Потокова лінія для виробництва деревно-цементних плит
Формула / Реферат
Потокова лінія для виробництва деревно-цементних плит, що містить систему транспортування та встановлені в технологічній послідовності змішувач, бункер-розподільник, устаткування для пресування з формами для плит, сушильну камеру, камеру для витримки плит і пристрої для очищення та змащення форм, яка відрізняється тим, що вона додатково має систему керування, що включає програмуючі, запам'ятовуючі і контролюючі пристрої, устаткування для виготовлення тріски з деревини, встановлене у вигляді окремої лінії, пов'язаної з основною лінією за допомогою системи транспортування, має пристрої для розпилювання плит, пристрої маніпулювання для збирання і розбирання штабелів плит і переміщення порожніх форм, при цьому система транспортування включає стрічкові транспортери і/або приводні рольганги, і/або гравітаційні рольганги, і/або лотки, і/або шнекові транспортери, і/або електронавантажувачі, і/або робокари.
Текст
Потокова лінія для виробництва деревноцементних плит, що містить систему транспортування та встановлені в технологічній послідовності змішувач, бункер-розподільник, устатк ування для пресування з формами для плит, сушильну камеру, камеру для витримки плит і пристрої для очищення та змащення форм, яка відрізняється тим, 3 34728 ми лінії, вона оснащена системою керування, що включає програмуючі, запам'ятовуючі і контролюючі пристрої. До складу потокової лінії також входить устаткування для виготовлення тріски з деревини, встановлене у вигляді окремої лінії, пов'язаної з основною лінією за допомогою системи транспортування. Лінія також містить пристрої для розпилювання плит, пристрої маніпулювання для збирання і розбирання штабелів плит і переміщення порожніх форм. Система транспортування, що поєднує те хнологічні вузли лінії, включає стрічкові транспортери, приводні рольганги, лотки, шнекові транспортери і електронавантажувачі. Робота потокової лінії для виробництва деревно-цементних плит здійснюється наступним чином. Деревина у вигляді колод подається на ділянку очищення, де колоди звільняються від кори на промисловому верстаті з ротором, до якого прикріплені ножі. Завантажувальний транспортер і вальці верстата подають деревину до ротора, при цьому ріжучі ножі надрізують кору на вузькі смуж ки, а поздовжні ножі зіскрібають кору з поверхні колоди. Кора скидається під верстатом на транспортер і переміщується у віддалене місце. За допомогою навантажувача зі спеціальними вилами очищені від кори колоди передаються на ділянку виготовлення тріски. Колоди розпилюються на круглопильному торцювальному верстаті. Отримані частини деревини подаються за допомогою лотка і транспортера на дробильну машину. Тріска, отримана на дробильній машині, передається на просівну машину, де проходить сортування і видалення металевих часток. Велика тріска повертається на дробильну машину за допомогою транспортера. Готова тріска транспортується до місця складування в купу. Електронавантажувач з ковшем подає тріску в прийомний бункер, оснащений дозатором із двома лотками та зважувальним пристроєм. У змішувач тріска подається за допомогою шнекового транспортера. З цементного силосу через шнековий транспортер цемент потрапляє до бункеру витратоміра, а потім у змішувач. У робочій ємності рідке натрієве скло змішується з водою до заданої концентрації і подається у змішувач. Гранульований сульфат алюмінію завантажується безпосередньо в робочу ємність виробничої лінії, де розчиняється у воді. Для розчинення кускового сульфату алюмінію передбачається вузол розчинення, до якого входить розчинник і насос для перекачування розчину сульфату алюмінію в робочу ємність. Перемішування в розчиннику здійснюється трилопатевим перемішувальним пристроєм і циркуляційним насосом. Готовий розчин сульфату алюмінію з розчинника насосом подається в робочу ємність. Вода додається для створення суміші, вирівнювання вологості у трісці і постійного зволоження суміші. Тріска, цемент, рідке скло, сульфат алюмінію і вода перемішуються в змішувачі в однорідну масу. Поверхня тріски повністю покривається цемент 4 ною сумішшю. Встановлене повністю автоматизоване відстеження параметрів елементів, що дозуються. Для формування плит підготована суміш через попередній, подвійний і кінцевий живильники пошарово завантажується у форми, що р ухаються на транспортері. Пластмасові форми попередньо змащуються мастилом для запобігання зчеплення тріско-цементної суміші з поверхнею форм. Заповнення форм сумішшю відбувається в процесі переміщення форм транспортером пошарово у два етапи, з наповненням і розподілом нижнього шару, потім добавками у верхньому і нижньому шарі, наповненням і розподілом верхнього шару. Швидкість транспортера може змінюватися залежно від товщини плит і перебуває в чітко визначеному співвідношенні зі швидкістю подачі суміші з дозуючих бункерів. Наступним технологічним переходом є штабелювання, яке здійснюється за допомогою маніпулятора, що автоматично виконує захват заповненої форми і подачу її в стійку штабеля. Форми встановлюються одна на одну у пакет. При цьому, нижній виступ вер хньої форми при пресуванні рівномірно ущільнює покладену в неї суміш. Пресування виконується на пресі. Наприкінці пресування пакети стягуються сталевими тяжами і транспортуються вилочним електронавантажувачем у камеру ділянки термообробки, в якій, за допомогою водяних калориферів, підтримується підвищена температура. Підведення гарячої води в калорифери, контроль за сталістю температури, відключення нагрівальної апаратури виконується автоматично. Камера має щільні двостулкові ворота, розмір яких у відкритому стані забезпечує проїзд електронавантажувача. По закінченню терміну термообробки пакети електронавантажувачем повертаються на лінію, де здійснюється розштабелювання пакету, зняття форм у пристрої розпалубки, обрізання плит. Порожні форми надходять на пристрій очищення від прилиплої цементної суміші за допомогою стисненого повітря і повертаються в початок формування плит на транспортер. Далі готові плити збираються в стопку і електронавантажувачем транспортуються на ділянку визрівання. Визрівання відбувається за допомогою систем вентиляції в камерах для витримки плит. При цьому видаляється вологе повітря і відбувається сушіння плити. Повітря, що виходить, компенсується підведенням свіжого повітря через систему вентиляторів і нагрівальних калориферів. На потрібний формат плити розрізають на торцювальному верстаті і на багатопилковому верстаті для прямолінійного поздовжнього розпилювання. Виконання вищеописаної лінії для виробництва деревно-цементних плит дозволяє підвищити автоматизацію технологічного процесу, зменшити використання ручної праці, а також забезпечує можливість виготовлення тріско-цементних плит. 5 Комп’ютерна в ерстка Л.Литв иненко 34728 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCement sawdust board production line
Автори англійськоюPetrovich Alieksandr Romualdovich
Назва патенту російськоюПоточная линия для производства древесно-цементных плит
Автори російськоюПетрович Александр Ромальдович
МПК / Мітки
МПК: B28B 15/00, E04C 2/10
Мітки: виробництва, плит, потокова, лінія, деревно-цементних
Код посилання
<a href="https://ua.patents.su/3-34728-potokova-liniya-dlya-virobnictva-derevno-cementnikh-plit.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для виробництва деревно-цементних плит</a>
Потокова лінія для виробництва тріско-цементних плит
Номер патенту: 34727
Опубліковано: 26.08.2008
Автор: Пєтровіч Алєксандр Ромальдовіч
МПК: B28B 15/00, E04C 2/10
Мітки: плит, виробництва, потокова, тріско-цементних, лінія
Формула / Реферат:
Потокова лінія для виробництва тріско-цементних плит, яка містить систему транспортування та встановлені в технологічній послідовності вузол готування суміші, який включає вузол подачі тріски, вузол подачі в'язкого, вузол готування водяного розчину рідкого скла, вузол готування водяного розчину сульфату алюмінію, змішувач та вузол подачі води, а також містить устаткування для пресування з формами для плит, сушильну камеру, камеру для витримки...
Лінія для виготовлення деревно-стружкових плит
Номер патенту: 413
Опубліковано: 30.04.1993
Автори: Шелест Анатолій Кузьмич, Ковальов Микола Олександрович, Хохлюк Сергій Сидорович
МПК: B27N 3/08
Мітки: деревно-стружкових, плит, виготовлення, лінія
Формула / Реферат:
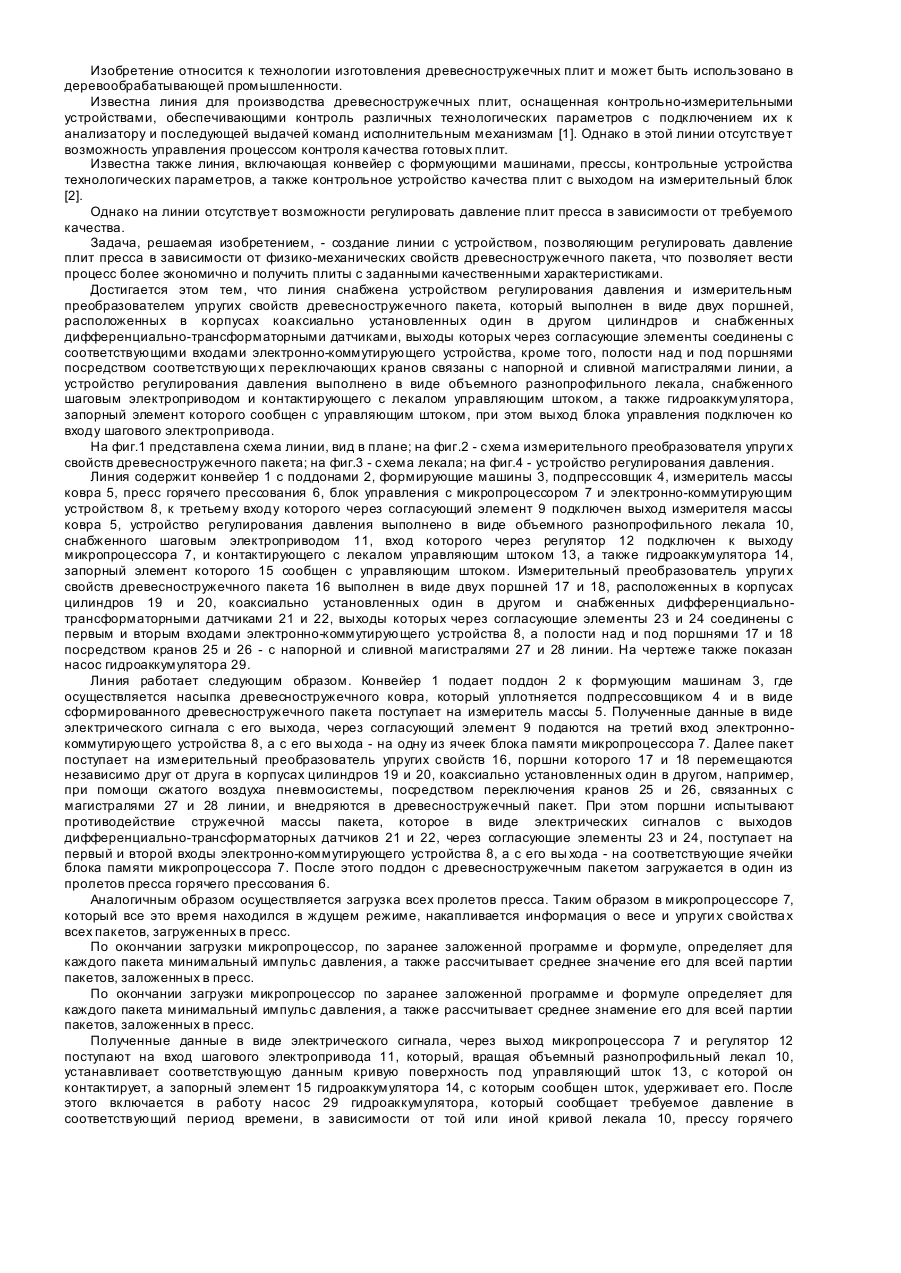
Линия для изготовления древесностружечных плит, содержащая конвейер с формующими машинами, измеритель массы ковра, пресс горячего прессования и блок управления с микропроцессором и электронно-коммутирующим устройством, к соответствующему входу которого подключен выход измерителя массы ковра, отличающаяся тем, что она снабжена устройством регулирования давления и измерительным преобразователем упругих свойств древесностружечного пакета,...
Потокова лінія виробництва халви
Номер патенту: 336
Опубліковано: 07.06.1999
Автори: Рудаков Володимир Константинович, Кліменков Олег Дмитрович, Желем Валентина Андріївна, Шумило Тетяна Валентинівна, Сторчак Олег Анатолійович, Шарата Людмила Василівна, Лобас Іван Трохимович, Кульгавий Ярослав Ярославович
Мітки: лінія, виробництва, потокова, халви
Формула / Реферат:
1. Потокова лінія виробництва халви, до складу якої включені варильний котел для приготування сиропу, на вхід якого через відповідні дозатори підключені джерела патоки, цукру, води і всіх потрібних технологічних добавок, збивач карамельної маси з сиропу, оснащений підйомником-перевер-тачем діжі, змішувач білкової і карамельної мас, який підключений до виходу зазначеного збивача і довільним засобом подавання пов'язаний з джерелом заздалегідь...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Шендеровіч Яков Єфімовіч, Кайма Ананій Васільєвіч
Мітки: природного, потокова, каменю, лінія, штучного, виробів, виробництва, універсальна
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Потокова лінія для подання компонентів електросталеплавильного виробництва
Номер патенту: 30169
Опубліковано: 11.02.2008
Автори: Бичков Сергій Васильович, Крівченко Юрій Сергійович, Мазусова Валентина Дмитрівна, Чорний Олександр Микитович, Маковенко Анатолій Павлович, Малик Олександр Олексійович, Аріст Леонід Михайлович
МПК: C21C 7/00
Мітки: подання, лінія, виробництва, компонентів, електросталеплавильного, потокова
Формула / Реферат:
Потокова лінія для подання компонентів електросталеплавильного виробництва, що містить встановлені по ходу технологічного процесу завантажувальний конвеєр, бункери з живильниками, вагові дозатори, розвантажувальний конвеєр, жолоби і лійки, яка відрізняється тим, що обладнана механізмами подання компонентів до установки ківш-піч, виконаними у вигляді конвеєра, приймальним жолобом та напрямною лійкою, причому на тракті введення компонентів до...
Попередній патент: Потокова лінія для виробництва тріско-цементних плит
Наступний патент: Спосіб виготовлення сорбенту для очистки поверхні від нафтопродуктів
Випадковий патент: Сонячний модуль зі стаціонарним параболоциліндричним концентратором