Композиція для оптимізації шлакового режиму виплавки сталі
Номер патенту: 18173
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
Формула / Реферат
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів К2О+Nа2О і оксид алюмінію АІ2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і металевий кремній Sіmet при наступному співвідношенні компонентів композиції, мас. %:
карбід кремнію SiC
5-15
оксиди лужноземельних металів K2O+Na2O
1-3
металевий алюміній Аlmet
15-30
металевий кремній Simet
5-15
оксид алюмінію АІ2О3
37-74.
2. Композиція за п. 1, яка відрізняється тим, що має наступний фракційний склад компонентів, %:
20,0 мм і менше
≥90
більше 20,0 мм
решта.
Текст
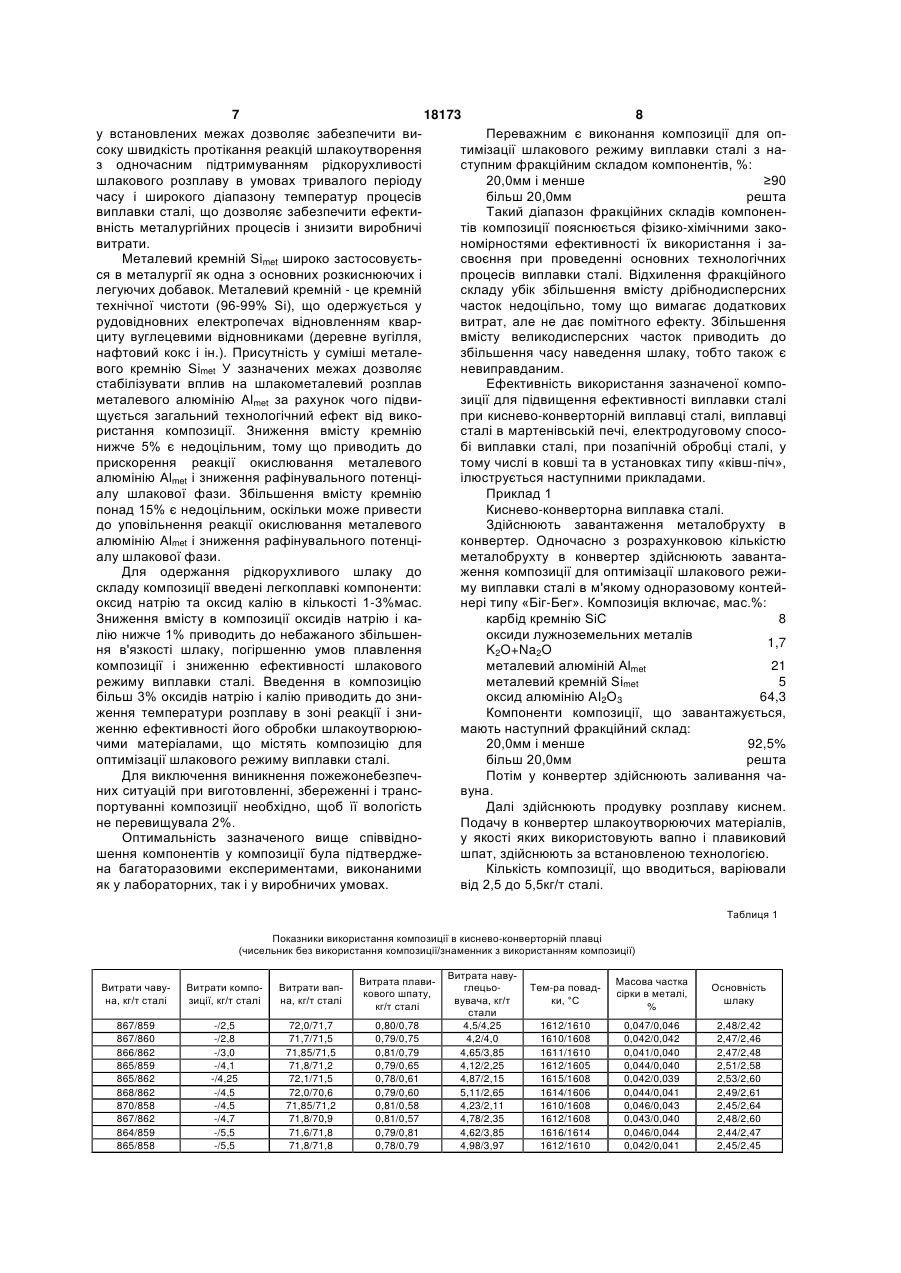
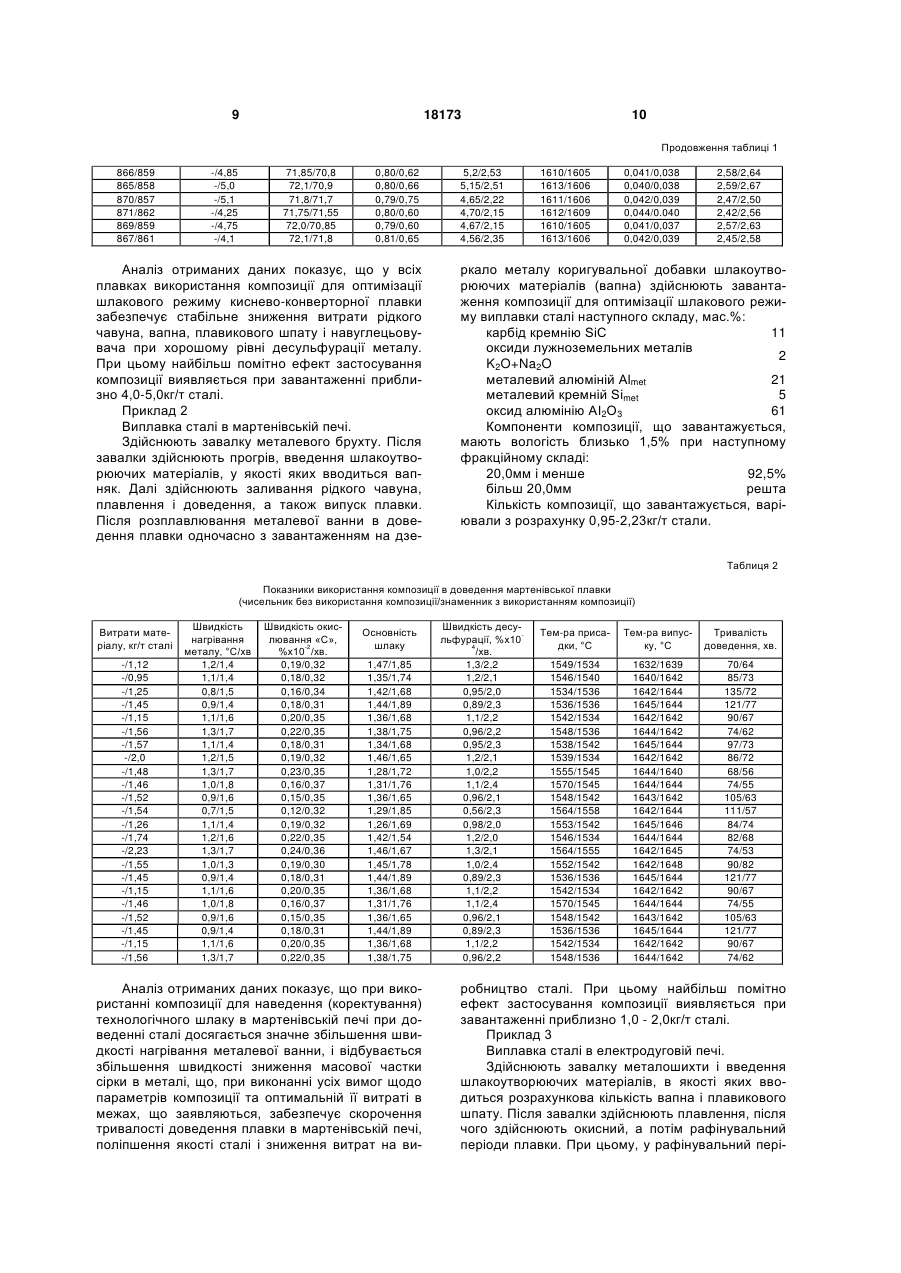
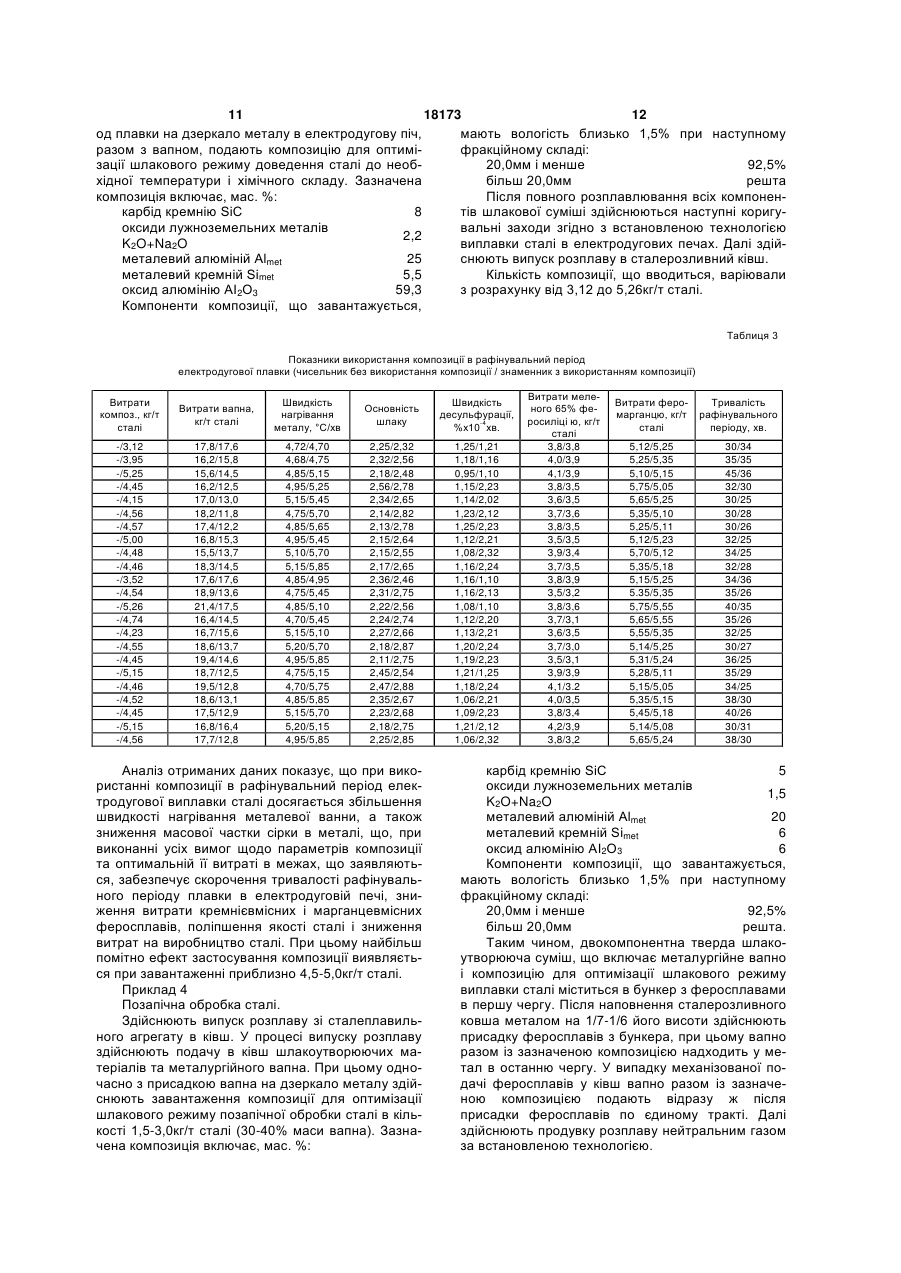
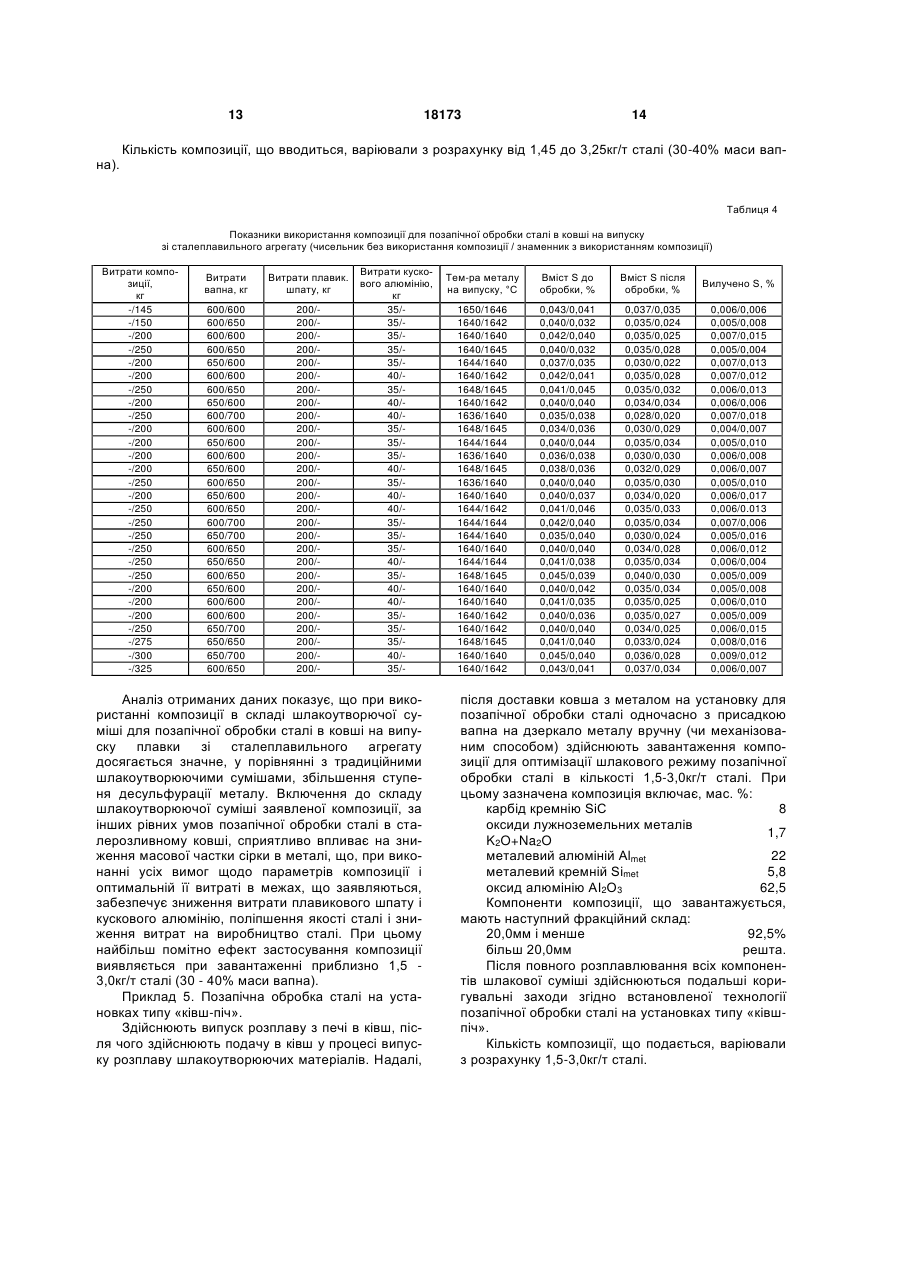
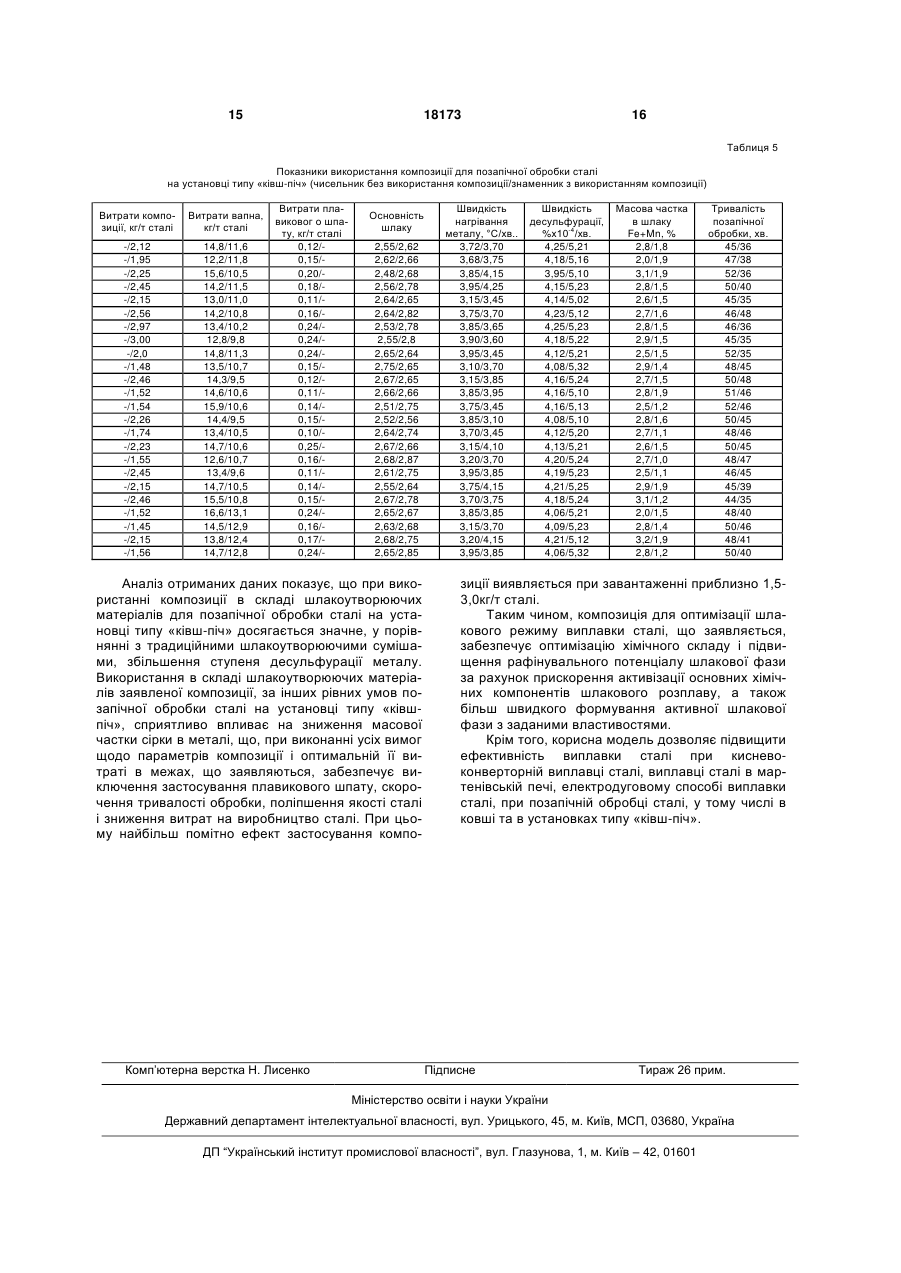
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів К2О+Nа2О і оксид алюмінію АІ2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і ме 3 18173 4 такий хімічний і фракційний склад, при якому мініматеріалів є те, що до моменту розплавлювання і мізується агресивний вплив компонентів композизасвоєння вапна і плавикового шпату відсутня моції на металургійне обладнання, і підвищується жливість ефективного регулювання процесів шлаякість одержуваних продуктів за рахунок більш коутворення, а також розкислення шлакового розглибокого очищення розплаву заліза від небажаплаву для формування рафінувального шлаку, що них домішок. Крім того, для цілей зниження матезначно впливає на загальні термодинамічні і тепріальних витрат на виробництво сталі переважним лообмінні процеси позапічної обробки сталі на є використання однієї універсальної композиції, установках типу «ківш-піч». придатної для оптимізації шлакового режиму виВідома композиція для оптимізації шлакового плавки для різних способів виробництва сталі. режиму виплавки сталі, що включає оксид алюміЯкість одержуваного кінцевого продукту в різнію АІ2О3 [патент України №18705, 1997p.]. Крім них процесах виробництва сталі визначається тиоксиду алюмінію зазначена композиція включає пом використовуваних шлакоутворюючих матеріаплавиковий шпат СаF2, оксид кальцію (вапно) лів, а також застосовуваних композицій для СаО, оксид кремнію SіO2, залізо Fe, вуглець С, оптимізації шлакоутворюючого режиму виплавки сірку S, фосфор Р і оксид титана ТіО2. сталі, їх складом і фізико-хімічними властиОсновними недоліками зазначеної композиції востями. є відносно високий вміст фосфору, що виключає Одним із широко розповсюджених способів є можливість її використання при виробництві тугопкиснево-конверторна виплавка сталі. Звичайно в лавких сплавів через «забруднення» сплаву фосцьому способі виплавки сталі в якості шлакоутвофором. Суміш також не забезпечує високого стурюючого матеріалу використовують вапно, плавипеня витягу тугоплавких елементів. Крім того, ковий шпат і боксит, що порціоннo присаджують по суміш містить у собі велику кількість різних компоходу технологічного циклу плавки. Недоліком винентів, що значно підвищує її вартість і складність користання таких шлакоутворюючих матеріалів є її виготовлення і застосування. складність визначення оптимальної кількості шлаВідома композиція для оптимізації шлакового коутворюючих матеріалів для забезпечення необрежиму виплавки сталі, яка використовується для хідної якості одержуваного продукту. У результаті реалізації способу киснево-конверторної виплавки поведінка шлакової фази в процесі засвоєння вапсталі, [патент РФ №2228366, 2004р.]. Вказана на стає невизначеною, що вимагає коректування композиція являє собою алюмінієвмісні відходи, а складу шлаку для кожної конкретної плавки по також вуглецевмісні матеріали. ходу технологічного процесу, що ускладнює і споОсновним недоліком зазначеної композиції є вільнює процес виплавки сталі. те, що зазначений склад композиції не забезпечує При виплавці сталі в мартенівській печі найчапідвищення рафінувального потенціалу розплавстіше використовують вапняк, вуглецевмісні мателеної шлакової фази і прискорення активізації осріали, алюмінієвий шлак, а також плавиковий новних хімічних компонентів шлакового розплаву, шпат. Недоліками використання зазначених матещо у свою чергу не забезпечує високої якості одеріалів також є непрогнозована поведінка металержуваного продукту. вої ванни після засвоєння матеріалу, що у свою Відома композиція для оптимізації шлакового чергу не дозволяє ефективно впливати на поведірежиму виплавки сталі, яка використовується для нку шлакової фази після стабілізації процесу знереалізації способу виплавки сталі в мартенівській вуглецювання металевої ванни для кожної конкрепечі [заявка РФ на винахід №98102666, 1999р.]. тної плавки. Вказана композиція являє собою суміш із залізовВ електродуговому способі виплавки сталі в місної сировини, вугілля, а також вапняку і плавиякості шлакоутворюючих матеріалів найчастіше кового шпату в якості шлакоутворюючих матезастосовуються вапно і плавиковий шпат. При виріалів. користанні тільки цих матеріалів відсутня можлиВ даному способі формування рідкорухливого вість ефективного регулювання процесів шлакошлаку вимагає наступного корегування з викорисутворення, які значним чином впливають на танням різних відомих коригувальних заходів. Крім загальні термодинамічні і теплообмінні процеси того, використання зазначених шлакоутворюючих виплавки сталі. матеріалів не дозволяє цілком реалізувати рафіПри позапечній обробці сталі в сталерозливнувальну здатність шлаку, приводить до великої ному ковші в ході випуску металу зі сталеплавильвитрати вапна і плавикового шпату, а також до них агрегатів найчастіше використовують такі високого рівня витрати палива, необхідного для шлакоутворюючі матеріали як вапно, плавиковий виплавки сталі. шпат, а також вторинний кусковий алюміній. При Відома композиція для оптимізації шлакового такому наборі шлакоутворюючих матеріалів відсурежиму виплавки сталі, яка використовується для тня можливість ефективного регулювання процереалізації електродугового способу виплавки сталі сів шлакоутворення, що значно впливає на зага[патент РФ №2114920, 1998р.]. У якості вказаної льні термодинамічні і теплообмінні процеси композиції використовують вуглевмісний комплекрафінування сталі по вмісту сірки та інших немесний флюс на феритно-кальцієвій основі. талічних включень. Використання композиції зі вказаним складом У відомих способах позапічної обробки сталі не сприяє розкисленню металевого розплаву до на установках типу «ківш-піч» використовують такі необхідного рівня. Також відсутня можливість зашлакоутворюючі матеріали як вапно, плавиковий безпечення достатньо високого рівня десульфушпат і різні вуглецевмісні матеріали. Недоліками рації сталі, що у свою чергу не дозволяє забезпевикористання такого складу шлакоутворюючих чити високу якість одержуваного продукту. 5 18173 6 Відома композиція для оптимізації шлакового металевий кремній Simet 5-15 режиму виплавки сталі для позапічної обробки оксид алюмінію АІ2О3 37-74 сталі [патент РФ №2138563, 1999р.]. У процесі Присутній у композиції для оптимізації шлаковипуску розплаву в ківш при реалізації даного спового режиму виплавки сталі карбід кремнію SiC собу здійснюють також подачу феросплавів, навупри розплавлюванні композиції взаємодіє з рідким глецьовувача і розкиснювача. У якості розкиснюзалізом по реакції: вача використовують гранульований алюміній з SiCTB+[Fe]→[Si][Fe]+[C][Fe], витратою 0,4-2,0кг/т металу. Вказана композиція с асиміляцією кремнію і вуглецю розплавлевключає вапно і плавиковий шпат із загальною ним металом сталевої ванни. витратою 4,2-15,0кг/т металу і співвідношенням Зазначена особливість взаємодії карбіду крекомпонентів 3,5/1-4,5/1. мнію впливає на механізм розподілу кисню між Основним недоліком використання вказаної металевою і шлаковою фазами і регулює швидкомпозиції є відсутність можливості ефективного кість зневуглецювання металевої ванни, а також регулювання процесів шлакоутворення, які значблокує процес переокислювання металу в період ним чином впливають на загальні термодинамічні і окислювання вуглецю. Наявність карбіду кремнію теплообмінні процеси рафінування сталі по вмісту в композиції створює також достатній розкиснювасірки і неметалічних включень. льний ефект. Зниження вмісту карбіду кремнію в Відома композиція для оптимізації шлакового композиції нижче 5% недоцільно, оскільки на почарежиму виплавки сталі для позапічної обробки тку окисного періоду плавки спостерігається актисталі в установках «ківш-піч», що включає оксид візація окислювання заліза до FeO. Підвищення алюмінію АІ2О3 і оксиди лужноземельних металів вмісту карбіду кремнію в композиції понад 15% K2O+Na2O [патент України №51019, 2001p.]. Комтакож є недоцільним, оскільки це приводить до позиція вводиться одночасно з вапном і плавикоблокування процесу окислювання вуглецю. Це вим шпатом. може викликати необхідність введення додаткових При використанні цієї композиції до моменту окислювачів, приводить до перегріву сталевої розплавлювання і засвоєння вапна і плавикового ванни і негативно діє на футерівку печі, а також шпату відсутня можливість ефективного регулюзбільшує час виплавки сталі, що у свою чергу привання процесів шлакоутворення, а також розкисводить до збільшення витрат на виробництво сталення шлакового розплаву для швидкого формулі. вання рафінувального шлаку, що значно впливає Металевий алюміній являє собою власне на загальні термодинамічні і теплообмінні процеси алюміній у технічно чистому виді. Алюміній розкипозапічної обробки сталі на установках типу «ківшслює рідкий розплав, тобто видаляє кисень, а наяпіч». вність оксиду алюмінію сприяє як прискоренню Найбільш близьким аналогом композиції, що засвоєння вапна, так і асиміляції неметалічних заявляється, є композиція для оптимізації шлаковключень, що у свою чергу сприяє зниженню вмісвого режиму виплавки сталі, що включає карбід ту шкідливих домішок, наприклад сірки і кисню в кремнію SiC, металевий алюміній Аlmet і оксид сталі. За рахунок вибору різних співвідношень алюмінію АІ2О3 [патент України №18995, 1997p.]. алюмінію та оксиду алюмінію можна регулювати Крім того, зазначена композиція містить оксид процес шлакоутворення. Зниження вмісту алюмікремнію SiO2. нію в композиції нижче 15% недоцільно, оскільки При використанні цієї композиції рівень в'язкоприводить до зниження рафінувальних властивоссті шлаку залишається досить високим, що у свою тей шлаку, тобто до зниження здатності шлаку до чергу приводить до погіршення умов плавлення очищення розплаву від небажаних або шкідливих композиції і зниженню ефективності шлакового домішок. Крім того, при вмісті металевого алюмірежиму виплавки сталі. нію менш ніж 15% не досягається істотного присВ основу корисної моделі поставлена задача корення шлакоутворення через недостатнє надхостворення композиції для оптимізації шлакового дження тепла реакції окислювання алюмінію в режиму виплавки сталі, що забезпечує оптимізазону активного шлакоутворення. Підвищення вмісцію хімічного складу і підвищення ступеня викориту алюмінію в суміші понад 30% також є недоцільстання рафінувального потенціалу шлакової фази ним, оскільки приводить до протікання процесу шляхом прискорення активізації основних хімічних шлакоутворення з піротехнічним ефектом, підвикомпонентів шлакового розплаву, а також швидкощення температури шлаку в реакційній зоні, що у го формування активної шлакової фази з заданисвою чергу приводить до тимчасового уповільненми властивостями. ня протікання основних сталеплавильних процесів Поставлена задача вирішується тим, що комі зниженню рафінувальної здатності шлакового позиція для оптимізації шлакового режиму виплаврозплаву. ки сталі включає карбід кремнію SiC, металевий Вміст у композиції оксиду алюмінію менш ніж алюміній Almet і оксид алюмінію АІ2О3, при цьому 37% не забезпечує зниження в'язкості шлаку до композиція додатково включає оксиди лужноземезначень, при яких відбувається істотне прискоренльних металів К2О+Nа2О і металевий кремній Simet ня шлакоутворення. При вмісті оксиду алюмінію при наступному співвідношенні компонентів компонад 74% в'язкість шлаку не тільки не знижуєтьпозиції, мас.%: ся, але навіть підвищується за рахунок насичення карбід кремнію SiC 5-15 шлаку тугоплавким глиноземом (АІ2О3). оксиди лужноземельних металів Таким чином, включення до складу композиції К2О+Nа2О 1-3 для оптимізації шлакового режиму виплавки сталі металевий алюміній Аlmet 15-30 металевого алюмінію Аlmet і оксиду алюмінію АІ2О3 7 18173 8 у встановлених межах дозволяє забезпечити виПереважним є виконання композиції для опсоку швидкість протікання реакцій шлакоутворення тимізації шлакового режиму виплавки сталі з наз одночасним підтримуванням рідкорухливості ступним фракційним складом компонентів, %: шлакового розплаву в умовах тривалого періоду 20,0мм і менше ≥90 часу і широкого діапазону температур процесів більш 20,0мм решта виплавки сталі, що дозволяє забезпечити ефектиТакий діапазон фракційних складів компоненвність металургійних процесів і знизити виробничі тів композиції пояснюється фізико-хімічними заковитрати. номірностями ефективності їх використання і заМеталевий кремній Simet широко застосовуєтьсвоєння при проведенні основних технологічних ся в металургії як одна з основних розкиснюючих і процесів виплавки сталі. Відхилення фракційного легуючих добавок. Металевий кремній - це кремній складу убік збільшення вмісту дрібнодисперсних технічної чистоти (96-99% Si), що одержується у часток недоцільно, тому що вимагає додаткових рудовідновних електропечах відновленням кварвитрат, але не дає помітного ефекту. Збільшення циту вуглецевими відновниками (деревне вугілля, вмісту великодисперсних часток приводить до нафтовий кокс і ін.). Присутність у суміші металезбільшення часу наведення шлаку, тобто також є вого кремнію Simet У зазначених межах дозволяє невиправданим. стабілізувати вплив на шлакометалевий розплав Ефективність використання зазначеної компометалевого алюмінію Аlmet за рахунок чого підвизиції для підвищення ефективності виплавки сталі щується загальний технологічний ефект від викопри киснево-конверторній виплавці сталі, виплавці ристання композиції. Зниження вмісту кремнію сталі в мартенівській печі, електродуговому спосонижче 5% є недоцільним, тому що приводить до бі виплавки сталі, при позапічній обробці сталі, у прискорення реакції окислювання металевого тому числі в ковші та в установках типу «ківш-піч», алюмінію Almet і зниження рафінувального потенціілюструється наступними прикладами. алу шлакової фази. Збільшення вмісту кремнію Приклад 1 понад 15% є недоцільним, оскільки може привести Киснево-конверторна виплавка сталі. до уповільнення реакції окислювання металевого Здійснюють завантаження металобрухту в алюмінію Almet і зниження рафінувального потенціконвертер. Одночасно з розрахунковою кількістю алу шлакової фази. металобрухту в конвертер здійснюють завантаДля одержання рідкорухливого шлаку до ження композиції для оптимізації шлакового режискладу композиції введені легкоплавкі компоненти: му виплавки сталі в м'якому одноразовому контейоксид натрію та оксид калію в кількості 1-3%мас. нері типу «Біг-Бег». Композиція включає, мас.%: Зниження вмісту в композиції оксидів натрію і какарбід кремнію SiC 8 лію нижче 1% приводить до небажаного збільшеноксиди лужноземельних металів 1,7 ня в'язкості шлаку, погіршенню умов плавлення K2O+Na2O композиції і зниженню ефективності шлакового металевий алюміній Аlmet 21 режиму виплавки сталі. Введення в композицію металевий кремній Simet 5 більш 3% оксидів натрію і калію приводить до зниоксид алюмінію АІ2О3 64,3 ження температури розплаву в зоні реакції і зниКомпоненти композиції, що завантажується, женню ефективності його обробки шлакоутворююмають наступний фракційний склад: чими матеріалами, що містять композицію для 20,0мм і менше 92,5% оптимізації шлакового режиму виплавки сталі. більш 20,0мм решта Для виключення виникнення пожежонебезпечПотім у конвертер здійснюють заливання чаних ситуацій при виготовленні, збереженні і трансвуна. портуванні композиції необхідно, щоб її вологість Далі здійснюють продувку розплаву киснем. не перевищувала 2%. Подачу в конвертер шлакоутворюючих матеріалів, Оптимальність зазначеного вище співвідноу якості яких використовують вапно і плавиковий шення компонентів у композиції була підтверджешпат, здійснюють за встановленою технологією. на багаторазовими експериментами, виконаними Кількість композиції, що вводиться, варіювали як у лабораторних, так і у виробничих умовах. від 2,5 до 5,5кг/т сталі. Таблиця 1 Показники використання композиції в киснево-конверторній плавці (чисельник без використання композиції/знаменник з використанням композиції) Витрати чавуна, кг/т сталі Витрати композиції, кг/т сталі Витрати вапна, кг/т сталі Витрата плавикового шпату, кг/т сталі 867/859 867/860 866/862 865/859 865/862 868/862 870/858 867/862 864/859 865/858 -/2,5 -/2,8 -/3,0 -/4,1 -/4,25 -/4,5 -/4,5 -/4,7 -/5,5 -/5,5 72,0/71,7 71,7/71,5 71,85/71,5 71,8/71,2 72,1/71,5 72,0/70,6 71,85/71,2 71,8/70,9 71,6/71,8 71,8/71,8 0,80/0,78 0,79/0,75 0,81/0,79 0,79/0,65 0,78/0,61 0,79/0,60 0,81/0,58 0,81/0,57 0,79/0,81 0,78/0,79 Витрата навуглецьовувача, кг/т стали 4,5/4,25 4,2/4,0 4,65/3,85 4,12/2,25 4,87/2,15 5,11/2,65 4,23/2,11 4,78/2,35 4,62/3,85 4,98/3,97 Тем-ра повадки, °С Масова частка сірки в металі, % Основність шлаку 1612/1610 1610/1608 1611/1610 1612/1605 1615/1608 1614/1606 1610/1608 1612/1608 1616/1614 1612/1610 0,047/0,046 0,042/0,042 0,041/0,040 0,044/0,040 0,042/0,039 0,044/0,041 0,046/0,043 0,043/0,040 0,046/0,044 0,042/0,041 2,48/2,42 2,47/2,46 2,47/2,48 2,51/2,58 2,53/2,60 2,49/2,61 2,45/2,64 2,48/2,60 2,44/2,47 2,45/2,45 9 18173 10 Продовження таблиці 1 866/859 865/858 870/857 871/862 869/859 867/861 -/4,85 -/5,0 -/5,1 -/4,25 -/4,75 -/4,1 71,85/70,8 72,1/70,9 71,8/71,7 71,75/71,55 72,0/70,85 72,1/71,8 0,80/0,62 0,80/0,66 0,79/0,75 0,80/0,60 0,79/0,60 0,81/0,65 Аналіз отриманих даних показує, що у всіх плавках використання композиції для оптимізації шлакового режиму киснево-конверторної плавки забезпечує стабільне зниження витрати рідкого чавуна, вапна, плавикового шпату і навуглецьовувача при хорошому рівні десульфурації металу. При цьому найбільш помітно ефект застосування композиції виявляється при завантаженні приблизно 4,0-5,0кг/т сталі. Приклад 2 Виплавка сталі в мартенівській печі. Здійснюють завалку металевого брухту. Після завалки здійснюють прогрів, введення шлакоутворюючих матеріалів, у якості яких вводиться вапняк. Далі здійснюють заливання рідкого чавуна, плавлення і доведення, а також випуск плавки. Після розплавлювання металевої ванни в доведення плавки одночасно з завантаженням на дзе 5,2/2,53 5,15/2,51 4,65/2,22 4,70/2,15 4,67/2,15 4,56/2,35 1610/1605 1613/1606 1611/1606 1612/1609 1610/1605 1613/1606 0,041/0,038 0,040/0,038 0,042/0,039 0,044/0.040 0,041/0,037 0,042/0,039 2,58/2,64 2,59/2,67 2,47/2,50 2,42/2,56 2,57/2,63 2,45/2,58 ркало металу коригувальної добавки шлакоутворюючих матеріалів (вапна) здійснюють завантаження композиції для оптимізації шлакового режиму виплавки сталі наступного складу, мас.%: карбід кремнію SiC 11 оксиди лужноземельних металів 2 K2O+Na2O металевий алюміній Аlmet 21 металевий кремній Simet 5 оксид алюмінію АІ2О3 61 Компоненти композиції, що завантажується, мають вологість близько 1,5% при наступному фракційному складі: 20,0мм і менше 92,5% більш 20,0мм решта Кількість композиції, що завантажується, варіювали з розрахунку 0,95-2,23кг/т стали. Таблиця 2 Показники використання композиції в доведення мартенівської плавки (чисельник без використання композиції/знаменник з використанням композиції) Витрати матеріалу, кг/т сталі -/1,12 -/0,95 -/1,25 -/1,45 -/1,15 -/1,56 -/1,57 -/2,0 -/1,48 -/1,46 -/1,52 -/1,54 -/1,26 -/1,74 -/2,23 -/1,55 -/1,45 -/1,15 -/1,46 -/1,52 -/1,45 -/1,15 -/1,56 Швидкість нагрівання металу, °С/хв 1,2/1,4 1,1/1,4 0,8/1,5 0,9/1,4 1,1/1,6 1,3/1,7 1,1/1,4 1,2/1,5 1,3/1,7 1,0/1,8 0,9/1,6 0,7/1,5 1,1/1,4 1,2/1,6 1,3/1,7 1,0/1,3 0,9/1,4 1,1/1,6 1,0/1,8 0,9/1,6 0,9/1,4 1,1/1,6 1,3/1,7 Швидкість окислювання «С», %х10-2/хв. 0,19/0,32 0,18/0,32 0,16/0,34 0,18/0,31 0,20/0,35 0,22/0,35 0,18/0,31 0,19/0,32 0,23/0,35 0,16/0,37 0,15/0,35 0,12/0,32 0,19/0,32 0,22/0,35 0,24/0,36 0,19/0,30 0,18/0,31 0,20/0,35 0,16/0,37 0,15/0,35 0,18/0,31 0,20/0,35 0,22/0,35 Основність шлаку 1,47/1,85 1,35/1,74 1,42/1,68 1,44/1,89 1,36/1,68 1,38/1,75 1,34/1,68 1,46/1,65 1,28/1,72 1,31/1,76 1,36/1,65 1,29/1,85 1,26/1,69 1,42/1,54 1,46/1,67 1,45/1,78 1,44/1,89 1,36/1,68 1,31/1,76 1,36/1,65 1,44/1,89 1,36/1,68 1,38/1,75 Аналіз отриманих даних показує, що при використанні композиції для наведення (коректування) технологічного шлаку в мартенівській печі при доведенні сталі досягається значне збільшення швидкості нагрівання металевої ванни, і відбувається збільшення швидкості зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції та оптимальній її витраті в межах, що заявляються, забезпечує скорочення тривалості доведення плавки в мартенівській печі, поліпшення якості сталі і зниження витрат на ви Швидкість десульфурації, %х104 /хв. 1,3/2,2 1,2/2,1 0,95/2,0 0,89/2,3 1,1/2,2 0,96/2,2 0,95/2,3 1,2/2,1 1,0/2,2 1,1/2,4 0,96/2,1 0,56/2,3 0,98/2,0 1,2/2,0 1,3/2,1 1,0/2,4 0,89/2,3 1,1/2,2 1,1/2,4 0,96/2,1 0,89/2,3 1,1/2,2 0,96/2,2 Тем-ра присадки, °С Тем-ра випуску, °С Тривалість доведення, хв. 1549/1534 1546/1540 1534/1536 1536/1536 1542/1534 1548/1536 1538/1542 1539/1534 1555/1545 1570/1545 1548/1542 1564/1558 1553/1542 1546/1534 1564/1555 1552/1542 1536/1536 1542/1534 1570/1545 1548/1542 1536/1536 1542/1534 1548/1536 1632/1639 1640/1642 1642/1644 1645/1644 1642/1642 1644/1642 1645/1644 1642/1642 1644/1640 1644/1644 1643/1642 1642/1644 1645/1646 1644/1644 1642/1645 1642/1648 1645/1644 1642/1642 1644/1644 1643/1642 1645/1644 1642/1642 1644/1642 70/64 85/73 135/72 121/77 90/67 74/62 97/73 86/72 68/56 74/55 105/63 111/57 84/74 82/68 74/53 90/82 121/77 90/67 74/55 105/63 121/77 90/67 74/62 робництво сталі. При цьому найбільш помітно ефект застосування композиції виявляється при завантаженні приблизно 1,0 - 2,0кг/т сталі. Приклад 3 Виплавка сталі в електродуговій печі. Здійснюють завалку металошихти і введення шлакоутворюючих матеріалів, в якості яких вводиться розрахункова кількість вапна і плавикового шпату. Після завалки здійснюють плавлення, після чого здійснюють окисний, а потім рафінувальний періоди плавки. При цьому, у рафінувальний пері 11 18173 12 од плавки на дзеркало металу в електродугову піч, мають вологість близько 1,5% при наступному разом з вапном, подають композицію для оптиміфракційному складі: зації шлакового режиму доведення сталі до необ20,0мм і менше 92,5% хідної температури і хімічного складу. Зазначена більш 20,0мм решта композиція включає, мас. %: Після повного розплавлювання всіх компоненкарбід кремнію SiC 8 тів шлакової суміші здійснюються наступні коригуоксиди лужноземельних металів вальні заходи згідно з встановленою технологією 2,2 K2O+Na2O виплавки сталі в електродугових печах. Далі здійметалевий алюміній Аlmet 25 снюють випуск розплаву в сталерозливний ківш. металевий кремній Simet 5,5 Кількість композиції, що вводиться, варіювали оксид алюмінію АІ2О3 59,3 з розрахунку від 3,12 до 5,26кг/т сталі. Компоненти композиції, що завантажується, Таблиця 3 Показники використання композиції в рафінувальний період електродугової плавки (чисельник без використання композиції / знаменник з використанням композиції) Витрати композ., кг/т сталі Витрати вапна, кг/т сталі Швидкість нагрівання металу, °С/хв Основність шлаку Швидкість десульфурації, %х10-4хв. -/3,12 -/3,95 -/5,25 -/4,45 -/4,15 -/4,56 -/4,57 -/5,00 -/4,48 -/4,46 -/3,52 -/4,54 -/5,26 -/4,74 -/4,23 -/4,55 -/4,45 -/5,15 -/4,46 -/4,52 -/4,45 -/5,15 -/4,56 17,8/17,6 16,2/15,8 15,6/14,5 16,2/12,5 17,0/13,0 18,2/11,8 17,4/12,2 16,8/15,3 15,5/13,7 18,3/14,5 17,6/17,6 18,9/13,6 21,4/17,5 16,4/14,5 16,7/15,6 18,6/13,7 19,4/14,6 18,7/12,5 19,5/12,8 18,6/13,1 17,5/12,9 16,8/16,4 17,7/12,8 4,72/4,70 4,68/4,75 4,85/5,15 4,95/5,25 5,15/5,45 4,75/5,70 4,85/5,65 4,95/5,45 5,10/5,70 5,15/5,85 4,85/4,95 4,75/5,45 4,85/5,10 4,70/5,45 5,15/5,10 5,20/5,70 4,95/5,85 4,75/5,15 4,70/5,75 4,85/5,85 5,15/5,70 5,20/5,15 4,95/5,85 2,25/2,32 2,32/2,56 2,18/2,48 2,56/2,78 2,34/2,65 2,14/2,82 2,13/2,78 2,15/2,64 2,15/2,55 2,17/2,65 2,36/2,46 2,31/2,75 2,22/2,56 2,24/2,74 2,27/2,66 2,18/2,87 2,11/2,75 2,45/2,54 2,47/2,88 2,35/2,67 2,23/2,68 2,18/2,75 2,25/2,85 1,25/1,21 1,18/1,16 0,95/1,10 1,15/2,23 1,14/2,02 1,23/2,12 1,25/2,23 1,12/2,21 1,08/2,32 1,16/2,24 1,16/1,10 1,16/2,13 1,08/1,10 1,12/2,20 1,13/2,21 1,20/2,24 1,19/2,23 1,21/1,25 1,18/2,24 1,06/2,21 1,09/2,23 1,21/2,12 1,06/2,32 Аналіз отриманих даних показує, що при використанні композиції в рафінувальний період електродугової виплавки сталі досягається збільшення швидкості нагрівання металевої ванни, а також зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції та оптимальній її витраті в межах, що заявляються, забезпечує скорочення тривалості рафінувального періоду плавки в електродуговій печі, зниження витрати кремнієвмісних і марганцевмісних феросплавів, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування композиції виявляється при завантаженні приблизно 4,5-5,0кг/т сталі. Приклад 4 Позапічна обробка сталі. Здійснюють випуск розплаву зі сталеплавильного агрегату в ківш. У процесі випуску розплаву здійснюють подачу в ківш шлакоутворюючих матеріалів та металургійного вапна. При цьому одночасно з присадкою вапна на дзеркало металу здійснюють завантаження композиції для оптимізації шлакового режиму позапічної обробки сталі в кількості 1,5-3,0кг/т сталі (30-40% маси вапна). Зазначена композиція включає, мас. %: Витрати меленого 65% феросиліці ю, кг/т сталі 3,8/3,8 4,0/3,9 4,1/3,9 3,8/3,5 3,6/3,5 3,7/3,6 3,8/3,5 3,5/3,5 3,9/3,4 3,7/3,5 3,8/3,9 3,5/3,2 3,8/3,6 3,7/3,1 3,6/3,5 3,7/3,0 3,5/3,1 3,9/3,9 4,1/3.2 4,0/3,5 3,8/3,4 4,2/3,9 3,8/3,2 Витрати феромарганцю, кг/т сталі Тривалість рафінувального періоду, хв. 5,12/5,25 5,25/5,35 5,10/5,15 5,75/5,05 5,65/5,25 5,35/5,10 5,25/5,11 5,12/5,23 5,70/5,12 5,35/5,18 5,15/5,25 5.35/5,35 5,75/5,55 5,65/5,55 5,55/5,35 5,14/5,25 5,31/5,24 5,28/5,11 5,15/5,05 5,35/5,15 5,45/5,18 5,14/5,08 5,65/5,24 30/34 35/35 45/36 32/30 30/25 30/28 30/26 32/25 34/25 32/28 34/36 35/26 40/35 35/26 32/25 30/27 36/25 35/29 34/25 38/30 40/26 30/31 38/30 карбід кремнію SiC 5 оксиди лужноземельних металів 1,5 K2O+Na2O металевий алюміній Аlmet 20 металевий кремній Simet 6 оксид алюмінію АІ2О3 6 Компоненти композиції, що завантажується, мають вологість близько 1,5% при наступному фракційному складі: 20,0мм і менше 92,5% більш 20,0мм решта. Таким чином, двокомпонентна тверда шлакоутворююча суміш, що включає металургійне вапно і композицію для оптимізації шлакового режиму виплавки сталі міститься в бункер з феросплавами в першу чергу. Після наповнення сталерозливного ковша металом на 1/7-1/6 його висоти здійснюють присадку феросплавів з бункера, при цьому вапно разом із зазначеною композицією надходить у метал в останню чергу. У випадку механізованої подачі феросплавів у ківш вапно разом із зазначеною композицією подають відразу ж після присадки феросплавів по єдиному тракті. Далі здійснюють продувку розплаву нейтральним газом за встановленою технологією. 13 18173 14 Кількість композиції, що вводиться, варіювали з розрахунку від 1,45 до 3,25кг/т сталі (30-40% маси вапна). Tаблиця 4 Показники використання композиції для позапічної обробки сталі в ковші на випуску зі сталеплавильного агрегату (чисельник без використання композиції / знаменник з використанням композиції) Витрати композиції, кг -/145 -/150 -/200 -/250 -/200 -/200 -/250 -/200 -/250 -/200 -/200 -/200 -/200 -/250 -/200 -/250 -/250 -/250 -/250 -/250 -/250 -/200 -/200 -/200 -/250 -/275 -/300 -/325 Витрати вапна, кг Витрати плавик. шпату, кг 600/600 600/650 600/600 600/650 650/600 600/600 600/650 650/600 600/700 600/600 650/600 600/600 650/600 600/650 650/600 600/650 600/700 650/700 600/650 650/650 600/650 650/600 600/600 600/600 650/700 650/650 650/700 600/650 200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/200/ Витрати кускового алюмінію, кг 35/35/35/35/35/40/35/40/40/35/35/35/40/35/40/40/35/35/35/40/35/40/40/35/35/35/40/35/ Аналіз отриманих даних показує, що при використанні композиції в складі шлакоутворючої суміші для позапічної обробки сталі в ковші на випуску плавки зі сталеплавильного агрегату досягається значне, у порівнянні з традиційними шлакоутворюючими сумішами, збільшення ступеня десульфурації металу. Включення до складу шлакоутворюючої суміші заявленої композиції, за інших рівних умов позапічної обробки сталі в сталерозливному ковші, сприятливо впливає на зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції і оптимальній її витраті в межах, що заявляються, забезпечує зниження витрати плавикового шпату і кускового алюмінію, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування композиції виявляється при завантаженні приблизно 1,5 3,0кг/т сталі (30 - 40% маси вапна). Приклад 5. Позапічна обробка сталі на установках типу «ківш-піч». Здійснюють випуск розплаву з печі в ківш, після чого здійснюють подачу в ківш у процесі випуску розплаву шлакоутворюючих матеріалів. Надалі, Тем-ра металу на випуску, °С Вміст S до обробки, % Вміст S після обробки, % Вилучено S, % 1650/1646 1640/1642 1640/1640 1640/1645 1644/1640 1640/1642 1648/1645 1640/1642 1636/1640 1648/1645 1644/1644 1636/1640 1648/1645 1636/1640 1640/1640 1644/1642 1644/1644 1644/1640 1640/1640 1644/1644 1648/1645 1640/1640 1640/1640 1640/1642 1640/1642 1648/1645 1640/1640 1640/1642 0,043/0,041 0,040/0,032 0,042/0,040 0,040/0,032 0,037/0,035 0,042/0,041 0,041/0,045 0,040/0,040 0,035/0,038 0,034/0,036 0,040/0,044 0,036/0,038 0,038/0,036 0,040/0,040 0,040/0,037 0,041/0,046 0,042/0,040 0,035/0,040 0,040/0,040 0,041/0,038 0,045/0,039 0,040/0,042 0,041/0,035 0,040/0,036 0,040/0,040 0,041/0,040 0,045/0,040 0,043/0,041 0,037/0,035 0,035/0,024 0,035/0,025 0,035/0,028 0,030/0,022 0,035/0,028 0,035/0,032 0,034/0,034 0,028/0,020 0,030/0,029 0,035/0,034 0,030/0,030 0,032/0,029 0,035/0,030 0,034/0,020 0,035/0,033 0,035/0,034 0,030/0,024 0,034/0,028 0,035/0,034 0,040/0,030 0,035/0,034 0,035/0,025 0,035/0,027 0,034/0,025 0,033/0,024 0,036/0,028 0,037/0,034 0,006/0,006 0,005/0,008 0,007/0,015 0,005/0,004 0,007/0,013 0,007/0,012 0,006/0,013 0,006/0,006 0,007/0,018 0,004/0,007 0,005/0,010 0,006/0,008 0,006/0,007 0,005/0,010 0,006/0,017 0,006/0.013 0,007/0,006 0,005/0,016 0,006/0,012 0,006/0,004 0,005/0,009 0,005/0,008 0,006/0,010 0,005/0,009 0,006/0,015 0,008/0,016 0,009/0,012 0,006/0,007 після доставки ковша з металом на установку для позапічної обробки сталі одночасно з присадкою вапна на дзеркало металу вручну (чи механізованим способом) здійснюють завантаження композиції для оптимізації шлакового режиму позапічної обробки сталі в кількості 1,5-3,0кг/т сталі. При цьому зазначена композиція включає, мас. %: карбід кремнію SiC 8 оксиди лужноземельних металів 1,7 K2O+Na2O металевий алюміній Аlmet 22 металевий кремній Simet 5,8 оксид алюмінію АІ2О3 62,5 Компоненти композиції, що завантажується, мають наступний фракційний склад: 20,0мм і менше 92,5% більш 20,0мм решта. Після повного розплавлювання всіх компонентів шлакової суміші здійснюються подальші коригувальні заходи згідно встановленої технології позапічної обробки сталі на установках типу «ківшпіч». Кількість композиції, що подається, варіювали з розрахунку 1,5-3,0кг/т сталі. 15 18173 16 Таблиця 5 Показники використання композиції для позапічної обробки сталі на установці типу «ківш-піч» (чисельник без використання композиції/знаменник з використанням композиції) Витрати композиції, кг/т сталі Витрати вапна, кг/т сталі -/2,12 -/1,95 -/2,25 -/2,45 -/2,15 -/2,56 -/2,97 -/3,00 -/2,0 -/1,48 -/2,46 -/1,52 -/1,54 -/2,26 -/1,74 -/2,23 -/1,55 -/2,45 -/2,15 -/2,46 -/1,52 -/1,45 -/2,15 -/1,56 14,8/11,6 12,2/11,8 15,6/10,5 14,2/11,5 13,0/11,0 14,2/10,8 13,4/10,2 12,8/9,8 14,8/11,3 13,5/10,7 14,3/9,5 14,6/10,6 15,9/10,6 14,4/9,5 13,4/10,5 14,7/10,6 12,6/10,7 13,4/9,6 14,7/10,5 15,5/10,8 16,6/13,1 14,5/12,9 13,8/12,4 14,7/12,8 Витрати плавиковог о шпату, кг/т сталі 0,12/0,15/0,20/0,18/0,11/0,16/0,24/0,24/0,24/0,15/0,12/0,11/0,14/0,15/0,10/0,25/0,16/0,11/0,14/0,15/0,24/0,16/0,17/0,24/ Основність шлаку 2,55/2,62 2,62/2,66 2,48/2,68 2,56/2,78 2,64/2,65 2,64/2,82 2,53/2,78 2,55/2,8 2,65/2,64 2,75/2,65 2,67/2,65 2,66/2,66 2,51/2,75 2,52/2,56 2,64/2,74 2,67/2,66 2,68/2,87 2,61/2,75 2,55/2,64 2,67/2,78 2,65/2,67 2,63/2,68 2,68/2,75 2,65/2,85 Аналіз отриманих даних показує, що при використанні композиції в складі шлакоутворюючих матеріалів для позапічної обробки сталі на установці типу «ківш-піч» досягається значне, у порівнянні з традиційними шлакоутворюючими сумішами, збільшення ступеня десульфурації металу. Використання в складі шлакоутворюючих матеріалів заявленої композиції, за інших рівних умов позапічної обробки сталі на установці типу «ківшпіч», сприятливо впливає на зниження масової частки сірки в металі, що, при виконанні усіх вимог щодо параметрів композиції і оптимальній її витраті в межах, що заявляються, забезпечує виключення застосування плавикового шпату, скорочення тривалості обробки, поліпшення якості сталі і зниження витрат на виробництво сталі. При цьому найбільш помітно ефект застосування компо Комп’ютерна верстка Н. Лисенко Швидкість нагрівання металу, °С/хв.. 3,72/3,70 3,68/3,75 3,85/4,15 3,95/4,25 3,15/3,45 3,75/3,70 3,85/3,65 3,90/3,60 3,95/3,45 3,10/3,70 3,15/3,85 3,85/3,95 3,75/3,45 3,85/3,10 3,70/3,45 3,15/4,10 3,20/3,70 3,95/3,85 3,75/4,15 3,70/3,75 3,85/3,85 3,15/3,70 3,20/4,15 3,95/3,85 Швидкість десульфурації, %х10-4/хв. 4,25/5,21 4,18/5,16 3,95/5,10 4,15/5,23 4,14/5,02 4,23/5,12 4,25/5,23 4,18/5,22 4,12/5,21 4,08/5,32 4,16/5,24 4,16/5,10 4,16/5,13 4,08/5,10 4,12/5,20 4,13/5,21 4,20/5,24 4,19/5,23 4,21/5,25 4,18/5,24 4,06/5,21 4,09/5,23 4,21/5,12 4,06/5,32 Масова частка в шлаку Fe+Mn, % 2,8/1,8 2,0/1,9 3,1/1,9 2,8/1,5 2,6/1,5 2,7/1,6 2,8/1,5 2,9/1,5 2,5/1,5 2,9/1,4 2,7/1,5 2,8/1,9 2,5/1,2 2,8/1,6 2,7/1,1 2,6/1,5 2,7/1,0 2,5/1,1 2,9/1,9 3,1/1,2 2,0/1,5 2,8/1,4 3,2/1,9 2,8/1,2 Тривалість позапічної обробки, хв. 45/36 47/38 52/36 50/40 45/35 46/48 46/36 45/35 52/35 48/45 50/48 51/46 52/46 50/45 48/46 50/45 48/47 46/45 45/39 44/35 48/40 50/46 48/41 50/40 зиції виявляється при завантаженні приблизно 1,53,0кг/т сталі. Таким чином, композиція для оптимізації шлакового режиму виплавки сталі, що заявляється, забезпечує оптимізацію хімічного складу і підвищення рафінувального потенціалу шлакової фази за рахунок прискорення активізації основних хімічних компонентів шлакового розплаву, а також більш швидкого формування активної шлакової фази з заданими властивостями. Крім того, корисна модель дозволяє підвищити ефективність виплавки сталі при кисневоконверторній виплавці сталі, виплавці сталі в мартенівській печі, електродуговому способі виплавки сталі, при позапічній обробці сталі, у тому числі в ковші та в установках типу «ківш-піч». Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for optimization of slag smelting conditions of steel
Автори англійськоюAstakhov Mykola Mykolaiovych, Komar Viktor Volodymyrovych
Назва патенту російськоюКомпозиция для оптимизации шлакового режима выплавки стали
Автори російськоюАстахов Николай Николаевич, Комар Виктор Владимирович
МПК / Мітки
МПК: C21C 5/54
Мітки: композиція, шлакового, виплавки, режиму, сталі, оптимізації
Код посилання
<a href="https://ua.patents.su/8-18173-kompoziciya-dlya-optimizaci-shlakovogo-rezhimu-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Композиція для оптимізації шлакового режиму виплавки сталі</a>
Електродуговий спосіб виплавки сталі
Номер патенту: 18171
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21B 13/00
Мітки: сталі, електродуговий, виплавки, спосіб
Формула / Реферат:
1. Електродуговий спосіб виплавки сталі, що включає завалку металошихти, плавлення, доведення розплаву до необхідної температури, проведення окисного і рафінувального періодів плавки металу і випуск розплаву, який відрізняється тим, що в рафінувальний період плавки на дзеркало металу в електродуговій печі подають композицію для оптимізації шлакового режиму виплавки, що включає, мас. %: карбід кремнію SiC ...
Спосіб заправляння футерівки конвертера для виплавки сталі

Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Бродський Олександр Сергійович, Кекух Анатолій Володимирович, Стовпченко Ганна Петрівна, Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич, Шеремет Володимир Олександрович
МПК: C21C 5/44
Мітки: заправляння, конвертера, сталі, спосіб, виплавки, футерівки
Формула / Реферат:
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають...
Спосіб виготовлення брикетів для виплавки сталі
Номер патенту: 61866
Опубліковано: 17.11.2003
Автори: Романченко Валерій Леонідович, Серветник Віталій Михайлович, Вавілов Олександр Федорович, Мальчіков Костянтин Віталійович
МПК: C22B 1/24
Мітки: сталі, спосіб, виготовлення, брикетів, виплавки
Формула / Реферат:
1. Спосіб виготовлення брикетів для виплавки сталі, що включає завантаження суміші із твердих дисперсних залізовмісних, шлакоутворюючих і вуглецевмісних матеріалів в матрицю преса та брикетування, який відрізняється тим, що брикетування здійснюють в замкнутому об'ємі в оболонці із синтетичних полімерних матеріалів.2. Спосіб по п. 1, який відрізняється тим, що оболонку виготовляють із заліза.3. Спосіб по п. 1, який відрізняється...
Спосіб виплавки сталі в мартенівській печі
Номер патенту: 73902
Опубліковано: 15.09.2005
Автори: Лещенко Єгор Миколайович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович, Бойко Володимир Семенович, Коваль Сергій Олексійович, Кладіті Георгій Олександрович, Мастицький Анатолій Іванович, Годинський Олександр Анатольович, Якін Михайло Миколайович, Прахнін Вячеслав Леонідович, Цимбой Олександр Васильович, Комар Сергій Михайлович
Мітки: мартенівській, виплавки, спосіб, сталі, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, що включає введення у шлакометалеву ванну печі в періоди плавлення й доведення сталі твердого теплоносія у вигляді брикетів, виготовлених з відсівів екзотермічних феросплавів, який відрізняється тим, що в період введення брикетів їх щільність становить 1,3 - 1,8 щільності пічних шлаків, а відкрита пористість 30 - 40 %, причому відсіви екзотермічних феросплавів включають марганець, співвідношення...
Шихта для виплавки сталі

Номер патенту: 47979
Опубліковано: 15.07.2002
Автори: Овчарук Анатолій Миколайович, Сербін Володимир Вікторович, Щербань Ігор Михайлович, Дерюгін Олександр Олександрович, Гасик Михайло Іванович, Семенов Ігор Олександрович, Дерев'янко Ігор Володимирович
МПК: C21C 5/00
Формула / Реферат:
Шихта для виплавки сталі, що включає сталевий брухт, навуглецювальні матеріали, шлакоутворюючі речовини, яка відрізняється тим, що вона містить в ролі навуглецювальника вуглецевокарбідкремнієвий матеріал та вуглець високотемпературної кальцинації при наступному співвідношенні компонентів, ваг. %: вуглецевокарбідкремнієвий матеріал 0,4-1,1 вуглець високотемпературної кальцинації ...
Попередній патент: Спосіб позапічної обробки сталі
Наступний патент: Спосіб киснево-конверторної виплавки сталі
Випадковий патент: Спосіб діагностики короткозорості мінімального ступеня