Спосіб та пристрій для будівництва автоматично конгломерованих структур
Формула / Реферат
1. Спосіб для автоматизованої побудови конгломератних конструкцій, який відрізняється тим, що включає етапи:
-моделювання конструкції будівлі, зокрема, з використанням функції САПР площинного моделювання або об'ємного моделювання, отримання комп'ютерного файла структурної моделі;
-секціонування зазначеної комп'ютерної файлової структурної моделі горизонтальними паралельними площинами, зокрема площинами, котрі знаходяться на однакових відстанях згідно з попередньо визначеним кроком, для генерації множини площин поперечного перерізу конструкції, що містять заповнені та порожні ділянки, які відповідають заповненим та порожнім частинам конструкції, вищезазначені площини сортують знизу догори;
-попередньої підготовки, всередині захисних стінок, що визначають замкнений периметр, пристрою, що придатний для переміжного осадження шару гранульованого матеріалу та рідкої зв'язувальної речовини;
-переміщення вищезазначеного пристрою всередині вищезазначеного периметра для осадження першого однорідного горизонтального шару гранульованого інертного матеріалу товщиною, яка відповідає вищезазначеному попередньо визначеному кроку;
-напилення першого шару зв'язувальної речовини за допомогою вищезазначеного пристрою для відтворення першої площини з вищезазначених площин поперечного перерізу, з утворенням шару інертного матеріалу та зв'язувальної речовини лише у вищезазначених заповнених ділянках, вищезазначений пристрій має робочу головку, що придатна для переміщення у горизонтальній площині;
-вертикального підйому вищезазначеного пристрою згідно з вищезазначеним кроком;
-повторення етапу осадження гранулярного інертного матеріалу та повторення стадії напилення на нього зв'язувальної речовини стільки разів, скільки мається горизонтальних поперечних перерізів конструкції, кожен раз для іншої та вертикально сусідньої площини поперечного перерізу, до завершення останнього шару;
-вилучення інертного матеріалу, який не був зв'язаний зв'язувальною речовиною та який накопичився всередині вищезазначеного периметра, з вивільненням об'ємної конструкції, котра точно повторює вищезазначену структурну модель.
2. Спосіб за п. 1, який відрізняється тим, що вищезазначений етап моделювання забезпечує етап охоплення вищезазначеної конструкції або її частини множиною елементарних об'ємів, і, зокрема, вищезазначені окремі об'єми вибираються із групи, яка включає: паралелепіпеди, циліндри, призми, сфери або їх частини чи комбінації.
3. Спосіб за п. 1, який відрізняється тим, що вищезазначені окремі об'єми мають вертикальні краї або вертикальну твірну, паралельні вертикальним бокам вищезазначеної конструкції, і мають горизонтальні краї, паралельні горизонтальним площинам вищезазначеної конструкції.
4. Спосіб за п. 1, який відрізняється тим, що вищезазначений пристрій включає робочу головку, котра рухається по вищезазначеній горизонтальній площині або в незалежний спосіб, або з прив'язкою до декартових чи полярних координат.
5. Спосіб за п. 1, який відрізняється тим, що вищезазначена смола вибирається із групи, яка включає:
-епоксидні смоли;
-структурований поліуретан.
6. Спосіб за п. 1, який відрізняється тим, що вищезазначена смола має в'язкість, яка становить від 3 до 10 пуаз, і оптимально 6-8 пуаз, і вона є достатньо плинною, щоб проникати між гранулами гранульованого матеріалу на висоту, яка відповідає вищезазначеному кроку, досягаючи в такий спосіб шару гранульованого матеріалу, що був сформований на попередньому етапі.
7. Спосіб за п. 1, який відрізняється тим, що вищезазначений гранульований матеріал має гранулометричний склад, встановлений в межах 0,1-2 мм, і оптимально в межах 0,5-1,5 мм, і при цьому гранульований матеріал має значення максимальної ефективної пористості, що пристосована до проникнення вищезазначеної зв'язувальної речовини між осадженими гранулами до досягнення шару, що вже був напилений у попередньому циклі.
8. Пристрій для автоматизованої побудови конгломератних конструкцій, який відрізняється тим, що містить:
- замкнений периметр, що визначається захисними стінками;
- горизонтальну раму, що придатна для підтримки мостового крана, здатного забезпечити переміщення робочої головки в горизонтальній площині, яка визначається вищезазначеною горизонтальною рамою всередині вищезазначеного периметра;
- засоби для приведення в дію вищезазначеної робочої головки на вищезазначеній горизонтальній площині паралельно вищезазначеному мостовому крану;
- каркас, що має принаймні один стояк, здатний підтримувати вищезазначену горизонтальну раму;
- засоби для переміщення вищезазначеної горизонтальної рами у вертикальному напрямку;
- контрольний блок, придатний для контролю послідовності операцій до завершення побудови вищезазначеної конструкції,
- де вищезазначені захисні стінки можуть вміщати вищезазначений інертний матеріал у робочій зоні, більшій, ніж вищезазначена конгломератна конструкція.
9. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає лопатку, котра може ковзати по осадженому інертному матеріалу для його розрівнювання з метою забезпечення попередньо визначеної товщини по всій робочій зоні.
10. Пристрій за п. 8, який відрізняється тим, що вищезазначені захисні стінки є вертикальними і визначають паралелепіпедоподібний або циліндричний об'єм у вищезазначеній робочій зоні.
11. Пристрій за п. 8, який відрізняється тим, що забезпечується покриття, котре слугує покрівлею для вищезазначених захисних стінок.
12. Пристрій за п. 11, який відрізняється тим, що вищезазначене покриття може герметично закривати вищезазначений об'єм, так що всередині може створюватись вакуум.
13. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає:
- принаймні одне сопло, що розпилює зв'язувальну речовину, робота якого контролюється електричним клапаном;
- головку попереднього змішування;
- живильну помпу;
- резервуар;
- промивну систему.
14. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає об'ємний дозатор для забезпечення вищезазначеної робочої головки визначеною кількістю інертного матеріалу на кожен цикл.
Текст
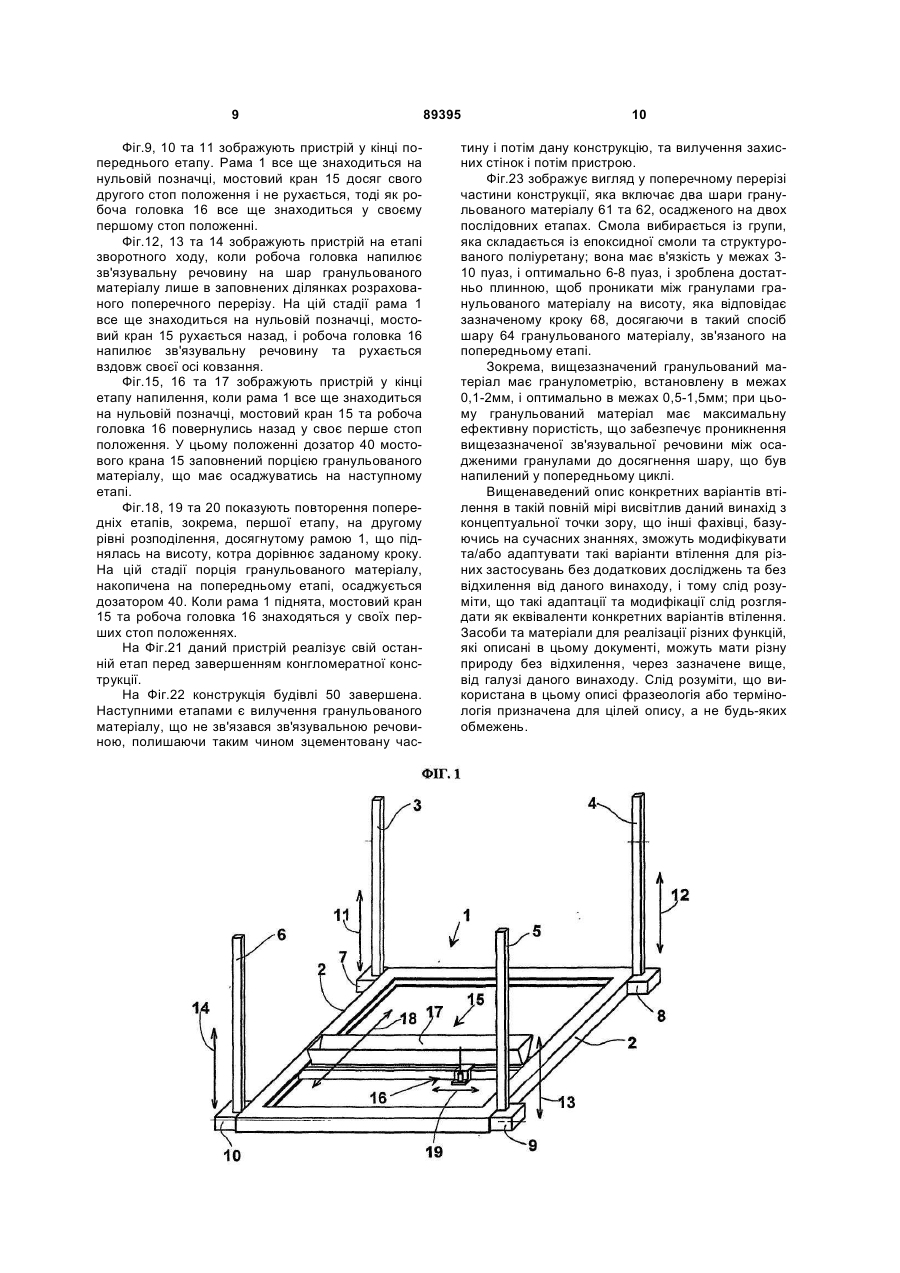
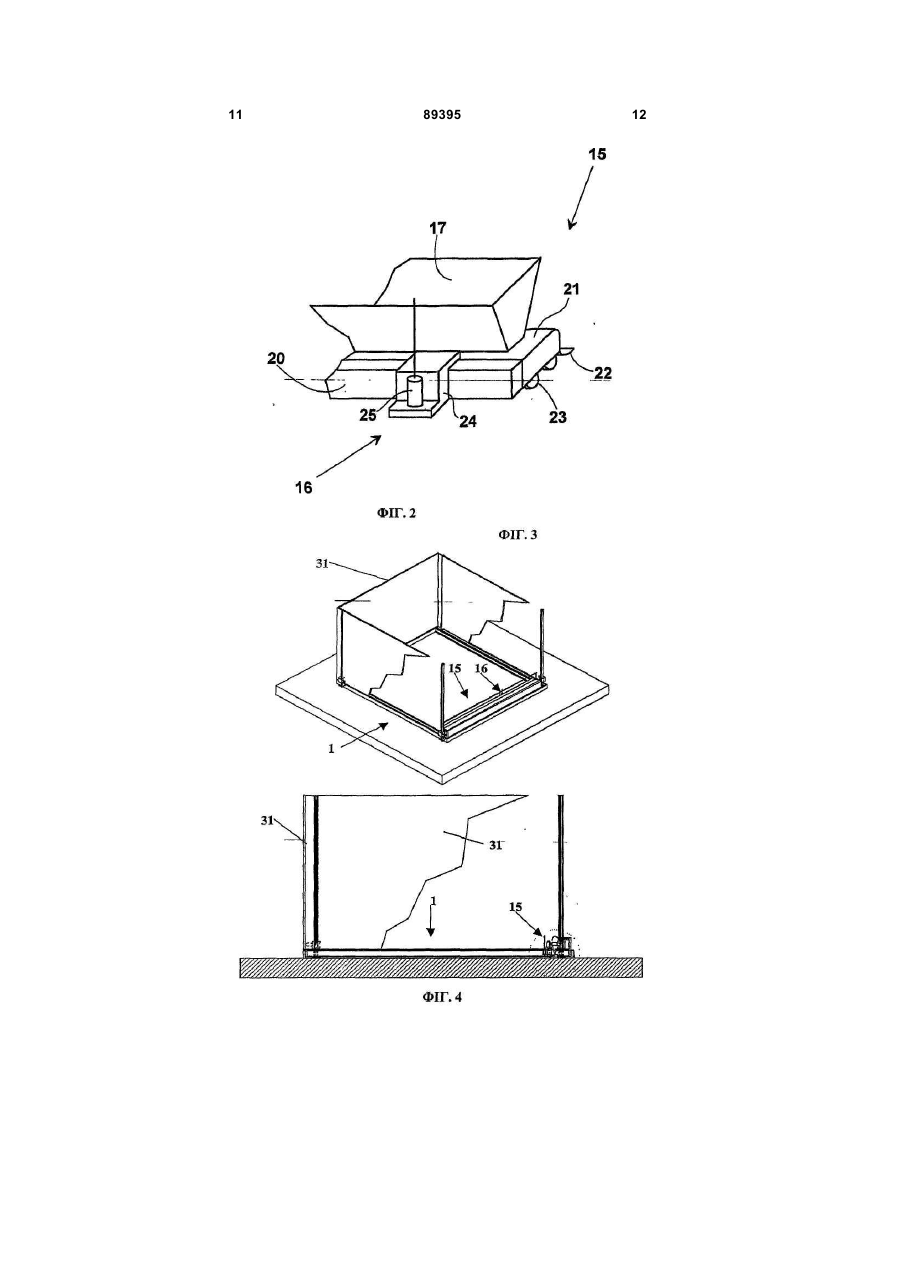
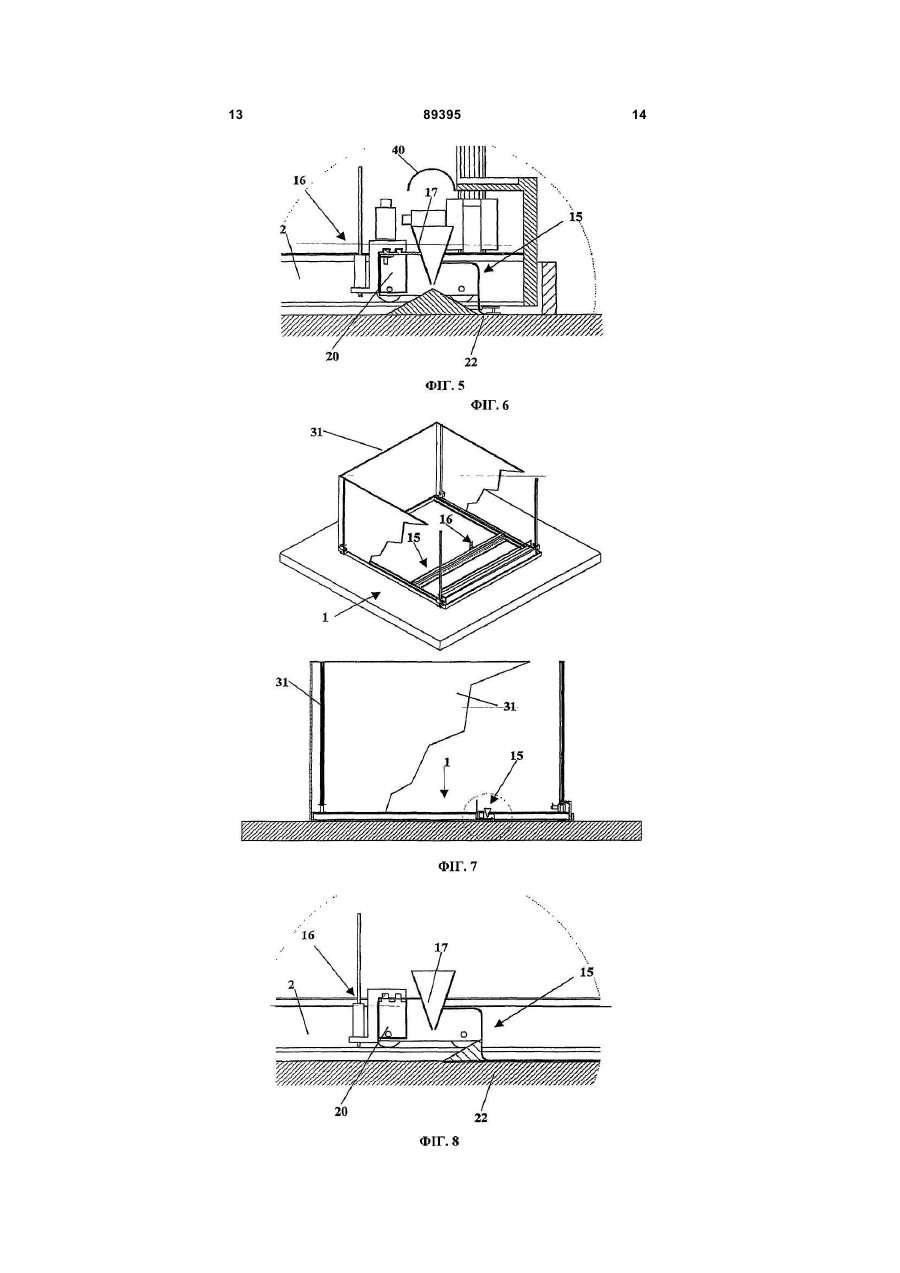
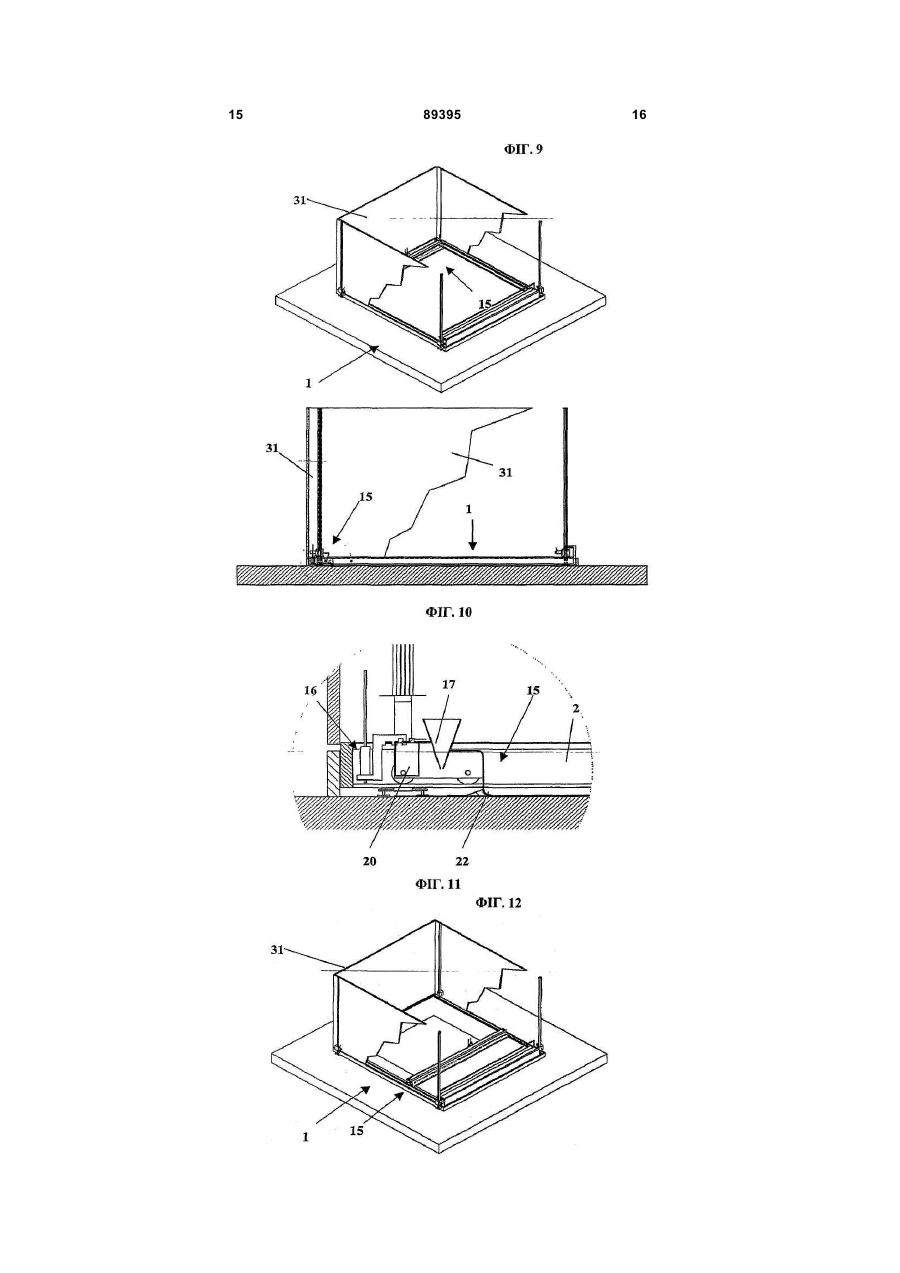
1. Спосіб для автоматизованої побудови конгломератних конструкцій, який відрізняється тим, що включає етапи: -моделювання конструкції будівлі, зокрема, з використанням функції САПР площинного моделювання або об'ємного моделювання, отримання комп'ютерного файла структурної моделі; -секціонування зазначеної комп'ютерної файлової структурної моделі горизонтальними паралельними площинами, зокрема площинами, котрі знаходяться на однакових відстанях згідно з попередньо визначеним кроком, для генерації множини площин поперечного перерізу конструкції, що містять заповнені та порожні ділянки, які відповідають заповненим та порожнім частинам конструкції, вищезазначені площини сортують знизу догори; -попередньої підготовки, всередині захисних стінок, що визначають замкнений периметр, пристрою, що придатний для переміжного осадження шару гранульованого матеріалу та рідкої зв'язувальної речовини; -переміщення вищезазначеного пристрою всередині вищезазначеного периметра для осадження першого однорідного горизонтального шару гранульованого інертного матеріалу товщиною, яка відповідає вищезазначеному попередньо визначеному кроку; -напилення першого шару зв'язувальної речовини за допомогою вищезазначеного пристрою для від 2 (19) 1 3 89395 4 6. Спосіб за п. 1, який відрізняється тим, що вищезазначена смола має в'язкість, яка становить від 3 до 10 пуаз, і оптимально 6-8 пуаз, і вона є достатньо плинною, щоб проникати між гранулами гранульованого матеріалу на висоту, яка відповідає вищезазначеному кроку, досягаючи в такий спосіб шару гранульованого матеріалу, що був сформований на попередньому етапі. 7. Спосіб за п. 1, який відрізняється тим, що вищезазначений гранульований матеріал має гранулометричний склад, встановлений в межах 0,1-2 мм, і оптимально в межах 0,5-1,5 мм, і при цьому гранульований матеріал має значення максимальної ефективної пористості, що пристосована до проникнення вищезазначеної зв'язувальної речовини між осадженими гранулами до досягнення шару, що вже був напилений у попередньому циклі. 8. Пристрій для автоматизованої побудови конгломератних конструкцій, який відрізняється тим, що містить: - замкнений периметр, що визначається захисними стінками; - горизонтальну раму, що придатна для підтримки мостового крана, здатного забезпечити переміщення робочої головки в горизонтальній площині, яка визначається вищезазначеною горизонтальною рамою всередині вищезазначеного периметра; - засоби для приведення в дію вищезазначеної робочої головки на вищезазначеній горизонтальній площині паралельно вищезазначеному мостовому крану; - каркас, що має принаймні один стояк, здатний підтримувати вищезазначену горизонтальну раму; - засоби для переміщення вищезазначеної горизонтальної рами у вертикальному напрямку; - контрольний блок, придатний для контролю послідовності операцій до завершення побудови вищезазначеної конструкції, - де вищезазначені захисні стінки можуть вміщати вищезазначений інертний матеріал у робочій зоні, більшій, ніж вищезазначена конгломератна конструкція. 9. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає лопатку, котра може ковзати по осадженому інертному матеріалу для його розрівнювання з метою забезпечення попередньо визначеної товщини по всій робочій зоні. 10. Пристрій за п. 8, який відрізняється тим, що вищезазначені захисні стінки є вертикальними і визначають паралелепіпедоподібний або циліндричний об'єм у вищезазначеній робочій зоні. 11. Пристрій за п. 8, який відрізняється тим, що забезпечується покриття, котре слугує покрівлею для вищезазначених захисних стінок. 12. Пристрій за п. 11, який відрізняється тим, що вищезазначене покриття може герметично закривати вищезазначений об'єм, так що всередині може створюватись вакуум. 13. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає: - принаймні одне сопло, що розпилює зв'язувальну речовину, робота якого контролюється електричним клапаном; - головку попереднього змішування; - живильну помпу; - резервуар; - промивну систему. 14. Пристрій за п. 8, який відрізняється тим, що вищезазначена робоча головка включає об'ємний дозатор для забезпечення вищезазначеної робочої головки визначеною кількістю інертного матеріалу на кожен цикл. Даний винахід стосується будівництва та, зокрема, автоматизованого конструювання будівель або інших важких конструкцій з використанням способу та пристрою, що придатні для зменшення часу будівництва та для сприяння відповідним його операціям. Даний винахід застосовується також для побудови особливо складених та складних конструкцій. Для виготовлення будівель відомо багато способів з використанням різних технологій конструювання та матеріалів. У добре відомій технології використовується бетон, що заливається у напіврідкому стані в опалубку. За допомогою цієї технології отримують об'єми бетону, що мають форму використаної опалубки. Вадою цього способу є те, що для одержання складних форм з опуклостями та вгнутостями потребується складна робота, головним чином через труднощі виготовлення опалубки складної форми та через низький опір бетону до розтягуючи напружень, що потребує використання сталевої арматури, котра має вигинатись, щоб відповідати формі опалубки. Ще однією вадою є вартість ручної роботи з виготовлення опалубки перед заливкою бетону та видалення опалубки після його тужавіння. Наступною вадою є вартість матеріалу, що йде на опалубку. Ще однією вадою способу будування з використанням бетону є час витримки, потрібний для тужавіння. Таким чином, є потреба у способі побудови будівель, котрий є швидким та недорогим, придатним для здійснення за допомогою автоматичного методу. Таким чином, відмітною ознакою даного винаходу є забезпечення способу автоматизованого виготовлення будівель та проведення інших робіт у будівельній промисловості. Ще однією відмітною ознакою даного винаходу є забезпечення способу виготовлення будівель, що мають об'єми складної форми, включаючи також угнуті або опуклі поверхні та підрізані частини будь-якої форми та розміру. Ще одним предметом даного винаходу є забезпечення способу, що придатний для виготов 5 лення конструкцій, стійких не лише до стискання, але навіть до розтягуючих напружень. Ще однією відмітною ознакою даного винаходу є забезпечення пристрою, що придатний для реалізації зазначеного способу. Ці та інші цілі досягаються за допомогою способу для автоматизованої побудови конгломератних конструкцій, який характеризується тим, що включає стадії: - моделювання конструкції будівлі за допомогою САПР, зокрема, з використанням функції САПР площинного моделювання або об'ємного моделювання, отримання комп'ютерного файлу структурної моделі; - секціонування вищезазначеної комп'ютерної файлової структурної моделі горизонтальними паралельними площинами згідно з попередньо визначеним етапом для генерації множини площин поперечного перерізу конструкції, що містять заповнені та порожні ділянки, які відповідають заповненим та порожнім частинам конструкції, вищезазначені площини сортують знизу догори; - попередньої підготовки пристрою, що придатний для переміжного осадження шару гранульованого матеріалу та рідкої зв'язувальної речовини всередині захисних стінок, що визначають замкнений периметр; - переміщення вищезазначеного пристрою всередині вищезазначеного периметра для осадження першого однорідного горизонтального шару гранульованого інертного матеріалу товщиною, яка відповідає вищезазначеному попередньо визначеному етапу; - напилення першого шару зв'язувальної речовини за допомогою вищезазначеного пристрою для відтворення першої площини з вищезазначених площин поперечного перерізу, з утворенням шару інертного матеріалу та зв'язувальної речовини лише у вищезазначених заповнених ділянках, вищезазначений пристрій має робочу головку, що придатна для переміщення у горизонтальній площині; - вертикального підйому вищезазначеного пристрою згідно із вищезазначеним етапом; - повторення етапу осадження гранульованого інертного матеріалу та повторення етапу напилення на нього зв’язувальної речовини стільки разів, скільки мається горизонтальних поперечних перерізів даної конструкції, кожен раз для іншої та вертикально сусідньої площини поперечного перерізу до завершення останнього шару; - вилучення інертного матеріалу, що не був зв'язаний зв'язувальною речовиною і який накопичився всередині вищезазначеного периметра, з вивільненням з об'ємної конструкції, яка точно повторює вищезазначену структурну модель. Зокрема, вищезазначений спосіб забезпечує етап охоплення вищезазначеної конструкції або її частини множиною окремих об'ємів, що охоплюють вищезазначену конструкцію. Зокрема, вищезазначені окремі об'єми вибираються із групи, яка складається з паралелепіпедів, циліндрів, призм, сфер або їх частин чи комбінацій. 89395 6 В оптимальному варіанті вищезазначені окремі об'єми мають краї або вертикальну твірну, паралельну до вертикальних боків вищезазначеної конструкції, та горизонтальні краї, паралельні до горизонтальних площин вищезазначеної конструкції. В ілюстративному оптимальному варіанті втілення вищезазначені паралельні та горизонтальні площини поперечного перерізу знаходяться на однакових відстанях одна від одної. В оптимальному варіанті забезпечується система автоматизованого виробництва (САМ), котра має графічний режим, що придатний для відображення вищезазначеного модельного структурного файлу. Завжди в оптимальному варіанті вищезазначений пристрій має робочу головку, котра рухається по вищезазначеним горизонтальним площинам або у незалежний спосіб, або з прив’язкою до декартових чи полярних координат. Згідно з іншим аспектом даного винаходу, пристрій для автоматизованої побудови конгломератних конструкцій характеризується тим, що включає: - замкнений периметр, який визначається захисними стінками; - горизонтальну раму, що придатна для підтримки мостового крана, здатного забезпечити переміщення робочої головки у горизонтальній площині, яка визначається вищезазначеною горизонтальною рамою всередині вищезазначеного периметра; - засоби для приведення в дію вищезазначеної робочої головки на вищезазначеній горизонтальній площині паралельно вищезазначеному мостовому крану; - каркас, що має принаймні один стояк, здатний підтримувати вищезазначену горизонтальну раму; - засоби для переміщення вищезазначеної горизонтальної рами у вертикальному напрямку; - контрольний блок, придатний для контролю послідовності операцій до завершення побудови вищезазначеної конструкції; - де вищезазначені захисні стінки можуть вміщати вищезазначений інертний матеріал у робочій зоні, більшій, ніж вищезазначена конгломератна конструкція. В ілюстративному оптимальному варіанті втілення вищезазначені захисні стінки є вертикальними і визначають паралелепіпедоподібний або циліндричний об'єм у вищезазначеній робочій зоні. В оптимальному варіанті забезпечується покриття, котре слугує крівлею для вищезазначених захисних стінок. Зокрема, вищезазначене покриття може герметично закривати вищезазначений об'єм, так що всередині може створюватися вакуум. В оптимальному варіанті вищезазначена робоча головка включає: - принаймні одне сопло, яке розпилює зв'язувальну речовину, робота якого контролюється електричним клапаном; - головку попереднього змішування; - живильну помпу; 7 - резервуар; - промивну систему. В ілюстративному оптимальному варіанті втілення вищезазначена робоча головка включає об'ємний дозатор для забезпечення вищезазначеної робочої головки визначеною кількістю інертного матеріалу на кожен цикл. В оптимальному варіанті вищезазначена робоча головка включає лопатку, котра може ковзати по осадженому інертному матеріалу для його розрівнювання з метою забезпечення попередньо визначеної товщини по всій робочій зоні. Зокрема, вищезазначена смола вибирається із групи, яка включає: епоксидні смоли; структурований поліуретан. В оптимальному варіанті вищезазначена смола має в'язкість, що складає від 3 до 10 пуаз, і оптимально 6-8 пуаз, і вона є достатньо плинною, щоб проникати між гранулами гранульованого матеріалу на висоту, яка відповідає вищезазначеному кроку, досягаючи в такий спосіб шару гранульованого матеріалу, зв'язаного на попередньому етапі. Зокрема, вищезазначений гранульований матеріал має гранулометричний склад, встановлений в межах 0,1-2мм, і оптимально в межах 0,5-1,5мм. При цьому гранульований матеріал має значення максимальної ефективної пористості, що пристосована до проникнення вищезазначеної зв'язувальної речовини між осадженими гранулами до досягнення шару, що був напилений у попередньому циклі. Даний винахід буде більш зрозумілим з використанням опису деяких його ілюстративних варіантів втілення, що мають характер прикладу й не несуть будь-яких обмежень, з посиланням на фігури, що додаються, на яких: Фіг.1 зображує пристрій для автоматизованого побудування конгломератних конструкцій згідно з даним винаходом, який включає горизонтальну раму, котра ковзає вертикально, до якої приєднаний у ковзний спосіб мостовий кран, котрий підтримує робочу головку; Фіг.2 зображує кінцеву частину вищезазначеного мостового крана; Фіг.3 та 4 зображують, відповідно, вигляд у перспективі та вигляд спереду пристрою згідно з даним винаходом, і Фігура 5 подає вигляд робочої головки відносно першого робочого етапу осадження порції гранульованого матеріалу; Фіг.6, 7 та 8 зображують пристрій згідно з даним винаходом на етапі розповсюдження гранульованого матеріалу вздовж поверхні попередньо осадженого шару; Фіг.9, 10 та 11 зображують пристрій у кінці циклу розповсюдження зв'язувальної речовини; Фіг.12, 13 та 14 зображують пристрій під час зворотного ходу, коли робоча головка напилює зв’язувальну речовину на шар гранульованого матеріалу, який був перед цим осаджений лише на заповнені ділянки поперечного перерізу; Фіг.15, 16 та 17 зображують кінцеву частину циклу напилення; 89395 8 Фіг.18, 19 та 20 зображують повторення першого етапу з подальшим осадженням порції гранульованого матеріалу; Фіг.21 та 22 зображують, відповідно, вигляд у перспективі та вигляд спереду кінцевих етапів завершення будівництва; Фіг.23 зображує вигляд у поперечному перерізі частини конструкції, що включає два шари гранульованого матеріалу 61 та 62, осадженого у два послідовних етапи. У наступному описі буде наведений приклад варіанту втілення пристрою, з допомогою якого реалізується спосіб згідно з даним винаходом. Зокрема, на Фіг.1 зображений пристрій згідно з даним винаходом, придатний для автоматизованого виготовлення конгломератних конструкцій будівель. Він включає каркас, що має чотири стояки 3, 4, 5, 6, котрі можуть нести горизонтальну раму, яка є рухомою вертикально вздовж цих стояків. Горизонтальна рама 1 замкненої форми має принаймні два паралельних боки 2 для ковзного зчеплення з двома кінцями мостового крана 15, котрий утримує робочу головку 16. Загалом, робоча головка 16 рухається вздовж стрілки 19, перпендикулярно до напряму ковзання 18 мостового крана 15, і рама 1 може рухатися вертикально вздовж стрілок 11, 12, 13, 14. На Фіг.2 більш детально показана кінцева частина мостового крана 15. Конструкція мостового крана 15 включає балку 21, що має в обох кінцях пару коліс 23, які зчіплюються з внутрішньою частиною балок 2 Фігури 1. Інтегрально та паралельно до балки 21 забезпечена напрямна 20, котра ковзним чином утримує полозки 24 робочої головки 16, яка може напилювати рідку зв'язувальну речовину на щойно осаджений шар гранульованого матеріалу. Балка 21 утримує бункер 17 подовженої форми, котрий тягнеться вздовж довжини балки 21 і пристосований для осадження попередньо визначеної кількості гранульованого матеріалу в одному кінці площини осадження Уздовж балки 21 розташована лопатка для розповсюдження гранульованого матеріалу, щойно осадженого з допомогою описаного вище бункера 17. Фіг.3 та 4 зображують, відповідно, вигляд у перспективі та вигляд спереду пристрою згідно з даним винаходом, і Фіг.5 зображує робочу головку 16 відповідно до першого робочого етапу осадження порції гранульованого матеріалу, де рама 1 знаходиться в нульовому положенні (на нульовій позначці), мостовий кран 15 знаходиться у своєму першому стоп положенні, і робоча головка 16 знаходиться у своєму першому стоп положенні. Пристрій включає чотири захисні стінки 31, що визначають об'єм, котрий має наповнюватися гранульованим матеріалом згідно зі способом даного винаходу. Фіг.6, 7 та 8 зображують пристрій згідно з даним винаходом на етапі розповсюдження гранульованого матеріалу вздовж відкритої поверхні попередньо осадженого шару На цій стадії мостовий кран 15 рухається в напрямку свого другого стоп положення, розподіляючи та вирівнюючи гранульований матеріал, осаджений на попередньому етапі, за допомогою лопатки 22. 9 Фіг.9, 10 та 11 зображують пристрій у кінці попереднього етапу. Рама 1 все ще знаходиться на нульовій позначці, мостовий кран 15 досяг свого другого стоп положення і не рухається, тоді як робоча головка 16 все ще знаходиться у своєму першому стоп положенні. Фіг.12, 13 та 14 зображують пристрій на етапі зворотного ходу, коли робоча головка напилює зв'язувальну речовину на шар гранульованого матеріалу лише в заповнених ділянках розрахованого поперечного перерізу. На цій стадії рама 1 все ще знаходиться на нульовій позначці, мостовий кран 15 рухається назад, і робоча головка 16 напилює зв'язувальну речовину та рухається вздовж своєї осі ковзання. Фіг.15, 16 та 17 зображують пристрій у кінці етапу напилення, коли рама 1 все ще знаходиться на нульовій позначці, мостовий кран 15 та робоча головка 16 повернулись назад у своє перше стоп положення. У цьому положенні дозатор 40 мостового крана 15 заповнений порцією гранульованого матеріалу, що має осаджуватись на наступному етапі. Фіг.18, 19 та 20 показують повторення попередніх етапів, зокрема, першої етапу, на другому рівні розподілення, досягнутому рамою 1, що піднялась на висоту, котра дорівнює заданому кроку. На цій стадії порція гранульованого матеріалу, накопичена на попередньому етапі, осаджується дозатором 40. Коли рама 1 піднята, мостовий кран 15 та робоча головка 16 знаходяться у своїх перших стоп положеннях. На Фіг.21 даний пристрій реалізує свій останній етап перед завершенням конгломератної конструкції. На Фіг.22 конструкція будівлі 50 завершена. Наступними етапами є вилучення гранульованого матеріалу, що не зв'язався зв'язувальною речовиною, полишаючи таким чином зцементовану час 89395 10 тину і потім дану конструкцію, та вилучення захисних стінок і потім пристрою. Фіг.23 зображує вигляд у поперечному перерізі частини конструкції, яка включає два шари гранульованого матеріалу 61 та 62, осадженого на двох послідовних етапах. Смола вибирається із групи, яка складається із епоксидної смоли та структурованого поліуретану; вона має в'язкість у межах 310 пуаз, і оптимально 6-8 пуаз, і зроблена достатньо плинною, щоб проникати між гранулами гранульованого матеріалу на висоту, яка відповідає зазначеному кроку 68, досягаючи в такий спосіб шару 64 гранульованого матеріалу, зв'язаного на попередньому етапі. Зокрема, вищезазначений гранульований матеріал має гранулометрію, встановлену в межах 0,1-2мм, і оптимально в межах 0,5-1,5мм; при цьому гранульований матеріал має максимальну ефективну пористість, що забезпечує проникнення вищезазначеної зв'язувальної речовини між осадженими гранулами до досягнення шару, що був напилений у попередньому циклі. Вищенаведений опис конкретних варіантів втілення в такій повній мірі висвітлив даний винахід з концептуальної точки зору, що інші фахівці, базуючись на сучасних знаннях, зможуть модифікувати та/або адаптувати такі варіанти втілення для різних застосувань без додаткових досліджень та без відхилення від даного винаходу, і тому слід розуміти, що такі адаптації та модифікації слід розглядати як еквіваленти конкретних варіантів втілення. Засоби та матеріали для реалізації різних функцій, які описані в цьому документі, можуть мати різну природу без відхилення, через зазначене вище, від галузі даного винаходу. Слід розуміти, що використана в цьому описі фразеологія або термінологія призначена для цілей опису, а не будь-яких обмежень. 11 89395 12 13 89395 14 15 89395 16 17 89395 18 19 89395 20 21 89395 22 23 Комп’ютерна верстка А. Рябко 89395 Підписне 24 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for building automatically conglomerate structures
Автори англійськоюDINI, Enrico, NANNINI, Roberto, CHIARUGI, Moreno
Назва патенту російськоюСпособ и устройство для построения автоматически конгломерированных конструкций
Автори російськоюДини Энрико, Наннини Роберто, Киаруджи Морено
МПК / Мітки
МПК: E04B 1/35, B28B 7/40, B29C 67/00, B29C 67/24
Мітки: структур, конгломерованих, пристрій, спосіб, будівництва, автоматичної
Код посилання
<a href="https://ua.patents.su/12-89395-sposib-ta-pristrijj-dlya-budivnictva-avtomatichno-konglomerovanikh-struktur.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для будівництва автоматично конгломерованих структур</a>
Спосіб автоматично керованого подрібнення макухи олійних культур та пристрій для його здійснення
Номер патенту: 77864
Опубліковано: 15.01.2007
Автор: Муратов Віктор Георгійович
МПК: B02C 25/00, B02C 9/00
Мітки: культур, автоматичної, здійснення, пристрій, керованого, макухи, подрібнення, олійних, спосіб
Формула / Реферат:
1. Спосіб автоматично керованого подрібнення макухи, який складається з двоетапного ударно-відцентрового подрібнення макухи, вимірювання дисперсності готового продукту та сепарування одержаного порошку по сортах, який відрізняється тим, що на першому етапі макуху подрібнюють шляхом ударно-відцентрового подрібнення низької інтенсивності до розмірів часток не більше 8...10 мм в діаметрі, змішують з відсепарованими великими частками готового...
Спосіб автоматично керованого подрібнення макухи олійних культур та пристрій для його здійснення

Номер патенту: 83241
Опубліковано: 25.06.2008
Автор: Муратов Віктор Георгійович
МПК: B02C 25/00, B02C 9/00
Мітки: керованого, олійних, здійснення, культур, спосіб, макухи, подрібнення, пристрій, автоматичної
Формула / Реферат:
1. Спосіб автоматично керованого подрібнення макухи, який на першому етапі передбачає подрібнення макухи шляхом ударно-відцентрового подрібнення низької інтенсивності до розмірів часток не більше 8...10 мм в діаметрі, змішування з відсепарованими великими частками готового рециркуляційного порошку і на другому етапі остаточне подрібнення шляхом ударно-відцентрового подрібнення високої інтенсивності до заданої кондиції готового порошку,...
Спосіб будівництва висотних споруд та пристрій для його здійснення
Номер патенту: 60632
Опубліковано: 15.10.2003
Автор: Дьяков Володимир Данилович
МПК: E04H 1/00, E04H 12/00
Мітки: здійснення, споруд, висотних, спосіб, пристрій, будівництва
Формула / Реферат:
1. Спосіб будівництва висотних споруд, що включає подачу будівельного матеріалу механічними засобами, який відрізняється тим, що подачу здійснюють по ліфтовому каналу.2. Пристрій для будівництва висотних споруд, що містить каркас, привід, піднімальну стрілу, який відрізняється тим, що каркас виконаний здвоєним із рухомого з приводом і нерухомого з механічними фіксаторами.
Пристрій автоматично керованого виробництва натурального оцту
Номер патенту: 23856
Опубліковано: 11.06.2007
Автори: Муратов Віктор Георгійович, Хортюк Микола Миколайович
МПК: C12J 1/00
Мітки: керованого, автоматичної, натурального, пристрій, оцту, виробництва
Формула / Реферат:
Пристрій автоматично керованого виробництва натурального оцту, що складається з збірників компонентів сусла і дозатора сусла, окиснювачів з дефлегматорами, що включені паралельно або послідовно в батарею, фільтра механічної очистки оцту після окиснювачів, насосів, вентиляторів, холодильної машини, датчиків температури, рівня, мікропроцесорних контролерів і запірно-регулюючої арматури, який відрізняється тим, що датчики рівня збірника і...
Спосіб контролювання цілісності компонентів та структур і пристрій для його здійснення
Номер патенту: 76961
Опубліковано: 16.10.2006
Автор: Дейві Кеннет Джон
МПК: G01N 19/00, G01M 3/26, G01N 7/00, G01M 3/32
Мітки: спосіб, цілісності, пристрій, контролювання, структур, компонентів, здійснення
Формула / Реферат:
1. Спосіб контролювання цілісності структури, розташованої в оточуючому середовищі, що містить текуче середовище під тиском оточуючого середовища, причому дана структура має щонайменше одну внутрішню порожнину, при цьому даний спосіб включає операції, при яких: забезпечують наявність джерела першого текучого середовища при першому значенні тиску, що перевищує тиск оточуючого середовища; розміщують щонайменше одну порожнину таким чином, щоб...
Попередній патент: Композиція оланзапіну або донепезилу, що розпадається при пероральному прийомі
Наступний патент: Сполуки-інгібітори дипептидилпептидази-іv, фармацевтична композиція, яка містить вказані сполуки як активний інгредієнт
Випадковий патент: Спосіб гістохімічної діагностики ракових захворювань