Композиція для оптимізації шлакового режиму виплавки сталі, спосіб киснево-конверторної виплавки сталі, спосіб виплавки сталі в мартенівській печі, електродуговий спосіб виплавки сталі, спосіб позапічної обробк
Номер патенту: 91186
Опубліковано: 12.07.2010
Автори: Астахов Микола Миколайович, Комар Віктор Володимирович
Формула / Реферат
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів K2O+Na2O і оксид алюмінію Аl2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і металевий кремній Simet при наступному співвідношенні компонентів композиції, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
2. Композиція за п. 1, яка відрізняється тим, що має наступний фракційний склад компонентів, %:
20,0 мм і менше
![]() 90
90
більше 20,0 мм
решта.
3. Спосіб киснево-конверторної виплавки сталі, що включає завантаження металобрухту в конвертер, заливання чавуну, порціонну присадку в конвертер з розплавом шлакоутворюючих матеріалів, продувку киснем, який відрізняється тим, що разом зі шлакоутворюючими матеріалами в конвертер подають композицію для оптимізації шлакового режиму виплавки сталі, що включає, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
4. Спосіб за п. 3, який відрізняється тим, що композицію подають у кількості 4-5 кг/т сталі при вологості не більше 2 %.
5. Спосіб виплавки сталі в мартенівській печі, що включає завалку металевого брухту, прогрів, введення шлакоутворюючих матеріалів, заливання рідкого чавуну, плавлення і доведення, випуск плавки, який відрізняється тим, що перед випуском плавки в неї вводять композицію для оптимізації шлакового режиму виплавки, що включає, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
6. Спосіб за п. 5, який відрізняється тим, що композицію подають у кількості 1-2 кг/т сталі при вологості не більше 2 %.
7. Електродуговий спосіб виплавки сталі, що включає завалку металошихти, плавлення, доведення розплаву до необхідної температури, проведення окисного і рафінувального періодів плавки металу і випуск розплаву, який відрізняється тим, що в рафінувальний період плавки на дзеркало металу в електродуговій печі подають композицію для оптимізації шлакового режиму виплавки, що включає, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
8. Спосіб за п. 7, який відрізняється тим, що композицію подають у кількості 4,5-5 кг/т сталі при вологості не більше 2 %.
9. Спосіб позапічної обробки сталі, що включає випуск розплаву зі сталеплавильного агрегату в ківш, подачу в ківш у процесі випуску розплаву шлакоутворюючих матеріалів, присадку вапна і продувку розплаву нейтральним газом, який відрізняється тим, що одночасно з присадкою вапна здійснюють подачу композиції для оптимізації шлакового розплаву, що включає, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
10. Спосіб за п. 9, який відрізняється тим, що композицію подають у кількості 0,2-0,4 маси вапна при вологості не більше 2 %.
11. Спосіб позапічної обробки сталі на установках типу "ківш-піч", що включає випуск розплаву з печі в ківш, подачу в ківш у процесі випуску розплаву шлакоутворюючих матеріалів, присадку вапна і продувку розплаву нейтральним газом, який відрізняється тим, що одночасно з присадкою вапна на дзеркало металу вручну здійснюють завантаження композиції для оптимізації шлакового режиму виплавки, що включає, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Almet
15-30
металевий кремній Simet
5-15
оксид алюмінію Аl2О3
37-74.
12. Спосіб за п. 11, який відрізняється тим, що композицію подають у кількості 1,5-3,0 кг/т сталі при вологості не більше 2 %.
Текст
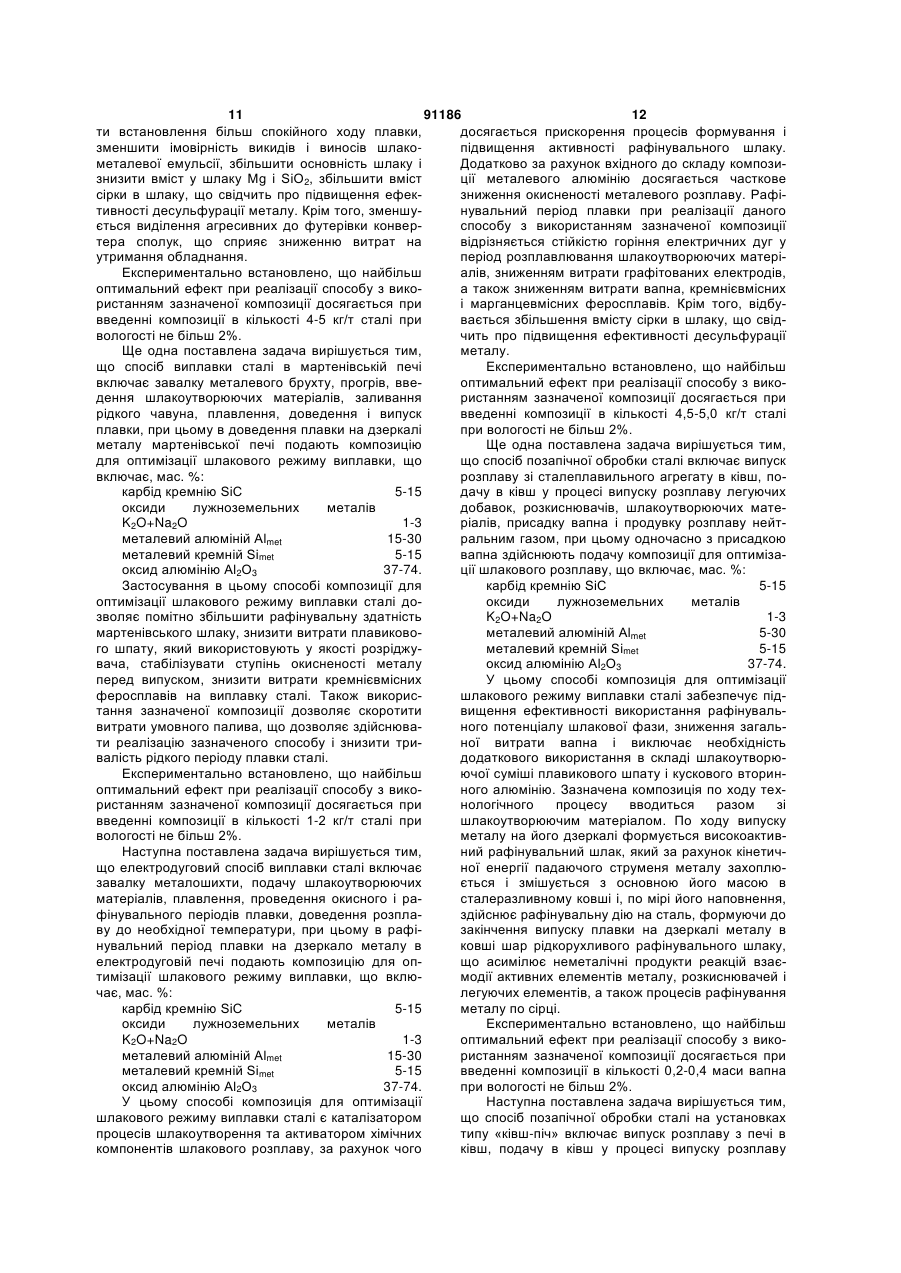
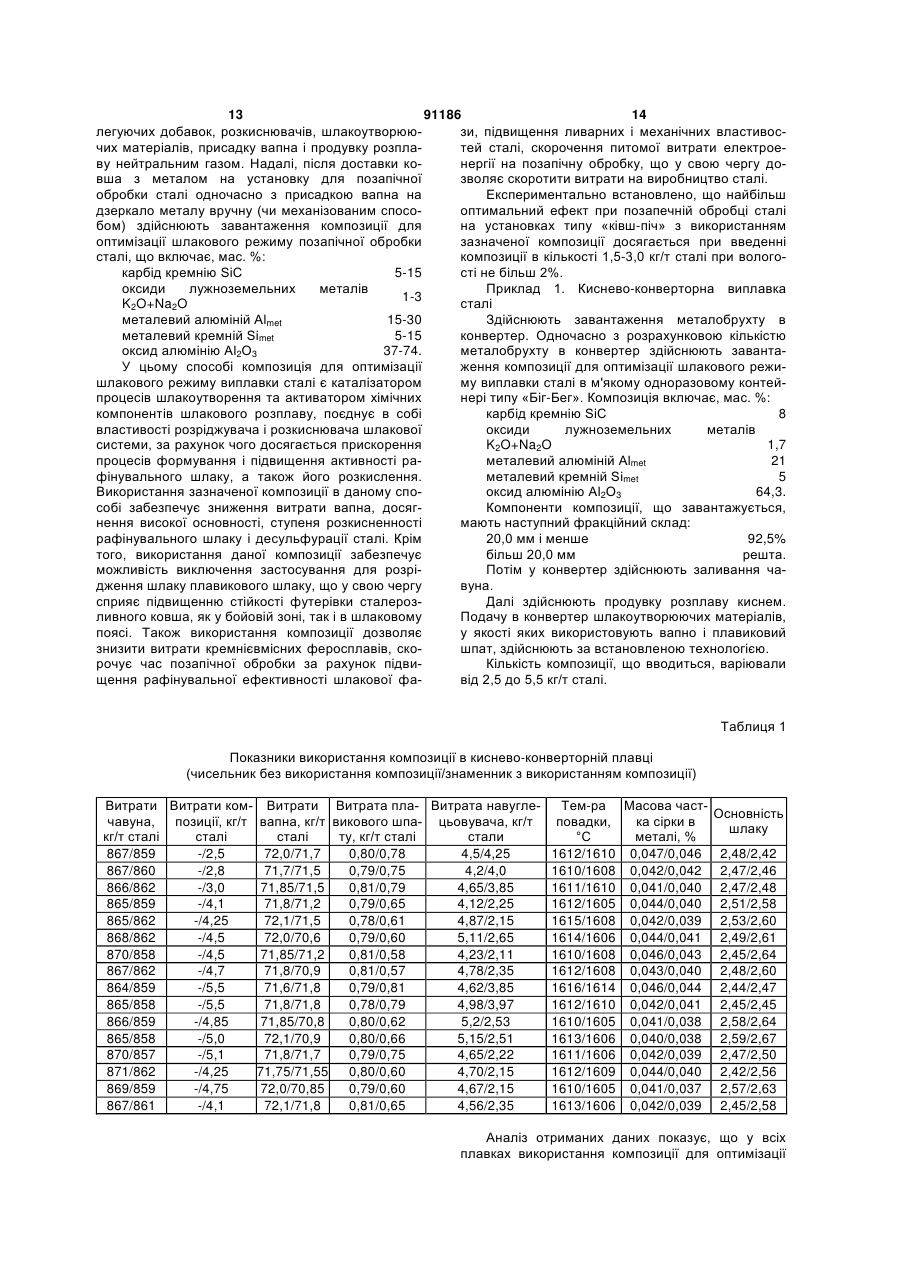
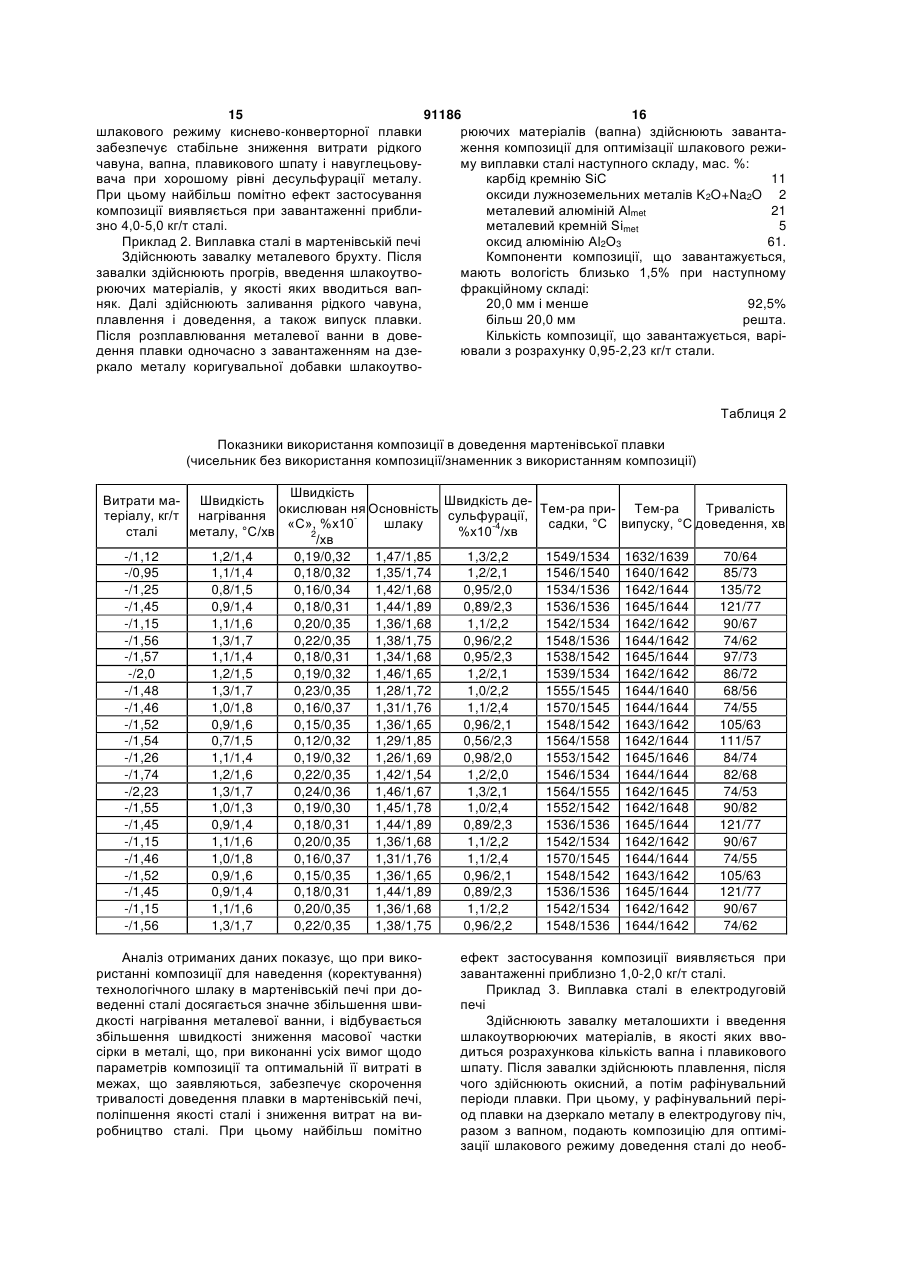
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів K2O+Na2O і оксид алюмінію Аl2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і металевий кремній Simet при наступному співвідношенні компонентів композиції, мас. %: карбід кремнію SiC 5-15 оксиди лужноземельних металів K2O+Na2O 1-3 металевий алюміній Almet 15-30 металевий кремній Simet 5-15 оксид алюмінію Аl2О3 37-74. 2. Композиція за п. 1, яка відрізняється тим, що має наступний фракційний склад компонентів, %: 20,0 мм і менше 90 більше 20,0 мм решта. 3. Спосіб киснево-конверторної виплавки сталі, що включає завантаження металобрухту в конвертер, 2 (19) 1 3 91186 4 карбід кремнію SiC 5-15 оксид алюмінію Аl2О3 37-74. 10. Спосіб за п. 9, який відрізняється тим, що оксиди лужноземельних металів K2O+Na2O 1-3 композицію подають у кількості 0,2-0,4 маси вапна металевий алюміній Almet 15-30 при вологості не більше 2 %. металевий кремній Simet 5-15 11. Спосіб позапічної обробки сталі на установках оксид алюмінію Аl2О3 37-74. типу "ківш-піч", що включає випуск розплаву з печі 8. Спосіб за п. 7, який відрізняється тим, що комв ківш, подачу в ківш у процесі випуску розплаву позицію подають у кількості 4,5-5 кг/т сталі при шлакоутворюючих матеріалів, присадку вапна і продувку розплаву нейтральним газом, який відрівологості не більше 2 %. зняється тим, що одночасно з присадкою вапна 9. Спосіб позапічної обробки сталі, що включає випуск розплаву зі сталеплавильного агрегату в на дзеркало металу вручну здійснюють завантаківш, подачу в ківш у процесі випуску розплаву ження композиції для оптимізації шлакового режишлакоутворюючих матеріалів, присадку вапна і му виплавки, що включає, мас. %: продувку розплаву нейтральним газом, який відрікарбід кремнію SiC 5-15 зняється тим, що одночасно з присадкою вапна оксиди лужноземельних металів здійснюють подачу композиції для оптимізації K2O+Na2O 1-3 шлакового розплаву, що включає, мас. %: металевий алюміній Almet 15-30 карбід кремнію SiC 5-15 металевий кремній Simet 5-15 оксиди лужноземельних металів оксид алюмінію Аl2О3 37-74. 12. Спосіб за п. 11, який відрізняється тим, що K2O+Na2O 1-3 металевий алюміній Almet 15-30 композицію подають у кількості 1,5-3,0 кг/т сталі металевий кремній Simet 5-15 при вологості не більше 2 %. Винахід відноситься до чорної металургії, конкретно до сталеплавильного виробництва і може бути використаний для підвищення ефективності виробництва сталі в основних плавильних агрегатах, а також підвищення ефективності позапічної обробки сталі. Чорна металургія є галуззю важкої промисловості, яка виробляє чорні метали, а саме чавун, сталь, прокат, доменні феросплави, металеві порошки чорних металів і ін. Чорна металургія охоплює весь процес від видобутку і підготовки сировини, палива і допоміжних матеріалів до випуску прокату чорних металів і їх сплавів. В даний час чорна металургія є однією з базових галузей промисловості багатьох країн, однак при цьому залишається досить матеріалоємним виробництвом, а обладнання, що використовується в даній галузі, достатньо швидко стає непридатним внаслідок агресивного впливу факторів виробництва. У зв'язку з розвитком нових галузей техніки потрібна була сталь, що має високу чистоту. Наприклад, у жароміцних сталях, що широко застосовуються в ракетобудуванні, неприпустима навіть незначна домішка свинцю або сірки. Для забезпечення високої якості одержуваного продукту в металургії використовують шлакоутворюючі матеріали, що дозволяють очистити розплав заліза від небажаних або шкідливих домішок, а також сприяють прискоренню процесів шлакоутворення і скороченню часу виплавки сталі. Однак найчастіше шлакоутворюючі матеріали, що використовуються в даний час, внаслідок недосконалості їх хімічного і фракційного складу мають обмежену здатність підвищення якості одержуваного продукту. При їх застосуванні зберігаються агресивні фактори виробництва, що негативно впливає на ресурс роботи обладнання, а витрати на виробництво сталі залишаються досить високими. Тому часто одночасно зі шлакоутворюючими матеріалами додатково використовують композиції для оптимізації шлакового режиму виплавки сталі, що у металургії являють собою матеріали, переважно мінерального походження, які сприяють утворенню шлаку, збільшенню швидкості його утворення, а також регулюванню його складу, зокрема зв'язуванню порожньої породи або руди продуктів розкислення металу. Найбільш розповсюдженими в даний час є шлакоутворюючі матеріали, у якості яких застосовують вапно, плавиковий шпат або боксит, а також марганцевмісні речовини. Однак зазначені матеріали не є універсальними, а існуючі методи їх використання не можуть забезпечити задану стабілізацію ходу виплавки сталі в будь-якому відомому способі. Їх застосування для реалізації того чи іншого способу залежить від технологічних умов протікання процесу виплавки сталі. Крім того, використання зазначених матеріалів не дозволяє цілком використовувати рафінувальний потенціал шлакової фази, що і приводить до підвищеної витрати вапна і плавикового шпату. Виходячи з цього, у сучасній металургії є актуальна потреба в композиціях для оптимізації шлакового режиму виплавки сталі, що будуть мати такий хімічний і фракційний склад, при якому мінімізується агресивний вплив компонентів композиції на металургійне обладнання, і підвищується якість одержуваних продуктів за рахунок більш глибокого очищення розплаву заліза від небажаних домішок. Крім того, для цілей зниження матеріальних витрат на виробництво сталі переважним є використання однієї універсальної композиції, придатної для оптимізації шлакового режиму виплавки для різних способів виробництва сталі. Якість одержуваного кінцевого продукту в різних процесах виробництва сталі визначається типом використовуваних шлакоутворюючих матеріалів, а також застосовуваних композицій для оптимізації шлакоутворюючого режиму виплавки сталі, їх складом і фізико-хімічними властивостями. 5 91186 6 Одним із широко розповсюджених способів є можливість її використання при виробництві тугопкиснево-конверторна виплавка сталі. Звичайно в лавких сплавів через «забруднення» сплаву фосцьому способі виплавки сталі в якості шлакоутвофором. Суміш також не забезпечує високого стурюючого матеріалу використовують вапно, плавипеня витягу тугоплавких елементів. Крім того, ковий шпат і боксит, що порціонно присаджують по суміш містить у собі велику кількість різних компоходу технологічного циклу плавки. Недоліком винентів, що значно підвищує її вартість і складність користання таких шлакоутворюючих матеріалів є її виготовлення і застосування. складність визначення оптимальної кількості шлаВідомий спосіб киснево-конверторної виплавки коутворюючих матеріалів для забезпечення необсталі, (патент РФ №2228366, 2004 p.), який вклюхідної якості одержуваного продукту. У результаті чає завантаження металобрухту в конвертер, порповедінка шлакової фази в процесі засвоєння вапціонну присадку в конвертер з розплавом шлакона стає невизначеною, що вимагає коректування утворюючих матеріалів, заливання чавуна і складу шлаку для кожної конкретної плавки по продувку киснем. При цьому в якості шлакоутвоходу технологічного процесу, що ускладнює і спорюючих матеріалів використовують алюмінієвмісні вільнює процес виплавки сталі. відходи, а також вуглецевмісні матеріали. При виплавці сталі в мартенівській печі найчаОсновним недоліком способу є те, що зазнастіше використовують вапняк, вуглецевмісні матечений склад шлакоутворюючих матеріалів не заріали, алюмінієвий шлак, а також плавиковий безпечує підвищення рафінувального потенціалу шпат. Недоліками використання зазначених матерозплавленої шлакової фази і прискорення активіріалів також є непрогнозована поведінка металезації основних хімічних компонентів шлакового вої ванни після засвоєння матеріалу, що у свою розплаву, що у свою чергу не забезпечує високої чергу не дозволяє ефективно впливати на поведіякості одержуваного продукту. нку шлакової фази після стабілізації процесу знеВідомий спосіб виплавки сталі в мартенівській вуглецювання металевої ванни для кожної конкрепечі (заявка РФ на винахід № 98102666, 1999 p.), тної плавки. який включає завалку металевого брухту, прогрів, В електродуговому способі виплавки сталі в введення шлакоутворюючих матеріалів, заливанякості шлакоутворюючих матеріалів найчастіше ня рідкого чавуна, плавлення, доведення і випуск застосовуються вапно і плавиковий шпат. При виплавки. При цьому в розплав вводять суміш із закористанні тільки цих матеріалів відсутня можлилізовмісної сировини, вугілля, а також вапняку і вість ефективного регулювання процесів шлакоплавикового шпату в якості шлакоутворюючих маутворення, які значним чином впливають на теріалів. загальні термодинамічні і теплообмінні процеси В описаному способі формування рідкорухливиплавки сталі. вого шлаку вимагає наступного корегування з виПри позапечній обробці сталі в сталерозливкористанням різних відомих коригувальних захоному ковші в ході випуску металу зі сталеплавильдів. Крім того, використання зазначених них агрегатів найчастіше використовують такі шлакоутворюючих матеріалів не дозволяє цілком шлакоутворюючі матеріали як вапно, плавиковий реалізувати рафінувальну здатність шлаку, привошпат, а також вторинний кусковий алюміній. При дить до великої витрати вапна і плавикового шпатакому наборі шлакоутворюючих матеріалів відсуту, а також до високого рівня витрати палива, нетня можливість ефективного регулювання процеобхідного для виплавки сталі. сів шлакоутворення, що значно впливає на загаВідомий електродуговий спосіб виплавки стальні термодинамічні і теплообмінні процеси лі, що включає завалку металошихти, подачу шларафінування сталі по вмісту сірки та інших немекоутворюючого матеріалу, плавлення, доведення талічних включень. розплаву до необхідної температури і проведення У відомих способах позапічної обробки сталі окисного і рафінувального періодів плавки (патент на установках типу «ківш-піч» використовують такі РФ № 2114920, 1998 р.). У якості шлакоутворююшлакоутворюючі матеріали як вапно, плавиковий чого матеріалу використовують вуглевмісний комшпат і різні вуглецевмісні матеріали. Недоліками плексний флюс на феритно-кальцієвій основі. використання такого складу шлакоутворюючих У цьому способі неможливе забезпечення доматеріалів є те, що до моменту розплавлювання і статньо високого рівня десульфурації сталі, що у засвоєння вапна і плавикового шпату відсутня мосвою чергу не дозволяє забезпечити високу якість жливість ефективного регулювання процесів шлаодержуваного продукту. Крім того, використання коутворення, а також розкислення шлакового розтакого шлакоутворюючого матеріалу не сприяє плаву для формування рафінувального шлаку, що розкисленню металевого розплаву до необхідного значно впливає на загальні термодинамічні і тепрівня. лообмінні процеси позапічної обробки сталі на Відомий спосіб позапічної обробки сталі, що установках типу «ківш-піч». включає випуск розплаву зі сталеплавильного агВідома композиція для оптимізації шлакового регату в ківш, подачу в ківш у процесі випуску розрежиму виплавки сталі, що включає оксид алюміплаву шлакоутворюючих матеріалів, присадку ванію Аl2О3 (патент України № 18705, 1997 p.). Крім пна і продувку розплаву нейтральним газом оксиду алюмінію зазначена композиція включає (патент РФ № 2138563, 1999 p.). Крім того, у проплавиковий шпат CaF2, оксид кальцію (вапно) цесі випуску розплаву в ківш здійснюють також СаО, оксид кремнію SiO2, залізо Fe, вуглець С, подачу феросплавів, навуглецьовувача і розкиссірку S, фосфор Ρ і оксид титана ТіО2. нювача. У якості розкиснювача використовують Основними недоліками зазначеної композиції гранульований алюміній з витратою 0,4-2,0 кг/т є відносно високий вміст фосфору, що виключає металу. Шлакоутворюючі матеріали включають 7 91186 8 вапно і плавиковий шпат із загальною витратою ний період електродугової плавки, а також буде 4,2-15,0 кг/т металу і співвідношенням компонентів забезпечена оптимізація хімічного складу суміші 3,5/1-4,5/1. шлакоутворюючих матеріалів, підвищення рафінуУ цьому способі відсутня можливість ефективвального потенціалу розплавленої шлакової фази ного регулювання процесів шлакоутворення, які і прискорення активізації основних хімічних композначним чином впливають на загальні термодинанентів шлакового розплаву. мічні і теплообмінні процеси рафінування сталі по Ще однією задачею винаходу є створення вмісту сірки і неметалічних включень. способу позапічної обробки сталі, у якому за рахуВідома композиція для оптимізації шлакового нок застосування композиції для оптимізації шларежиму виплавки сталі для позапічної обробки кового режиму виплавки буде забезпечене удосталі в установках «ківш-піч», що включає оксид сконалення шлакового режиму позапічної обробки алюмінію Аl2О3 і оксиди лужноземельних металів сталі в сталерозливному ковші, а також будуть K2O+Na2O (патент України №51019, 2001 p.). Комзабезпечені оптимізація хімічного складу суміші позиція вводиться одночасно з вапном і плавикошлакоутворюючих матеріалів, підвищення рафінувим шпатом. вального потенціалу розплавленої шлакової фази При використанні цієї композиції до моменту і прискорення активізації основних хімічних компорозплавлювання і засвоєння вапна і плавикового нентів шлакового розплаву. шпату відсутня можливість ефективного регулюЗадачею винаходу є також створення способу вання процесів шлакоутворення, а також розкиспозапічної обробки сталі на установках типу «ківшлення шлакового розплаву для швидкого формупіч», у якому за рахунок застосування композиції вання рафінувального шлаку, що значно впливає для оптимізації шлакового режиму позапічної обна загальні термодинамічні і теплообмінні процеси робки сталі буде забезпечена оптимізація хімічнопозапічної обробки сталі на установках типу «ківшго складу рафінувального шлаку, а також будуть піч». забезпечені підвищення рафінувального потенціаНайбільш близьким аналогом композиції, що лу розплавленої шлакової фази та зниження визаявляється, є композиція для оптимізації шлакотрати вапна, електроенергії і витрат на позапічну вого режиму виплавки сталі, що включає карбід обробку сталі. кремнію SiC, металевий алюміній Almet і оксид Поставлена задача вирішується тим, що комалюмінію Аl2О3 (патент України № 18995, 1997 p.). позиція для оптимізації шлакового режиму виплавКрім того, зазначена композиція містить оксид ки сталі включає карбід кремнію SiC, металевий кремнію SiO2. алюміній Almet і оксид алюмінію Аl2О3, при цьому При використанні цієї композиції рівень в'язкокомпозиція додатково включає оксиди лужноземесті шлаку залишається досить високим, що у свою льних металів K2O+Na2O і металевий кремній Simet, чергу приводить до погіршення умов плавлення при наступному співвідношенні компонентів комкомпозиції і зниженню ефективності шлакового позиції, мас. %: режиму виплавки сталі. карбід кремнію SiC 5-15 В основу винаходу поставлена задача ствооксиди лужноземельних металів рення композиції для оптимізації шлакового режиK2O+Na2O 1-3 му виплавки сталі, що забезпечує оптимізацію металевий алюміній Almet 15-30 хімічного складу і підвищення ступеня використанметалевий кремній Simet 5-15 ня рафінувального потенціалу шлакової фази оксид алюмінію Аl2О3 37-74. шляхом прискорення активізації основних хімічних Присутній у композиції для оптимізації шлакокомпонентів шлакового розплаву, а також швидкового режиму виплавки сталі карбід кремнію SiC го формування активної шлакової фази з заданипри розплавлюванні композиції взаємодіє з рідким ми властивостями. залізом по реакції: Іншою задачею винаходу є створення способу киснево-конвертерної виплавки сталі, у якому за SiCтв+[Fe] [Si][Fe]+[C][Fe], рахунок застосування композиції для оптимізації шлакового режиму виплавки сталі буде забезпез асиміляцією кремнію і вуглецю розплавлечена оптимізація хімічного складу і підвищення ним металом сталевої ванни. рафінувального потенціалу розплавленої шлакоЗазначена особливість взаємодії карбіду кревої фази, а також буде забезпечене прискорення мнію впливає на механізм розподілу кисню між активізації основних хімічних компонентів шлакометалевою і шлаковою фазами і регулює швидвого розплаву. кість зневуглецювання металевої ванни, а також Ще однією задачею винаходу є створення блокує процес переокислювання металу в період способу виплавки сталі в мартенівській печі, у окислювання вуглецю. Наявність карбіду кремнію якому за рахунок застосування композиції для опв композиції створює також достатній розкиснюватимізації шлакового режиму виплавки сталі буде льний ефект. Зниження вмісту карбіду кремнію в забезпечене удосконалення доведення мартенівкомпозиції нижче 5% недоцільно, оскільки на почаської виплавки, а також буде забезпечена оптимітку окисного періоду плавки спостерігається актизація хімічного складу шлаку. візація окислювання заліза до FeO. Підвищення Задачею винаходу також є створення електвмісту карбіду кремнію в композиції понад 15% родугового способу виплавки сталі, у якому за ратакож є недоцільним, оскільки це приводить до хунок застосування композиції для оптимізації блокування процесу окислювання вуглецю. Це шлакового режиму виплавки буде забезпечене може викликати необхідність введення додаткових удосконалення шлакового режиму в рафінувальокислювачів, приводить до перегріву сталевої 9 91186 10 ванни і негативно діє на футерівку печі, а також до уповільнення реакції окислювання металевого збільшує час виплавки сталі, що у свою чергу приалюмінію Almet і зниження рафінувального потенціводить до збільшення витрат на виробництво стаалу шлакової фази. лі. Для одержання рідкорухливого шлаку до Металевий алюміній являє собою власне складу композиції введені легкоплавкі компоненти: алюміній у технічно чистому виді. Алюміній розкиоксид натрію та оксид калію в кількості 1-3% мас. слює рідкий розплав, тобто видаляє кисень, а наяЗниження вмісту в композиції оксидів натрію і кавність оксиду алюмінію сприяє як прискоренню лію нижче 1% приводить до небажаного збільшензасвоєння вапна, так і асиміляції неметалічних ня в'язкості шлаку, погіршенню умов плавлення включень, що у свою чергу сприяє зниженню вміскомпозиції і зниженню ефективності шлакового ту шкідливих домішок, наприклад сірки і кисню в режиму виплавки сталі. Введення в композицію сталі. За рахунок вибору різних співвідношень більш 3% оксидів натрію і калію приводить до зниалюмінію та оксиду алюмінію можна регулювати ження температури розплаву в зоні реакції і знипроцес шлакоутворення. Зниження вмісту алюміженню ефективності його обробки шлакоутворююнію в композиції нижче 15% недоцільно, оскільки чими матеріалами, що містять композицію для приводить до зниження рафінувальних властивосоптимізації шлакового режиму виплавки сталі. тей шлаку, тобто до зниження здатності шлаку до Для виключення виникнення пожежонебезпечочищення розплаву від небажаних або шкідливих них ситуацій при виготовленні, збереженні і трансдомішок. Крім того, при вмісті металевого алюміпортуванні композиції необхідно, щоб її вологість нію менш ніж 15% не досягається істотного присне перевищувала 2%. корення шлакоутворення через недостатнє надхоОптимальність зазначеного вище співвіднодження тепла реакції окислювання алюмінію в шення компонентів у композиції була підтверджезону активного шлакоутворення. Підвищення вмісна багаторазовими експериментами, виконаними ту алюмінію в суміші понад 30% також є недоцільяк у лабораторних, так і у виробничих умовах. ним, оскільки приводить до протікання процесу Переважним є виконання композиції для опшлакоутворення з піротехнічним ефектом, підвитимізації шлакового режиму виплавки сталі з нащення температури шлаку в реакційній зоні, що у ступним фракційним складом компонентів, %: свою чергу приводить до тимчасового уповільнен20,0 мм і менше 90 ня протікання основних сталеплавильних процесів більш 20,0 мм решта. і зниженню рафінувальної здатності шлакового Такий діапазон фракційних складів компоненрозплаву. тів композиції пояснюється фізико-хімічними закоВміст у композиції оксиду алюмінію менш ніж номірностями ефективності їх використання і за37% не забезпечує зниження в'язкості шлаку до своєння при проведенні основних технологічних значень, при яких відбувається істотне прискоренпроцесів виплавки сталі. Відхилення фракційного ня шлакоутворення. При вмісті оксиду алюмінію складу убік збільшення вмісту дрібнодисперсних понад 74% в'язкість шлаку не тільки не знижуєтьчасток недоцільно, тому що вимагає додаткових ся, але навіть підвищується за рахунок насичення витрат, але не дає помітного ефекту. Збільшення шлаку тугоплавким глиноземом (Аl2О3). вмісту великодисперсних часток приводить до Таким чином, включення до складу композиції збільшення часу наведення шлаку, тобто також є для оптимізації шлакового режиму виплавки сталі невиправданим. металевого алюмінію Almet і оксиду алюмінію Аl2О3 Інша поставлена задача вирішується тим, що у встановлених межах дозволяє забезпечити виспосіб киснево-конверторної виплавки сталі вклюсоку швидкість протікання реакцій шлакоутворення чає завантаження металобрухту в конвертер, заз одночасним підтримуванням рідкорухливості ливання чавуна, продувку киснем, порціонну пришлакового розплаву в умовах тривалого періоду садку в конвертер з розплавом шлакоутворюючих часу і широкого діапазону температур процесів матеріалів, при цьому разом з металевим брухтом виплавки сталі, що дозволяє забезпечити ефектиу конвертер подають композицію для оптимізації вність металургійних процесів і знизити виробничі шлакового режиму виплавки сталі, що включає, витрати. мас. %: Металевий кремній Simet широко застосовуєтькарбід кремнію SiC 5-15 ся в металургії як одна з основних розкиснюючих і оксиди лужноземельних металів легуючих добавок. Металевий кремній - це кремній K2O+Na2O 1-3 технічної чистоти (96-99% Si), що одержується у металевий алюміній Almet 15-30 рудовідновних електропечах відновленням кварметалевий кремній Simet 5-15 циту вуглецевими відновниками (деревне вугілля, оксид алюмінію Аl2О3 37-74. нафтовий кокс і ін.). Присутність у суміші металеЗастосування в цьому способі такої композиції вого кремнію Simet у зазначених межах дозволяє для оптимізації шлакового режиму виплавки сталі стабілізувати вплив на шлако-металевий розплав дозволяє знизити витрату чавуна, збільшити виметалевого алюмінію Almet, за рахунок чого підвитрату металевого брухту, знизити витрату вапна і щується загальний технологічний ефект від викоплавикового шпату, які звичайно використовуютьристання композиції. Зниження вмісту кремнію ся в якості шлакоутворюючих матеріалів, знизити нижче 5% є недоцільним, тому що приводить до витрату навуглецьовувателя, забезпечити розріприскорення реакції окислювання металевого дження конверторного шлаку і його рідкорухлиалюмінію Almet і зниження рафінувального потенцівість, за рахунок чого значно підвищується ефекалу шлакової фази. Збільшення вмісту кремнію тивність шлакового режиму плавки, знизити понад 15% є недоцільним, оскільки може привести окисненість кінцевого конверторного шлаку, досяг 11 91186 12 ти встановлення більш спокійного ходу плавки, досягається прискорення процесів формування і зменшити імовірність викидів і виносів шлакопідвищення активності рафінувального шлаку. металевої емульсії, збільшити основність шлаку і Додатково за рахунок вхідного до складу композизнизити вміст у шлаку Mg і SiO2, збільшити вміст ції металевого алюмінію досягається часткове сірки в шлаку, що свідчить про підвищення ефекзниження окисненості металевого розплаву. Рафітивності десульфурації металу. Крім того, зменшунувальний період плавки при реалізації даного ється виділення агресивних до футерівки конверспособу з використанням зазначеної композиції тера сполук, що сприяє зниженню витрат на відрізняється стійкістю горіння електричних дуг у утримання обладнання. період розплавлювання шлакоутворюючих матеріЕкспериментально встановлено, що найбільш алів, зниженням витрати графітованих електродів, оптимальний ефект при реалізації способу з викоа також зниженням витрати вапна, кремнієвмісних ристанням зазначеної композиції досягається при і марганцевмісних феросплавів. Крім того, відбувведенні композиції в кількості 4-5 кг/т сталі при вається збільшення вмісту сірки в шлаку, що свідвологості не більш 2%. чить про підвищення ефективності десульфурації Ще одна поставлена задача вирішується тим, металу. що спосіб виплавки сталі в мартенівській печі Експериментально встановлено, що найбільш включає завалку металевого брухту, прогрів, ввеоптимальний ефект при реалізації способу з викодення шлакоутворюючих матеріалів, заливання ристанням зазначеної композиції досягається при рідкого чавуна, плавлення, доведення і випуск введенні композиції в кількості 4,5-5,0 кг/т сталі плавки, при цьому в доведення плавки на дзеркалі при вологості не більш 2%. металу мартенівської печі подають композицію Ще одна поставлена задача вирішується тим, для оптимізації шлакового режиму виплавки, що що спосіб позапічної обробки сталі включає випуск включає, мас. %: розплаву зі сталеплавильного агрегату в ківш, покарбід кремнію SiC 5-15 дачу в ківш у процесі випуску розплаву легуючих оксиди лужноземельних металів добавок, розкиснювачів, шлакоутворюючих матеK2O+Na2O 1-3 ріалів, присадку вапна і продувку розплаву нейтметалевий алюміній Almet 15-30 ральним газом, при цьому одночасно з присадкою металевий кремній Simet 5-15 вапна здійснюють подачу композиції для оптимізаоксид алюмінію Аl2О3 37-74. ції шлакового розплаву, що включає, мас. %: Застосування в цьому способі композиції для карбід кремнію SiC 5-15 оптимізації шлакового режиму виплавки сталі дооксиди лужноземельних металів зволяє помітно збільшити рафінувальну здатність K2O+Na2O 1-3 мартенівського шлаку, знизити витрати плавиковометалевий алюміній Almet 5-30 го шпату, який використовують у якості розріджуметалевий кремній Simet 5-15 вача, стабілізувати ступінь окисненості металу оксид алюмінію Аl2О3 37-74. перед випуском, знизити витрати кремнієвмісних У цьому способі композиція для оптимізації феросплавів на виплавку сталі. Також викорисшлакового режиму виплавки сталі забезпечує підтання зазначеної композиції дозволяє скоротити вищення ефективності використання рафінувальвитрати умовного палива, що дозволяє здійснюваного потенціалу шлакової фази, зниження загальти реалізацію зазначеного способу і знизити триної витрати вапна і виключає необхідність валість рідкого періоду плавки сталі. додаткового використання в складі шлакоутворюЕкспериментально встановлено, що найбільш ючої суміші плавикового шпату і кускового вториноптимальний ефект при реалізації способу з виконого алюмінію. Зазначена композиція по ходу техристанням зазначеної композиції досягається при нологічного процесу вводиться разом зі введенні композиції в кількості 1-2 кг/т сталі при шлакоутворюючим матеріалом. По ходу випуску вологості не більш 2%. металу на його дзеркалі формується високоактивНаступна поставлена задача вирішується тим, ний рафінувальний шлак, який за рахунок кінетичщо електродуговий спосіб виплавки сталі включає ної енергії падаючого струменя металу захоплюзавалку металошихти, подачу шлакоутворюючих ється і змішується з основною його масою в матеріалів, плавлення, проведення окисного і расталеразливному ковші і, по мірі його наповнення, фінувального періодів плавки, доведення розплаздійснює рафінувальну дію на сталь, формуючи до ву до необхідної температури, при цьому в рафізакінчення випуску плавки на дзеркалі металу в нувальний період плавки на дзеркало металу в ковші шар рідкорухливого рафінувального шлаку, електродуговій печі подають композицію для опщо асимілює неметалічні продукти реакцій взаєтимізації шлакового режиму виплавки, що вклюмодії активних елементів металу, розкиснювачей і чає, мас. %: легуючих елементів, а також процесів рафінування карбід кремнію SiC 5-15 металу по сірці. оксиди лужноземельних металів Експериментально встановлено, що найбільш K2O+Na2O 1-3 оптимальний ефект при реалізації способу з викометалевий алюміній Almet 15-30 ристанням зазначеної композиції досягається при металевий кремній Simet 5-15 введенні композиції в кількості 0,2-0,4 маси вапна оксид алюмінію Аl2О3 37-74. при вологості не більш 2%. У цьому способі композиція для оптимізації Наступна поставлена задача вирішується тим, шлакового режиму виплавки сталі є каталізатором що спосіб позапічної обробки сталі на установках процесів шлакоутворення та активатором хімічних типу «ківш-піч» включає випуск розплаву з печі в компонентів шлакового розплаву, за рахунок чого ківш, подачу в ківш у процесі випуску розплаву 13 91186 14 легуючих добавок, розкиснювачів, шлакоутворююзи, підвищення ливарних і механічних властивосчих матеріалів, присадку вапна і продувку розплатей сталі, скорочення питомої витрати електроеву нейтральним газом. Надалі, після доставки конергії на позапічну обробку, що у свою чергу довша з металом на установку для позапічної зволяє скоротити витрати на виробництво сталі. обробки сталі одночасно з присадкою вапна на Експериментально встановлено, що найбільш дзеркало металу вручну (чи механізованим спосооптимальний ефект при позапечній обробці сталі бом) здійснюють завантаження композиції для на установках типу «ківш-піч» з використанням оптимізації шлакового режиму позапічної обробки зазначеної композиції досягається при введенні сталі, що включає, мас. %: композиції в кількості 1,5-3,0 кг/т сталі при вологокарбід кремнію SiC 5-15 сті не більш 2%. оксиди лужноземельних металів Приклад 1. Киснево-конверторна виплавка 1-3 K2O+Na2O сталі металевий алюміній Almet 15-30 Здійснюють завантаження металобрухту в металевий кремній Simet 5-15 конвертер. Одночасно з розрахунковою кількістю оксид алюмінію Аl2О3 37-74. металобрухту в конвертер здійснюють завантаУ цьому способі композиція для оптимізації ження композиції для оптимізації шлакового режишлакового режиму виплавки сталі є каталізатором му виплавки сталі в м'якому одноразовому контейпроцесів шлакоутворення та активатором хімічних нері типу «Біг-Бег». Композиція включає, мас. %: компонентів шлакового розплаву, поєднує в собі карбід кремнію SiC 8 властивості розріджувача і розкиснювача шлакової оксиди лужноземельних металів системи, за рахунок чого досягається прискорення K2O+Na2O 1,7 процесів формування і підвищення активності раметалевий алюміній Almet 21 фінувального шлаку, а також його розкислення. металевий кремній Simet 5 Використання зазначеної композиції в даному спооксид алюмінію Аl2О3 64,3. собі забезпечує зниження витрати вапна, досягКомпоненти композиції, що завантажується, нення високої основності, ступеня розкисненності мають наступний фракційний склад: рафінувального шлаку і десульфурації сталі. Крім 20,0 мм і менше 92,5% того, використання даної композиції забезпечує більш 20,0 мм решта. можливість виключення застосування для розріПотім у конвертер здійснюють заливання чадження шлаку плавикового шлаку, що у свою чергу вуна. сприяє підвищенню стійкості футерівки сталерозДалі здійснюють продувку розплаву киснем. ливного ковша, як у бойовій зоні, так і в шлаковому Подачу в конвертер шлакоутворюючих матеріалів, поясі. Також використання композиції дозволяє у якості яких використовують вапно і плавиковий знизити витрати кремнієвмісних феросплавів, скошпат, здійснюють за встановленою технологією. рочує час позапічної обробки за рахунок підвиКількість композиції, що вводиться, варіювали щення рафінувальної ефективності шлакової фавід 2,5 до 5,5 кг/т сталі. Таблиця 1 Показники використання композиції в киснево-конверторній плавці (чисельник без використання композиції/знаменник з використанням композиції) Витрати Витрати ком- Витрати Витрата пла- Витрата навуглечавуна, позиції, кг/т вапна, кг/т викового шпа- цьовувача, кг/т кг/т сталі сталі сталі ту, кг/т сталі стали 867/859 -/2,5 72,0/71,7 0,80/0,78 4,5/4,25 867/860 -/2,8 71,7/71,5 0,79/0,75 4,2/4,0 866/862 -/3,0 71,85/71,5 0,81/0,79 4,65/3,85 865/859 -/4,1 71,8/71,2 0,79/0,65 4,12/2,25 865/862 -/4,25 72,1/71,5 0,78/0,61 4,87/2,15 868/862 -/4,5 72,0/70,6 0,79/0,60 5,11/2,65 870/858 -/4,5 71,85/71,2 0,81/0,58 4,23/2,11 867/862 -/4,7 71,8/70,9 0,81/0,57 4,78/2,35 864/859 -/5,5 71,6/71,8 0,79/0,81 4,62/3,85 865/858 -/5,5 71,8/71,8 0,78/0,79 4,98/3,97 866/859 -/4,85 71,85/70,8 0,80/0,62 5,2/2,53 865/858 -/5,0 72,1/70,9 0,80/0,66 5,15/2,51 870/857 -/5,1 71,8/71,7 0,79/0,75 4,65/2,22 871/862 -/4,25 71,75/71,55 0,80/0,60 4,70/2,15 869/859 -/4,75 72,0/70,85 0,79/0,60 4,67/2,15 867/861 -/4,1 72,1/71,8 0,81/0,65 4,56/2,35 Тем-ра Масова частповадки, ка сірки в °С металі, % 1612/1610 0,047/0,046 1610/1608 0,042/0,042 1611/1610 0,041/0,040 1612/1605 0,044/0,040 1615/1608 0,042/0,039 1614/1606 0,044/0,041 1610/1608 0,046/0,043 1612/1608 0,043/0,040 1616/1614 0,046/0,044 1612/1610 0,042/0,041 1610/1605 0,041/0,038 1613/1606 0,040/0,038 1611/1606 0,042/0,039 1612/1609 0,044/0,040 1610/1605 0,041/0,037 1613/1606 0,042/0,039 Основність шлаку 2,48/2,42 2,47/2,46 2,47/2,48 2,51/2,58 2,53/2,60 2,49/2,61 2,45/2,64 2,48/2,60 2,44/2,47 2,45/2,45 2,58/2,64 2,59/2,67 2,47/2,50 2,42/2,56 2,57/2,63 2,45/2,58 Аналіз отриманих даних показує, що у всіх плавках використання композиції для оптимізації 15 91186 16 шлакового режиму киснево-конверторної плавки рюючих матеріалів (вапна) здійснюють завантазабезпечує стабільне зниження витрати рідкого ження композиції для оптимізації шлакового режичавуна, вапна, плавикового шпату і навуглецьовуму виплавки сталі наступного складу, мас. %: вача при хорошому рівні десульфурації металу. карбід кремнію SiC 11 При цьому найбільш помітно ефект застосування оксиди лужноземельних металів K2O+Na2O 2 композиції виявляється при завантаженні приблиметалевий алюміній Almet 21 зно 4,0-5,0 кг/т сталі. металевий кремній Simet 5 Приклад 2. Виплавка сталі в мартенівській печі оксид алюмінію Аl2О3 61. Здійснюють завалку металевого брухту. Після Компоненти композиції, що завантажується, завалки здійснюють прогрів, введення шлакоутвомають вологість близько 1,5% при наступному рюючих матеріалів, у якості яких вводиться вапфракційному складі: няк. Далі здійснюють заливання рідкого чавуна, 20,0 мм і менше 92,5% плавлення і доведення, а також випуск плавки. більш 20,0 мм решта. Після розплавлювання металевої ванни в довеКількість композиції, що завантажується, варідення плавки одночасно з завантаженням на дзеювали з розрахунку 0,95-2,23 кг/т стали. ркало металу коригувальної добавки шлакоутвоТаблиця 2 Показники використання композиції в доведення мартенівської плавки (чисельник без використання композиції/знаменник з використанням композиції) Швидкість Витрати ма- Швидкість Швидкість деокислюван ня Основність Тем-ра притеріалу, кг/т нагрівання сульфурації, «С», %х10 шлаку садки, °С -4 сталі металу, °С/хв %х10 /хв 2 /хв -/1,12 1,2/1,4 0,19/0,32 1,47/1,85 1,3/2,2 1549/1534 -/0,95 1,1/1,4 0,18/0,32 1,35/1,74 1,2/2,1 1546/1540 -/1,25 0,8/1,5 0,16/0,34 1,42/1,68 0,95/2,0 1534/1536 -/1,45 0,9/1,4 0,18/0,31 1,44/1,89 0,89/2,3 1536/1536 -/1,15 1,1/1,6 0,20/0,35 1,36/1,68 1,1/2,2 1542/1534 -/1,56 1,3/1,7 0,22/0,35 1,38/1,75 0,96/2,2 1548/1536 -/1,57 1,1/1,4 0,18/0,31 1,34/1,68 0,95/2,3 1538/1542 -/2,0 1,2/1,5 0,19/0,32 1,46/1,65 1,2/2,1 1539/1534 -/1,48 1,3/1,7 0,23/0,35 1,28/1,72 1,0/2,2 1555/1545 -/1,46 1,0/1,8 0,16/0,37 1,31/1,76 1,1/2,4 1570/1545 -/1,52 0,9/1,6 0,15/0,35 1,36/1,65 0,96/2,1 1548/1542 -/1,54 0,7/1,5 0,12/0,32 1,29/1,85 0,56/2,3 1564/1558 -/1,26 1,1/1,4 0,19/0,32 1,26/1,69 0,98/2,0 1553/1542 -/1,74 1,2/1,6 0,22/0,35 1,42/1,54 1,2/2,0 1546/1534 -/2,23 1,3/1,7 0,24/0,36 1,46/1,67 1,3/2,1 1564/1555 -/1,55 1,0/1,3 0,19/0,30 1,45/1,78 1,0/2,4 1552/1542 -/1,45 0,9/1,4 0,18/0,31 1,44/1,89 0,89/2,3 1536/1536 -/1,15 1,1/1,6 0,20/0,35 1,36/1,68 1,1/2,2 1542/1534 -/1,46 1,0/1,8 0,16/0,37 1,31/1,76 1,1/2,4 1570/1545 -/1,52 0,9/1,6 0,15/0,35 1,36/1,65 0,96/2,1 1548/1542 -/1,45 0,9/1,4 0,18/0,31 1,44/1,89 0,89/2,3 1536/1536 -/1,15 1,1/1,6 0,20/0,35 1,36/1,68 1,1/2,2 1542/1534 -/1,56 1,3/1,7 0,22/0,35 1,38/1,75 0,96/2,2 1548/1536 Аналіз отриманих даних показує, що при використанні композиції для наведення (коректування) технологічного шлаку в мартенівській печі при доведенні сталі досягається значне збільшення швидкості нагрівання металевої ванни, і відбувається збільшення швидкості зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції та оптимальній її витраті в межах, що заявляються, забезпечує скорочення тривалості доведення плавки в мартенівській печі, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно Тем-ра Тривалість випуску, °С доведення, хв 1632/1639 1640/1642 1642/1644 1645/1644 1642/1642 1644/1642 1645/1644 1642/1642 1644/1640 1644/1644 1643/1642 1642/1644 1645/1646 1644/1644 1642/1645 1642/1648 1645/1644 1642/1642 1644/1644 1643/1642 1645/1644 1642/1642 1644/1642 70/64 85/73 135/72 121/77 90/67 74/62 97/73 86/72 68/56 74/55 105/63 111/57 84/74 82/68 74/53 90/82 121/77 90/67 74/55 105/63 121/77 90/67 74/62 ефект застосування композиції виявляється при завантаженні приблизно 1,0-2,0 кг/т сталі. Приклад 3. Виплавка сталі в електродуговій печі Здійснюють завалку металошихти і введення шлакоутворюючих матеріалів, в якості яких вводиться розрахункова кількість вапна і плавикового шпату. Після завалки здійснюють плавлення, після чого здійснюють окисний, а потім рафінувальний періоди плавки. При цьому, у рафінувальний період плавки на дзеркало металу в електродугову піч, разом з вапном, подають композицію для оптимізації шлакового режиму доведення сталі до необ 17 91186 18 хідної температури і хімічного складу. Зазначена 20,0 мм і менше 92,5% композиція включає, мас. %: більш 20,0 мм решта. карбід кремнію SiC 8 Після повного розплавлювання всіх компоненоксиди лужноземельних металів тів шлакової суміші здійснюються наступні коригуK2О+Nа2О 2,2 вальні заходи згідно з встановленою технологією металевий алюміній Almet 25 виплавки сталі в електродугових печах. Далі здійметалевий кремній Simet 5,5 снюють випуск розплаву в сталерозливний ківш. оксид алюмінію Аl2О3 59,3. Кількість композиції, що вводиться, варіювали Компоненти композиції, що завантажується, з розрахунку від 3,12 до 5,26 кг/т сталі. мають вологість близько 1,5% при наступному фракційному складі: Таблиця 3 Показники використання композиції в рафінувальний період електродугової плавки (чисельник без використання композиції/знаменник з використанням композиції) Витрати меВитрати Витрати Швидкість Швидкість деВитрати феро- Тривалість раОсновність леного 65% композ., вапна, нагрівання сульфура ції, марганцю, кг/т фінувального шлаку феросиліцію, кг/т сталі кг/т сталі металу, °С/хв %х10-4/хв сталі періоду, хв кг/т сталі -/3,12 17,8/17,6 4,72/4,70 2,25/2,32 1,25/1,21 3,8/3,8 5,12/5,25 30/34 -/3,95 16,2/15,8 4,68/4,75 2,32/2,56 1,18/1,16 4,0/3,9 5,25/5,35 35/35 -/5,25 15,6/14,5 4,85/5,15 2,18/2,48 0,95/1,10 4,1/3,9 5,10/5,15 45/36 -/4,45 16,2/12,5 4,95/5,25 2,56/2,78 1,15/2,23 3,8/3,5 5,75/5,05 32/30 -/4,15 17,0/13,0 5,15/5,45 2,34/2,65 1,14/2,02 3,6/3,5 5,65/5,25 30/25 -/4,56 18,2/11,8 4,75/5,70 2,14/2,82 1,23/2,12 3,7/3,6 5,35/5,10 30/28 -/4,57 17,4/12,2 4,85/5,65 2,13/2,78 1,25/2,23 3,8/3,5 5,25/5,11 30/26 -/5,00 16,8/15,3 4,95/5,45 2,15/2,64 1,12/2,21 3,5/3,5 5,12/5,23 32/25 -/4,48 15,5/13,7 5,10/5,70 2,15/2,55 1,08/2,32 3,9/3,4 5,70/5,12 34/25 -/4,46 18,3/14,5 5,15/5,85 2,17/2,65 1,16/2,24 3,7/3,5 5,35/5,18 32/28 -/3,52 17,6/17,6 4,85/4,95 2,36/2,46 1,16/1,10 3,8/3,9 5,15/5,25 34/36 -/4,54 18,9/13,6 4,75/5,45 2,31/2,75 1,16/2,13 3,5/3,2 5,35/5,35 35/26 -/5,26 21,4/17,5 4,85/5,10 2,22/2,56 1,08/1,10 3,8/3,6 5,75/5,55 40/35 -/4,74 16,4/14,5 4,70/5,45 2,24/2,74 1,12/2,20 3,7/3,1 5,65/5,55 35/26 -/4,23 16,7/15,6 5,15/5,10 2,27/2,66 1,13/2,21 3,6/3,5 5,55/5,35 32/25 -/4,55 18,6/13,7 5,20/5,70 2,18/2,87 1,20/2,24 3,7/3,0 5,14/5,25 30/27 -/4,45 19,4/14,6 4,95/5,85 2,11/2,75 1,19/2,23 3,5/3,1 5,31/5,24 36/25 -/5,15 18,7/12,5 4,75/5,15 2,45/2,54 1,21/1,25 3,9/3,9 5,28/5,11 35/29 -/4,46 19,5/12,8 4,70/5,75 2,47/2,88 1,18/2,24 4,1/3,2 5,15/5,05 34/25 -/4,52 18,6/13,1 4,85/5,85 2,35/2,67 1,06/2,21 4,0/3,5 5,35/5,15 38/30 -/4,45 17,5/12,9 5,15/5,70 2,23/2,68 1,09/2,23 3,8/3,4 5,45/5,18 40/26 -/5,15 16,8/16,4 5,20/5,15 2,18/2,75 1,21/2,12 4,2/3,9 5,14/5,08 30/31 -/4,56 17,7/12,8 4,95/5,85 2,25/2,85 1,06/2,32 3,8/3,2 5,65/5,24 38/30 Аналіз отриманих даних показує, що при використанні композиції в рафінувальний період електродугової виплавки сталі досягається збільшення швидкості нагрівання металевої ванни, а також зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції та оптимальній її витраті в межах, що заявляються, забезпечує скорочення тривалості рафінувального періоду плавки в електродуговій печі, зниження витрати кремнієвмісних і марганцевмісних феросплавів, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування композиції виявляється при завантаженні приблизно 4,5-5,0 кг/т сталі. Приклад 4. Позапічна обробка сталі Здійснюють випуск розплаву зі сталеплавильного агрегату в ківш. У процесі випуску розплаву здійснюють подачу в ківш шлакоутворюючих матеріалів та металургійного вапна. При цьому одно часно з присадкою вапна на дзеркало металу здійснюють завантаження композиції для оптимізації шлакового режиму позапічної обробки сталі в кількості 1,5-3,0 кг/т сталі (30-40% маси вапна). Зазначена композиція включає, мас. %: карбід кремнію SiC 5 оксиди лужноземельних металів K2O+Na2O 1,5 металевий алюміній Almet 20 металевий кремній Simet 6 оксид алюмінію Аl2О3 67,5. Компоненти композиції, що завантажується, мають вологість близько 1,5% при наступному фракційному складі: 20,0 мм і менше 92,5% більш 20,0 мм решта. Таким чином, двокомпонентна тверда шлакоутворююча суміш, що включає металургійне вапно і композицію для оптимізації шлакового режиму 19 91186 20 виплавки сталі міститься в бункер з феросплавами ною композицією подають відразу ж після присадв першу чергу. Після наповнення сталерозливного ки феросплавів по єдиному тракті. Далі здійснюковша металом на 1/7-1/6 його висоти здійснюють ють продувку розплаву нейтральним газом за присадку феросплавів з бункера, при цьому вапно встановленою технологією. разом із зазначеною композицією надходить у меКількість композиції, що вводиться, варіювали тал в останню чергу. У випадку механізованої поз розрахунку від 1,45 до 3,25 кг/т сталі (30-40 % дачі феросплавів у ківш вапно разом із зазначемаси вапна). Таблиця 4 Показники використання композиції для позапічної обробки сталі в ковші на випуску зі сталеплавильного агрегату (чисельник без використання композиції/знаменник з використанням композиції) Тем-ра метаВитрати Витрати Витрати пла- Витрати кусковолу на випускомпозиції, кг вапна, кг вик. шпату, кг го алюмінію, кг ку, °С -/145 600/600 200/35/1650/1646 -/150 600/650 200/35/1640/1642 -/200 600/600 200/35/1640/1640 -/250 600/650 200/35/1640/1645 -/200 650/600 200/35/1644/1640 -/200 600/600 200/40/1640/1642 -/250 600/650 200/35/1648/1645 -/200 650/600 200/40/1640/1642 -/250 600/700 200/40/1636/1640 -/200 600/600 200/35/1648/1645 -/200 650/600 200/35/1644/1644 -/200 600/600 200/35/1636/1640 -/200 650/600 200/40/1648/1645 -/250 600/650 200/35/1636/1640 -/200 650/600 200/40/1640/1640 -/250 600/650 200/40/1644/1642 -/250 600/700 200/35/1644/1644 -/250 650/700 200/35/1644/1640 -/250 600/650 200/35/1640/1640 -/250 650/650 200/40/1644/1644 -/250 600/650 200/35/1648/1645 -/200 650/600 200/40/1640/1640 -/200 600/600 200/40/1640/1640 -/200 600/600 200/35/1640/1642 -/250 650/700 200/35/1640/1642 -/275 650/650 200/35/1648/1645 -/300 650/700 200/40/1640/1640 -/325 600/650 200/35/1640/1642 Аналіз отриманих даних показує, що при використанні композиції в складі шлакоутворючої суміші для позапічної обробки сталі в ковші на випуску плавки зі сталеплавильного агрегату досягається значне, у порівнянні з традиційними шлакоутворюючими сумішами, збільшення ступеня десульфурації металу. Включення до складу шлакоутворюючої суміші заявленої композиції, за інших рівних умов позапічної обробки сталі в сталерозливному ковші, сприятливо впливає на зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції і оптимальній її витраті в межах, що заявляються, забезпечує зниження витрати плавикового шпату і кускового алюмінію, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування композиції Вміст S пісВміст S до ля обробки, обробки, % % 0,043/0,041 0,037/0,035 0,040/0,032 0,035/0,024 0,042/0,040 0,035/0,025 0,040/0,032 0,035/0,028 0,037/0,035 0,030/0,022 0,042/0,041 0,035/0,028 0,041/0,045 0,035/0,032 0,040/0,040 0,034/0,034 0,035/0,038 0,028/0,020 0,034/0,036 0,030/0,029 0,040/0,044 0,035/0,034 0,036/0,038 0,030/0,030 0,038/0,036 0,032/0,029 0,040/0,040 0,035/0,030 0,040/0,037 0,034/0,020 0,041/0,046 0,035/0,033 0,042/0,040 0,035/0,034 0,035/0,040 0,030/0,024 0,040/0,040 0,034/0,028 0,041/0,038 0,035/0,034 0,045/0,039 0,040/0,030 0,040/0,042 0,035/0,034 0,041/0,035 0,035/0,025 0,040/0,036 0,035/0,027 0,040/0,040 0,034/0,025 0,041/0,040 0,033/0,024 0,045/0,040 0,036/0,028 0,043/0,041 0,037/0,034 Вилучено S,% 0,006/0,006 0,005/0,008 0,007/0,015 0,005/0,004 0,007/0,013 0,007/0,012 0,006/0,013 0,006/0,006 0,007/0,018 0,004/0,007 0,005/0,010 0,006/0,008 0,006/0,007 0,005/0,010 0,006/0,017 0,006/0,013 0,007/0,006 0,005/0,016 0,006/0,012 0,006/0,004 0,005/0,009 0,005/0,008 0,006/0,010 0,005/0,009 0,006/0,015 0,008/0,016 0,009/0,012 0,006/0,007 виявляється при завантаженні приблизно 1,5-3,0 кг/т сталі (30-40 % маси вапна). Приклад 5. Позапічна обробка сталі на установках типу «ківш-піч» Здійснюють випуск розплаву з печі в ківш, після чого здійснюють подачу в ківш у процесі випуску розплаву шлакоутворюючих матеріалів. Надалі, після доставки ковша з металом на установку для позапічної обробки сталі одночасно з присадкою вапна на дзеркало металу вручну (чи механізованим способом) здійснюють завантаження композиції для оптимізації шлакового режиму позапічної обробки сталі в кількості 1,5-3,0 кг/т сталі. При цьому зазначена композиція включає, мас. %: карбід кремнію SiC 8 оксиди лужноземельних металів K2O+Na2O 1,7 металевий алюміній Almet 22 21 91186 22 металевий кремній Simet 5,8 Після повного розплавлювання всіх компоненоксид алюмінію Аl2О3 62,5. тів шлакової суміші здійснюються подальші кориКомпоненти композиції, що завантажується, гувальні заходи згідно встановленої технології мають наступний фракційний склад: позапічної обробки сталі на установках типу «ківш20,0 мм і менше 92,5% піч». більш 20,0 мм решта. Кількість композиції, що подається, варіювали з розрахунку 1,5-3,0 кг/т сталі. Таблиця 5 Показники використання композиції для позапічної обробки сталі на установці типу «ківш-піч» (чисельник без використання композиції/знаменник з використанням композиції) Швидкість Витрати ком- Витрати Витрати плаШвидкість де- Масова част- Тривалість Основність нагрівання позиції, кг/т вапна, кг/т викового шпасульфурації, ка в шлаку позапічної шлаку металу, сталі сталі ту, кг/т сталі %х10-4/хв Fe+Mn, % обробки, хв °С/хв -/2,12 14,8/11,6 0,12/2,55/2,62 3,72/3,70 4,25/5,21 2,8/1,8 45/36 -/1,95 12,2/11,8 0,15/2,62/2,66 3,68/3,75 4,18/5,16 2,0/1,9 47/38 -/2,25 15,6/10,5 0,20/2,48/2,68 3,85/4,15 3,95/5,10 3,1/1,9 52/36 -/2,45 14,2/11,5 0,18/2,56/2,78 3,95/4,25 4,15/5,23 2,8/1,5 50/40 -/2,15 13,0/11,0 0,11/2,64/2,65 3,15/3,45 4,14/5,02 2,6/1,5 45/35 -/2,56 14,2/10,8 0,16/2,64/2,82 3,75/3,70 4,23/5,12 2,7/1,6 46/48 -/2,97 13,4/10,2 0,24/2,53/2,78 3,85/3,65 4,25/5,23 2,8/1,5 46/36 -/3,00 12,8/9,8 0,24/2,55/2,8 3,90/3,60 4,18/5,22 2,9/1,5 45/35 -/2,0 14,8/11,3 0,24/2,65/2,64 3,95/3,45 4,12/5,21 2,5/1,5 52/35 -/1,48 13,5/10,7 0,15/2,75/2,65 3,10/3,70 4,08/5,32 2,9/1,4 48/45 -/2,46 14,3/9,5 0,12/2,67/2,65 3,15/3,85 4,16/5,24 2,7/1,5 50/48 -/1,52 14,6/10,6 0,11/2,66/2,66 3,85/3,95 4,16/5,10 2,8/1,9 51/46 -/1,54 15,9/10,6 0,14/2,51/2,75 3,75/3,45 4,16/5,13 2,5/1,2 52/46 -/2,26 14,4/9,5 0,15/2,52/2,56 3,85/3,10 4,08/5,10 2,8/1,6 50/45 -/1,74 13,4/10,5 0,10/2,64/2,74 3,70/3,45 4,12/5,20 2,7/1,1 48/46 -/2,23 14,7/10,6 0,25/2,67/2,66 3,15/4,10 4,13/5,21 2,6/1,5 50/45 -/1,55 12,6/10,7 0,16/2,68/2,87 3,20/3,70 4,20/5,24 2,7/1,0 48/47 -/2,45 13,4/9,6 0,11/2,61/2,75 3,95/3,85 4,19/5,23 2,5/1,1 46/45 -/2,15 14,7/10,5 0,14/2,55/2,64 3,75/4,15 4,21/5,25 2,9/1,9 45/39 -/2,46 15,5/10,8 0,15/2,67/2,78 3,70/3,75 4,18/5,24 3,1/1,2 44/35 -/1,52 16,6/13,1 0,24/2,65/2,67 3,85/3,85 4,06/5,21 2,0/1,5 48/40 -/1,45 14,5/12,9 0,16/2,63/2,68 3,15/3,70 4,09/5,23 2,8/1,4 50/46 -/2,15 13,8/12,4 0,17/2,68/2,75 3,20/4,15 4,21/5,12 3,2/1,9 48/41 -/1,56 14,7/12,8 0,24/2,65/2,85 3,95/3,85 4,06/5,32 2,8/1,2 50/40 Аналіз отриманих даних показує, що при використанні композиції в складі шлакоутворюючих матеріалів для позапічної обробки сталі на установці типу «ківш-піч» досягається значне, у порівнянні з традиційними шлакоутворюючими сумішами, збільшення ступеня десульфурації металу. Використання в складі шлакоутворюючих матеріалів заявленої композиції, за інших рівних умов позапічної обробки сталі на установці типу «ківшпіч», сприятливо впливає на зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції і оптимальній її витраті в межах, що заявляються, забезпечує виключення застосування плавикового шпату, скорочення тривалості обробки, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування компо зиції виявляється при завантаженні приблизно 1,53,0 кг/т сталі. Таким чином, композиція для оптимізації шлакового режиму виплавки сталі, що заявляється, забезпечує оптимізацію хімічного складу і підвищення рафінувального потенціалу шлакової фази за рахунок прискорення активізації основних хімічних компонентів шлакового розплаву, а також більш швидкого формування активної шлакової фази з заданими властивостями. Крім того, винахід дозволяє підвищити ефективність виплавки сталі при киснево-конверторній виплавці сталі, виплавці сталі в мартенівській печі, електродуговому способі виплавки сталі, при позапічній обробці сталі, у тому числі в ковші та в установках типу «ківш-піч». 23 Комп’ютерна верстка О. Гапоненко 91186 Підписне 24 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for optimization of slag condition of steel melting, method for oxygen-converter melting of steel, method for melting of steel in open-hearth furnace, electroarc method for melting of steel, method for out-of-furnace treatment of steel and method for out-of-furnace treatment of steel on plants of “ladle-furnace” type
Автори англійськоюAstakhov Mykola Mykolaiovych, Komar Viktor Volodymyrovych
Назва патенту російськоюКомпозиция для оптимизации шлакового режима выплавки стали, способ кислородно-конвертерной выплавки стали, способ выплавки стали в мартеновской печи, электродуговой способ выплавки стали, способ внепечной обработки стали, способ внепечной обработки стали на установках типа «ковш-печь»
Автори російськоюАстахов Николай Николаевич, Комар Виктор Владимирович
МПК / Мітки
МПК: C21C 5/06, C21C 7/064, C21C 5/54, C21C 5/36
Мітки: шлакового, позапічної, печі, композиція, киснево-конверторної, спосіб, режиму, оптимізації, обробк, мартенівській, виплавки, сталі, електродуговий
Код посилання
<a href="https://ua.patents.su/12-91186-kompoziciya-dlya-optimizaci-shlakovogo-rezhimu-viplavki-stali-sposib-kisnevo-konvertorno-viplavki-stali-sposib-viplavki-stali-v-martenivskijj-pechi-elektrodugovijj-sposib-viplavki.html" target="_blank" rel="follow" title="База патентів України">Композиція для оптимізації шлакового режиму виплавки сталі, спосіб киснево-конверторної виплавки сталі, спосіб виплавки сталі в мартенівській печі, електродуговий спосіб виплавки сталі, спосіб позапічної обробк</a>
Композиція для оптимізації шлакового режиму виплавки сталі
Номер патенту: 18173
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21C 5/54
Мітки: виплавки, режиму, оптимізації, композиція, сталі, шлакового
Формула / Реферат:
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів К2О+Nа2О і оксид алюмінію АІ2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і металевий кремній Sіmet при наступному співвідношенні компонентів композиції, мас. %: карбід кремнію SiC 5-15 оксиди лужноземельних металів K2O+Na2O 1-3...
Спосіб киснево-конверторної виплавки сталі

Номер патенту: 18174
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21C 7/00
Мітки: спосіб, киснево-конверторної, виплавки, сталі
Формула / Реферат:
1. Спосіб киснево-конверторної виплавки сталі, що включає завантаження металобрухту в конвертор, заливання чавуну, порціонну присадку в конвертор з розплавом шлакоутворюючих матеріалів, продувку киснем, який відрізняється тим, що разом зі шлакоутворюючими матеріалами в конвертор подають композицію для оптимізації шлакового режиму виплавки сталі, що включає, мас. %: карбід кремнію SiC 5-15 ...
Спосіб киснево-конверторної виплавки сталі
Номер патенту: 40646
Опубліковано: 27.04.2009
Автори: Астахов Микола Миколайович, Комар Віктор Володимирович
МПК: C22C 35/00
Мітки: виплавки, сталі, спосіб, киснево-конверторної
Формула / Реферат:
Спосіб киснево-конверторної виплавки сталі, що включає завантаження металобрухту в конвертер, заливання чавуну, порціонну присадку в конвертер з розплавом марганцевмісних і шлакоутворюючих матеріалів, продувку розплаву киснем, який відрізняється тим, що як марганцевмісний матеріал по ходу процесу виплавки в конвертер подають композицію для прямого легування сталі марганцем при наступному співвідношенні компонентів композиції, мас. %: ...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 18176
Опубліковано: 16.10.2006
Автори: Астахов Микола Миколайович, Комар Віктор Володимирович
МПК: C21C 5/54
Мітки: спосіб, сталі, печі, мартенівській, виплавки
Формула / Реферат:
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металевого брухту, прогрів, введення шлакоутворюючих матеріалів, заливання рідкого чавуну, плавлення і доведення, випуск плавки, який відрізняється тим, що перед випуском плавки в неї вводять композицію для оптимізації шлакового режиму виплавки, що включає, мас. %: карбід кремнію SiC 5-15 оксиди лужноземельних металів...
Спосіб киснево-конверторної виплавки сталі
Номер патенту: 18163
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21C 5/54
Мітки: спосіб, киснево-конверторної, виплавки, сталі
Формула / Реферат:
1. Спосіб киснево-конверторної виплавки сталі, що включає завантаження металобрухту в конвертер, заливання рідкого чавуну, порційне присаджування в конвертор з розплавом шлакоутворюючої суміші, продувку киснем, який відрізняється тим, що в конвертер вводять шлакоутворюючу суміш наступного складу, мас. %: металевий алюміній Almet 8-18 оксид кремнію SiO2 2-6 ...