЗО Кожна ний виліт 38 привідного паса ЗО розташований над напрямна 68, 70 має облицьовувальний шар 78, конвеєром 24 і знаходиться відносно нього під 80 з еластомерного матеріалу, такого як пшогума, гострим кутом у напрямку 28 руху конвеєра, в редля зачеплення тарою 22 Стояки 72, 74 мають зультаті чого тара 22 наштовхується на виліт паса різь, а напрямні 68, 70 встановлюються на них 38 послідовно при м переміщенні конвеєром Каревертикально з можливістю регулювання ВІДПОВІДНО тка має важелі 46 кронштейна (фіг 1 і 2), за доподо фіг 9 Нижній кінець кожного стояка 72, 74 примогою яких увесь вузол каретки 45 встановлюють кріплений до колодки 82, яка виконана з можливісна кронштейнах 48, що кріпляться до опори 26 тю повороту на горизонтальному штифті 84, що конвеєра (див фіг 2) Рукоятки 50 встановлюють з знаходиться на колодці 85, розташованій під кареможливістю знімання важелів кронштейна каретки ткою 86 Палець 87 проходить горизонтально від на кронштейнах 48 Кронштейни 48 встановлюють кожної колодки 85 через відповідну колодку 82, а вертикально відносно опори 26 конвеєра за допоспіральна пружина 88 захоплюється у стиснутому могою вертикальних натискних гвинтів 51, що зостані між прокладкою 90, що прилягає до кожної бражуються на фіг 1 Прорізи 49 у важелях кронколодки 82, і прокладкою 92 та парою гайок 94 на штейна 46 передбачають поперечне регулювання кожному пальці 87 Пружини 88 таким чином привузла каретки 45 відносно конвеєра 24 Тому вузол сувають колодки 82, стояки 72, 74 і напрямні 68, 70 каретки 45 регулюється вертикально за допомоправоруч на фіг 9, та у бік паса ЗО на фіг 1 Нагою натискних гвинтів 51 і в поперечному напрямку прямні 68, 70 і стояки 72, 74 виконані з можливістю за допомогою рукояток 50 та прорізів 49 Натяг у повороту навколо шпильок 84 убік від паса ЗО, пасі ЗО регулюють за допомогою прорізів 40 у долаючи зусилля пружин 88 Зусилля пружин 88, кронштейні 42 двигуна У тому МІСЦІ, де пас ЗО що створює опір такому поворотному руху, можна змінює напрямок, вздовж каретки встановлюють відрегулювати за допомогою гайок 94 Кінцевий компенсуючу знос пластину вимикач 96 знаходиться на кожній колодці 85 у Як видно з фіг 1 і 3-5, перший привідний пас ЗО 12 11 61945 приляганні до кожного стояка 72, 74 напрямної один одного і відносно компенсуючої знос пластиКожний кінцевий вимикач 96 сполучений з приляни 104 і конвеєра 24 При ВІДВОДІ тари 22 вильотом гаючою поворотною колодкою 82 за допомогою 38 подавального паса і подавальними вильотами поперечок 98 Поперечки 98 звичайно контактують 76 напрямної у поперечному напрямі від конвеєра і натискають на виконавчий механізм кожного ви24, щоб и потім транспортувати конвеєром 24 і микача 96 У тому випадку, якщо напрямні і встакомпенсуючою знос пластиною 104, швидкість новлювальні стояки повертаються убік від привідпоздовжнього руху тари збільшують Більш прийнного паса ЗО, долаючи зусилля пружин 88, на доятно, щоб швидкість паса ЗО приблизно перевистатню відстань, тоді виконавчі механізми перемищувала у 2,2 разу швидкість конвеєра 24, що збікачів 96 вивільнюються і перемикачі ВІДПОВІДНО льшує швидкість тари, яка проходить через станЗМІНЮЮТЬ свій стан цію перевірки зі швидкістю, що перевищує швидкість конвеєра приблизно у 1,1 разу Це незначне Увесь вузол напрямної 66 встановлюють на підвищення швидкості тари забезпечує створення каретці 86 Компенсуючу знос пластину 104 також незначного відокремлювального проміжку між тавстановлюють на каретці 86 у положенні під нарою, переважно порядку половини дюйма (біля прямними 68, 70 Подовжений проріз 105 (фіг 1 і 1,2см), навіть якщо вона тісно складена на вході в 10) утворений краями компенсуючої знос пластини станцію перевірки При цьому зачеплення обер104 і конвеєром 24 ВІДПОВІДНО ДО фіг 1 Напрямні танням між тарою 22 і напрямними 68, 70, разом з 68, 70 окремо вертикально регулюються на стояпривідним рухом паса ЗО, розвертає тару навколо ках 72, 74 і окремо встановлюються горизонтально и осі при просуванні тари послідовно через проріз з можливістю регулювання на каретці 86 за допо105 Джерело світла 210 розміщене під деяким могою механізму 107 ВІДПОВІДНО ДО фіг 1, 6, 7, 14 І кутом, щоб проектувати ЛІНІЙНИЙ промінь світла 15 У приляганні до подавального вильоту кожної крізь проріз 105 на дно наступної йдучої послідовнапрямної 68, 70 нижню пластину 106 прикріплюно тари під час її проходження над прорізом Кають до кожної напрямної і вона проходить у попемера 212 встановлена над та збоку від конвеєра речному напрямку убік від конвеєра 24 На кожній 24 і компенсуючої знос пластини 104 і має поле нижній пластині 106 встановлюється, з можливісогляду, що проходить уздовж прорізу 105 між комтю ковзання, верхня пластина 108, яка проходить пенсуючою знос пластиною і конвеєром Таким у поздовжньому напрямку від нижньої пластини чином енергія світла заломлюється і/або відбива106 до встановлювального стояка 72 Протилежні ється від кожної одиниці тари 22 послідовно в кагайки встановлюють з можливістю регулювання меру 212 Джерело світла 210 сполучене з джереверхніх пластин 108 на встановлювальному стояку лом електроживлення Камера 212 містить проце72 Кожна нижня пластина 106 має карман 110, а сор обробки даних 214 (фіг 16) для аналізу світлокожна верхня пластина 108 має частково - циліндвої енергії, що приймається камерою 212, і ричний отвір зі сформованою в ньому різзю 112 одержання відповідної інформації, вказуючої на Встановлювальний гвинт 114 розташований в какомерційні зміни в тарі У цьому відношенні дія рмані 110 кожної пластини 106 у нарізному зачепджерела світла 210, камери 212 і процесора даних ленні з різзю 112 на ВІДПОВІДНІЙ пластині 108 Тому 214 переважно відповідає патенту США № 4 874 гайковий ключ 116 (фіг 14) або інший ВІДПОВІДНИЙ 940 інструмент може бути зачеплений з гвинтом 114 для регулювання положення пластини 106 і, отже, Фіг 10А зображує інший варіант перевірної напрямної, що знаходиться на ній, відносно пласконфігурації камери 212 і джерела світла 210 У тини 108 та встановлювального стояка 72 Пара фіг 10А джерело світла 210 встановлене на кронгвинтів 117 проходить через пластину 108 у пласштейні 216 над опорою конвеєра 26 і під кутом у тину 106 для фіксування пластин і напрямних у напрямку вниз, щоб спрямовувати світлову енервідрегульованому положенні Крайні по ходу руху гію на поверхню тари 22 в міру її проходження чеКІНЦІ напрямних 68, 70 встановлюють поздовжньо, рез станцію перевірки Відбита світлова енергія з можливістю регулювання відносно стояка 74 за падає на камеру 212 для виявлення комерційних допомогою пластин 113, 115 та гвинта 119 (фіг 1 і змін Для перевірки тари при різних типах комер8) Тому подавальні вильоти 76, що знаходяться ційних змін при проходженні тари через станцію під кутом, напрямних 68, 70 можна регулювати у перевірки за допомогою пристрою даного винахопоздовжньому напрямку відносно подавального ду можуть бути здійснені різні ІНШІ орієнтації та вильоту 38 паса ЗО, при цьому основні частини конфігурації джерела світла/камери паса ЗО і напрямних 68, 70 залишаються паралельними один одному на конвеєрі 24 і компенсуючій Вузол приводу вивантаження 120 (фіг 1, 2 і 6) знос пластині 104 Таке регулювання напрямних встановлений у приляганні до крайнього, по ходу припускає роботу з тарою різного діаметра, з різруху, кінця напрямних 68, 70 (відносно напряму ним фрикційним зачепленням між подавальним руху конвеєра 24) Вузол приводу вивантаження вильотом 38 паса ЗО і протилежними еластомер120 містить двигун приводу 122, сполучений з безними поверхнями напрямних Поперечне полокінечним привідним пасом 124 Привідний пас 124 ження напрямних можна регулювати за допомогою проходить навколо перебуваючих один від одного прорізів у пластинах 108, 115 навколо стояків 72, на деякому інтервалі ШКІВІВ, встановлених на ка74, а вертикальне положення напрямних можна ретці 126 таким чином, що один подовжений виліт регулювати за допомогою нарізних стояків72, 74 паса 124 паралельний вильотам розвантажувальВІДПОВІДНО до викладеного вище (див фіг 9) них привідних пасів 58, 60, що знаходяться під кутом Каретка 126 встановлена з можливістю знімання на кронштейні 130 і виконана з можливістю Фіг 10 ілюструє розташування джерела 210 поперечного позиціювання відносно нього за досвітла перевірки і камери перевірки 212 відносно 14 13 61945 помогою регулювальних рукояток 131 Вертикальня частин корпуса тари по вертикалі, що відрізняна частина кронштейна 130 має вертикально орієються одна від одної, при цьому привідний пас ЗО нтовані прорізи-отвори, за допомогою яких кронзачіпляє центральну частину корпуса тари Зусилштейн вертикально монтується з можливістю реля врівноважують, щоб не перекинути тару Розгулювання рукоятками 132 на опорі конвеєра 26 вантажувальний пас 124 позиціюють таким чином, Таким чином розвантажувальний привід 120 викощоб зачепити центральну частину корпуса, при наний з можливістю регулювання вертикально і цьому протилежні розвантажувальні паси 58, 60 поперечно відносно опори конвеєра і також викозачіпляють верхню і нижню частини корпуса тари, наний з можливістю поздовжнього регулювання за щоб запобігти перекиданню тари Таким чином, допомогою прорізів-отворів у вузлі каретки Двигун зусилля, що застосовуються до тари 22а під час 122 має таку швидкість, що швидкість паса 124 подачі, при поздовжньому русі для перевірки і поузгоджується зі швидкістю пасів 58, 60, і по суті дачі, врівноважуються відносно корпуса тари узгоджується зі швидкістю конвеєра 24 Керування Фіг 17В ілюструє положення паса і напрямної для двигунами 32, 122 здійснюється контролером двибільш короткої тари 226 Навпроти привідного пагуна 134 (фіг 16), яким управляють за допомогою са ЗО застосовують єдину напрямну 70, а розванкінцевих вимикачів 96 напрямної Тобто, якщо кінтажувальний пас 124 є протилежним пасу 60 у цеві вимикачі 96 напрямної вказують поворотний поперечному напрямі Фіг 17с ілюструє компонурух напрямних убік від привідного паса ЗО, то конвання для роботи, наприклад, з тарою дитячого тролер 134 вимикає двигуни 32, 122, по суті зупихарчування 22с У цьому випадку розвантажуваняючи станцію перевірки Тому станція перевірки льні паси 124, 60 також протилежні один одному в зупиняється у випадку повороту напрямних через нижній частині тари Напрямна 70 і подавальний затор тари між напрямним і привідним пасом, або привідний пас 30а зачіпляють поверхню тари 22с якщо напрямні повертаються відносно нормальноПривідний пас 30а має амортизувальнии шар 306 го положення вручну оператором для огляду чи з для поліпшення зачеплення з поверхнею тари іншою метою Наприклад, вузол розвантажувального приводу 122 ілюстрований на фіг 2 у положенні, що відпоУ роботі тара 22 подається послідовно і ввовідає фіг 17В і 17С, а на фіг 6 - у положенні, що диться конвеєром 24 у безпосередній контакт з відповідає фіг 17А подавальним вильотом 38 привідного паса ЗО Привідний пас трохи збільшує поздовжню швидФіг 11-13 ілюструють модифікований пристрій кість тари, при цьому відводячи тару послідовно в 140 ВІДПОВІДНО до здійснення даного винаходу, поперечному напрямі частково з конвеєра Тару який особливо доцільний для застосування з тапружно захоплюють між привідним пасом ЗО і накою крупною тарою, як посудини Посилальні нопрямними 68, 70 перед тим, як тара частково замери, ідентичні номерам у фіг 1-10, означають ті лишає конвеєр 24 завдяки перебуваючому під куж самі деталі або компоненти Вузол каретки 45, том вильоту 76 кожної напрямної 68, 70 Опорна включаючи привідний пас ЗО і двигун 32 на каретці каретка 44 запобігає відхиленню паса ЗО убік від 44, той же самий, що й у попередньому здійсненні, напрямних 68, 70 Коли тара захоплена таким чиале встановлений з можливістю регулювання відном, усе ще знаходячись на конвеєрі, нестійкість носно конвеєра 24 далі від прорізу перевірки 105 тари через нерівний рух, зіткнення або падіння ВІДПОВІДНО до фіг 11 У цьому випадку мета цього значно знижується Тару, захоплену між пасом ЗО і регулювання також полягає утому, щоб помістити напрямними 68, 70, просувають у поздовжньому діаметр тари 142 над прорізом 105 Протилежний напрямі на збільшеній швидкості через станцію вузол упора 144 містить привідний пас 146, який перевірки, і при цьому вона розвертається навколо проходить навколо пари відокремлюваних один своєї осі при проходженні через проріз перевірки від одного деяким інтервалом ШКІВІВ 145, один з 105 Вузол каретки 45 і вузол напрямної 66 регуяких сполучений з привідним двигуном 148 (фіг 11люють у поперечному напрямі відносно конвеєра 13 і 16) Пас 146 має поздовжній виліт навпроти 24, в результаті чого тара 22 знаходиться у відцепоздовжнього вильоту паса ЗО і відділений від ньонтрованому положенні над прорізом 105 Після го інтервалом на протилежному боці прорізу перетранспортування тари над прорізом перевірки її вірки 105 Пас 146 приводять в дію двигуном 148 у уводять у положення між розвантажувальними напрямі, протилежному напряму паса ЗО Розтапасами 58, 60 на вузлі 45 і пасом 124 на розванташована під кутом напрямна 150 проходить проти жувальному приводі 120 Ці паси переважно приходу руху від паса 146 під деяким кутом, протилеводять в дію по суті на однаковій швидкості, яка по жним подавальному вильоту 38 паса ЗО На крайсуті така ж сама, що й поздовжня швидкість конвеньому по ходу руху КІНЦІ вузла упора 144 знахоєра 24, в результаті чого тара вже не розвертаєтьдиться вузол 120 розвантажувального приводу, ся навколо своєї осі, а відводиться послідовно ідентичний тому, що описується вище Увесь вуназад на конвеєр 24 Це захоплення тари між прозол упора 144, включаючи привідний пас 146 з тилежними розвантажувальними привідними паВІДПОВІДНИМ двигуном 148, напрямну 150, що знасами зводить до мінімуму нестійкість тари під час ходиться під кутом, і подавальний привід 120, зворотного перенесення її на конвеєр 24 встановлено на каретці 152, яка встановлена на опорі конвеєра 26 за допомогою кронштейнів 154 і Фіг 17А ілюструє відрегульовані положення рукояток 100 Більш крупна тара 142 через свій для напрямних 68, 70, розвантажувальних пасів більший діаметр відносно осьової довжини має 58, 60, 124 і привідного паса ЗО відносно корпуса меншу СТІЙКІСТЬ під час подачі і вивантаження з типів тари 22а, такої, як довга посудина або пляшконвеєра 24 Але для тари з великим діаметром ка з довгою шийкою, що мають подовжений по осі швидкість повертання повинна бути збільшена під корпус Напрямні 68, 70 регулюють для зачеплен 16 15 61945 час проходження через отвір перевірки 105, щоб пристрої перевірки У здійсненні ВІДПОВІДНО до під час перевірки тара розверталася щонайменше фіг 1-10 підпружинені напрямні з кінцевими вимина 360° Швидкості пасів ЗО і 146 регулюють для качами утворюють засіб для швидкого вибіркового збільшення швидкості повертання тари і для невилучення виробу з пристрою перевірки у випадку значного збільшення швидкості руху в поздовжзатору, або через якусь іншу причину, і автоматиньому напрямі, щоб забезпечити інтервал (перечного припинення роботи пристрою перевірки у важно щонайменше в половину дюйма (біля випадку неправильної подачі тари Напрямні вико1,2см)) між тарою при перетинанні нею станції нані з можливістю регулювання під час роботи у перевірки поздовжньому напрямі конвеєра для поміщення тари різного розміру та різного стану Подвійний Вище розкриті два способи здійснення даного пасовий привід передбачають для використання з винаходу, які цілком відповідають сформульовавиробами великого діаметра - без будь-якої шкоди ним вище завданням і меті Подача і вивантаженСТІЙКОСТІ або іншим перевагам даного винаходу ня тари з та на ЛІНІЙНИЙ конвеєр здійснюються за Для зручності складання на ВІДПОВІДНІ каретки допомогою двигунів приводу, при цьому тару завстановлюють різні приводи тари і механізми упохоплюють між протилежними елементами, що нара, які можна зручно адаптувати для наявних конбагато зменшує нестійкість тари при переході з та веєрних систем на конвеєр, і у свою чергу зменшує імовірність того, що тара перевернеться на конвеєрі або в so Фіг. і 126 >іг.2 45 17 61945 18 Фіг. б 104 Фіг 7 Фіг. 8 61945 20 21 22 61945 Фіг 12 >іг. 13 Фіг. 15 ж fftmmfin Двигун -и Двигун ІІІ Двигун нь Фіг 16 Фіг. 17 А 23 24 61945 306 134Фіг. 17 В Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for testing containers on a conveyer
Назва патенту російськоюСпособ и устройство для контроля контейнеров на конвейере
МПК / Мітки
МПК: B65G 47/24, G01N 21/90
Мітки: перевірки, спосіб, лінії, пристрій, конвеєра, тари
Код посилання
<a href="https://ua.patents.su/12-61945-pristrijj-i-sposib-perevirki-tari-na-lini-konveehra.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб перевірки тари на лінії конвеєра</a>
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Невідомський Володимир Олександрович, Каштанов Олександр Миколайович, Кирилов Генріх Леонідович, Носков Володимир Васильович
МПК: B21K 21/00, B65G 39/02, B21K 25/00
Мітки: ролик, пристрій, ролика, спосіб, стрічкового, конвеєра, виробництва, виготовлення
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Пристрій для дозування продукту та подачі тари
Номер патенту: 1851
Опубліковано: 16.06.2003
Автор: Безродний Віктор Павлович
Мітки: тари, подачі, продукту, дозування, пристрій
Формула / Реферат:
Пристрій для дозування продукту та подачі тари, який складається з об'ємного дозатора двобічної дії і пневмоциліндра, що приводить у дію виконавчий механізм подачі тари, який відрізняється тим, що об'ємний дозатор виконаний у вигляді мірного циліндра двобічної дії з розділювальним поршнем і двобічним штоком, керування дозатором здійснюється за допомогою обмежувача об’єму дози, встановленого на одному з боків двобічного штока, керування двома...
Пристрій для перевірки друкованих матеріалів, друкувальний апарат та спосіб перевірки зображень на аркуші
Номер патенту: 32538
Опубліковано: 15.02.2001
Автори: Айзенбарт Крістоф, Панофські Едвард, Фінкельштайн Іра, Макгі Денніс, Джанг Харрі
МПК: G07D 7/00
Мітки: пристрій, друкувальний, перевірки, спосіб, зображень, друкованих, апарат, матеріалів, аркуші
Текст:
...в устройство, являющееся предметом изобретения, где они сканируются и в случае необходимости отбраковываются в блоке отбраковки. В предпочтительном варианте блок отбраковки предназначен для приема из микропроцессора специальных данных, которые указывают, какой из документов на листе должен быть отбракован. Указанный документ отбраковывается, например, путем печатания на нем определенного слова или сообщения. Изобретение поясняется чертежами,...
Пристрій для перевірки ємнісних вологомірів
Номер патенту: 45846
Опубліковано: 15.04.2002
Автори: Заболотний Віталій Анисимович, Заболотний Олександр Віталійович, Кошовий Микола Дмитрович
МПК: G01N 27/22
Мітки: пристрій, вологомірів, ємнісних, перевірки
Формула / Реферат:
Пристрій для перевірки ємнісних вологомірів, що являє собою діелектричний вкладиш з розміщеною всередині діелектричною пластиною з двостороннім металевим покриттям, який відрізняється тим, що всередині вкладиша розташована конічна прямозуба передача, циліндричний вал з мікрометричною різзю, циліндрична вісь і вертикальна напрямна, а на торцевій стінці вкладиша закріплено шкалу, попередньо проградуйовану у відсотках вологості, причому...
Пристрій для перевертання стрічки конвеєра
Номер патенту: 55138
Опубліковано: 17.03.2003
Автори: Макаров Віталій Михайлович, Макогон Сергій Олександрович, Перов Микола Олексійович, Карпенко Олександр Вікторович
МПК: B65G 21/20, B65G 15/60
Мітки: перевертання, стрічки, пристрій, конвеєра
Формула / Реферат:
Пристрій для перевертання стрічки конвеєра, що включає розташовані по колу і з нахилом до площини, перпендикулярної повздовжній осі стрічки, ролики, кінці осей яких встановлені на державці, який відрізняється тим, що з метою підвищення ефективності використання конвеєра за рахунок спрощення проведення монтажних і ремонтних робіт у процесі експлуатації, державка виконана у вигляді роз'ємної кільцевої обойми, що складається з двох напівобойм,...
Попередній патент: Спосіб збереження секцій потоку даних, що транслюються (варіанти), і пристрій для його здійснення
Наступний патент: Спосіб розробки газових і газоконденсатних родовищ
Випадковий патент: Підсилювач звукової частоти слухового апарата