Спосіб виготовлення плит з чотирма скошеними кромками з гідравлічного в’яжучого, лінія для виробництва вказаних плит
Номер патенту: 94609
Опубліковано: 25.05.2011
Автори: Мадейра Жозе, Меттаван Стефан, Ріба Домінік, Лоран Жан-Луї
Формула / Реферат
1. Спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють:
1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), що має щонайменше дві формуючі планки, забезпечені подовжніми мірними лінійками, і покриває другий облицювальний матеріал так, щоб отримати заготовку (5), потім здійснюють виконання відтиснення (12) у верхній частині і/або відтиснення (12bis) в нижній частині заготовки перед першою формуючою планкою шляхом використання щонайменше однієї рейки (6), яка має щонайменше дві периферичні частини (61, 62); і яка містить множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65) на рівні периферичних частин;
2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2);
3) різання заготовки (5) на рівні скосу (8), створеного відтисненням (12) на плиті з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки, перпендикулярні першим.
2. Спосіб за п. 1, який відрізняється тим, що відтиснення виконують введенням планки перед пристроєм (4) з формуючою пластиною.
3. Спосіб за п. 1 або 2, який відрізняється тим, що відтиснення (12bis) виконують на нижній частині заготовки (5).
4. Спосіб за п. 1 або 2, який відрізняється тим, що відтиснення (12) виконують на верхній частині заготовки (5).
5. Спосіб за п. 4 для виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють:
1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), що має щонайменше дві формуючі планки, забезпечені подовжніми мірними лінійками, і покриває другий облицювальний матеріал так, щоб отримати заготовку (5), потім здійснюють виконання відтиснення (12) у верхній частині заготовки перед першою формуючою планкою шляхом використання щонайменше однієї рейки (6) з щонайменше двома периферичними частинами (61, 62);
2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2);
3) різання заготовки (5) на рівні стоншеної ділянки (8), створеної відтисненням (12) на плиті з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки, перпендикулярні першим.
6. Спосіб за п. 1, який відрізняється тим, що рейку витягують перед початком гідравлічного схоплювання.
7. Спосіб за п. 1, який відрізняється тим, що стрижень є плоским зі співвідношенням сторін між 10:1 і 3:1.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63), ширина останньої становить 20-90 %, переважно 25-60 %, загальної ширини рейки.
9. Спосіб за одним з пп. 1-8, який відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63) з множиною пазів (64а, 64b).
10. Спосіб за п. 9, який відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину - 8-20 мм, а відстань між пазами становить 15-30 мм.
11. Спосіб за одним з пп. 1-10, який відрізняється тим, що гідравлічним в'яжучим є гіпс.
12. Спосіб за одним з пп. 1-11, який відрізняється тим, що відтиснення виконують на верхній частині заготовки, щоб виготовити плиту, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим.
13. Спосіб за п. 12, в якому другі паралельні кромки (25bis) плити є поперечними.
14. Спосіб за одним з пп. 1-13, в якому плита також має дві треті скошені кромки (25ter), паралельні другим скошеним кромкам (25bis), на іншій стороні плити, іншій, ніж лицьова, з другими скошеними кромками (25bis).
15. Спосіб за п. 14, в якому співвідношення глибини других скошених кромок (25bis) плити до глибини третіх скошених кромок знаходиться в межах від 1 до 10, переважно 2-5.
16. Спосіб за одним з пп. 1-15, в якому другі інші скошені паралельні кромки (25bis) плити мають ширину 100-200 мм.
17. Спосіб за п. 16, в якому ширина других скошених паралельних кромок (25bis) плити становить 120-180 мм або 150-200 мм, або 100-150 мм.
18. Спосіб за одним з пп. 1-17, в якому перші (10) і другі паралельні кромки (25bis) плити мають приблизно однакову довжину.
19. Спосіб за одним з пп. 1-17, в якому інші скошені паралельні кромки (25bis) плити мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених паралельних кромок (10) становить 1,5-5,0, переважно 2-4.
20. Лінія для виробництва плит з гідравлічного в'яжучого із заготовки (5), що має облицювальний матеріал (1), що покривається складом гідравлічного в'яжучого, встановленого на конвеєрі (7) з формуючою планкою, обладнаною подовжніми мірними лінійками; причому вказана лінія також забезпечена пристроєм, що виконує відтиснення (12) на заготовці перед першою формуючою планкою, відтиснення виконують на верхній частині заготовки, а пристрій формування відтиснення складається щонайменше з:
рами (101);
першої пари шківів (102, 103), встановлених на першому краю (104) рами (101), і другої пари шківів (105, 106), встановлених на другому краю (107) рами (101); перші шківи (102, 103) і другі шківи (105, 106) розташовані в паралельних площинах; причому шківи розташовані один проти одного (102, 103) і (105, 106) ідентичні;
два привідні ремені (108, 109) охоплюють відповідно першу пару шківів (102, 103) і другу пару шківів (105, 106);
на ременях (108, 109) встановлена знімним чином щонайменше одна рейка (6), яка розташована між вказаними ременями (108, 109) таким чином, що її подовжня вісь паралельна осі обертання шківів (102, 103, 105, 106);
рейка (6) має щонайменше дві периферичні частини (61, 62) і множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65) на рівні периферичних частин;
відстань між привідними ременями (108, 109, 206) пристрою щонайменше дорівнює ширині заготовки (5), і він організований відповідним чином так, що коли його привідні ремені (108, 109, 206) повертаються, щонайменше одна рейка (6) утворює на заготовці (5) відтиснення (12 або 12а).
21. Лінія за п. 20, яка відрізняється тим, що вона також має верхню (214) і нижню (215) формуючі пластини, між якими може проходити рейка (6).
22. Лінія за пп. 20 і 21, яка відрізняється тим, що гідравлічним в'яжучим є гіпс.
23. Лінія за одним з пп. 20-22, яка відрізняється тим, що стержень є плоским зі співвідношенням сторін між 10:1 і 3:1.
24. Лінія за одним з пп. 20-23, яка відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63), при цьому ширина центральної частини становить 20-90 %, переважно 25-60 %, загальної ширини рейки.
25. Лінія за одним з пп. 20-23, яка відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63) з множиною пазів (64а, 64b).
26. Лінія за п. 25, яка відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину - 8-20 мм, а відстань між пазами становить 15-30 мм.
27. Спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на іншій стороні - дві другі інші скошені паралельні кромки 25bis), перпендикулярні першим, при цьому в способі виробництва використовується виробнича лінія за одним з пп. 20-26.
28. Рейка (6), що має дві периферичні частини (61, 62), розділені центральною частиною, яка відрізняється тим, що вона має множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65), при цьому ширина центральної частини становить 20-90 %, переважно 25-60 %, загальної ширини рейки, причому в центральній частині виконана множина пазів (64а, 64b).
29. Рейка за п. 28, яка відрізняється тим, що стержень є плоским зі співвідношенням сторін між 10:1 і 3:1.
30. Рейка за п. 28 або 29, яка відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину - 8-20 мм, а відстань між пазами становить 15-30 мм.
Текст
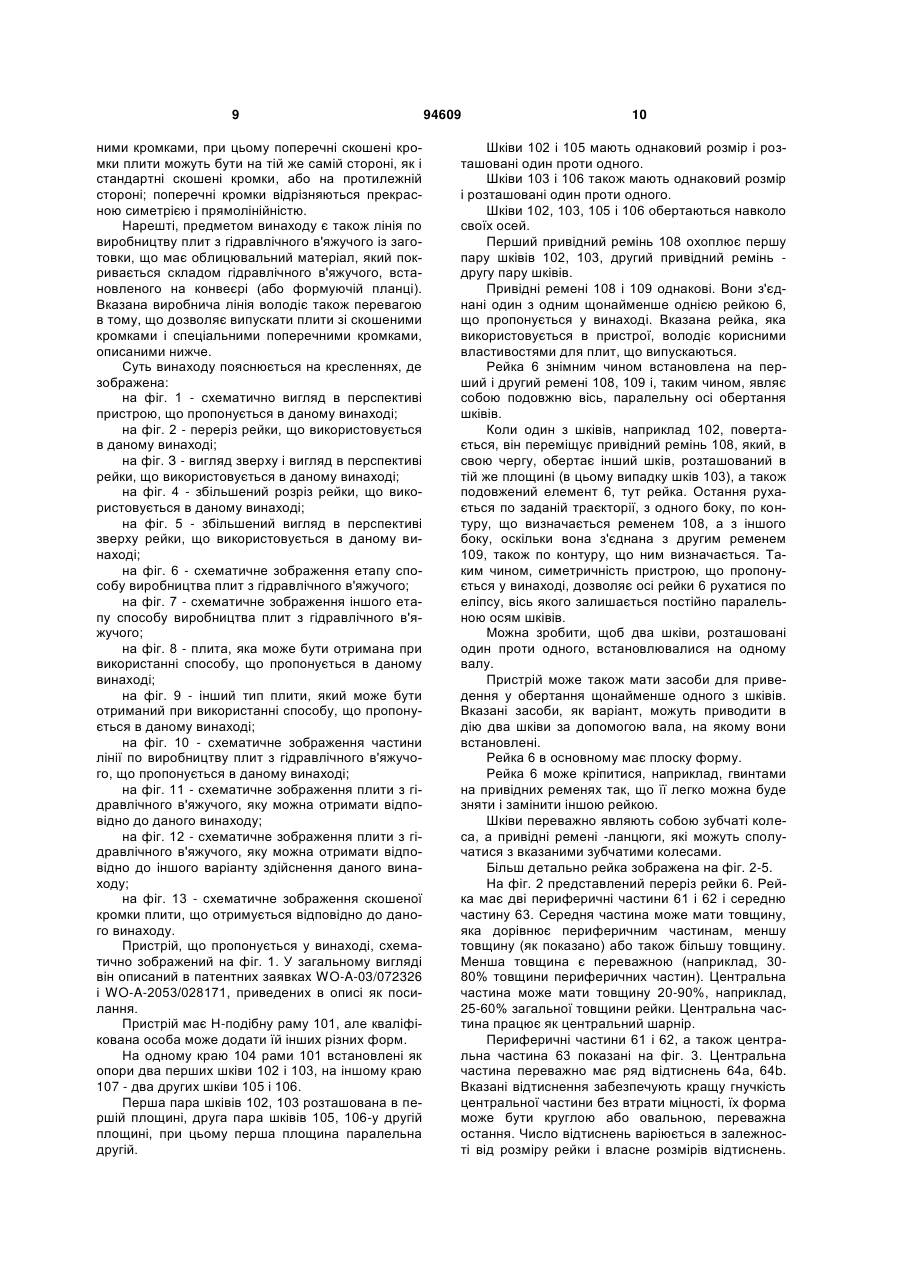
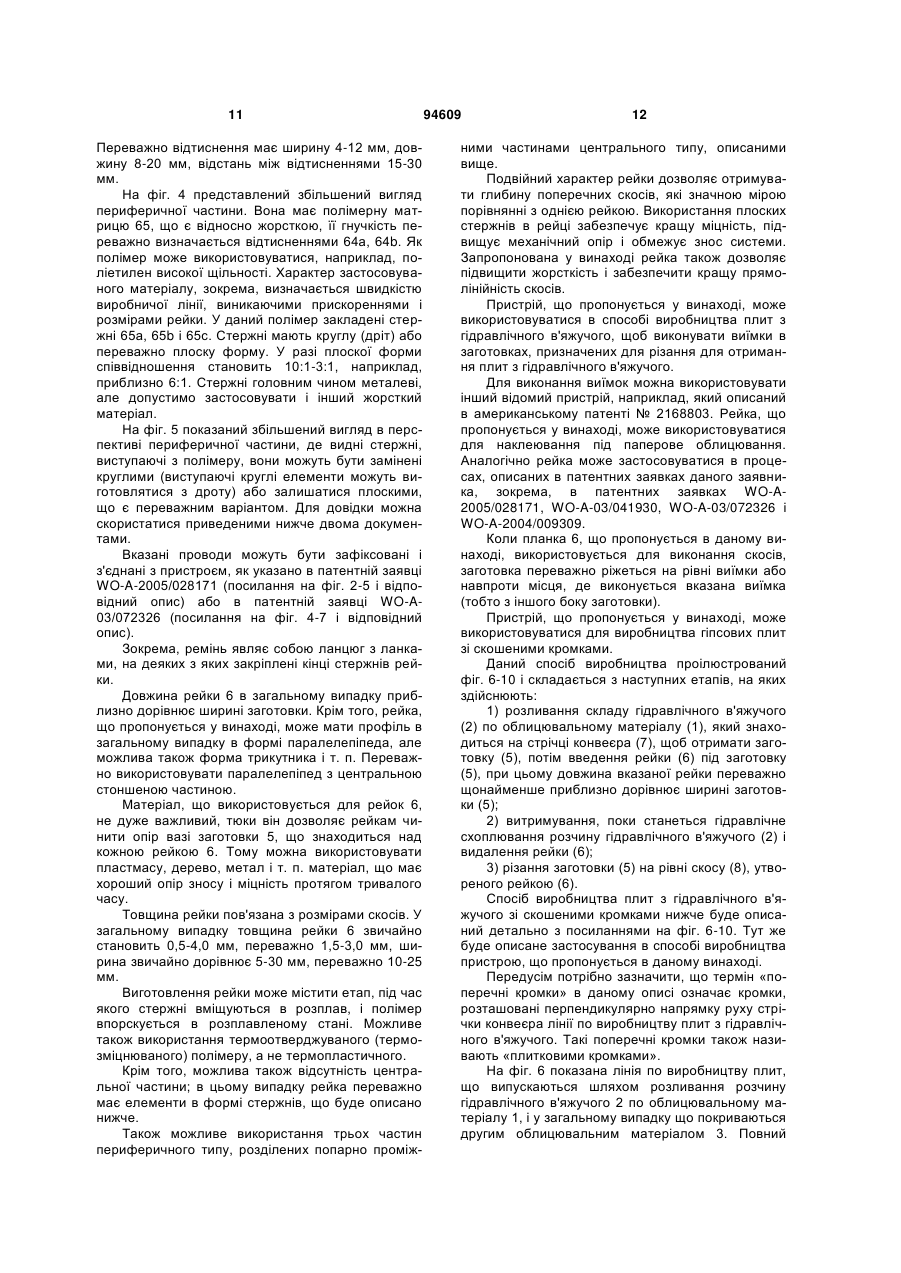
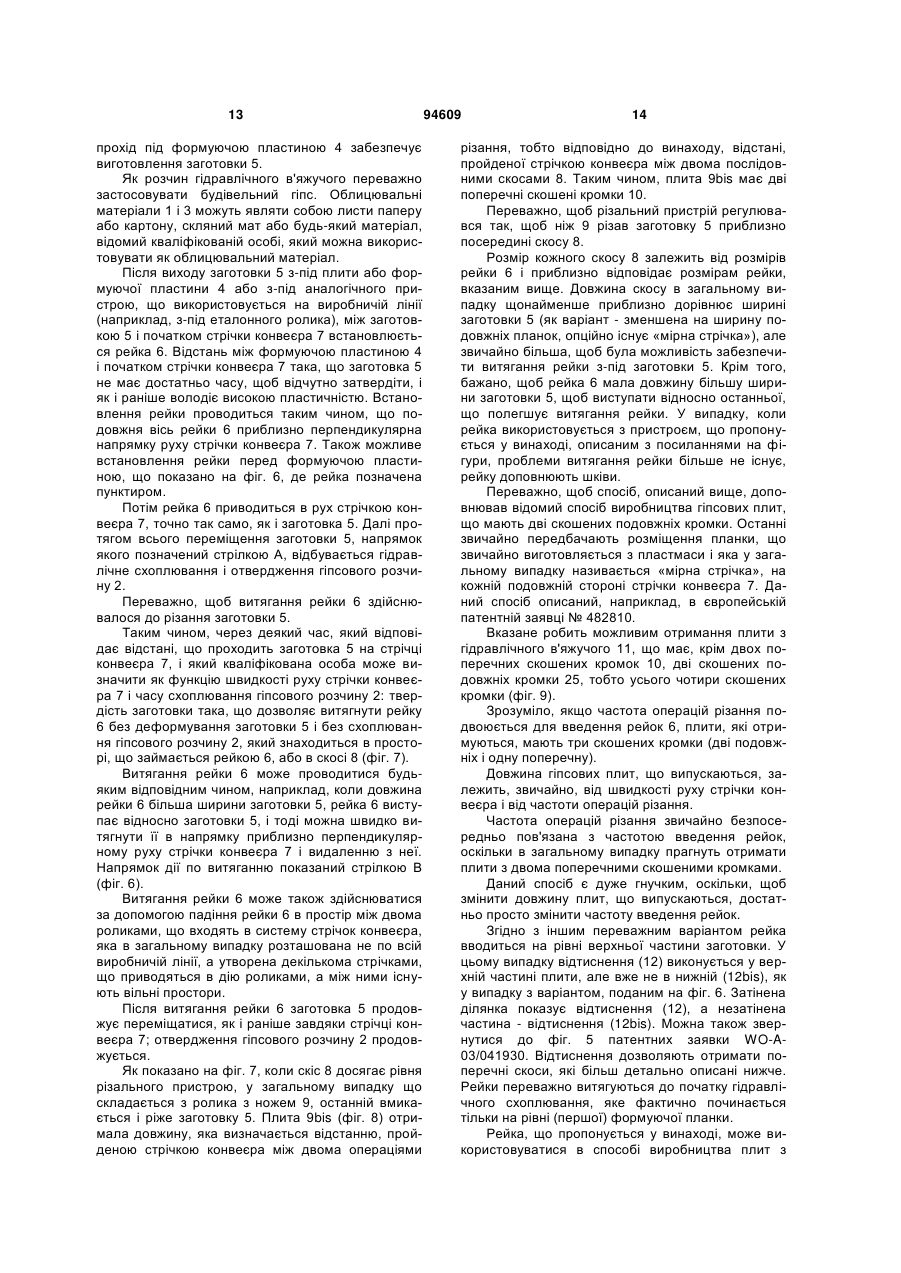
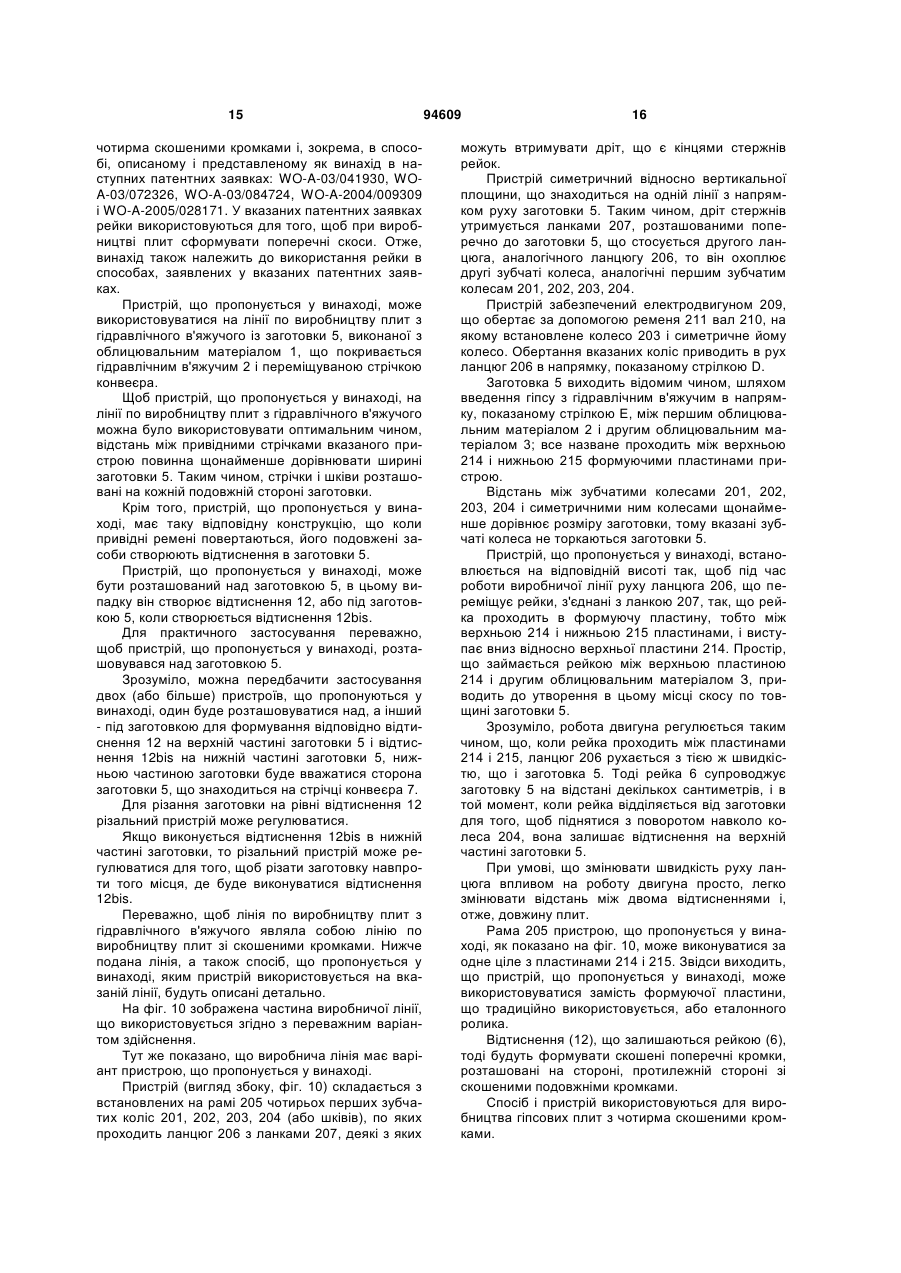
1. Спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють: 1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), що має щонайменше дві формуючі планки, забезпечені подовжніми мірними лінійками, і покриває другий облицювальний матеріал так, щоб отримати заготовку (5), потім здійснюють виконання відтиснення (12) у верхній частині і/або відтиснення (12bis) в нижній частині заготовки перед першою формуючою планкою шляхом використання щонайменше однієї рейки (6), яка має щонайменше дві периферичні частини (61, 62); і яка містить множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65) на рівні периферичних частин; 2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2); 3) різання заготовки (5) на рівні скосу (8), створеного відтисненням (12) на плиті з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки і на тій же самій стороні або на іншій 2 (19) 1 3 8. Спосіб за одним з пп. 1-7, який відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63), ширина останньої становить 20-90 %, переважно 25-60 %, загальної ширини рейки. 9. Спосіб за одним з пп. 1-8, який відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63) з множиною пазів (64а, 64b). 10. Спосіб за п. 9, який відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину 8-20 мм, а відстань між пазами становить 15-30 мм. 11. Спосіб за одним з пп. 1-10, який відрізняється тим, що гідравлічним в'яжучим є гіпс. 12. Спосіб за одним з пп. 1-11, який відрізняється тим, що відтиснення виконують на верхній частині заготовки, щоб виготовити плиту, що має облицювання на кожній стороні, а також на одній стороні дві перші скошені паралельні кромки (10) і на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим. 13. Спосіб за п. 12, в якому другі паралельні кромки (25bis) плити є поперечними. 14. Спосіб за одним з пп. 1-13, в якому плита також має дві треті скошені кромки (25ter), паралельні другим скошеним кромкам (25bis), на іншій стороні плити, іншій, ніж лицьова, з другими скошеними кромками (25bis). 15. Спосіб за п. 14, в якому співвідношення глибини других скошених кромок (25bis) плити до глибини третіх скошених кромок знаходиться в межах від 1 до 10, переважно 2-5. 16. Спосіб за одним з пп. 1-15, в якому другі інші скошені паралельні кромки (25bis) плити мають ширину 100-200 мм. 17. Спосіб за п. 16, в якому ширина других скошених паралельних кромок (25bis) плити становить 120-180 мм або 150-200 мм, або 100-150 мм. 18. Спосіб за одним з пп. 1-17, в якому перші (10) і другі паралельні кромки (25bis) плити мають приблизно однакову довжину. 19. Спосіб за одним з пп. 1-17, в якому інші скошені паралельні кромки (25bis) плити мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених паралельних кромок (10) становить 1,55,0, переважно 2-4. 20. Лінія для виробництва плит з гідравлічного в'яжучого із заготовки (5), що має облицювальний матеріал (1), що покривається складом гідравлічного в'яжучого, встановленого на конвеєрі (7) з формуючою планкою, обладнаною подовжніми мірними лінійками; причому вказана лінія також забезпечена пристроєм, що виконує відтиснення (12) на заготовці перед першою формуючою планкою, відтиснення виконують на верхній частині заготовки, а пристрій формування відтиснення складається щонайменше з: рами (101); першої пари шківів (102, 103), встановлених на першому краю (104) рами (101), і другої пари шківів (105, 106), встановлених на другому краю (107) рами (101); перші шківи (102, 103) і другі шківи 94609 4 (105, 106) розташовані в паралельних площинах; причому шківи розташовані один проти одного (102, 103) і (105, 106) ідентичні; два привідні ремені (108, 109) охоплюють відповідно першу пару шківів (102, 103) і другу пару шківів (105, 106); на ременях (108, 109) встановлена знімним чином щонайменше одна рейка (6), яка розташована між вказаними ременями (108, 109) таким чином, що її подовжня вісь паралельна осі обертання шківів (102, 103, 105, 106); рейка (6) має щонайменше дві периферичні частини (61, 62) і множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65) на рівні периферичних частин; відстань між привідними ременями (108, 109, 206) пристрою щонайменше дорівнює ширині заготовки (5), і він організований відповідним чином так, що коли його привідні ремені (108, 109, 206) повертаються, щонайменше одна рейка (6) утворює на заготовці (5) відтиснення (12 або 12а). 21. Лінія за п. 20, яка відрізняється тим, що вона також має верхню (214) і нижню (215) формуючі пластини, між якими може проходити рейка (6). 22. Лінія за пп. 20 і 21, яка відрізняється тим, що гідравлічним в'яжучим є гіпс. 23. Лінія за одним з пп. 20-22, яка відрізняється тим, що стержень є плоским зі співвідношенням сторін між 10:1 і 3:1. 24. Лінія за одним з пп. 20-23, яка відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63), при цьому ширина центральної частини становить 2090 %, переважно 25-60 %, загальної ширини рейки. 25. Лінія за одним з пп. 20-23, яка відрізняється тим, що рейка має дві периферичні частини (61, 62), розділені центральною частиною (63) з множиною пазів (64а, 64b). 26. Лінія за п. 25, яка відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину - 8-20 мм, а відстань між пазами становить 15-30 мм. 27. Спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на іншій стороні - дві другі інші скошені паралельні кромки 25bis), перпендикулярні першим, при цьому в способі виробництва використовується виробнича лінія за одним з пп. 20-26. 28. Рейка (6), що має дві периферичні частини (61, 62), розділені центральною частиною, яка відрізняється тим, що вона має множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65), при цьому ширина центральної частини становить 20-90 %, переважно 25-60 %, загальної ширини рейки, причому в центральній частині виконана множина пазів (64а, 64b). 29. Рейка за п. 28, яка відрізняється тим, що стержень є плоским зі співвідношенням сторін між 10:1 і 3:1. 30. Рейка за п. 28 або 29, яка відрізняється тим, що пази (64а, 64b) мають ширину 4-12 мм, довжину - 8-20 мм, а відстань між пазами становить 1530 мм. 5 Винахід належить до способу виготовлення плит з чотирма скошеними кромками з гідравлічного в'яжучого, виробничої лінії, що використовується для цього, а також спеціального елемента. У американському патенті № 2991824 відтиснення 51 А, 51В виконуються в заготовці, призначеній для різання для отримання гіпсових плит за допомогою (див., зокрема, фіг. 1 і колонку 3, рядки 29-43 даного патенту) використання конвеєра 20, який повертається на двох роликах 21 і має виступаючий елемент 25. Потім заготовка обрізається в середині відтиснень так. щоб отримувати плити зі скошеними краями або скошеними поперечними кромками. У американському патенті № 2246987 відтиснення виконуються в заготовці, призначеній для різання, так, щоб отримувати гіпсові плити за допомогою (див., зокрема, фіг. 1 і 7) конвеєра 0, що має множину виступаючих елементів 23, 38. У одному з варіантів здійснення винаходу відтиснення виконуються одночасно по обох сторонах плити. У американському патенті № 2168803 відтиснення виконуються в заготовці, призначеній для різання, так, щоб отримувати гіпсові плити за допомогою опорних елементів 21 (див., зокрема, фіг. 1). Вказані опорні елементи можуть тимчасово фіксуватися на нижній поверхні, наприклад дротяними скобами, вони застосовуються зокрема до нанесення на поверхню гіпсового тіста, але їх застосування також можливе після нанесення тіста. У патентній заявці WO-A-2005/028171 описується нова плита з чотирма скошеними кромками, а також спосіб її виготовлення і пристрою для виробництва, вказаних плит. Заявник також є володільцем патентних заявок WO-A-03/041930. WO-A03/072326, WO-A-2004/009309 і WO-A-03/034724. У вказаних патентних заявках для отримання поперечного скошування при виробництві плит використовується рейка. Описані способи з виробничої точки зору є задовільними, але на рівні виробу, також існує можливість удосконалення отримання скошування, що виконується в поперечному напрямку. Зокрема, існує рішення, що дозволяє отримувати абсолютно симетричне і прямолінійне скошування. Задача винаходу полягає в розв'язанні проблеми виконання відтиснень в заготовці, що приведе до отримання симетричного і прямолінійного в поперечному напрямку скошеного профілю. Винахід належить до способу виробництва плит з гідравлічного в'яжучого, що мають облицювання на кожній стороні, а також на одній стороні дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють: 1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), що має щонаймен 94609 6 ше дві формуючі планки, забезпечені подовжніми мірними лінійками, і покриває другий облицювальний матеріал так, щоб отримати заготовку (5), потім здійснюється виконання відтиснення (12) у верхній частині і/або відтиснення (12bis) в нижній частині заготовки перед першою формуючою планкою шляхом використання щонайменше однієї рейки (6) з щонайменше двома периферичними частинами (61, 62); 2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2); 3) різання заготовки (5) на рівні скосу (8), створеного відтисненням (12) на плиті з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки, перпендикулярні першим. Згідно з варіантом здійснення винаходу відтиснення виконують введенням рейки до пристрою (4) формування плити. Згідно з варіантом здійснення винаходу відтиснення (12bis) виконують на нижній частині заготовки (5). Альтернативно і переважно відтиснення (12) виконують на верхній частині заготовки. Згідно з варіантом здійснення винаходу він дозволяє реалізувати спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють: 1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), що має щонайменше дві формуючі планки, забезпечені подовжніми мірними лінійками, і покриває другий облицювальний матеріал так, щоб отримати заготовку (5), потім здійснюють виконання відтиснення (12) у верхній частині заготовки перед першою формуючою планкою шляхом використання щонайменше однієї рейки (6) з щонайменше двома периферичними частинами (61, 62); 2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2); 3) різання заготовки (5) на рівні стоншеної ділянки (8), створеної відтисненням (12) на плиті з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки, перпендикулярні першим. Згідно з варіантом здійснення винаходу рейка витягується до початку гідравлічного схоплювання. Згідно з варіантом здійснення винаходу рейка має множину стержнів (66а, 66b, 66с), вставлених в полімерну матрицю (65) на рівні периферійних частин. 7 Згідно з варіантом здійснення винаходу стержень є плоским зі співвідношенням сторін між 10:1 і 3:1. Згідно з варіантом здійснення винаходу рейка має дві периферичні частини (61, 62), розділених центральною частиною (63), ширина останньої становить 20-90%, переважно 25-60%, загальної ширини рейки. Згідно з варіантом здійснення винаходу рейка має дві периферичні частини (61, 62), розділених центральною частиною (63) з множиною відтиснень (64а, 64b). Згідно з варіантом здійснення винаходу відтиснення (64а, 64b) мають ширину 4-12 мм, довжину 8-20 мм, а відстань між відтисненнями становить 15-30 мм. Згідно з варіантом здійснення винаходу відтиснення виконують на верхній частині заготовки, щоб виготовити плиту, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на іншій стороні дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим. Згідно з варіантом здійснення винаходу другі паралельні кромки (25bis) плити є поперечними. Згідно з варіантом здійснення винаходу плита також має дві треті скошені кромки (25ter), паралельні другим скошеним кромкам (25bis), на іншій стороні плити, іншій, ніж лицьова з другими скошеними кромками. Згідно з варіантом здійснення винаходу співвідношення глибини других скошених кромок (25bis) плити до глибини третіх скошених кромок знаходиться в межах від 1 до 10, переважно 2-5. Згідно з варіантом здійснення винаходу другі інші скошені паралельні кромки (25bis) плити мають ширину 100-200 мм. Згідно з варіантом здійснення винаходу ширина других скошених паралельних кромок (25bis) плити становить 120-180 мм або 150-200 мм, або 100-150 мм. Згідно з варіантом здійснення винаходу перші (10) і другі паралельні кромки (25bis) плити мають приблизно однакову довжину. Згідно з варіантом здійснення винаходу інші скошені паралельні кромки (25bis) плити мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених паралельних кромок (10) становить 1,5-5,0, переважно 2-4. Предметом винаходу є також лінія по виробництву плит з гідравлічного в'яжучого із заготовки (5), що має облицювальний матеріал (1), що покривається складом гідравлічного в'яжучого, встановленого на конвеєрі (7) з формуючою планкою, обладнаною подовжніми мірними лінійками; причому лінія також забезпечена пристроєм, що виконує відтиснення (12) на заготовці перед першою формуючою планкою, відтиснення виконується на верхній частині заготовки, а пристрій формування відтиснення складається щонайменше з: рами (101); першої пари шківів (102, 103), розташованих на першому краю (104) рами (101), і другої пари шківів (105, 106), розташованої на другому краю 94609 8 (107) рами (101); причому перші шківи (102, 103) і другі шківи (105, 106) розташовані в паралельних площинах; при цьому шківи, розташовані один проти одного (102, 103), і (105, 106) ідентичні; два привідні ремені (108, 109) охоплюють відповідно першу пару шківів (102, 103) і другу пару шківів (105, 106); на ременях (108, 109) встановлена знімним чином щонайменше одна рейка (6), яка проходить між вказаними ременями (108, 109) таким чином, що її подовжня вісь паралельна осі обертання шківів (102, 103, 105, 106); рейка (6) має щонайменше дві периферичні частини (61, 62); відстань між привідними ременями (108, 109, 206) пристрою щонайменше дорівнює ширині заготовки (5), і він виконаний відповідним чином так, що коли його привідні ремені (108, 109, 206) повертаються, щонайменше одна рейка (6) створює на заготовці (5) відтиснення (12 або 12а). Згідно з варіантом здійснення винаходу виробнича лінія має верхню (214) і нижню (215) формуючі пластини, між якими може проходити рейка. Згідно з варіантом здійснення винаходу рейка, яка використовується на лінії, така, що вона відповідає опису з посиланнями на варіанти здійснення способу виробництва, приведеному вище. Згідно з варіантом здійснення способу виробництва або виробничої лінії гідравлічним в'яжучим є гіпс. Предметом винаходу є також спосіб виробництва плити, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на іншій стороні - дві другі інші скошені паралельні кромки (25а), перпендикулярні першим; в способі виробництва використовується виробнича лінія, що пропонується у винаході. Предметом винаходу є також рейка (6), що має дві периферичні частини (61, 62), розділені центральною частиною, а також множину стержнів (66а, 66Ь, 66с), вставлених в полімерну матрицю (65) на рівні периферичних частин, при цьому ширина центральної частини становить 20-90%, переважно 25-60% загальної ширини рейки, а центральна частина (63) має множину відтиснень (64а, 64b). Згідно з варіантом здійснення винаходу стержень є плоским зі співвідношенням сторін між 10:1 і 3:1. Згідно з варіантом здійснення винаходу відтиснення (64а, 64b) мають ширину 4-12 мм, довжину 8-20 мм, а відстань між відтисненнями становить 15-30 мм. Використання запропонованого пристрою дозволяє легко змінювати відстань між двома відтисненнями і, отже, довжину плит. Предметом винаходу є також спосіб виробництва плити з гідравлічного в'яжучого із заготовки, призначеної для різання, спосіб виробництва має етап, під час якого виконують відтиснення на заготовці з використанням пристрою, що пропонується у винаході. Спосіб виробництва, зокрема, володіє тією перевагою, що дозволяє отримувати плити зі скоше 9 ними кромками, при цьому поперечні скошені кромки плити можуть бути на тій же самій стороні, як і стандартні скошені кромки, або на протилежній стороні; поперечні кромки відрізняються прекрасною симетрією і прямолінійністю. Нарешті, предметом винаходу є також лінія по виробництву плит з гідравлічного в'яжучого із заготовки, що має облицювальний матеріал, який покривається складом гідравлічного в'яжучого, встановленого на конвеєрі (або формуючій планці). Вказана виробнича лінія володіє також перевагою в тому, що дозволяє випускати плити зі скошеними кромками і спеціальними поперечними кромками, описаними нижче. Суть винаходу пояснюється на кресленнях, де зображена: на фіг. 1 - схематично вигляд в перспективі пристрою, що пропонується в даному винаході; на фіг. 2 - переріз рейки, що використовується в даному винаході; на фіг. З - вигляд зверху і вигляд в перспективі рейки, що використовується в даному винаході; на фіг. 4 - збільшений розріз рейки, що використовується в даному винаході; на фіг. 5 - збільшений вигляд в перспективі зверху рейки, що використовуєтьсяв даному винаході; на фіг. 6 - схематичне зображення етапу способу виробництва плит з гідравлічного в'яжучого; на фіг. 7 - схематичне зображення іншого етапу способу виробництва плит з гідравлічного в'яжучого; на фіг. 8 - плита, яка може бути отримана при використанні способу, що пропонується в даному винаході; на фіг. 9 - інший тип плити, який може бути отриманий при використанні способу, що пропонується в даному винаході; на фіг. 10 - схематичне зображення частини лінії по виробництву плит з гідравлічного в'яжучого, що пропонується в даному винаході; на фіг. 11 - схематичне зображення плити з гідравлічного в'яжучого, яку можна отримати відповідно до даного винаходу; на фіг. 12 - схематичне зображення плити з гідравлічного в'яжучого, яку можна отримати відповідно до іншого варіанту здійснення даного винаходу; на фіг. 13 - схематичне зображення скошеної кромки плити, що отримується відповідно до даного винаходу. Пристрій, що пропонується у винаході, схематично зображений на фіг. 1. У загальному вигляді він описаний в патентних заявках WO-A-03/072326 і WO-A-2053/028171, приведених в описі як посилання. Пристрій має Н-подібну раму 101, але кваліфікована особа може додати їй інших різних форм. На одному краю 104 рами 101 встановлені як опори два перших шківи 102 і 103, на іншому краю 107 - два других шківи 105 і 106. Перша пара шківів 102, 103 розташована в першій площині, друга пара шківів 105, 106-у другій площині, при цьому перша площина паралельна другій. 94609 10 Шківи 102 і 105 мають однаковий розмір і розташовані один проти одного. Шківи 103 і 106 також мають однаковий розмір і розташовані один проти одного. Шківи 102, 103, 105 і 106 обертаються навколо своїх осей. Перший привідний ремінь 108 охоплює першу пару шківів 102, 103, другий привідний ремінь другу пару шківів. Привідні ремені 108 і 109 однакові. Вони з'єднані один з одним щонайменше однією рейкою 6, що пропонується у винаході. Вказана рейка, яка використовується в пристрої, володіє корисними властивостями для плит, що випускаються. Рейка 6 знімним чином встановлена на перший і другий ремені 108, 109 і, таким чином, являє собою подовжню вісь, паралельну осі обертання шківів. Коли один з шківів, наприклад 102, повертається, він переміщує привідний ремінь 108, який, в свою чергу, обертає інший шків, розташований в тій же площині (в цьому випадку шків 103), а також подовжений елемент 6, тут рейка. Остання рухається по заданій траєкторії, з одного боку, по контуру, що визначається ременем 108, а з іншого боку, оскільки вона з'єднана з другим ременем 109, також по контуру, що ним визначається. Таким чином, симетричність пристрою, що пропонується у винаході, дозволяє осі рейки 6 рухатися по еліпсу, вісь якого залишається постійно паралельною осям шківів. Можна зробити, щоб два шківи, розташовані один проти одного, встановлювалися на одному валу. Пристрій може також мати засоби для приведення у обертання щонайменше одного з шківів. Вказані засоби, як варіант, можуть приводити в дію два шківи за допомогою вала, на якому вони встановлені. Рейка 6 в основному має плоску форму. Рейка 6 може кріпитися, наприклад, гвинтами на привідних ременях так, що її легко можна буде зняти і замінити іншою рейкою. Шківи переважно являють собою зубчаті колеса, а привідні ремені -ланцюги, які можуть сполучатися з вказаними зубчатими колесами. Більш детально рейка зображена на фіг. 2-5. На фіг. 2 представлений переріз рейки 6. Рейка має дві периферичні частини 61 і 62 і середню частину 63. Середня частина може мати товщину, яка дорівнює периферичним частинам, меншу товщину (як показано) або також більшу товщину. Менша товщина є переважною (наприклад, 3080% товщини периферичних частин). Центральна частина може мати товщину 20-90%, наприклад, 25-60% загальної товщини рейки. Центральна частина працює як центральний шарнір. Периферичні частини 61 і 62, а також центральна частина 63 показані на фіг. 3. Центральна частина переважно має ряд відтиснень 64а, 64b. Вказані відтиснення забезпечують кращу гнучкість центральної частини без втрати міцності, їх форма може бути круглою або овальною, переважна остання. Число відтиснень варіюється в залежності від розміру рейки і власне розмірів відтиснень. 11 Переважно відтиснення має ширину 4-12 мм, довжину 8-20 мм, відстань між відтисненнями 15-30 мм. На фіг. 4 представлений збільшений вигляд периферичної частини. Вона має полімерну матрицю 65, що є відносно жорсткою, її гнучкість переважно визначається відтисненнями 64а, 64b. Як полімер може використовуватися, наприклад, поліетилен високої щільності. Характер застосовуваного матеріалу, зокрема, визначається швидкістю виробничої лінії, виникаючими прискореннями і розмірами рейки. У даний полімер закладені стержні 65а, 65b і 65с. Стержні мають круглу (дріт) або переважно плоску форму. У разі плоскої форми співвідношення становить 10:1-3:1, наприклад, приблизно 6:1. Стержні головним чином металеві, але допустимо застосовувати і інший жорсткий матеріал. На фіг. 5 показаний збільшений вигляд в перспективі периферичної частини, де видні стержні, виступаючі з полімеру, вони можуть бути замінені круглими (виступаючі круглі елементи можуть виготовлятися з дроту) або залишатися плоскими, що є переважним варіантом. Для довідки можна скористатися приведеними нижче двома документами. Вказані проводи можуть бути зафіксовані і з'єднані з пристроєм, як указано в патентній заявці WO-A-2005/028171 (посилання на фіг. 2-5 і відповідний опис) або в патентній заявці WO-A03/072326 (посилання на фіг. 4-7 і відповідний опис). Зокрема, ремінь являє собою ланцюг з ланками, на деяких з яких закріплені кінці стержнів рейки. Довжина рейки 6 в загальному випадку приблизно дорівнює ширині заготовки. Крім того, рейка, що пропонується у винаході, може мати профіль в загальному випадку в формі паралелепіпеда, але можлива також форма трикутника і т. п. Переважно використовувати паралелепіпед з центральною стоншеною частиною. Матеріал, що використовується для рейок 6, не дуже важливий, тюки він дозволяє рейкам чинити опір вазі заготовки 5, що знаходиться над кожною рейкою 6. Тому можна використовувати пластмасу, дерево, метал і т. п. матеріал, що має хороший опір зносу і міцність протягом тривалого часу. Товщина рейки пов'язана з розмірами скосів. У загальному випадку товщина рейки 6 звичайно становить 0,5-4,0 мм, переважно 1,5-3,0 мм, ширина звичайно дорівнює 5-30 мм, переважно 10-25 мм. Виготовлення рейки може містити етап, під час якого стержні вміщуються в розплав, і полімер впорскується в розплавленому стані. Можливе також використання термоотверджуваного (термозміцнюваного) полімеру, а не термопластичного. Крім того, можлива також відсутність центральної частини; в цьому випадку рейка переважно має елементи в формі стержнів, що буде описано нижче. Також можливе використання трьох частин периферичного типу, розділених попарно проміж 94609 12 ними частинами центрального типу, описаними вище. Подвійний характер рейки дозволяє отримувати глибину поперечних скосів, які значною мірою порівнянні з однією рейкою. Використання плоских стержнів в рейці забезпечує кращу міцність, підвищує механічний опір і обмежує знос системи. Запропонована у винаході рейка також дозволяє підвищити жорсткість і забезпечити кращу прямолінійність скосів. Пристрій, що пропонується у винаході, може використовуватися в способі виробництва плит з гідравлічного в'яжучого, щоб виконувати виїмки в заготовках, призначених для різання для отримання плит з гідравлічного в'яжучого. Для виконання виїмок можна використовувати інший відомий пристрій, наприклад, який описаний в американському патенті № 2168803. Рейка, що пропонується у винаході, може використовуватися для наклеювання під паперове облицювання. Аналогічно рейка може застосовуватися в процесах, описаних в патентних заявках даного заявника, зокрема, в патентних заявках WO-A2005/028171, WO-A-03/041930, WO-A-03/072326 і WO-A-2004/009309. Коли планка 6, що пропонується в даному винаході, використовується для виконання скосів, заготовка переважно ріжеться на рівні виїмки або навпроти місця, де виконується вказана виїмка (тобто з іншого боку заготовки). Пристрій, що пропонується у винаході, може використовуватися для виробництва гіпсових плит зі скошеними кромками. Даний спосіб виробництва проілюстрований фіг. 6-10 і складається з наступних етапів, на яких здійснюють: 1) розливання складу гідравлічного в'яжучого (2) по облицювальному матеріалу (1), який знаходиться на стрічці конвеєра (7), щоб отримати заготовку (5), потім введення рейки (6) під заготовку (5), при цьому довжина вказаної рейки переважно щонайменше приблизно дорівнює ширині заготовки (5); 2) витримування, поки станеться гідравлічне схоплювання розчину гідравлічного в'яжучого (2) і видалення рейки (6); 3) різання заготовки (5) на рівні скосу (8), утвореного рейкою (6). Спосіб виробництва плит з гідравлічного в'яжучого зі скошеними кромками нижче буде описаний детально з посиланнями на фіг. 6-10. Тут же буде описане застосування в способі виробництва пристрою, що пропонується в даному винаході. Передусім потрібно зазначити, що термін «поперечні кромки» в даному описі означає кромки, розташовані перпендикулярно напрямку руху стрічки конвеєра лінії по виробництву плит з гідравлічного в'яжучого. Такі поперечні кромки також називають «плитковими кромками». На фіг. 6 показана лінія по виробництву плит, що випускаються шляхом розливання розчину гідравлічного в'яжучого 2 по облицювальному матеріалу 1, і у загальному випадку що покриваються другим облицювальним матеріалом 3. Повний 13 прохід під формуючою пластиною 4 забезпечує виготовлення заготовки 5. Як розчин гідравлічного в'яжучого переважно застосовувати будівельний гіпс. Облицювальні матеріали 1 і 3 можуть являти собою листи паперу або картону, скляний мат або будь-який матеріал, відомий кваліфікованій особі, який можна використовувати як облицювальний матеріал. Після виходу заготовки 5 з-під плити або формуючої пластини 4 або з-під аналогічного пристрою, що використовується на виробничій лінії (наприклад, з-під еталонного ролика), між заготовкою 5 і початком стрічки конвеєра 7 встановлюється рейка 6. Відстань між формуючою пластиною 4 і початком стрічки конвеєра 7 така, що заготовка 5 не має достатньо часу, щоб відчутно затвердіти, і як і раніше володіє високою пластичністю. Встановлення рейки проводиться таким чином, що подовжня вісь рейки 6 приблизно перпендикулярна напрямку руху стрічки конвеєра 7. Також можливе встановлення рейки перед формуючою пластиною, що показано на фіг. 6, де рейка позначена пунктиром. Потім рейка 6 приводиться в рух стрічкою конвеєра 7, точно так само, як і заготовка 5. Далі протягом всього переміщення заготовки 5, напрямок якого позначений стрілкою А, відбувається гідравлічне схоплювання і отвердження гіпсового розчину 2. Переважно, щоб витягання рейки 6 здійснювалося до різання заготовки 5. Таким чином, через деякий час, який відповідає відстані, що проходить заготовка 5 на стрічці конвеєра 7, і який кваліфікована особа може визначити як функцію швидкості руху стрічки конвеєра 7 і часу схоплювання гіпсового розчину 2: твердість заготовки така, що дозволяє витягнути рейку 6 без деформування заготовки 5 і без схоплювання гіпсового розчину 2, який знаходиться в просторі, що займається рейкою 6, або в скосі 8 (фіг. 7). Витягання рейки 6 може проводитися будьяким відповідним чином, наприклад, коли довжина рейки 6 більша ширини заготовки 5, рейка 6 виступає відносно заготовки 5, і тоді можна швидко витягнути її в напрямку приблизно перпендикулярному руху стрічки конвеєра 7 і видаленню з неї. Напрямок дії по витяганню показаний стрілкою В (фіг. 6). Витягання рейки 6 може також здійснюватися за допомогою падіння рейки 6 в простір між двома роликами, що входять в систему стрічок конвеєра, яка в загальному випадку розташована не по всій виробничій лінії, а утворена декількома стрічками, що приводяться в дію роликами, а між ними існують вільні простори. Після витягання рейки 6 заготовка 5 продовжує переміщатися, як і раніше завдяки стрічці конвеєра 7; отвердження гіпсового розчину 2 продовжується. Як показано на фіг. 7, коли скіс 8 досягає рівня різального пристрою, у загальному випадку що складається з ролика з ножем 9, останній вмикається і ріже заготовку 5. Плита 9bis (фіг. 8) отримала довжину, яка визначається відстанню, пройденою стрічкою конвеєра між двома операціями 94609 14 різання, тобто відповідно до винаходу, відстані, пройденої стрічкою конвеєра між двома послідовними скосами 8. Таким чином, плита 9bis має дві поперечні скошені кромки 10. Переважно, щоб різальний пристрій регулювався так, щоб ніж 9 різав заготовку 5 приблизно посередині скосу 8. Розмір кожного скосу 8 залежить від розмірів рейки 6 і приблизно відповідає розмірам рейки, вказаним вище. Довжина скосу в загальному випадку щонайменше приблизно дорівнює ширині заготовки 5 (як варіант - зменшена на ширину подовжніх планок, опційно існує «мірна стрічка»), але звичайно більша, щоб була можливість забезпечити витягання рейки з-під заготовки 5. Крім того, бажано, щоб рейка 6 мала довжину більшу ширини заготовки 5, щоб виступати відносно останньої, що полегшує витягання рейки. У випадку, коли рейка використовується з пристроєм, що пропонується у винаході, описаним з посиланнями на фігури, проблеми витягання рейки більше не існує, рейку доповнюють шківи. Переважно, щоб спосіб, описаний вище, доповнював відомий спосіб виробництва гіпсових плит, що мають дві скошених подовжніх кромки. Останні звичайно передбачають розміщення планки, що звичайно виготовляється з пластмаси і яка у загальному випадку називається «мірна стрічка», на кожній подовжній стороні стрічки конвеєра 7. Даний спосіб описаний, наприклад, в європейській патентній заявці № 482810. Вказане робить можливим отримання плити з гідравлічного в'яжучого 11, що має, крім двох поперечних скошених кромок 10, дві скошених подовжніх кромки 25, тобто усього чотири скошених кромки (фіг. 9). Зрозуміло, якщо частота операцій різання подвоюється для введення рейок 6, плити, які отримуються, мають три скошених кромки (дві подовжніх і одну поперечну). Довжина гіпсових плит, що випускаються, залежить, звичайно, від швидкості руху стрічки конвеєра і від частоти операцій різання. Частота операцій різання звичайно безпосередньо пов'язана з частотою введення рейок, оскільки в загальному випадку прагнуть отримати плити з двома поперечними скошеними кромками. Даний спосіб є дуже гнучким, оскільки, щоб змінити довжину плит, що випускаються, достатньо просто змінити частоту введення рейок. Згідно з іншим переважним варіантом рейка вводиться на рівні верхньої частини заготовки. У цьому випадку відтиснення (12) виконується у верхній частині плити, але вже не в нижній (12bis), як у випадку з варіантом, поданим на фіг. 6. Затінена ділянка показує відтиснення (12), а незатінена частина - відтиснення (12bis). Можна також звернутися до фіг. 5 патентних заявки WO-A03/041930. Відтиснення дозволяють отримати поперечні скоси, які більш детально описані нижче. Рейки переважно витягуються до початку гідравлічного схоплювання, яке фактично починається тільки на рівні (першої) формуючої планки. Рейка, що пропонується у винаході, може використовуватися в способі виробництва плит з 15 чотирма скошеними кромками і, зокрема, в способі, описаному і представленому як винахід в наступних патентних заявках: WO-A-03/041930, WOA-03/072326, WO-A-03/084724, WO-A-2004/009309 і WO-A-2005/028171. У вказаних патентних заявках рейки використовуються для того, щоб при виробництві плит сформувати поперечні скоси. Отже, винахід також належить до використання рейки в способах, заявлених у вказаних патентних заявках. Пристрій, що пропонується у винаході, може використовуватися на лінії по виробництву плит з гідравлічного в'яжучого із заготовки 5, виконаної з облицювальним матеріалом 1, що покривається гідравлічним в'яжучим 2 і переміщуваною стрічкою конвеєра. Щоб пристрій, що пропонується у винаході, на лінії по виробництву плит з гідравлічного в'яжучого можна було використовувати оптимальним чином, відстань між привідними стрічками вказаного пристрою повинна щонайменше дорівнювати ширині заготовки 5. Таким чином, стрічки і шківи розташовані на кожній подовжній стороні заготовки. Крім того, пристрій, що пропонується у винаході, має таку відповідну конструкцію, що коли привідні ремені повертаються, його подовжені засоби створюють відтиснення в заготовки 5. Пристрій, що пропонується у винаході, може бути розташований над заготовкою 5, в цьому випадку він створює відтиснення 12, або під заготовкою 5, коли створюється відтиснення 12bis. Для практичного застосування переважно, щоб пристрій, що пропонується у винаході, розташовувався над заготовкою 5. Зрозуміло, можна передбачити застосування двох (або більше) пристроїв, що пропонуються у винаході, один буде розташовуватися над, а інший - під заготовкою для формування відповідно відтиснення 12 на верхній частині заготовки 5 і відтиснення 12bis на нижній частині заготовки 5, нижньою частиною заготовки буде вважатися сторона заготовки 5, що знаходиться на стрічці конвеєра 7. Для різання заготовки на рівні відтиснення 12 різальний пристрій може регулюватися. Якщо виконується відтиснення 12bis в нижній частині заготовки, то різальний пристрій може регулюватися для того, щоб різати заготовку навпроти того місця, де буде виконуватися відтиснення 12bis. Переважно, щоб лінія по виробництву плит з гідравлічного в'яжучого являла собою лінію по виробництву плит зі скошеними кромками. Нижче подана лінія, а також спосіб, що пропонується у винаході, яким пристрій використовується на вказаній лінії, будуть описані детально. На фіг. 10 зображена частина виробничої лінії, що використовується згідно з переважним варіантом здійснення. Тут же показано, що виробнича лінія має варіант пристрою, що пропонується у винаході. Пристрій (вигляд збоку, фіг. 10) складається з встановлених на рамі 205 чотирьох перших зубчатих коліс 201, 202, 203, 204 (або шківів), по яких проходить ланцюг 206 з ланками 207, деякі з яких 94609 16 можуть втримувати дріт, що є кінцями стержнів рейок. Пристрій симетричний відносно вертикальної площини, що знаходиться на одній лінії з напрямком руху заготовки 5. Таким чином, дріт стержнів утримується ланками 207, розташованими поперечно до заготовки 5, що стосується другого ланцюга,аналогічного ланцюгу 206, то він охоплює другі зубчаті колеса, аналогічні першим зубчатим колесам 201, 202, 203, 204. Пристрій забезпечений електродвигуном 209, що обертає за допомогою ременя 211 вал 210, на якому встановлене колесо 203 і симетричне йому колесо. Обертання вказаних коліс приводить в рух ланцюг 206 в напрямку, показаному стрілкою D. Заготовка 5 виходить відомим чином, шляхом введення гіпсу з гідравлічним в'яжучим в напрямку, показаному стрілкою Е, між першим облицювальним матеріалом 2 і другим облицювальним матеріалом 3; все назване проходить між верхньою 214 і нижньою 215 формуючими пластинами пристрою. Відстань між зубчатими колесами 201, 202, 203, 204 і симетричними ним колесами щонайменше дорівнює розміру заготовки, тому вказані зубчаті колеса не торкаються заготовки 5. Пристрій, що пропонується у винаході, встановлюється на відповідній висоті так, щоб під час роботи виробничої лінії руху ланцюга 206, що переміщує рейки, з'єднані з ланкою 207, так, що рейка проходить в формуючу пластину, тобто між верхньою 214 і нижньою 215 пластинами, і виступає вниз відносно верхньої пластини 214. Простір, що займається рейкою між верхньою пластиною 214 і другим облицювальним матеріалом З, приводить до утворення в цьому місці скосу по товщині заготовки 5. Зрозуміло, робота двигуна регулюється таким чином, що, коли рейка проходить між пластинами 214 і 215, ланцюг 206 рухається з тією ж швидкістю, що і заготовка 5. Тоді рейка 6 супроводжує заготовку 5 на відстані декількох сантиметрів, і в той момент, коли рейка відділяється від заготовки для того, щоб піднятися з поворотом навколо колеса 204, вона залишає відтиснення на верхній частині заготовки 5. При умові, що змінювати швидкість руху ланцюга впливом на роботу двигуна просто, легко змінювати відстань між двома відтисненнями і, отже, довжину плит. Рама 205 пристрою, що пропонується у винаході, як показано на фіг. 10, може виконуватися за одне ціле з пластинами 214 і 215. Звідси виходить, що пристрій, що пропонується у винаході, може використовуватися замість формуючої пластини, що традиційно використовується, або еталонного ролика. Відтиснення (12), що залишаються рейкою (6), тоді будуть формувати скошені поперечні кромки, розташовані на стороні, протилежній стороні зі скошеними подовжніми кромками. Спосіб і пристрій використовуються для виробництва гіпсових плит з чотирма скошеними кромками. 17 Зокрема, винахід дозволяє виробляти гіпсові плити, описані нижче. Плита може виготовлятися з гідравлічного в'яжучого і мати облицювання з кожної зі сторін, при цьому на одній стороні розташовуються дві перші скошені паралельні кромки (10), а на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим. Другі скошені паралельні кромки (25bis) переважно поперечні. Плита також може мати дві треті скошені кромки (25ter), паралельні другим скошеним кромкам (25bis) і розташовані на іншій стороні плити, іншій, ніж сторона з другими скошеними кромками (25bis). Можливий варіант, коли плита виготовлена таким чином, що відношення глибини других скошених кромок (25bis) до глибини третіх скошених кромок складає від 1 до 10, переважно 2-5. Наприклад, другі інші скошені паралельні кромки (25bis) мають ширину 100-200 мм і/або 120180 мм, або 150-200 мм, або 100-150 мм. Перші (10) і другі скошені паралельні кромки (25bis) можуть мати приблизно однакову ширину. Можливий варіант, коли інші скошені паралельні кромки (25bis) мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених кромок (10) становить 1,5-5,0, переважно 2-4. Винахід також належить до плит з чотирма скошеними кромками, але при цьому необов'язково, щоб вони знаходилися на протилежній стороні. Таким чином, спосіб дозволяє також виготовляти плити з гідравлічного в'яжучого з облицюванням на кожній стороні, при цьому на одній стороні є дві перші скошені паралельні кромки (10) і, або на тій же стороні, або на іншій стороні - дві другі скошені паралельні кромки (25bis), перпендикулярні першим, інші скошені паралельні кромки (25bis) мають ширину 100-200 мм. Зокрема в подібних плитах ширина других скошених паралельних кромок (25bis) дорівнює 120-180 мм, або 150-200 мм, або 100-150 мм. Наприклад, в таких плитах перші (10) і другі скошені паралельні кромки (25bis) мають приблизно однакову ширину, або також інші скошені паралельні кромки (25bis) мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених паралельних кромок (10) становить 1,55,0, переважно 2-4. Винахід також належить до іншого типу плит з чотирма скошеними кромками, але при цьому необов'язково, щоб вони знаходилися на протилежній стороні. Таким чином, спосіб дозволяє також виготовляти плити з гідравлічного в'яжучого з облицюванням на кожній стороні, при цьому на одній стороні є дві перші скошені паралельні кромки (10) і, або на тій же стороні, або на іншій стороні - дві другі скошені паралельні кромки (25bis), перпендикулярні першим, другі скошені паралельні кромки (25bis) мають таку ширину, що відношення ширини других скошених паралельних кромок (25bis) до ширини перших скошених паралельних кромок (10) становить 1,5-5,0. Можливий варіант, коли вказане відношення становить 2-4. Наприклад, в таких плитах ширина 94609 18 других скошених паралельних кромок (25bis) становить 100-200 мм, переважно 120-180 мм або 150-200 мм. Другі скошені паралельні кромки (25bis) переважно поперечні. Плити, що випускаються за способом, що пропонується у винаході, можуть також мати більше двох третіх скошених кромок (25ter), паралельних другим скошеним кромкам (25bis), на іншій стороні плити, іншій, ніж сторона з другими скошеними кромками (25bis). Можливий варіант, коли відношення глибини других скошених кромок (25bis) до глибини третіх скошених кромок складає від 1 до 10, переважно 2-5. Отже, винахід належить до таких плит, в яких другі скошені паралельні кромки (25bis) розташовані на тій же стороні, що і перші скошені паралельні кромки (10), або в яких другі скошені паралельні кромки (25bis) розташовані на іншій стороні, іншій, ніж сторона, де знаходяться перші скошені паралельні кромки (10). Винахід також належить до виробництва плит з маркуванням на стороні з двома першими скошеними паралельними кромками (10) і які вказують на наявність двох інших стоншених паралельних кромок (25bis). Вказана плита призначається для використання разом з другою ідентичною плитою, скошена паралельна кромка (25bis) першої плити стикуються зі скошеною паралельною кромкою (25bis) другої плити, такі скошені кромки (25bis) плит, що ідентифікуються маркуванням, нанесеним на стороні з двома першими скошеними паралельними кромками (10) плит. Подібне маркування, зокрема, існує на типі плит, описаних в патентній заявці WO-A-2005/028171 (див. фіг. 20). Переважним гідравлічно в'яжучим є гіпс. На фіг. 11 зображена плита з чотирма скошеними кромками, дві з яких знаходяться на одній стороні, а дві інші - на іншій стороні плити. Такі плити можуть випускатися зі способу виробництва, коли відтиснення виконується на верхній частині заготовки. Видно, що скошені ділянки розташовані на кожній стороні плити одна проти одної (кромкові скоси виконані на «світлій» облицювальній стороні (10), а кінцеві скоси - на іншій стороні, «сірій» стороні (25bis)). Розміри скосу 25bis звичайно того ж порядку, що і розміри скосів 25 (які в загальному випадку відповідають розмірам рейки). Таким чином, скіс 25bis може мати глибину 0,5-4,0 мм, переважно 1,4-4,0 мм. Ширина стоншеної кромки може становити 2-15 мм, переважно 5-10 см. Подовжні скоси мають стандартні розміри, що застосовуються в техніці, наприклад, задані «мірними стрічками» типовим чином. На фіг. 12 представлений вигляд зверху на інший варіант плити, де вона має чотири скошених кромки на одній і тій же стороні. Вказані вище розміри застосовні до даної плити таким же чином, як і до плити, зображеної на фіг. 11. На фіг. 13 зображений переріз спеціальної скошеної кромки, що пропонується в даному винаході. У даному варіанті здійснення винаходу скошена кромка одночасно присутня на двох сторонах плити. Тоді плита має дві третіх скошених кромки (25ter), паралельних другим скошеним 19 кромкам (25bis) на іншій стороні плити. Тут знову задаються розміри, а саме: X - товщина плити, звичайно 6-25 мм; Y - ширина скосу, 100-200 мм, переважно 120-180 мм або 150-200 мм, як говорилося вище; Z' (наприклад, глибина скосів 25bis) або Z" (наприклад, глибина третіх скосів 25ter), при цьому Z' + Z" становить 0,5-4,0 мм, переважно 0,53,0 мм, більш переважно 0,6-2,5 мм або 0,6-1,8 мм, переважно 0,8-1,8 мм або 0,5-1,5 мм. Відношення між величинами Z' і Z" або Z':Z' знаходиться, наприклад, в межах від 1 до 10, переважно дорівнює 2-5. 94609 20 Можна також звернутися до патентної заявки WO-A-2005/028171, де приведені вище варіанти здійснення винаходу описані більш детально (зокрема, на фіг. 19,21 і 22). Спосіб виробництва плит, що використовуються для внутрішніх будівельних робіт, що пропонується в даному винаході, належить до типу, описаного і/або заявленого в патентній заявці WO-A2005/028171. Зокрема, у разі плити, описаної на фіг. 19, варто звернутися до фіг. 23А, 23В, 24А, 24В, 24С, 25А, 25В і 25С. 21 94609 22 23 Комп’ютерна верстка Г. Паяльніков 94609 Підписне 24 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction process and production line for board with four chamfer edges made of hydraulic binder
Автори англійськоюLaurent Jean-Lous, Madeira Jose, Mettavant Stephane, Ribas Dominique
Назва патенту російськоюСпособ производства плит с четырьмя скошенными кромками из гидравлического вяжущего, линия для производства указанных плит
Автори російськоюЛоран Жан-Луи, Мадейра Жозе, Меттаван Стефан, Риба Доминик
МПК / Мітки
МПК: B28B 11/16, B28B 11/08, B28B 19/00
Мітки: виробництва, чотирма, скошеними, в'яжучого, гідравлічного, кромками, лінія, виготовлення, вказаних, плит, спосіб
Код посилання
<a href="https://ua.patents.su/12-94609-sposib-vigotovlennya-plit-z-chotirma-skoshenimi-kromkami-z-gidravlichnogo-vyazhuchogo-liniya-dlya-virobnictva-vkazanikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плит з чотирма скошеними кромками з гідравлічного в’яжучого, лінія для виробництва вказаних плит</a>
Спосіб виготовлення плит на основі гідравлічного зв’язуючого із попередньо відформованої заготовки (варіанти), технологічна лінія по виробництву таких плит (варіанти) та пристрій для виконання відбитка в попере
Номер патенту: 81904
Опубліковано: 25.02.2008
Автори: Жаллон Поль, Лоран Жан-Луї, Соломю Жан Поль, Рігодон Мішель
МПК: B28B 19/00, B28B 11/14
Мітки: варіанти, спосіб, основі, відформованої, виготовлення, технологічна, заготовки, виконання, зв'язуючого, пристрій, таких, попередньо, попере, виробництву, лінія, відбитка, плит, гідравлічного
Формула / Реферат:
1. Спосіб виготовлення плит на основі гідравлічного зв'язуючого із попередньо відформованої заготовки (5), призначеної для розрізання, згідно з яким:1) виконують щонайменше одну мітку (301) на матеріалі облицювання (2 або 3) згаданої попередньо відформованої заготовки (5);2) виявляють вказану мітку (301);3) подають сигнал на приведення в дію пристрою розрізання (9) попередньо відформованої заготовки (5).2. Спосіб...
Панелі на основі гідравлічної зв’язувальної речовини зі скошеними кромками, спосіб виготовлення панелей на основі гідравлічної зв’язувальної речовини зі скосами і лінія по виробництву таких панелей та спосіб ст
Номер патенту: 89756
Опубліковано: 10.03.2010
Автори: Перонне Фредерік, Жаллон Поль, Мартен Люак, Збендан Ліонель, Арезе Роже, В'яль Еммануель, Лоран Жан-Луї
МПК: B28B 19/00
Мітки: кромками, скошеними, основі, гідравлічної, таких, скосами, спосіб, речовини, виробництву, панелей, зв'язувальної, виготовлення, лінія, панелі
Формула / Реферат:
1. Панель, виготовлена на основі гідравлічної в’яжучої речовини з гранями на кожній її стороні (поверхні), що має на одній поверхні (стороні) дві перші паралельні скошені кромки (10) та або на тій же самій стороні, або на іншій стороні дві другі паралельні скошені кромки (25а), які перпендикулярні до перших, при цьому другі паралельні скошені кромки (25а) мають ширину між 100 і 200 мм.2. Панель за п. 1, яка відрізняється тим, що ширина...
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Блажієвський Петро Вікторович, Кондратюк Віктор Іванович
МПК: B28D 1/00, B28D 1/02, B24B 1/00
Мітки: облицювальних, плит, спосіб, каменю, виробництва, природного
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Потокова лінія для виробництва деревно-цементних плит
Номер патенту: 34728
Опубліковано: 26.08.2008
Автор: Пєтровіч Алєксандр Ромальдовіч
МПК: E04C 2/10, B28B 15/00
Мітки: потокова, виробництва, деревно-цементних, лінія, плит
Формула / Реферат:
Потокова лінія для виробництва деревно-цементних плит, що містить систему транспортування та встановлені в технологічній послідовності змішувач, бункер-розподільник, устаткування для пресування з формами для плит, сушильну камеру, камеру для витримки плит і пристрої для очищення та змащення форм, яка відрізняється тим, що вона додатково має систему керування, що включає програмуючі, запам'ятовуючі і контролюючі пристрої, устаткування для...
Потокова лінія для виробництва тріско-цементних плит
Номер патенту: 34727
Опубліковано: 26.08.2008
Автор: Пєтровіч Алєксандр Ромальдовіч
МПК: E04C 2/10, B28B 15/00
Мітки: лінія, потокова, тріско-цементних, виробництва, плит
Формула / Реферат:
Потокова лінія для виробництва тріско-цементних плит, яка містить систему транспортування та встановлені в технологічній послідовності вузол готування суміші, який включає вузол подачі тріски, вузол подачі в'язкого, вузол готування водяного розчину рідкого скла, вузол готування водяного розчину сульфату алюмінію, змішувач та вузол подачі води, а також містить устаткування для пресування з формами для плит, сушильну камеру, камеру для витримки...
Попередній патент: Спосіб визначення кількісної антагоністичної активності пробіотиків
Наступний патент: Волоконна армувальна структура для виготовлення деталі з композитного матеріалу
Випадковий патент: Спосіб відновлення покрівлі рулонними матеріалами, які містять бітум