Електрод і спосіб його виготовлення (варіанти)
Формула / Реферат
1. Електрод, який містить пластину, що має основну поверхню, до якої був прикріплений початково окремий рельєфний шаблон для спрямування нанесення і/або втримування пасти електроліту прилеглою до пластини, причому цей шаблон тягнеться до або у напрямку периферії основної поверхні, залишаючи краї пластини відкритими, при цьому пластина містить формоване, по суті безпористе тіло з отвердженої смоли і з електричними шляхами, що задаються контактуючими провідними частинками, і при цьому провідні частинки являють собою частинки субоксиду титану.
2. Електрод за пунктом 1, в якому пластина початково є гладкою, і в цілому без поверхневих ознак, пластиною.
3. Електрод за будь-яким з попередніх пунктів, що містить металевий проміжний шар між шаблоном і пластиною.
4. Електрод за будь-яким з попередніх пунктів, в якому шаблон містить закраїну, розташовану на або біля периферії однієї або обох основних поверхонь пластини.
5. Електрод за будь-яким з попередніх пунктів, в якому шаблон містить решітку, яка задає множину комірок для нанесення і втримування електролітної пасти.
6. Електрод за будь-яким з попередніх пунктів, в якому шаблон утворений з непровідного матеріалу.
7. Електрод за пунктом 6, в якому непровідний матеріал вибраний з отвердженої епоксидної смоли або акрилонітрилбутадієнстиролу.
8. Хімічне джерело струму, батарея або елемент живлення, що містить електрод за будь-яким з попередніх пунктів.
9. Спосіб виготовлення електрода, який включає виготовлення по суті гладкої і/або плоскої електродної пластини, що має дві основних поверхні і периферійні краї, і після такого виготовлення згаданої пластини скріплення з нею окремо виготовленого рельєфного шаблона для спрямування і/або втримування пасти електроліту, причому цей шаблон тягнеться до або у напрямку периферії основної поверхні і залишає краї пластини відкритими, при цьому гладка і/або плоска електродна пластина містить формоване, по суті безпористе тіло з отвердженої смоли і з електричними шляхами, що задаються контактуючими провідними частинками.
10. Спосіб виготовлення електрода, що включає розміщення початково окремого формованого шаблона в прес-формі; введення провідних частинок в цю прес-форму; формування пластини з провідних частинок, до яких цей шаблон прикріпляється так, щоб залишити відкритими краї пластини, і при цьому шаблон тягнеться до або у напрямку периферії основної поверхні.
11. Спосіб за пунктом 9 або 10, що включає розміщення металевого проміжного шару між рельєфним шаблоном і пластиною.
Текст
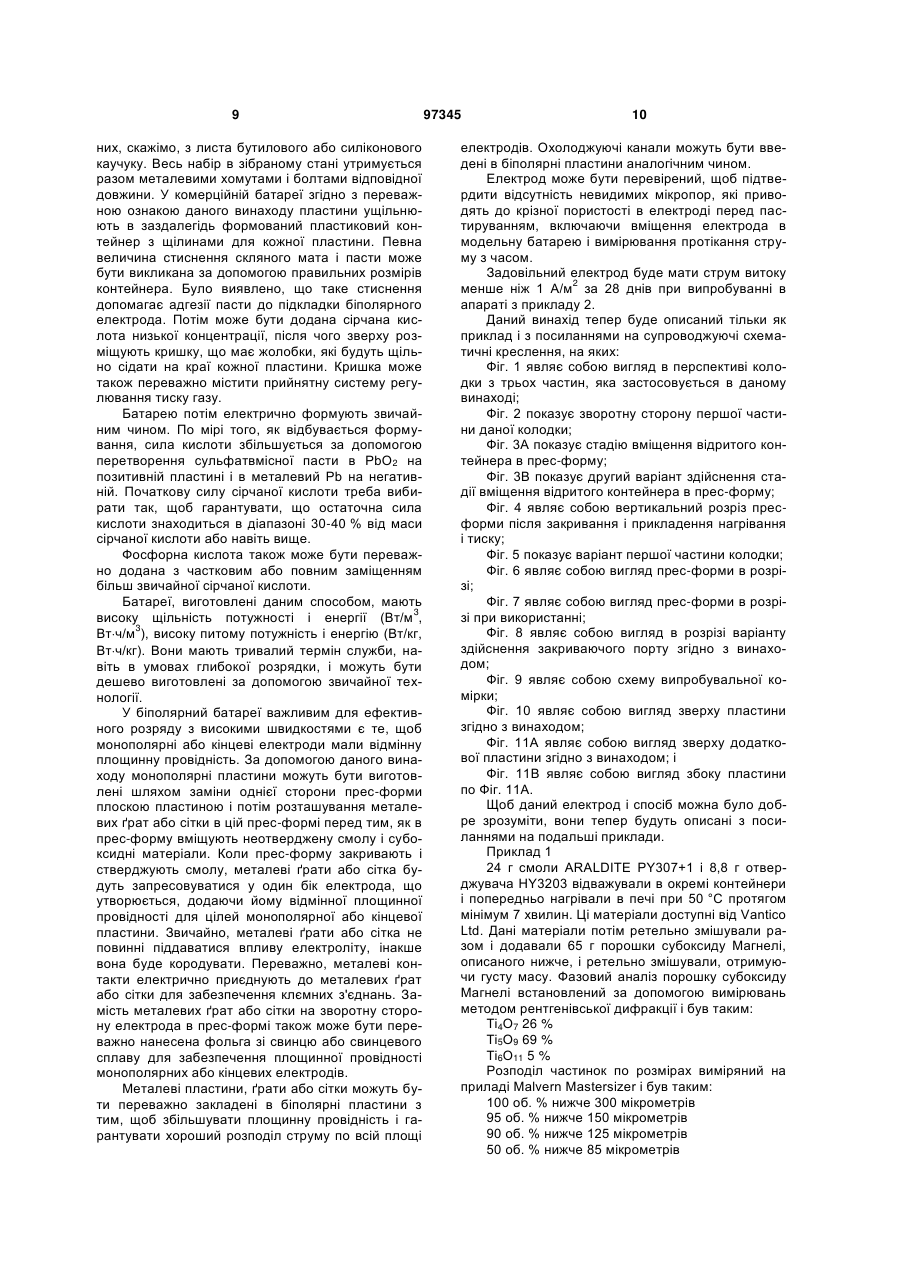
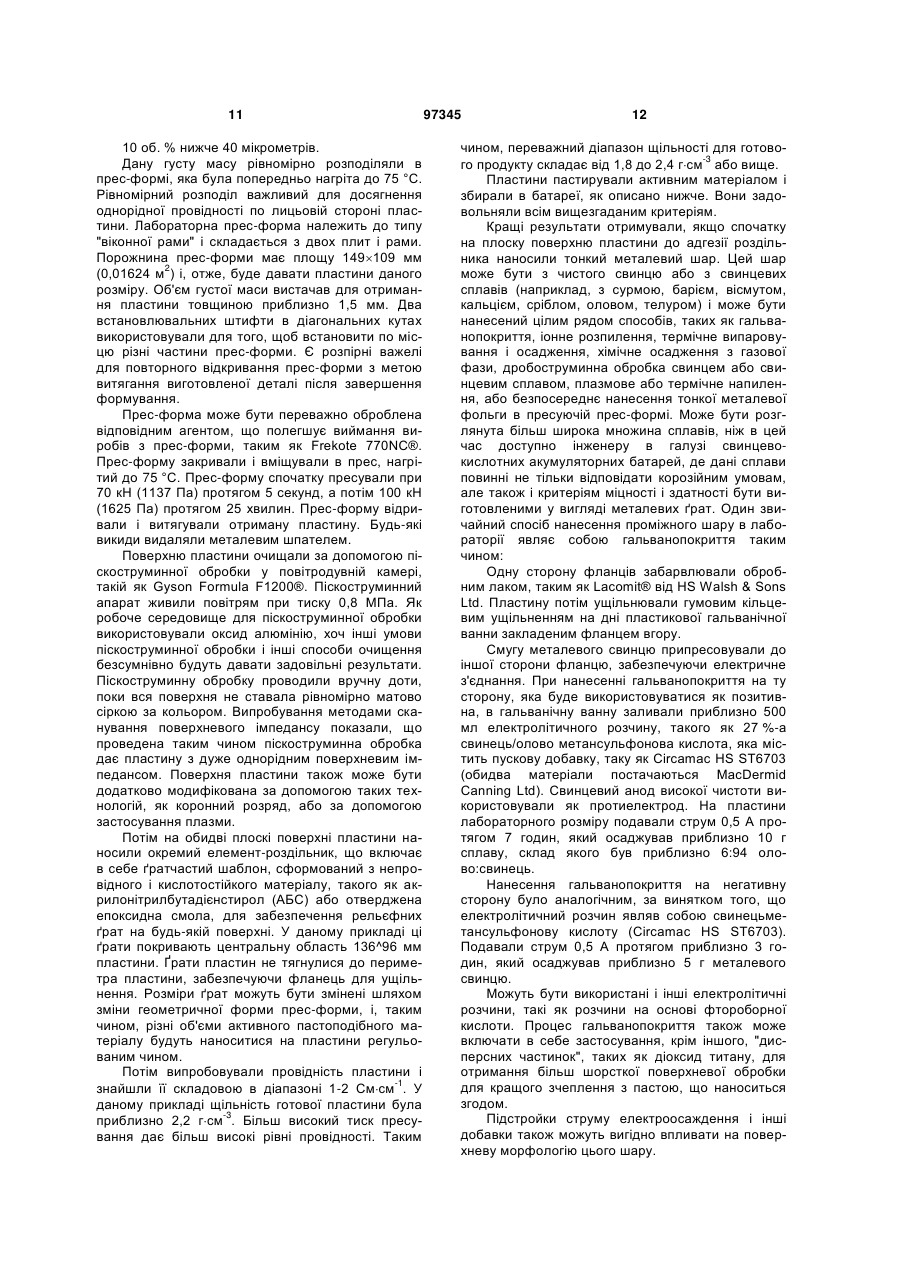
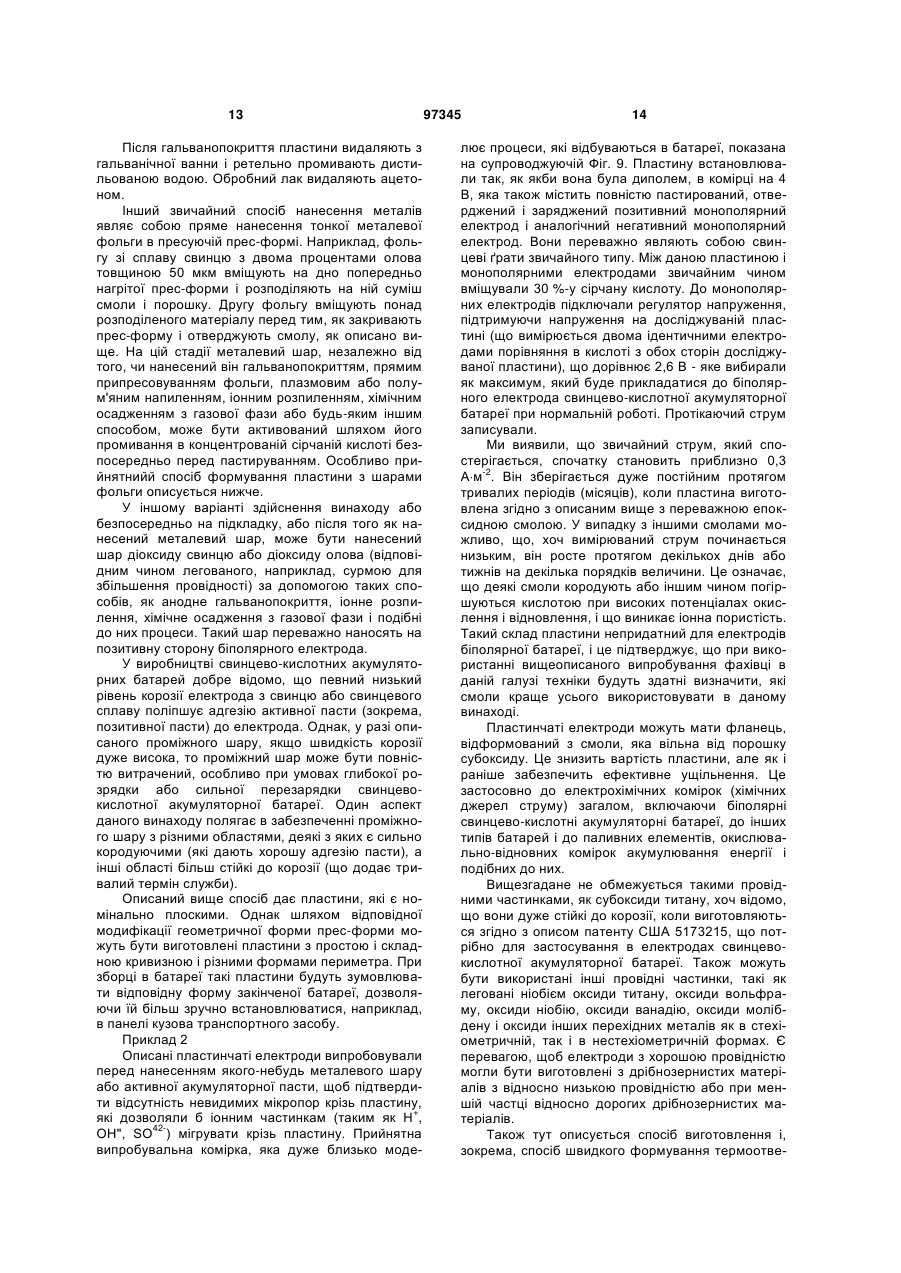
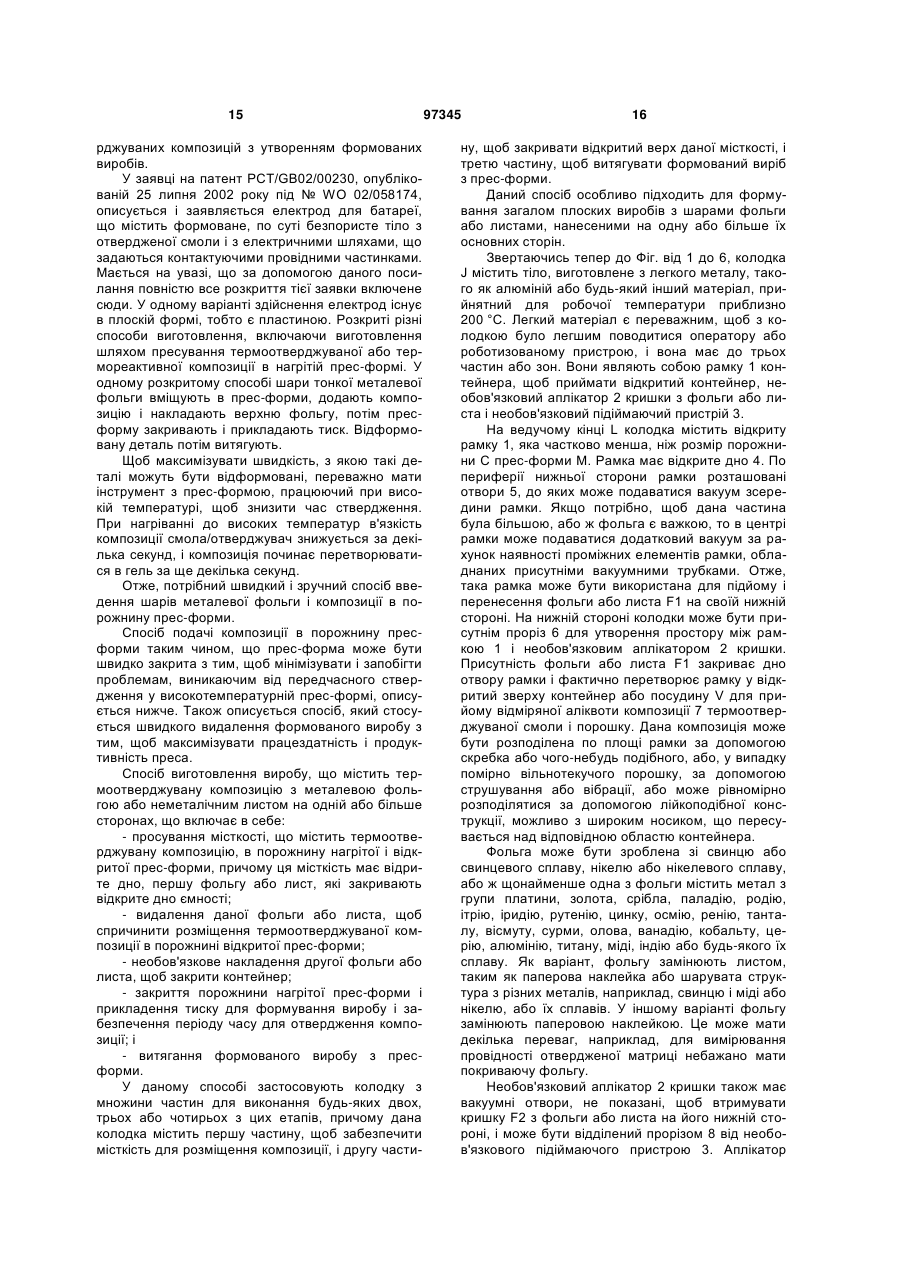
1. Електрод, який містить пластину, що має основну поверхню, до якої був прикріплений початково окремий рельєфний шаблон для спрямування нанесення і/або втримування пасти електроліту прилеглою до пластини, причому цей шаблон тягнеться до або у напрямку периферії основної поверхні, залишаючи краї пластини відкритими, при цьому пластина містить формоване, по суті безпористе тіло з отвердженої смоли і з електричними шляхами, що задаються контактуючими провідними частинками, і при цьому провідні частинки являють собою частинки субоксиду титану. 2. Електрод за пунктом 1, в якому пластина початково є гладкою, і в цілому без поверхневих ознак, пластиною. 2 (19) 1 3 97345 4 цьому шаблон тягнеться до або у напрямку периферії основної поверхні. 11. Спосіб за пунктом 9 або 10, що включає розміщення металевого проміжного шару між рельєфним шаблоном і пластиною. Винахід належить до електродів для застосування в електрохімічній комірці або батареї, наприклад, біполярній свинцево-кислотній акумуляторній батареї. Відомо, що біполярні пластинчаті електроди цього призначення виготовляють зі свинцю і свинцевих сплавів. У ідеалі ці електроди є дуже тонкими, щоб зменшити розмір і масу батареї, але тонкі листи металевого свинцю і свинцевих сплавів важко ущільнювати навколо країв. Надійне ущільнення потрібне в біполярних батареях для того, щоб запобігти утворенню провідних шляхів електроліту від однієї сторони біполярної пластини до іншої, які викликали б саморозряд батареї. Ці пластинчаті електроди не повністю стійкі до гальванічної корозії, яка звичайно приводить до пористості, яка проходить крізь пластини, у вигляді точкових раковин (а якщо електроди виготовлені з більшою товщиною, щоб подолати цю проблему, то вони є важкими). Пропозиції по зниженню ефективної маси свинцю включають в себе застосування пористих керамік з просоченими свинцем порами (які повинні бути досить товстими в перерізі, щоб бути механічно міцними, і тому є все ще досить важкими); і застосування скляних волокон і лусочок, покритих свинцем, свинцевим сплавом або легованих оксидом олова або оксидами свинцю, як провідні частинки в матриці термопластичної смоли, але такі електроди складні і дорогі у виробництві. Пробували матеріали на основі вуглецю, але більшість його форм схильні до електрохімічного окиснення. Пластини, виготовлені виключно з субоксидів титану зі структурою фаз Магнелі загальної формули ТіnО2n-1 (де n дорівнює цілому числу, більшому ніж 4 або вище), задовольняють багато чим з вищезгаданих критеріїв. Однак вони дорогі у виготовленні, є крихкими, і їм непросто додати поверхневі ознаки (рельєф), наприклад, для того, щоб приймати і втримувати покриття з акумуляторної пасти. Ми встановили, що пластини можуть бути виготовлені з матеріалу на основі субоксидів титану Магнелі в дисперсній формі у прийнятній полімерній матриці, і більшість, якщо не всі, цих недоліків можуть бути подоланий. Згідно з винаходом запропонований електрод, що містить пластину, яка має основну поверхню, до якої був прикріплений, наприклад, після того як електродна пластина була виготовлена, рельєфний шаблон для спрямування нанесення і/або втримання пасти електроліту прилеглою до пластини. Такий електрод може містити по суті безпористе формоване тіло з отвердженої смоли, причому дане тіло має електричні шляхи, які задаються контактуючими частинками субоксиду титану формули ТіnО2n-1. Субоксид титану у вигляді частинок переважно вибирають для забезпечення високого рівня провідності; переважними є Ті4О7 і Ті5О9. Деякі субоксиди мають низьку провідність і погану стійкість до корозії, і їх переважно уникають; прикладом є Ті3О5. Хоч ці частинки можуть бути передбачені у вигляді суміші фаз Магнелі, важливо, щоб присутність нижчих оксидів, таких як ТіО, Ті2О3, Ті3О5, була мінімізована, а переважно - повністю виключена. Є переважним, коли розподіл частинок по розмірах вибирають так, щоб частинки тісно контактували одна з одною, створюючи електричні шляхи і забезпечуючи провідність. Розподіл частинок по розмірах переважно є відносно вузьким, оскільки це дає хорошу електричну зв'язність. Частинки переважно мають розподіл частинок по розмірах зі стандартним відхиленням менше приблизно 50 % від середнього розміру частинок. Також можуть бути використані полімодальні суміші, але потрібно стежити за тим, щоб сукупності більш дрібних частинок не знижували електричну зв'язність сукупностей більш великих частинок. Ми виявили, що для виготовлення електродів конкретної товщини потрібні спеціальні розміри частинок і розподіли частинок по розмірах, але для електрода товщиною від 1 до 2 мм підходить середній розмір частинок (по об'єму) приблизно від 100 до 150 мікрометрів. Для виготовлення більш тонких електродів, які можуть бути переважними, потрібні менші частинки, якщо пластина повинна бути безпористою. Однак, якщо середній розмір частинок малий, то важче досягнути прийнятного вузького розподілу частинок по розмірах, щоб додати хорошу провідність. Порошок виготовляють такими способами, як описані в US-A-5173215. Умови виготовлення регулюють так, щоб гарантувати, що порошок має високу частку кристалографії Ті4О7 і Ті5О9 (щоб давати високу провідність) і фактично відсутність матеріалу Ті3О5, що не належить до фаз Магнелі (який викликає погану стійкість до корозії і низьку провідність). Порошок попередника ТіО2 вибирають і обробляють для отримання порошку, що належить до фаз Магнелі, субоксиду з розподілом частинок по розмірах, необхідних для хорошої провідності. Смола може бути вибрана з широкої множини матеріалів. Переважними є термореактивні смоли. Одна прийнятна смола для виготовлення стійкої до корозії пластини являє собою неотверджений епоксид, такий як Araldite PY307-1, в поєднанні з отверджувачем HY3203®, причому обидва ці матеріали доступні від Vantico AG, м. Базель, Швейцарія. Вона виявилася особливо стійкою до анод 5 ної корозії і придатною до виготовлення безпористої пластини, хоч і інші системи смол будуть давати задовільні продукти. Термореактивні смоли особливо підходять для виготовлення пластин з хорошою провідністю, оскільки їх отримують в гарячому пресі, який також спресовує частинки разом для тісного електронного контакту, і вони також в деякій мірі сідають при отвердженні, ще більш зближуючи частинки одну з одною. Інші термореактивні смоли-кандидати включають в себе епоксифеноли, новолачні смоли, епоксидні смоли на основі бісфенолу А, епоксидні смоли на основі бісфенолу F; складні поліефіри (насичені, ненасичені, ізофталеві, ортофталеві, модифіковані неопентилгліколем, модифіковані складним вініловим ефіром, вінілефіруретанові і ним подібні). Було виявлено, що деякі сорти цих полімерів демонструють відносно велику величину усадки при отвердженні, що супроводжується відносно поганою адгезією до частинок. Це дозволяє виникати взаємопов'язаним внутрішнім пустотам навколо поверхонь частинок, що робить їх непридатними для отримання по суті безпористих пластин. Однак до складу комерційних сортів цих смол можуть бути включені малоусадочні і інші добавки, при умові, що вони не впливають шкідливим чином на хімічну стійкість смоли в кислотному електроліті. Було показано, що деякі полімери нестабільні в поляризуючій присутності кислотного електроліту. Деякі комерційні смоли мають заздалегідь додану в суміш добавку, що полегшує виймання виробів з прес-форми, і їх в даній заявці потрібно уникати, оскільки вони можуть несприятливо впливати на адгезію активних матеріалів батареї і потенційно впливати на корозійну стабільність пластини, а також на хімію поверхні (поверхневе натягнення і інше) кислотного електроліту батареї. Вибрана смола буде переважно смолою, яка стійка до кислоти електроліту, особливо в тому випадку, коли електрод призначений для біполярних батарей. Патент США № 5017446 описує додання широкого діапазону провідних наповнювачів в термопластичну смолу. Автори виявили, що висока об'ємна частка частинок, описаних в патенті США 5017446, означає, що готовий електрод є дуже пористим і непридатним для використання як біполярний електрод, якщо не турбуватися забезпеченням того, щоб розподіл цих частинок по розмірах був таким, щоб створити дуже високу щільність упаковки, таку як бімодальний або тримодальний розподіл. Крім того, матриця з 60 % по об'єму твердих частинок в термопластиці, яка використовується в даному джерелі як приклад, має дуже погані реологічні властивості навіть при вказаних високих температурах розплаву (370 °C) і буде непридатна для лиття під тиском, який є переважною технологією масового виробництва термопластичних матеріалів. Щоб поліпшити і пористість, і реологічні характеристики розплаву, необхідно істотно знижувати частку твердих частинок в суміші до менш ніж приблизно 35 % об. З таблиці III патенту США 5017446 ясно, що отриманий в результаті матеріал буде мати питомий опір, який буде неприйнятним для використання в біполярній свинцево-кислотній акумуляторній батареї, 97345 6 де порогове значення відповідного питомого опору загальноприйнято складає менше ніж 1 Омсм. У прикладі 6 патенту США 5017446 вказується, що був досягнутий питомий опір 9,2 Омсм, яке не підходить для використання як біполярний електрод в свинцево-кислотній акумуляторній батареї. Даний винахід представляє матеріал, який має відповідні питомий опір і пористість, а також може бути виготовлений без необхідності в дуже ретельному управлінні розміром частинок і робить можливим добре відомий спосіб виготовлення. Провідність частинок субоксиду титану може бути поліпшена шляхом контакту з газом, таким як гелій або водень, протягом періоду, скажімо, до 24 годин перед введенням в композицію смоли при виготовленні електрода. Відносні частинки смоли і порошку субоксиду і розподіл частинок порошку субоксиду по розмірах будуть впливати на властивості електрода. Наприклад, електрод буде мати тенденцію до низької провідності, якщо: - використовується дуже висока об'ємна частка смоли; і/або - пластину або тіло іншої форми пресують при виробництві з дуже маленькою або нерівномірною силою; і/або - розподіл частинок по розмірах приводить до низької щільності упаковки; і/або - середній розмір частинок є дуже маленьким; і/або - усадка смоли при отвердженні недостатня; і/або - будь-яка надмірна смола не видавлюється з прес-форми у вигляді викиду внаслідок того, що або смола твердне дуже швидко, або в'язкість смоли дуже висока (або через її природу, або через дуже низьку температуру прес-форми), або просвіти прес-форми дуже малі. Електрод має тенденцію бути неприйнятним внаслідок пористості, якщо: - використовується дуже низька об'ємна частка смоли; і/або - розподіл частинок по розмірах дає таку низьку щільність упаковки, що існує більший об'єм міжчастинкових пустот, які необхідно заповнювати смолою, і таким чином фактична об'ємна частка смоли стає низькою; і/або - середній розмір частинок дуже великий; і/або - надмірна усадка смоли при виробництві електрода і, в силу цього, погана адгезія до частинок утворює порожнини біля і навколо частинок при отвердженні; і/або - смола стверджується дуже повільно, має низьку в'язкість (або через свою природу, або через температуру прес-форми), або зазори прес-форми дуже великі, так що значні кількості смоли втрачаються з прес-форми. При виготовленні тіла переважно мати невеликий надлишок термореактивної смоли. При формуванні пресом провідні частинки стискуються разом, утворюючи провідні шляхи з низьким питомим опором. Будь-яка надмірна смола видавлюється з прес-форми у вигляді "викиду" до остаточного ствердження матеріалу, яке відбувається в 7 пресі, під тиском, тим самим "закріпляючи" електричну провідність. Можуть також бути присутнім частинки субоксиду титану з високим (наприклад, стержні, волокна) або низьким (наприклад, пластівці) відношенням розмірів для збільшення зв'язності між електропровідними частинками субоксиду в електроді. Частинки з високим відношенням розмірів особливо сприятливі, оскільки вони забезпечують більш довгі нерозривні електричні шляхи, тим самим збільшуючи провідність. Пластина може мати наступну комбінацію ознак: - є електропровідною, тобто загальна електри-1 чна провідність більша, ніж 0,5 Смсм , більш конкретно має ортогональну провідність щонайменше -1 приблизно 1 0,5 Смсм , яка відносно рівномірна по лицьовій стороні пластини; - по суті не має крізної пористості (яка дозволяла б іонним частинкам переміщатися через пори, викликаючи саморозряд батареї), що демон2 струється струмом витоку менше 1 А/м ; - стійка до хімічного впливу з боку матеріалів в свинцево-кислотній акумуляторній батареї (це головним чином кислота, а також окислювач РbО2 і відновник металевий Рb); - стійка до гальванічної корозії (особливо при потенціалі окиснення, який має місце під час перезарядки позитивної сторони біполярної пластини); - забезпечує споріднену і зв'язувальну поверхню для активних хімікатів в батареї (таких як PbO2, PbSO4, Pb, триосновний сульфат свинцю, чотириосновний сульфат свинцю); - є механічно міцною в тонких частинах; - не каталізує утворення кисню або водню при потенціалах, які мають місце під час перезарядки батареї; - забезпечує поверхню, на яку можна наносити адгезиви і ущільнювачі, і/або механічні ущільнення; - в ідеалі має деякі поверхневі ознаки (такі як трикутні, квадратні, гексагональні ґрати або ґрати з іншим мозаїчним малюнком), які дозволять активному пастоподібному матеріалу легко і рівномірно розподілятися по утворених таким чином комірках і обмежувати рух пасти під час циклу зарядження і розрядження батареї, і - в ідеалі має низьку масу. Що стосується способу виготовлення електрода, то даний спосіб може містити змішування неотвердженої смоли, її отверджувача і частинок субоксиду титану Магнелі, і заливання даної суміші в прес-форму для отримання формованого тіла. Смола і отверджувач можуть бути нагрітими, частинки субоксиду титану додають, отримуючи густу масу, яку потім додають в заздалегідь нагріту пресформу. У іншому переважному способі компоненти смоли і частинки субоксиду спочатку формують в листову прес-масу, яка може бути рівномірно вміщена в прес-форму, оскільки з нею легко поводитися. Даний спосіб може включати в себе етап вміщення прес-форми в нагрітий прес і прикладення тиску. Тиск може становити приблизно 2000 Па, а 97345 8 температура - щонайменше 35 °C, переважно щонайменше 70 °C. У одному варіанті здійснення даний спосіб включає в себе додатковий етап видалення формованого виробу з прес-форми і очищення поверхонь за допомогою таких способів, як піскоструминне очищення, застосування коронного розряду і плазми, і інших технологій очищення поверхні. Даний спосіб може включати в себе етап нанесення акумуляторної пасти на електрод. На різні ділянки електрода можуть наноситися різні кількості пасти. Даний спосіб може включати в себе етап нанесення спочатку тонкого шару металу на електрод перед нанесенням пасти. Спосіб може включати в себе нанесення шару металу за допомогою гальванопокриття і додавання дисперсних частинок в електролітичний розчин. Даний спосіб може включати в себе етап припресовування тонкої фольги, скажімо, приблизно до 200 мікрон товщиною, з металу на поверхню електрода в той час, поки він знаходиться в формувальному пресі, і смола стверджується. Інші способи включають в себе плазмовий або полум'яне напилення, іонне розпилення, хімічне осадження з газової фази і ним подібні. Смоли з низькою в'язкістю є переважними для змочування зовнішньої поверхні частинок, які будуть збільшувати низьку пористість до, скажімо, менш ніж приблизно 50 Пас при 20 °C. Ці смоли будуть також мати тенденцію проникати в мікроскопічні поверхневі ознаки частинок, поліпшуючи механічну міцність. В'язкість може бути знижена шляхом попереднього нагрівання або за допомогою вибору прийнятних смол. Однак смол з дуже низькою в'язкістю потрібно уникати по вказаних вище причинах. Зв'язувальні агенти, такі як силани, для контакту з поверхнею частинок можуть бути використані з тим, щоб поліпшувати адгезію і змочування смолою частинок субоксиду, поліпшуючи низьку пористість і високу механічну міцність. Зв'язувальні і/або змочувальні агенти (такі як силани і інші поверхнево-активні речовини) можуть бути переважно використані на пластинах, які не мають накладеного металевого шару. Пастирування пластин виконують звичайним шляхом звичайною пастою оксиду свинцю або іншими свинецьвмісними пастами. Паста на електроді може стверджуватися звичайним шляхом. Батарея може включати в себе електрод, охарактеризований тут або виготовлений за допомогою охарактеризованого тут способу. Батарея містить велику кількість електродів і кислотний електроліт. З пастированими і отвердженими пластинами, батарею збирають, використовуючи деяке число біполярних пластин, відповідним чином орієнтованих, і один єдиний позитивний монополярний електрод на одному кінці і один єдиний негативний монополярний електрод на іншому кінці. Поглинаючі скляні мати можуть переважно вставлятися між кожними пластинами. Ущільнення пластин досягають в лабораторії за допомогою застосування прокладок відповідної товщини, виготовле 9 них, скажімо, з листа бутилового або силіконового каучуку. Весь набір в зібраному стані утримується разом металевими хомутами і болтами відповідної довжини. У комерційній батареї згідно з переважною ознакою даного винаходу пластини ущільнюють в заздалегідь формований пластиковий контейнер з щілинами для кожної пластини. Певна величина стиснення скляного мата і пасти може бути викликана за допомогою правильних розмірів контейнера. Було виявлено, що таке стиснення допомагає адгезії пасти до підкладки біполярного електрода. Потім може бути додана сірчана кислота низької концентрації, після чого зверху розміщують кришку, що має жолобки, які будуть щільно сідати на краї кожної пластини. Кришка може також переважно містити прийнятну систему регулювання тиску газу. Батарею потім електрично формують звичайним чином. По мірі того, як відбувається формування, сила кислоти збільшується за допомогою перетворення сульфатвмісної пасти в РbО2 на позитивній пластині і в металевий Рb на негативній. Початкову силу сірчаної кислоти треба вибирати так, щоб гарантувати, що остаточна сила кислоти знаходиться в діапазоні 30-40 % від маси сірчаної кислоти або навіть вище. Фосфорна кислота також може бути переважно додана з частковим або повним заміщенням більш звичайної сірчаної кислоти. Батареї, виготовлені даним способом, мають 3 високу щільність потужності і енергії (Вт/м , 3 Втч/м ), високу питому потужність і енергію (Вт/кг, Втч/кг). Вони мають тривалий термін служби, навіть в умовах глибокої розрядки, і можуть бути дешево виготовлені за допомогою звичайної технології. У біполярний батареї важливим для ефективного розряду з високими швидкостями є те, щоб монополярні або кінцеві електроди мали відмінну площинну провідність. За допомогою даного винаходу монополярні пластини можуть бути виготовлені шляхом заміни однієї сторони прес-форми плоскою пластиною і потім розташування металевих ґрат або сітки в цій прес-формі перед тим, як в прес-форму вміщують неотверджену смолу і субоксидні матеріали. Коли прес-форму закривають і стверджують смолу, металеві ґрати або сітка будуть запресовуватися у один бік електрода, що утворюється, додаючи йому відмінної площинної провідності для цілей монополярної або кінцевої пластини. Звичайно, металеві ґрати або сітка не повинні піддаватися впливу електроліту, інакше вона буде кородувати. Переважно, металеві контакти електрично приєднують до металевих ґрат або сітки для забезпечення клємних з'єднань. Замість металевих ґрат або сітки на зворотну сторону електрода в прес-формі також може бути переважно нанесена фольга зі свинцю або свинцевого сплаву для забезпечення площинної провідності монополярних або кінцевих електродів. Металеві пластини, ґрати або сітки можуть бути переважно закладені в біполярні пластини з тим, щоб збільшувати площинну провідність і гарантувати хороший розподіл струму по всій площі 97345 10 електродів. Охолоджуючі канали можуть бути введені в біполярні пластини аналогічним чином. Електрод може бути перевірений, щоб підтвердити відсутність невидимих мікропор, які приводять до крізної пористості в електроді перед пастируванням, включаючи вміщення електрода в модельну батарею і вимірювання протікання струму з часом. Задовільний електрод буде мати струм витоку 2 менше ніж 1 А/м за 28 днів при випробуванні в апараті з прикладу 2. Даний винахід тепер буде описаний тільки як приклад і з посиланнями на супроводжуючі схематичні креслення, на яких: Фіг. 1 являє собою вигляд в перспективі колодки з трьох частин, яка застосовується в даному винаході; Фіг. 2 показує зворотну сторону першої частини даної колодки; Фіг. 3А показує стадію вміщення відритого контейнера в прес-форму; Фіг. 3В показує другий варіант здійснення стадії вміщення відритого контейнера в прес-форму; Фіг. 4 являє собою вертикальний розріз пресформи після закривання і прикладення нагрівання і тиску; Фіг. 5 показує варіант першої частини колодки; Фіг. 6 являє собою вигляд прес-форми в розрізі; Фіг. 7 являє собою вигляд прес-форми в розрізі при використанні; Фіг. 8 являє собою вигляд в розрізі варіанту здійснення закриваючого порту згідно з винаходом; Фіг. 9 являє собою схему випробувальної комірки; Фіг. 10 являє собою вигляд зверху пластини згідно з винаходом; Фіг. 11А являє собою вигляд зверху додаткової пластини згідно з винаходом; і Фіг. 11В являє собою вигляд збоку пластини по Фіг. 11А. Щоб даний електрод і спосіб можна було добре зрозуміти, вони тепер будуть описані з посиланнями на подальші приклади. Приклад 1 24 г смоли ARALDITE PY307+1 і 8,8 г отверджувача HY3203 відважували в окремі контейнери і попередньо нагрівали в печі при 50 °C протягом мінімум 7 хвилин. Ці матеріали доступні від Vantico Ltd. Дані матеріали потім ретельно змішували разом і додавали 65 г порошки субоксиду Магнелі, описаного нижче, і ретельно змішували, отримуючи густу масу. Фазовий аналіз порошку субоксиду Магнелі встановлений за допомогою вимірювань методом рентгенівської дифракції і був таким: Ті4О7 26 % Ті5О9 69 % Тi6О11 5 % Розподіл частинок по розмірах виміряний на приладі Malvern Mastersizer і був таким: 100 об. % нижче 300 мікрометрів 95 об. % нижче 150 мікрометрів 90 об. % нижче 125 мікрометрів 50 об. % нижче 85 мікрометрів 11 10 об. % нижче 40 мікрометрів. Дану густу масу рівномірно розподіляли в прес-формі, яка була попередньо нагріта до 75 °C. Рівномірний розподіл важливий для досягнення однорідної провідності по лицьовій стороні пластини. Лабораторна прес-форма належить до типу "віконної рами" і складається з двохплит і рами. Порожнина прес-форми має площу 149109 мм 2 (0,01624 м ) і, отже, буде давати пластини даного розміру. Об'єм густої маси вистачав для отримання пластини товщиною приблизно 1,5 мм. Два встановлювальних штифти в діагональних кутах використовували для того, щоб встановити по місцю різні частини прес-форми. Є розпірні важелі для повторного відкривання прес-форми з метою витягання виготовленої деталі після завершення формування. Прес-форма може бути переважно оброблена відповідним агентом, що полегшує виймання виробів з прес-форми, таким як Frekote 770NC®. Прес-форму закривали і вміщували в прес, нагрітий до 75 °C. Прес-форму спочатку пресували при 70 кН (1137 Па) протягом 5 секунд, а потім 100 кН (1625 Па) протягом 25 хвилин. Прес-форму відривали і витягували отриману пластину. Будь-які викиди видаляли металевим шпателем. Поверхню пластини очищали за допомогою піскоструминної обробки у повітродувній камері, такій як Gyson Formula F1200®. Піскоструминний апарат живили повітрям при тиску 0,8 МПа. Як робоче середовище для піскоструминної обробки використовували оксид алюмінію, хоч інші умови піскоструминної обробки і інші способи очищення безсумнівно будуть давати задовільні результати. Піскоструминну обробку проводили вручну доти, поки вся поверхня не ставала рівномірно матово сіркою за кольором. Випробування методами сканування поверхневого імпедансу показали, що проведена таким чином піскоструминна обробка дає пластину з дуже однорідним поверхневим імпедансом. Поверхня пластини також може бути додатково модифікована за допомогою таких технологій, як коронний розряд, або за допомогою застосування плазми. Потім на обидві плоскі поверхні пластини наносили окремий елемент-роздільник, що включає в себе ґратчастий шаблон, сформований з непровідного і кислотостійкого матеріалу, такого як акрилонітрилбутадієнстирол (АБС) або отверджена епоксидна смола, для забезпечення рельєфних ґрат на будь-якій поверхні. У даному прикладі ці ґрати покривають центральну область 136^96 мм пластини. Ґрати пластин не тягнулися до периметра пластини, забезпечуючи фланець для ущільнення. Розміри ґрат можуть бути змінені шляхом зміни геометричної форми прес-форми, і, таким чином, різні об'єми активного пастоподібного матеріалу будуть наноситися на пластини регульованим чином. Потім випробовували провідність пластини і -1 знайшли її складовою в діапазоні 1-2 Смсм . У даному прикладі щільність готової пластини була -3 приблизно 2,2 гсм . Більш високий тиск пресування дає більш високі рівні провідності. Таким 97345 12 чином, переважний діапазон щільності для готово-3 го продукту складає від 1,8 до 2,4 гсм або вище. Пластини пастирували активним матеріалом і збирали в батареї, як описано нижче. Вони задовольняли всім вищезгаданим критеріям. Кращі результати отримували, якщо спочатку на плоску поверхню пластини до адгезії роздільника наносили тонкий металевий шар. Цей шар може бути з чистого свинцю або з свинцевих сплавів (наприклад, з сурмою, барієм, вісмутом, кальцієм, сріблом, оловом, телуром) і може бути нанесений цілим рядом способів, таких як гальванопокриття, іонне розпилення, термічне випаровування і осадження, хімічне осадження з газової фази, дробоструминна обробка свинцем або свинцевим сплавом, плазмове або термічне напилення, або безпосереднє нанесення тонкої металевої фольги в пресуючій прес-формі. Може бути розглянута більш широка множина сплавів, ніж в цей час доступно інженеру в галузі свинцевокислотних акумуляторних батарей, де дані сплави повинні не тільки відповідати корозійним умовам, але також і критеріям міцності і здатності бути виготовленими у вигляді металевих ґрат. Один звичайний спосіб нанесення проміжного шару в лабораторії являє собою гальванопокриття таким чином: Одну сторону фланців забарвлювали обробним лаком, таким як Lacomit® від HS Walsh & Sons Ltd. Пластину потім ущільнювали гумовим кільцевим ущільненням на дні пластикової гальванічної ванни закладеним фланцем вгору. Смугу металевого свинцю припресовували до іншої сторони фланцю, забезпечуючи електричне з'єднання. При нанесенні гальванопокриття на ту сторону, яка буде використовуватися як позитивна, в гальванічну ванну заливали приблизно 500 мл електролітичного розчину, такого як 27 %-а свинець/олово метансульфонова кислота, яка містить пускову добавку, таку як Circamac HS ST6703 (обидва матеріали постачаються MacDermid Canning Ltd). Свинцевий анод високої чистоти використовували як протиелектрод. На пластини лабораторного розміру подавали струм 0,5 А протягом 7 годин, який осаджував приблизно 10 г сплаву, склад якого був приблизно 6:94 олово:свинець. Нанесення гальванопокриття на негативну сторону було аналогічним, за винятком того, що електролітичний розчин являв собою свинецьметансульфонову кислоту (Circamac HS ST6703). Подавали струм 0,5 А протягом приблизно 3 годин, який осаджував приблизно 5 г металевого свинцю. Можуть бути використані і інші електролітичні розчини, такі як розчини на основі фтороборної кислоти. Процес гальванопокриття також може включати в себе застосування, крім іншого, "дисперсних частинок", таких як діоксид титану, для отримання більш шорсткої поверхневої обробки для кращого зчеплення з пастою, що наноситься згодом. Підстройки струму електроосаждення і інші добавки також можуть вигідно впливати на поверхневу морфологію цього шару. 13 Після гальванопокриття пластини видаляють з гальванічної ванни і ретельно промивають дистильованою водою. Обробний лак видаляють ацетоном. Інший звичайний спосіб нанесення металів являє собою пряме нанесення тонкої металевої фольги в пресуючій прес-формі. Наприклад, фольгу зі сплаву свинцю з двома процентами олова товщиною 50 мкм вміщують на дно попередньо нагрітої прес-форми і розподіляють на ній суміш смоли і порошку. Другу фольгу вміщують понад розподіленого матеріалу перед тим, як закривають прес-форму і отверджують смолу, як описано вище. На цій стадії металевий шар, незалежно від того, чи нанесений він гальванопокриттям, прямим припресовуванням фольги, плазмовим або полум'яним напиленням, іонним розпиленням, хімічним осадженням з газової фази або будь-яким іншим способом, може бути активований шляхом його промивання в концентрованій сірчаній кислоті безпосередньо перед пастируванням. Особливо прийнятнийй спосіб формування пластини з шарами фольги описується нижче. У іншому варіанті здійснення винаходу або безпосередньо на підкладку, або після того як нанесений металевий шар, може бути нанесений шар діоксиду свинцю або діоксиду олова (відповідним чином легованого, наприклад, сурмою для збільшення провідності) за допомогою таких способів, як анодне гальванопокриття, іонне розпилення, хімічне осадження з газової фази і подібні до них процеси. Такий шар переважно наносять на позитивну сторону біполярного електрода. У виробництві свинцево-кислотних акумуляторних батарей добре відомо, що певний низький рівень корозії електрода з свинцю або свинцевого сплаву поліпшує адгезію активної пасти (зокрема, позитивної пасти) до електрода. Однак, у разі описаного проміжного шару, якщо швидкість корозії дуже висока, то проміжний шар може бути повністю витрачений, особливо при умовах глибокої розрядки або сильної перезарядки свинцевокислотної акумуляторної батареї. Один аспект даного винаходу полягає в забезпеченні проміжного шару з різними областями, деякі з яких є сильно кородуючими (які дають хорошу адгезію пасти), а інші області більш стійкі до корозії (що додає тривалий термін служби). Описаний вище спосіб дає пластини, які є номінально плоскими. Однак шляхом відповідної модифікації геометричної форми прес-форми можуть бути виготовлені пластини з простою і складною кривизною і різними формами периметра. При зборці в батареї такі пластини будуть зумовлювати відповідну форму закінченої батареї, дозволяючи їй більш зручно встановлюватися, наприклад, в панелі кузова транспортного засобу. Приклад 2 Описані пластинчаті електроди випробовували перед нанесенням якого-небудь металевого шару або активної акумуляторної пасти, щоб підтвердити відсутність невидимих мікропор крізь пластину, + які дозволяли б іонним частинкам (таким як Н , 42ОН", SO ) мігрувати крізь пластину. Прийнятна випробувальна комірка, яка дуже близько моде 97345 14 лює процеси, які відбуваються в батареї, показана на супроводжуючій Фіг. 9. Пластину встановлювали так, як якби вона була диполем, в комірці на 4 В, яка також містить повністю пастирований, отверджений і заряджений позитивний монополярний електрод і аналогічний негативний монополярний електрод. Вони переважно являють собою свинцеві ґрати звичайного типу. Між даною пластиною і монополярними електродами звичайним чином вміщували 30 %-у сірчану кислоту. До монополярних електродів підключали регулятор напруження, підтримуючи напруження на досліджуваній пластині (що вимірюється двома ідентичними електродами порівняння в кислоті з обох сторін досліджуваної пластини), що дорівнює 2,6 В - яке вибирали як максимум, який буде прикладатися до біполярного електрода свинцево-кислотної акумуляторної батареї при нормальній роботі. Протікаючий струм записували. Ми виявили, що звичайний струм, який спостерігається, спочатку становить приблизно 0,3 -2 Ам . Він зберігається дуже постійним протягом тривалих періодів (місяців), коли пластина виготовлена згідно з описаним вище з переважною епоксидною смолою. У випадку з іншими смолами можливо, що, хоч вимірюваний струм починається низьким, він росте протягом декількох днів або тижнів на декілька порядків величини. Це означає, що деякі смоли кородують або іншим чином погіршуються кислотою при високих потенціалах окислення і відновлення, і що виникає іонна пористість. Такий склад пластини непридатний для електродів біполярної батареї, і це підтверджує, що при використанні вищеописаного випробування фахівці в даній галузі техніки будуть здатні визначити, які смоли краще усього використовувати в даному винаході. Пластинчаті електроди можуть мати фланець, відформований з смоли, яка вільна від порошку субоксиду. Це знизить вартість пластини, але як і раніше забезпечить ефективне ущільнення. Це застосовно до електрохімічних комірок (хімічних джерел струму) загалом, включаючи біполярні свинцево-кислотні акумуляторні батареї, до інших типів батарей і до паливних елементів, окислювально-відновних комірок акумулювання енергії і подібних до них. Вищезгадане не обмежується такими провідними частинками, як субоксиди титану, хоч відомо, що вони дуже стійкі до корозії, коли виготовляються згідно з описом патенту США 5173215, що потрібно для застосування в електродах свинцевокислотної акумуляторної батареї. Також можуть бути використані інші провідні частинки, такі як леговані ніобієм оксиди титану, оксиди вольфраму, оксиди ніобію, оксиди ванадію, оксиди молібдену і оксиди інших перехідних металів як в стехіометричній, так і в нестехіометричній формах. Є перевагою, щоб електроди з хорошою провідністю могли бути виготовлені з дрібнозернистих матеріалів з відносно низькою провідністю або при меншій частці відносно дорогих дрібнозернистих матеріалів. Також тут описується спосіб виготовлення і, зокрема, спосіб швидкого формування термоотве 15 рджуваних композицій з утворенням формованих виробів. У заявці на патент PCT/GB02/00230, опублікованій 25 липня 2002 року під № WO 02/058174, описується і заявляється електрод для батареї, що містить формоване, по суті безпористе тіло з отвердженої смоли і з електричними шляхами, що задаються контактуючими провідними частинками. Мається на увазі, що за допомогою даного посилання повністю все розкриття тієї заявки включене сюди. У одному варіанті здійснення електрод існує в плоскій формі, тобто є пластиною. Розкриті різні способи виготовлення, включаючи виготовлення шляхом пресування термоотверджуваної або термореактивної композиції в нагрітій прес-формі. У одному розкритому способі шари тонкої металевої фольги вміщують в прес-форми, додають композицію і накладають верхню фольгу, потім пресформу закривають і прикладають тиск. Відформовану деталь потім витягують. Щоб максимізувати швидкість, з якою такі деталі можуть бути відформовані, переважно мати інструмент з прес-формою, працюючий при високій температурі, щоб знизити час ствердження. При нагріванні до високих температур в'язкість композиції смола/отверджувач знижується за декілька секунд, і композиція починає перетворюватися в гель за ще декілька секунд. Отже, потрібний швидкий і зручний спосіб введення шарів металевої фольги і композиції в порожнину прес-форми. Спосіб подачі композиції в порожнину пресформи таким чином, що прес-форма може бути швидко закрита з тим, щоб мінімізувати і запобігти проблемам, виникаючим від передчасного ствердження у високотемпературній прес-формі, описується нижче. Також описується спосіб, який стосується швидкого видалення формованого виробу з тим, щоб максимізувати працездатність і продуктивність преса. Спосіб виготовлення виробу, що містить термоотверджувану композицію з металевою фольгою або неметалічним листом на одній або більше сторонах, що включає в себе: - просування місткості, що містить термоотверджувану композицію, в порожнину нагрітої і відкритої прес-форми, причому ця місткість має відрите дно, першу фольгу або лист, які закривають відкрите дно ємності; - видалення даної фольги або листа, щоб спричинити розміщення термоотверджуваної композиції в порожнині відкритої прес-форми; - необов'язкове накладення другої фольги або листа, щоб закрити контейнер; - закриття порожнини нагрітої прес-форми і прикладення тиску для формування виробу і забезпечення періоду часу для отвердження композиції; і - витягання формованого виробу з пресформи. У даному способі застосовують колодку з множини частин для виконання будь-яких двох, трьох або чотирьох з цих етапів, причому дана колодка містить першу частину, щоб забезпечити місткість для розміщення композиції, і другу части 97345 16 ну, щоб закривати відкритий верх даної місткості, і третю частину, щоб витягувати формований виріб з прес-форми. Даний спосіб особливо підходить для формування загалом плоских виробів з шарами фольги або листами, нанесеними на одну або більше їх основних сторін. Звертаючись тепер до Фіг. від 1 до 6, колодка J містить тіло, виготовлене з легкого металу, такого як алюміній або будь-який інший матеріал, прийнятний для робочої температури приблизно 200 °C. Легкий матеріал є переважним, щоб з колодкою було легшим поводитися оператору або роботизованому пристрою, і вона має до трьох частин або зон. Вони являють собою рамку 1 контейнера, щоб приймати відкритий контейнер, необов'язковий аплікатор 2 кришки з фольги або листа і необов'язковий підіймаючий пристрій 3. На ведучому кінці L колодка містить відкриту рамку 1, яка частково менша, ніж розмір порожнини С прес-форми М. Рамка має відкрите дно 4. По периферії нижньої сторони рамки розташовані отвори 5, до яких може подаватися вакуум зсередини рамки. Якщо потрібно, щоб дана частина була більшою, або ж фольга є важкою, то в центрі рамки може подаватися додатковий вакуум за рахунок наявності проміжних елементів рамки, обладнаних присутніми вакуумними трубками. Отже, така рамка може бути використана для підйому і перенесення фольги або листа F1 на своїй нижній стороні. На нижній стороні колодки може бути присутнім проріз 6 для утворення простору між рамкою 1 і необов'язковим аплікатором 2 кришки. Присутність фольги або листа F1 закриває дно отвору рамки і фактично перетворює рамку у відкритий зверху контейнер або посудину V для прийому відміряної аліквоти композиції 7 термоотверджуваної смоли і порошку. Дана композиція може бути розподілена по площі рамки за допомогою скребка або чого-небудь подібного, або, у випадку помірно вільнотекучого порошку, за допомогою струшування або вібрації, або може рівномірно розподілятися за допомогою лійкоподібної конструкції, можливо з широким носиком, що пересувається над відповідною областю контейнера. Фольга може бути зроблена зі свинцю або свинцевого сплаву, нікелю або нікелевого сплаву, або ж щонайменше одна з фольги містить метал з групи платини, золота, срібла, паладію, родію, ітрію, іридію, рутенію, цинку, осмію, ренію, танталу, вісмуту, сурми, олова, ванадію, кобальту, церію, алюмінію, титану, міді, індію або будь-якого їх сплаву. Як варіант, фольгу замінюють листом, таким як паперова наклейка або шарувата структура з різних металів, наприклад, свинцю і міді або нікелю, або їх сплавів. У іншому варіанті фольгу замінюють паперовою наклейкою. Це може мати декілька переваг, наприклад, для вимірювання провідності отвердженої матриці небажано мати покриваючу фольгу. Необов'язковий аплікатор 2 кришки також має вакуумні отвори, не показані, щоб втримувати кришку F2 з фольги або листа на його нижній стороні, і може бути відділений прорізом 8 від необов'язкового підіймаючого пристрою 3. Аплікатор 17 кришки може використовуватися для того, щоб вміщувати другу фольгу або лист поверх композиції термоотверджуваної смоли в порожнині пресформи. Необов'язковий підіймаючий пристрій 3 (не показано в перерізі) також забезпечується вакуумом і може бути переважно використаний для підйому і видалення будь-якої раніше закінченої деталі з прес-форми на початку кожного циклу. Також можуть бути використані інші способи витягання даної деталі, такі як витягуючі штифти. Швидке завантаження порожнини відбувається таким чином: в рамці 1 створюється вакуум за допомогою отворів 5 з тим, щоб притиснути фольгу або лист F1 до рамки 1 колодки J. Додається стверджувана композиція 7. Секція аплікатора кришки колодки 2 переміщається в положення, де вона аналогічно завантажується фольгою або листом F2. Можливо, що обидві фольги або обидва листи можуть бути завантажені перед тим, як композиція завантажується в контейнер, що утворюється рамкою 1 і фольгою або листом F2. Будучи завантаженою таким чином, колодка J переміщається доти, поки підіймаючий пристрій 3 не виявиться поруч з відкритою і заздалегідь нагрітою порожниною, яка містить раніше отверджену деталь, яка прикріпляється до 3 за допомогою вакууму, після чого колодка підіймається вертикально, щоб видалити закінчену деталь з порожнини прес-форми. Рамка 1 зі своєю фольгою або листом F1, що містить дану композицію, підходить і розміщується в порожнині С або на близькій відстані над порожниною С нагрітої прес-форми М. Непоказані напрямні штифти можуть бути використані для того, щоб точно розмістити рамку 1, або ж переважно роботизований пристрій може бути запрограмований так, щоб втримувати колодку J і гарантувати точне розміщення. Потім вакуум спускають, так що фольга або лист і термоотверджувана композиція залишаються в порожнині С по мірі того, як рамка 1 підіймається вертикально. Колодка J потім швидко переміщається (ліворуч, як показано) доти, поки аплікатор 2 кришки, заздалегідь завантажений другою фольгою або листом F2, не підійде до порожнини, і вакуум в ньому спускається. Фольга або лист F2 падає на контейнер V. Аплікатор 2 підіймається вертикально, залишаючи другу фольгу або лист F2 поверх композиції 7. Колодка переміщається в сторону, так що інструмент, що вміщає прес-форму М, може бути закритий. Час між тим моментом, коли термоотверджувана композиція розміщена в нагрітій порожнині, і тим моментом, коли порожнина закрита і прикладений тиск, при даному способі може бути таким коротким, як приблизно З секунди, і не більше ніж 10 секунд, гарантуючи, що вплив передчасного ствердження мінімізується. Під час періоду закритої прес-форми смола розріджується і тече до кінців порожнини. Переважно утворюється деякий викид, щоб гарантувати, що порожнина С повністю заповнена, і для цієї мети в прес-формі можуть бути переважно сконструйовані кармани для викиду. Порожнина може переважно мати злегка виступаючі структури 9 ущільнення смоли (дивись Фіг. 4) в частинах прес-форми, щоб обмежувати 97345 18 можливе затікання рідкої смоли за кінці фольги або листа під час отвердження. Під час періоду ствердження колодка J може переважно переміщатися в положення відкладання раніше отвердженої деталі для кінцевої обробки і додаткової обробки при необхідності, рамка 1 і аплікатор 2 кришки потім переміщаються на ділянку завантаження і перезавантажуються фольгою або листами і композицією. Коли час отвердження закінчився, інструмент відкривається. Відразу після цього даний цикл починається знов, як описано вище. Під час отвердження в 30 секунд і 7 секундах на завантаження і розвантаження прес-форми, один єдиний багатоосний робот і колодка можуть обслуговувати 4 преси і виготовляти деталі зі 1 швидкістю 1 штука за 9 /4 секунди. Потім до однієї або обох плоских поверхонь можуть прикріплятися ґратчастий шаблон і/або периферійний елемент-роздільник. Застосування даного способу в даному винаході не обмежується використанням вищеописаного варіанту здійснення. Частини колодки можуть бути роздільними. Фольга або лист F1 можуть бути того ж розміру, як і порожнина; в деяких випадках переважно вони можуть бути менші (наприклад, менші на декілька міліметрів), ніж розмір порожнини. Другі фольга або лист F2 можуть бути трохи менші, ніж перші фольга або лист F1, і в цьому випадку другі фольга або лист F2 можуть бути розміщені поверх композиції в рамці 1, як показано на Фіг. 3b. Колодка J також може нести сопла для періодичного нанесення агента, що полегшує виймання виробів з прес-форми, або щітки для періодичного очищення порожнини прес-форми. У іншому способі другі фольга або лист F2 можуть підійматися за допомогою вакуумної системи другої частини колодки J - способом, аналогічним першим фользі або листу на частині 1, але в цьому випадку для частини 2 не потрібно являти собою рамку. Частина 2 (дивись Фіг. 3) аналогічним чином має трохи менший розмір, ніж розмір завантажуваної порожнини. У одному варіанті в порожнину прес-форми може бути також завантажена попередньо відформована пластикова рамка за допомогою частини 1 колодки J другою дією після підйому перших фольги або листа F1. Це вимагає застосування додаткової вакуумної системи, а також спільної порожнини для прийому попередньо відформованої пластикової рамки в щонайменше одній частині порожнини прес-форми. Попередньо відформована пластикова рамка може містити інші ознаки, такі як отвори і клапани, які будуть важливі в тому випадку, якщо в біполярній електрохімічній комірці або батареї потрібно використати таку закінчену деталь. Фіг. 5 показує конструкцію, при якій додаткова вакуумна система 13 використовується в частині 1 колодки J з тим, щоб втримувати попередньо відформовану пластикову деталь-рамку 10. Коли частину 1 колодки J підводять до порожнини пресформи, як описано вище, обидва вакууми спускають, закладаючи фольгу або лист F1, термоотвер 19 джувану композицію і попередньо відформовану рамку 10 в порожнину. Після необов'язкового розміщення другої фольги або листа F2 притискують частину у відповідь прес-форми (Фіг. 6), закриваючи порожнину. Фіг. 7 показує детально, як закрита прес-форма, обидві фольги або обидва листи, термоотверджувана композиція і попередньо відформована рамка будуть виглядати в розрізі в той час, як прикладаються тепло і тиск. Фіг. 7 також ілюструє необов'язкову можливість ознакивиступу, що відформовується в термоотверджуваній композиції, який має у відповідь ознаку-виїмку в попередньо відформованій рамці, щоб полегшити зборкеу багатоелементної електрохімічної комірки або батареї. У даному винаході пластину переважно формують спочатку у вигляді гладкої пластини "без поверхневих ознак" і потім забезпечують окремим роздільником, який може включати в себе ґратчастий шаблон. Роздільник фіксують на спочатку гладкій пластині за допомогою клею (наприклад, епоксидної смоли) або інших прийнятних засобів. Роздільник утворює шаблон, який намічає, де буде наноситися паста, і допомагає втримувати її на місці. Ґратчастий шаблон (або що-небудь подібне) може наноситися на пластину, відформовану за допомогою способів, описаних тут з посиланням на Фіг. з 1 по 8. Фіг. 10 показує пластину з ґратчастим шаблоном, який був утворений за допомогою процесу формування з подальшою адгезією до плоскої поверхні пластини. Звертаючись до Фіг. 11А і 11В, там показаний електрод за винаходом 30, що містить плоску пластину 31 без поверхневих ознак, утворену з провідних частинок (наприклад, субоксиду титану) в основі (наприклад, термореактивної смолі), на основні поверхні якої може бути нанесений металевий шар. Відповідно до винаходу непровідний периферійний елемент-роздільник 32 був нанесений на обидві основні поверхні, задаючи пару виїмок 33 для втримання провідної пасти. Елемент-роздільник 32 може містити сегменти або гілки, задаючи комірки, як у разі електрода зао Фіг. 10. Елемент 32 може бути розташований всередині одного або більше із зовнішніх країв основної поверхні або поверхонь пластини 31. Електрод може мати різні шаблони на будьякій стороні, наприклад, ґрати на одній стороні і елемент-роздільник на іншій. 97345 20 Переважний діапазон висоти елементароздільника 32 і/або ґрат складає між 0,1 мм і 8 мм або, що навіть краще за це, між 0,3 мм і 3 мм. Висота ґратчастого шаблона, показаного на Фіг. 10, дорівнює 1 мм. Потрібно підкреслити, що винахід, який розглядається тут, включає в себе всі ознаки електродів, пластин, способів і засобів, описані тут раніше, при застосуванні в поєднанні з ознакою виготовлення пластини у вигляді "гладкої" і/або позбавленої поверхневих ознак предмета і прикріплення до неї спочатку окремого рельєфного шаблона, такого як елемент-роздільник або ґрати, або тому подібний шаблон. Елемент-роздільник 32 і/або ґрати можуть бути виконані з розмірами, що дозволяють втримувати різні об'єми пасти прилеглими до різних областей пластини 31. Ґрати не обов'язково задають регулярний (правильний) масив осередків і/або не обов'язково простягаються на велику частину лицьової сторони пластини. Винахід також включає в себе виготовлення елемента-роздільника, який може включати ґратчастий шаблон, і приєднання цього елемента до пластини безпосередньо під час процесу формування. Шаблон, показаний на Фіг. 10, може бути виготовлений за допомогою цього процесу і може мати такі ж розміри. Наприклад, роздільник (наприклад, який включає ґратчастий шаблон) може бути відформований з прикріпленою до нього металевою фольгою і як ціле використаний в способі, описаному в зв'язку з Фіг. з 1 по 8. Форма шаблона буде визначатися застосуванням виготовлюваного електрода. Наприклад, якщо електрод призначений для застосування у високоциклічних режимах (які включають багато подій розрядки), ймовірно використання ґратчастого шаблона, що наноситься, що має велику кількість комірок для того, щоб обмежити ефекти розбухання і стиснення пасти. Також було виявлено, що введення рельєфного шаблона, наприклад, елемента-роздільника, ґратчастого шаблона або тому подібного, може приводити до збільшення жорсткості позбавленої поверхневих ознак пластини, тим самим збільшуючи міцність. Пластина може мати деякі поверхневі ознаки, передбачені навколо її периферії, такі як ознака у вигляді периферійного виступу (як показано на Фіг. 7). 21 97345 22 23 Комп’ютерна верстка А. Крижанівський 97345 Підписне 24 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode and method for manufacturing thereof (embodiments)
Автори англійськоюEllice Keit
Назва патенту російськоюЭлектрод и способ его изготовления (варианты)
Автори російськоюЭллис Кейт
МПК / Мітки
МПК: H01M 4/68, B29C 31/00, H01M 4/62, H01M 10/18, H01M 10/42, H01M 4/04, H01M 4/20
Мітки: електрод, виготовлення, спосіб, варіанти
Код посилання
<a href="https://ua.patents.su/12-97345-elektrod-i-sposib-jjogo-vigotovlennya-varianti.html" target="_blank" rel="follow" title="База патентів України">Електрод і спосіб його виготовлення (варіанти)</a>
Хлорсрібний електрод і спосіб його виготовлення
Номер патенту: 21801
Опубліковано: 30.04.1998
Автори: Волженська Віра Дмитрівна, Залізко Віра Омелянівна, Волженський Дмитро Серафимович, Ковальчук Євген Прокопійович
МПК: A61B 5/04, A61B 5/0408
Мітки: електрод, виготовлення, хлорсрібний, спосіб
Формула / Реферат:
1. Хлорсрібний електрод, який відрізняється тим, що електрод конструктивно складається тільки з одного елемента, який виготовлено з електропровідного термопластичного матеріалу, причому контактна поверхня електроду представляє собою матрицю, в яку введений електроактивний компонент Ag/AgCl.2. Хлорсрібний електрод по п. 1, який відрізняється тим, що структура матеріалу електрода змінюється від щільної в об'ємі електрода до більш...
Поверхневий позитивний електрод для свинцево-кислотного акумулятора та спосіб його виготовлення
Номер патенту: 61667
Опубліковано: 17.11.2003
Автори: Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Лісничий Віктор Миколайович, Буряк Олександр Панасович, Скосар Вячеслав Юрійович
МПК: H01M 4/72, H01M 10/06, H01M 4/16, H01M 4/14
Мітки: позитивний, свинцево-кислотного, електрод, акумулятора, спосіб, поверхневий, виготовлення
Формула / Реферат:
1. Поверхневий позитивний електрод для свинцево-кислотного акумулятора, що складається з струмовідвідної основи й активної маси, який відрізняється тим, що струмовідвідна основа виконана з одного чи декількох стрижнів, з'єднаних струмовідвідною шиною, причому кожен стрижень складається з литих шайб плівкової товщини з свинцю або свинцевого сплаву, зварених між собою в центральних зонах.2. Спосіб виготовлення електрода за п. 1, який...
Пористий електрод для електролітичного елемента, спосіб його виготовлення та електролітичний елемент для використання електрода
Номер патенту: 92774
Опубліковано: 10.12.2010
Автори: Годорхажі Лайос, Дарвас Ференк, Шалай Даніель
МПК: H01M 4/86
Мітки: елемент, елемента, пористий, електрод, використання, електрода, електролітичного, електролітичний, виготовлення, спосіб
Формула / Реферат:
1. Пористий електрод, що використовується в електролітичному елементі, який містить носій та/або каталізатор, який відрізняється тим, що складається із двох або більше шарів з різними середніми розмірами пор, з яких контактний шар (11) з найменшим середнім розміром пор перебуває в контакті з мембраною (2), а один або кілька опорних шарів (12) з більшим середнім розміром пор з'єднані з іншою стороною зазначеного контактного шару (11).2....
Електрод для первинних, вторинних літієвих джерел струму та суперконденсаторів і спосіб його виготовлення
Номер патенту: 83075
Опубліковано: 10.06.2008
Автори: Глоба Наталія Іванівна, Рябчук Андрій Леонідович, Шембель Олена Мойсеївна
МПК: H01M 4/02, H01M 4/04, H01M 4/62
Мітки: літієвих, виготовлення, електрод, спосіб, джерел, вторинних, струму, суперконденсаторів, первинних
Формула / Реферат:
1. Електрод для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсатора, який складається із металевого струмознімача з нанесеною катодною композицією, що включає активний матеріал, домішки з електронною провідністю, два сполучних, який відрізняється тим, що одне із сполучних є розчином полімеру із групи полівінілідендифториду (PVDF) в органічному розчиннику в процесі приготування пасти, а іншим сполучним є...
Електрод для електрохімічної обробки і спосіб його виготовлення
Номер патенту: 27592
Опубліковано: 15.09.2000
Автори: Ван Кессел Роланд Пітер, Ренсінг Петрус Александер, Сандерс Францискус Хубертус Марія, Віссер Корнеліс Герардус
Мітки: електрохімічної, виготовлення, обробки, спосіб, електрод
Текст:
...тот недостаток, что они абсорбируют водород, что вызывает их разрушение. Пленки из полиэфиримида также имеют этот недостаток, но в значительно меньшей степени. Кроме того, вое эти органические покрытия могут быть нанесены только в том случае, если форма электрода не слишком сложна. Наконец, при толщинах слоя, требуемых для выполнения точной обработки, эти электроизоляционные слои имеют недостаточные изолирующие свойства и склонны к отделению...
Попередній патент: Резистентні до імідазолінонових гербіцидів рослини соняшнику , полінуклеотиди, що кодують резистентні до гербіцидів великі субодиниці білків ацетогідроксикислотної синтази
Наступний патент: Стабільна емульсійна композиція
Випадковий патент: Авіаційний ракетний комплекс для транспортування і запуску в повітрі ракети