Електрод для первинних, вторинних літієвих джерел струму та суперконденсаторів і спосіб його виготовлення
Номер патенту: 83075
Опубліковано: 10.06.2008
Автори: Шембель Олена Мойсеївна, Глоба Наталія Іванівна, Рябчук Андрій Леонідович
Формула / Реферат
1. Електрод для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсатора, який складається із металевого струмознімача з нанесеною катодною композицією, що включає активний матеріал, домішки з електронною провідністю, два сполучних, який відрізняється тим, що одне із сполучних є розчином полімеру із групи полівінілідендифториду (PVDF) в органічному розчиннику в процесі приготування пасти, а іншим сполучним є полімер із групи політетрафторетилену (PTFE), нерозчинний в органічних розчинниках.
2. Електрод за п. 1, який відрізняється тим, що струмознімачем є металева фольга або сітка.
3. Електрод за п. 1, який відрізняється тим, що активним матеріалом є сполука із класу оксидів, сульфідів, літійованих оксидів, металокомплексів, шпінелей, фторованого вуглецю або з'єднання на основі вуглецю.
4. Електрод за п. 3, який відрізняється тим, що активним матеріалом є сполука із ряду MnO2, FeS2, TiS2, MoO3, CFx.
5. Електрод за п. 1, який відрізняється тим, що вміст електропровідної домішки з електронною провідністю складає від 5 до 7 % від загальної ваги електроактивної композиції.
6. Електрод за п. 1, який відрізняється тим, що електропровідною домішкою з електронною провідністю є суміш сажі та графіту в співвідношенні від 2:1 до 1:1 за вагою.
7. Електрод за п. 6, який відрізняється тим, що однією із домішок з електронною провідністю є вуглецевий матеріал із графітованої сажі.
8. Електрод за п. 7, який відрізняється тим, що як графітована сажа використовується сажа з питомою поверхнею в діапазоні від 40 м2/г до 70 м2/г.
9. Електрод за п. 7, який відрізняється тим, що 50 % графітованої сажі має розмір часток до 3 мкм.
10. Електрод за п. 1, який відрізняється тим, що загальна кількість сполучних не перевищує 5-7 %.
11. Електрод за п. 1, який відрізняється тим, що дисперсійним середовищем для пасти електроактивної композиції є розчин сполучного із групи PVDF в диметилацетаміді.
12. Електрод за п. 11, який відрізняється тим, що сполучним із групи PVDF є співполімер з молекулярною вагою не менше 3·10 (5) г/моль.
13. Електрод за п. 11, який відрізняється тим, що сполучним із групи PVDF є гомополімер з молекулярною вагою не менше 3·10 (5) г/моль.
14. Електрод за п. 1, який відрізняється тим, що сполучне із групи PTFE використовується у вигляді порошку.
15. Електрод за п. 14, який відрізняється тим, що сполучне із групи PTFE використовується у вигляді порошку з розміром часток 0,2-4 мкм.
16. Електрод за п. 1, який відрізняється тим, що сполучне із групи PTFE вносять до складу сухих компонентів в процесі попереднього змішування.
17. Електрод за п. 1, який відрізняється тим, що співвідношення вагових часток PVDF до PTFE в складі електропровідної композиції складає від 1,2 до 1,7.
18. Спосіб виготовлення електрода для первинних та вторинних літієвих джерел струму з неводним електролітом та суперконденсатора, який складається із металевого струмознімача з нанесеною катодною композицією, який відрізняється тим, що включає приготування розчину сполучного із групи PVDF в органічному розчиннику, приготування суміші твердофазних компонентів елекроактивної композиції, до складу якої входить електроактивний матеріал, електропровідна домішка та сполучне у вигляді порошку PTFE, змішування та гомогенізацію одержаної суміші твердофазних компонентів з розчином сполучного із групи PVDF, дегазацію пасти, нанесення пасти електроактивної композиціі на металевий струмознімач, сушіння покриття, ущільнення за допомогою каландрування та видалення залишкового вмісту вологи та розчинника.
19. Спосіб за п. 18, який відрізняється тим, що приготування суміші твердофазних компонентів електроактивної композиції включає змішування порошків активної сполуки, електропровідної домішки з електронною провідністю та порошку сполучного з класу PTFE з використанням кульового млина.
20. Спосіб за п. 18, який відрізняється тим, що приготування розчину сполучного із групи PVDF ведуть в диметилацетаміді при помірному нагріванні до 60 °С з використанням змішувача-диспергатора лопатевого типу.
21. Спосіб за п. 18, який відрізняється тим, що суміш твердофазних компонентів вводять в розчин сполучного із групи PVDF в диметилацетаміді частками по 10-15 % від загальної кількості сухих компонентів.
22. Спосіб за п. 21, який відрізняється тим, що при внесенні суміші твердофазних компоненті в розчин сполучного із групи PVDF в диметилацетаміді використовують низькообертовий змішувач з якірними або Z-подібними лопатями.
23. Спосіб за п. 18, який відрізняється тим, що розчин сполучного PVDF в диметилацетаміді вводять в суміш твердофазних компонентів при безупинному перемішуванні з використанням низькобертового змішувача з якірними та Z-подібними лопатями.
24. Спосіб за п. 18, який відрізняється тим, що продукт поєднання суміші твердофазних компонентів і розчину сполучного із групи PVDF в диметилацетаміді піддають гомогенізації за допомогою високообертового змішувача роторного типу при зміні кількості обертів ротора від 1500 до 8000 обертів за хвилину протягом 30-45 хвилин з використанням охолодження.
25. Спосіб за п. 18, який відрізняється тим, що гомогенізовану пасту електроактивної композиції дегазують з використанням вакуумування при безперервному перемішуванні за допомогою низькообертового змішувача з якірними та Z-подібними лопатями.
26. Спосіб за п. 18, який відрізняється тим, що частка твердофазних компонентів в складі пасти становить 30-60 ваг. %.
27. Спосіб за п. 18, який відрізняється тим, що в'язкість пасти електроактивної композиції складає від 5000 до 12000 сП при 23 °С, заміряної за допомогою Brookfield DV III, 20 обертів за хвилину, шпиндель № 31.
28. Спосіб за п. 18, який відрізняється тим, що пасту електроактивної композиції наносять на металевий струмознімач за допомогою екструзії.
29. Спосіб за п. 18, який відрізняється тим, що покриття електроактивної композиції безпосередньо після нанесення сушать при послідовній зміні температури від 80 до 120 °С і відведенні парів розчинника потоком гарячого повітря.
30. Спосіб за п. 18, який відрізняється тим, що висушене покриття електроактивної композиції на металевому струмознімачі ущільнюють за допомогою каландрування при послідовному зменшенні товщини покриття таким чином, щоб сумарне зменшення товщини покриття порівняно з початковою товщиною складало 20-25 %, а зростання щільності електродної композиції складало 30-45 % при поруватості покриття 20-40 %.
31. Спосіб за п. 18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125-170 °С в атмосфері повітря при безперервному рециклюванні повітря через системи видалення вологи та парів органічних розчинників.
32. Спосіб за п. 18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125-170 °С в атмосфері інертного газу при безперервному рециклюванні газу через системи видалення вологи та парів органічних розчинників.
33. Спосіб за п. 18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125-170 °С у вакуумі.
Текст
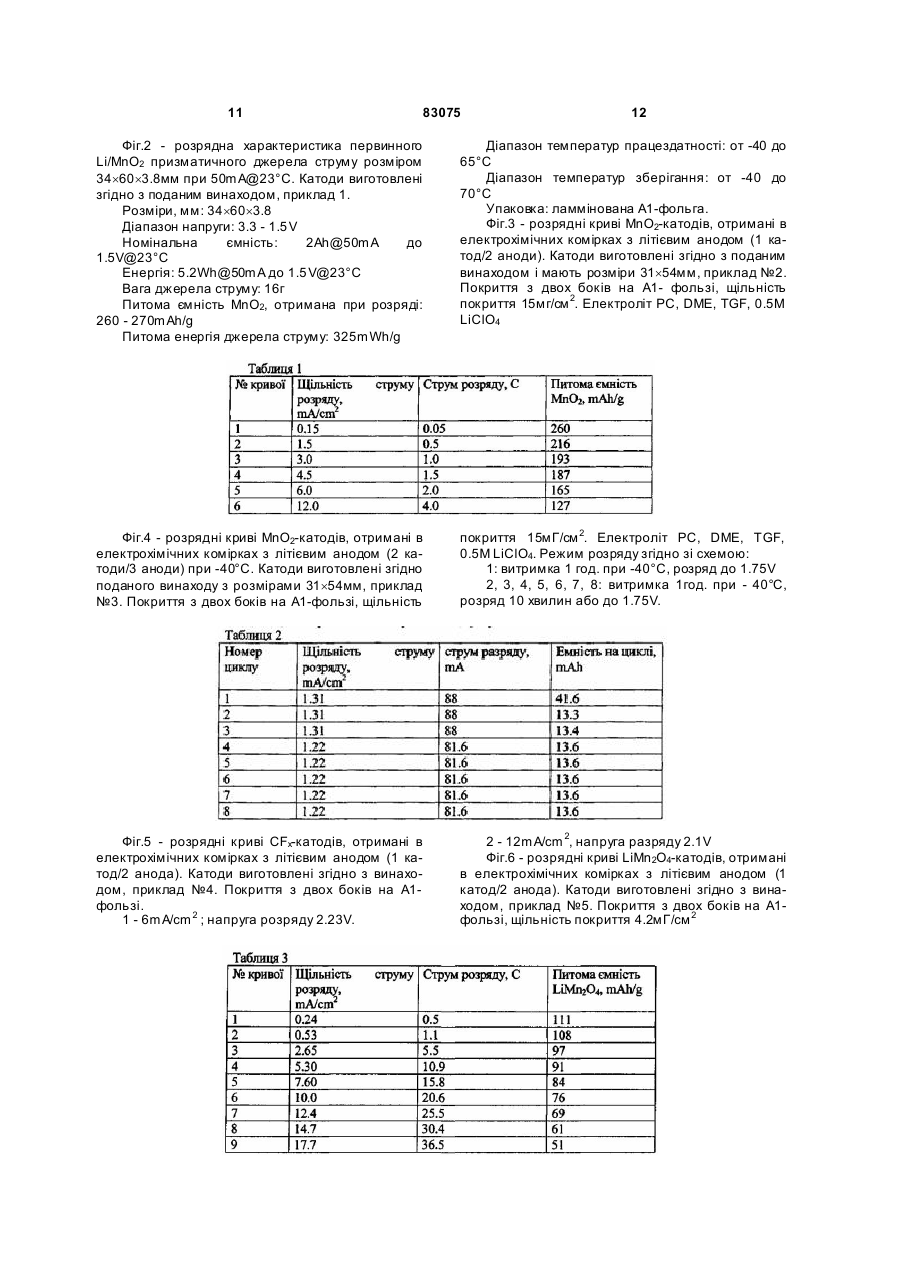
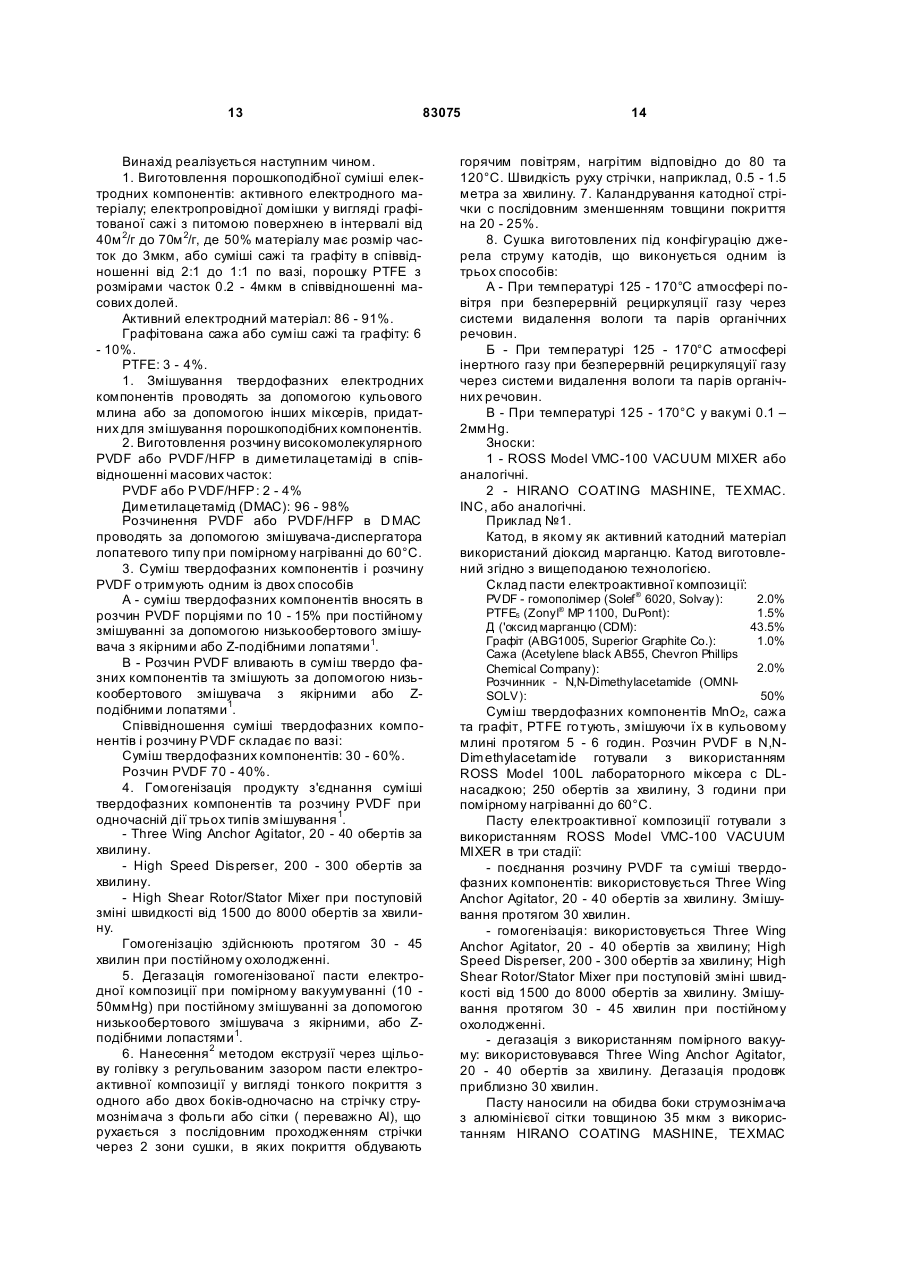
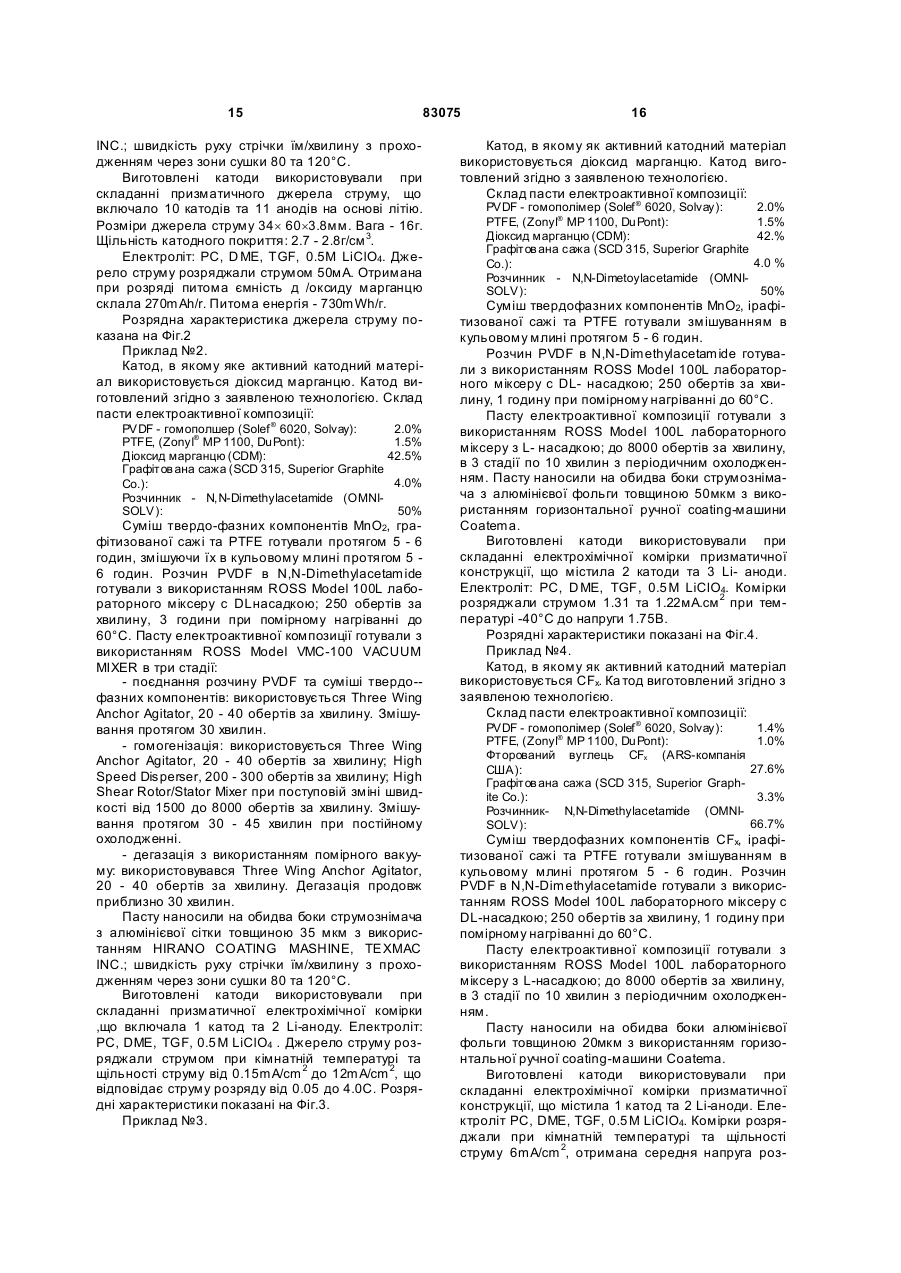
1. Електрод для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсатора, який складається із металевого струмознімача з нанесеною катодною композицією, що включає активний матеріал, домішки з електронною провідністю, два сполучних, який відрізняється тим, що одне із сполучних є розчином полімеру із групи полівінілідендифториду (PVDF) в органічному розчиннику в процесі приготування пасти, а іншим сполучним є полімер із групи політетрафторетилену (PTFE), нерозчинний в органічних розчинниках. 2. Електрод за п.1, який відрізняється тим, що струмознімачем є металева фольга або сітка. 3. Електрод за п.1, який відрізняється тим, що активним матеріалом є сполука із класу оксидів, сульфідів, літійованих оксидів, металокомплексів, 2 (19) 1 3 83075 4 складі електропровідної композиції складає від 1,2 до 1,7. 18. Спосіб виготовлення електрода для первинних та вторинних літієвих джерел струму з неводним електролітом та суперконденсатора, який складається із металевого струмознімача з нанесеною катодною композицією, який відрізняється тим, що включає приготування розчину сполучного із групи PVDF в органічному розчиннику, приготування суміші твердофазних компонентів елекроактивної композиції, до складу якої входить електроактивний матеріал, електропровідна домішка та сполучне у вигляді порошку PTFE, змішування та гомогенізацію одержаної суміші твердофазних компонентів з розчином сполучного із групи PVDF, дегазацію пасти, нанесення пасти електроактивної композиціі на металевий струмознімач, сушіння покриття, ущільнення за допомогою каландрування та видалення залишкового вмісту вологи та розчинника. 19. Спосіб за п.18, який відрізняється тим, що приготування суміші твердофазних компонентів електроактивної композиції включає змішування порошків активної сполуки, електропровідної домішки з електронною провідністю та порошку сполучного з класу PTFE з використанням кульового млина. 20. Спосіб за п.18, який відрізняється тим, що приготування розчину сполучного із групи PVDF ведуть в диметилацетаміді при помірному нагріванні до 60°С з використанням змішувачадиспергатора лопатевого типу. 21. Спосіб за п.18, який відрізняється тим, що суміш твердофазних компонентів вводять в розчин сполучного із групи PVDF в диметилацетаміді частками по 10-15% від загальної кількості сухи х компонентів. 22. Спосіб за п.21, який відрізняється тим, що при внесенні суміші твердофазних компоненті в розчин сполучного із групи PVDF в диметилацетаміді використовують низькообертовий змішувач з якірними або Z-подібними лопатями. 23. Спосіб за п.18, який відрізняється тим, що розчин сполучного PVDF в диметилацетаміді вводять в суміш твердофазних компонентів при безупинному перемішуванні з використанням низькобертового змішувача з якірними та Z-подібними лопатями. 24. Спосіб за п.18, який відрізняється тим, що продукт поєднання суміші твердофазних компонентів і розчину сполучного із групи PVDF в диметилацетаміді піддають гомогенізації за допомогою високообертового змішувача роторного типу при зміні кількості обертів ротора від 1500 до 8000 обертів за хвилину протягом 30-45 хвилин з використанням охолодження. 25. Спосіб за п.18, який відрізняється тим, що гомогенізовану пасту електроактивної композиції дегазують з використанням вакуум ування при безперервному перемішуванні за допомогою низькообертового змішувача з якірними та Z-подібними лопатями. 26. Спосіб за п.18, який відрізняється тим, що частка твердофазних компонентів в складі пасти становить 30-60ваг. %. 27. Спосіб за п.18, який відрізняється тим, що в'язкість пасти електроактивної композиції складає від 5000 до 12000 сП при 23°С, заміряної за допомогою Brookfield DV III, 20 обертів за хвилину, шпиндель № 31. 28. Спосіб за п.18, який відрізняється тим, що пасту електроактивної композиції наносять на металевий струмознімач за допомогою екструзії. 29. Спосіб за п.18, який відрізняється тим, що покриття електроактивної композиції безпосередньо після нанесення сушать при послідовній зміні температури від 80 до 120°С і відведенні парів розчинника потоком гарячого повітря. 30. Спосіб за п.18, який відрізняється тим, що висушене покриття електроактивної композиції на металевому струмознімачі ущільнюють за допомогою каландрування при послідовному зменшенні товщини покриття таким чином, щоб сумарне зменшення товщини покриття порівняно з початковою товщиною складало 20-25%, а зростання щільності електродної композиції складало 30-45% при поруватості покриття 20-40 %. 31. Спосіб за п.18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°С в атмосфері повітря при безперервному рециклюванні повітря через системи видалення вологи та парів органічних розчинників. 32. Спосіб за п.18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°С в атмосфері інертного газу при безперервному рециклюванні газу через системи видалення вологи та парів органічних розчинників. 33. Спосіб за п.18, який відрізняється тим, що електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°С у вакуумі. Винахід стосується електродів первинних і вторинних (перезаряджуваних) літієви х джерел струму і способам їх вигото влення та може використовуватися в джерелах струм у з неводним електролітом. Літієві та літій-іонні джерела струму з неводним електролітом та суперконденсатори знаходять широке використання в різноманітних областях, де необхідне збереження та автономне живлення електроенергією. Вимоги до таких дже рел струму постійно зростають. Необхідно розширювати діапазон температур їх використання, підвищити ємність, струм розряду і заряду як первинних елементів, так і вторинних батарей. В літієвих джерелах струму анодним активним матеріалом є металевий літій або літійалюмінієвий сплав; як активні катодні матеріали використовуються MnO 2, FeS2 , TiS2, МоО 3, CF x та інші. Такі джерела струму, як правило, використовуються в основному як первинні. В літій-іоних 5 83075 джерелах струм у анодним активним матеріалом є вуглець, що здатний до інтеркаляції та деінтеркаляції літію. Як катодний матеріал використовуються складні оксиди, здатні до інтеркаляції та деінтеркаляції іонів літію, такі як LiCoO2, LiNiO2, LiCo1xNi xO2, шпінель класу Li 1-xMn 2О 4 та інші. Окрім активних матеріалів, електродні композиції вміщують електропровідні домішки, що забезпечують провідність електронів, та сполучник, що відповідає за механічну міцність покриття, його пластичність та адгезію до струмознімача. Як електропровідні домішки використовують графіт, сажу і інші матеріали на основі вуглецю. Як сполучні використовують різні матеріали, які при термообробці утворюють структури, що зв'язують між собою порошки активного матеріалу і електропровідної домішки. Технології виготовлення електродів для літієвих та літійіонних джерел струму та суперконденсаторів можна розділити на дві групи, які відрізняються типом сполучного. 1. В першій групі як сполучне використовують полімерні матеріали, які не розчиняються в органічних розчинниках. При цьому використовуються технології ламінування гумоподібної електродної маси на струмознімач з наступною термічною обробкою електроду. При термічній обробці проходить часткове оплавлення сумісника і як результат забезпечується щеплення між частинками активного матеріалу та електропровідної домішки. 2. В другій групі при виготовленні електродів як сполучне використовують полімерний матеріал, розчинний в органічних розчинниках. Електродна маса наноситься на струмознімач у вигляді рідкої пасти (суспензії) електродної композиції. Можливе нанесення такої суспензії на струмознімач у вигляді фольги або сітки, який рухається. Після нанесення суспензії на струмознімач ідуть стадії сушки та каландрування (ущільнення). В першій групі виготовлення злектродів використовують фторполімер PTFE (політетрафторетилен) у вигляді порошку або водяної суспензії, відмінною властивістю якої є високий рівень фібріляції PTFE. Так як отримана при цьому електродна композиція є достатньо жорсткою, її наносять на струмознімач методом ламінування. Історично цю технологію виготовлення електродів використовували в джерелах струму з лужним електролітом [US 4216045; JP 62-243264; JP 64-086449; JP 10083830; McGraw-Hill: "Handbook of Batteries"]. В наш час цю технологію використовують в основному для виготовлення катода на основі д і оксиду марганцю для дискових, призматичних та циліндричних рулонних джерел струму з літієвим анодом. [US 5849044; US 5863675; US 5667909; JP 63-236258; JP 55-043766; JP 55-126964; JP 11273665]. Дисперсійним середовищем в цій технології є вода, етиловий або ізопрощ ловий спирти. Також використовують різноманітні загусники та стабілізатори. Автори [патенту US 5543249] для стабілізації суспензії на основі PTFE використовують поверхнево-активні речовини групи полігліколей. Високий рівень фібриляції PTFE ускладнює отримання рів 6 номірних катодних композицій, тому після висихання необхідна їх додаткова гомогенізація. З метою регулювання ступеню фібріляції автори [патенту US 5707763] пропонують комбіноване сполучне частинки якого складаються із ядра фібрілюючого PTFE, а оболонка - із нефібрилюючого полімеру. Недоліком цієї технології є складність у виготовленні тонких покриттів, що пов'язано з поганою адгезивною властивістю PTFE. Другим недоліком використання суспензії PTFE є те, що деякі катодні матеріали можуть бути нестабільними по відношенню до води та стабілізаторів. У другій гр упі виготовлення електродів використовують сумісник групи PVDF (полівінілідендифторид)-гомополимер або PVDF/HFP (полівінілідендифторид/гексафторпропілен)-співполімер. Ці полімери розчиняють в розчинниках: Nметилпіралідон, ацетон, диметилацетамід, диметилформамід або в їх суміші. В розчин вносять суміш активного матеріалу та електропровідних домішок, змішують, гомогенізують та готують пасту, котру потім наносять методом екструзії на струмознімач у вигляді фольги або сітки. Покриття потім сушать, ущільнюють і використовують для виготовлення електродів літієвих первинних, вторинних та літій-іонних джерел струму [Walter A. van Schalkwijk, Bruno Scrosati: "Advances in LithiumIon Batteries"; JP 04-249860; JP 08-022841; JP 04095363; JP 08-264181; JP 11-307099; US 5707758; US 5168019; US 5478675]. В такій технології використовують спеціальні coating-машини, в яких суміщені стадії нанесення покриття та сушки в мультизонній печі. Ці машини порівняно з технологією ламінування відрізняються високою продуктивністю при збереженні однорідності товщини покриття при ширині електродів до 20см. При цьому практично немає обмежень відносно можливостей отримання покриття з різною товщиною. Не дивлячись на те, що фторполімери групи PVDF порівняно з PTFE відрізняються більш високою адгезійною властивістю, проблеми щодо адгезії та пластичності покриття залишаються актуальними як для першої, так і для другої технологій. Окрім того, для співполімерів групи PVDF/HFP існує небезпека набухання в електроліті гальванічної комірки, що приводить до зміни макроструктури електродів. Спроби рішення цих проблем пов'язані в основному з модифікацією та використанням пластифікатора [US 6265107; US 6001507; US 5961671]. Технологія виготовлення електродної стрічки на основі PVDF (др уга те хнологія) є більш прогресивною порівняно з технологією ламінування катодних композицій на основі PTFE (перша технологія). Тому доречна поява нових систем сполучник-розчинник з метою адаптації електродних матеріалів, що використовуються в технології ламінування, до екструзійної технології. Також запропоновані інші системи сполучникрозчинник, які передбачають використання аналогічної технології як для PVDF. Для неводних електрохімічних систем пропонується використання сполучника у вигляді латекса на основі акрилонит 7 83075 рильного каучуку та карбоксиметилцелюлози [US 6183907]. Найбільш близьким технічним рішенням електроду для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсатора і технології його виготовлення є [заявка США №20040091773], обрана авторами за прототип.Автори вказаної заявки пропонують як сполучні лінійний три-блок стирол-етилен-бутилен співполімер, поперечно зшитий меламинформальдегідною смолою; EPDM-каучук; три-блок фторполімер; гідрований нітрильний каучук; PVDF-співполімери; термопластичні поліуретани та олефіни. Як розчинники сполучного пропонуються вуглеводні аліфатичні та ароматичні сольвенти. Автори підкреслюють сумісність технології виготовлення катода з традиційною для літійіонних систем на основі PVDF: виготовлення пасти катодної композиції на основі розчину сполучного в розчиннику та нанесення на струмознімач з наступним висиханням. Не дивлячись на те, що автори [заявки США №20040091773] охоплюють широкий клас полімерів та розчинників, вони не відмічають їх сумісництво з MnО 2, FeS2 , TiS2 , MoO3, CF x, Це звужує можливість використання технології, запропонованої в [заявці США №20040091773]. Тому електрохімічні характеристики виготовлених таким чином катодів на основі MnO2, FeS2, TiS2, Mo O3, CF x і інших та джерел струму з даними катодами не показані. Задачею винаходу є модифікація традиційної PVDF- те хнології виготовлення електродів для Li та Li-іонних систем з неводним електролітом таким чином, щоб вона, покращуючи механічні та електохімічні властивості катодів на основі звичайних катодних матеріалів, таких як LiCoO2, LiNiO2, LiCo 1-xNixO 2, Li1-xMn2 O4, стала прийнятною для виготовлення катодів на основі активних матеріалів, які традиційно використовують в технології ламінування, такі як MnO2, FeS 2, TiS2 , MoO3, CFx. Поставлена задача вирішується за рахунок того, що електрод для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсаторів складається із металевого струмознімача з нанесенною катодною композицією, що містить активний матеріал, електропровідну домішку з електронною провідністю, два сполучні, один із яких є розчином PVDF в органічному розчиннику в процесі приготування пасти електроактивної композиції, а інший представлений у вигляді порошку із групи PTFE, що не розчинний в органічному розчиннику і вноситься до складу пасти в процесі попереднього змішування сухих компонентів електродної структури. Компонентами електрода являються: - стр умознімач, яким може бути металева фольга або сітка; - активний електродний матеріал, яким можуть бути сполуки із класу оксидів, сульфідів, літійованих оксидів, металокомплексів, шпінелі, фторованого вуглецю, або сполуки на основі вуглецю, MnO2 , FeS 2, TiS2, MoO 3, CF x; 8 - електропровідні домішки з електронною провідністю; їх вміст складає від 5 до 7% від загальної ваги електроактивної композиції; - електропровідна домішка з електронною провідністю є суміш сажі та графіту, що взята в співвідношенні від 2:1 до 1:1 по вазі; як одну з електропровідних домішок з електронною провідністю використовують вуглецевий матеріал на основі графітизованої сажі з питомою поверхнею від 40м 2/г до 70м 2/г, де 50% матеріалу має розмір часток до 3мкм; - сполучником, розчинним в процесі виготовлення пасти електроактивної композиції, є полімер із класу PVDF; як полімер із класу PVDF може використовуватись співполімер з молекулярною вагою не менше 3*10 (5)г/моль; - як полімер із класу PVDF може використовуватись гомо полімер з молекулярною вагою не менше 3*10 (5)г/моль; як розчинник для приготування суспензії на основі розчинного сполучного можуть бути використані протонні органічні розчинники, наприклад, діметилацетамід; - сполучним, нерозчинним в процесі виготовлення пасти електроактивної композиції, є сполука із класу PTFE; - сполучне із класу PTFE використовують у вигляді порошку з розміром часток 0.2-4мкм; - сполучне із класу PTFE в носять до складу сухи х компонентів електродної структури - активного катодного матеріалу і електропровідного додатку - в процесі попереднього змішування; - співвідношення масових часток PVDF до PTFE в складі електроактивної композиції складає від 1.2 до 1.7; - дисперсійним середовищем в процесі виготовлення пасти є розчин PVDF в диметилацетаміді, а дисперсійною фазою в процесі виготовлення пасти є суміш активного матеріалу, електропровідних домішок та порошку сполучного з класу PTFE; Спосіб виготовлення електрода для первинних і вторинних літієвих джерел струму з неводним електролітом та суперконденсаторів включає приготування розчину сполучного з класу PVDF в органічному розчиннику, наприклад, диметилацетаміді, приготування суміші твердофазних компонентів електроактивної композиції, до складу яких входить електроактивний матеріал, електропровідна домішка та сполучник, у ви гляді порошку PTFE, змішування та гомогенізацію отриманої суміші твердофазних компонентів з розчином сполучного з класу PVDF, дегазацію та нанесення пасти електроактивної композиції на металевий струмознімач, сушку покриття, ущільнення за допомогою каландрування, видалення залишкового вмісту вологи та розчинника. - виготовлення суміші твердофазних компонентів електроактивної композиції складається із змішування порошків активного матеріалу, електропровідної домішки з електронною провідністю та порошку сполучного із класу PTFE з використанням кульовового млина; 9 83075 - приготування розчину сполучного з класу PVDF в органічному розчиннику, наприклад, диметилацетаміді при помірному нагріванні до 60°C з використанням змішувача-диспергатора лопатевого типу; - суміш твердофазних компонентів вносять до розчину сполучного з класу PVDF в диметилацетаміді порціями по 10 - 15% від загальної кількості сухи х компонентів з використанням низькообертового змішувача з якірними або Z-подібними лопатями; - розчин сполучника з класу PVDF в диметилацетаміді вносять до суміші твердофазних компонентів при безперервному змішуванні з використанням низько-обертового змішувача з якірними або Z-подібними лопатями; - продукт суміші твердофазних компонентів і розчину сполучного з класу PVDF в диметилацетаміді піддають гомогенізації за допомогою високообертового змішувача роторного типу при зміні кількості обертів ротора від 1500 до 8000 обертів за хвилину протягом 30 - 45 хвилин з використанням охолодження; - гомогенізовану пасту електроактивної композиції дегазують з використанням вакуумування при безперервному змішуванні з використанням низькообертового змішувача з якірними або Z- подібними лопатями; - частка твердофазних компонентів в пасті складає 30-60 вагових %; - в'язкість пасти електроактивної композиції складає від 5000 до 12000сП при 23°C, виміряної за допомогою Brookfield DVIII, 20 обертів за хвилину, шпиндель №31; - пасту електроактивної композиції наносять на металевий струмознімач за допомогою екструзії; - отримане покриття електроактивної композиції безпосередньо після нанесення сушать при послідовній зміні температури від 80°C до 120°C і відведенні розчинника потоком гарячого повітря; - висушене покриття електроактивної композиції на металевому струмознімачі ущільнюють за допомогою каландрування при послідовному зменшенні товщини покриття таким чином, щоб сумарне зменшення товщини покриття порівняно з початковою товщиною складало 20-25%, а зростання щільності електродної композиції складало 30-45% при поруватості покриття 20-40%; - електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°C в атмосфері повітря і безперервному рециклюванні повітря через системи видалення вологи та парів органічних розчинників; - електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°C в атмосфері інертного газу при безперервному рециклюванні газу через системи видалення вологи та парів органічних розчинників; - електрод, виготовлений за розміром літієвого джерела струму, сушать при температурі 125170°C у вакуумі. Запропонована технологія дозволяє спростити процес виготовлення електрода, розширити область використання активних електродних матері 10 алів, покращити електрохімічні властивості електрода наприклад розширити температурний діапазон від -40°C до 70°C і збільшити струм розряду до 12-20мА/см 2, а також покращити адгезійні властивості покриття, пластичність та контакт між струмознімачем та електродною композицією, що призводить до зниження перехідного опору. Окрім того, запропоноване технічне рішення дозволяє виготовляти тонкі та гнучкі електроди з нанесенням покриття на один або обидва боки струмознімача з фольги або сітки (переважно A1). Отримані електроди можуть бути використані в рулонних та призматичних джерелах струму без їх механічного розламування, або розтріскування. Пластичність покриття забезпечує можливість звертання електрода навколо стержня діаметром 3мм без розтріскування та відшарування покриття від струмознімача. Можливе отримання покриття з щільністю від 1 до 45мГ/см 2. Наведені переваги досягаються за рахунок використання високомолекулярного PVDF або PVDF/HFP, розчинного в органічному розчиннику; диметилацетаміду як розчинника для PVDF або PVDF/HFP; порошку PTFE як другого, нерозчинного в органічних розчинниках сполучного, котрий одночасно виступає і як пластифікатор; high-shear технології змішування. Паста електрохімічно активної композиції, що виготовлена у відповідності з даним винаходом і використовується при виготовленні електродів літієвих джерел струму, а також температурний інтервал її висихання придатні для переробки на звичайних coating-машинах. Електрохімічна комірка літієвого, або літійіонного джерела струму містить анод з негативним контактом; катод з позитивним контактом, сепаратор та електроліт, або систему електролітів, до складу яких входить літієва сіль в дисоційованому стані і апротонний неводний органічний розчинник. Активним анодним матеріалом може бути металевий літій, або літій-алюмінієвий сплав , що містить до 5% Al; для літій-іонних систем - графіт або інші матеріали на основі вуглецю, здатні до інтеркаляціі/деінтеркаляціі літію. Активним катодним матеріалом може бути MnO2 , CF x, FeS2, Li1- хMn2O4 , LiCoO2, LiNiO2, LiCo1xNi xO2, а також інші сполуки, що зазвичай використовуються в літієвих та літій-іонних джерелах струму. Сепаратором може бути плівка поліпропілену марки Selgar або інші, що мають аналогічні властивості. як апротонні неводні органічні розчинники для електролітів можуть бути використані один або суміш декількох апротонних розчинників, таких як: пропіленкарбонат, діметоксиетан, етиленкарбонат, диметилкарбонат, диоксолан, тетрагідрофуран, гамма-бутилолактон та інші. як літієві солі можуть бути використані літій гексафторарсенат, літій гексафторфосфат, лі тій перхлорат, літій трифторметансульфонат, літій бістрифторметилсульфонилімід та інші. Винахід пояснюється кресленнями, де показані: Фіг.1 - схема виготовлення катода; 11 83075 12 Фіг.2 - розрядна характеристика первинного Li/MnO2 призматичного джерела струму розміром 34´60´3.8мм при 50mA@23°C. Катоди виготовлені згідно з поданим винаходом, приклад 1. Розміри, мм: 34´60´3.8 Діапазон напруги: 3.3 - 1.5 V Номінальна ємність: 2Ah@50mA до 1.5V@23°C Енергія: 5.2Wh@50mA до 1.5 V@23°C Вага джерела струму: 16г Питома ємність MnO2, отримана при розряді: 260 - 270mAh/g Питома енергія джерела струму: 325mWh/g Діапазон температур працездатності: от -40 до 65°C Діапазон температур зберігання: от -40 до 70°C Упаковка: ламмінована А1-фольга. Фіг.3 - розрядні криві МnО2-катодів, отримані в електрохімічних комірках з літієвим анодом (1 катод/2 аноди). Катоди виготовлені згідно з поданим винаходом і мають розміри 31´54мм, приклад №2. Покриття з двох боків на A1- фользі, щільність покриття 15мг/см 2. Електроліт PC, DME, TGF, 0.5M LiClO4 Фіг.4 - розрядні криві МnО2-катодів, отримані в електрохімічних комірках з літієвим анодом (2 катоди/3 аноди) при -40°C. Катоди виготовлені згідно поданого винаходу з розмірами 31´54мм, приклад №3. Покриття з двох боків на А1-фользі, щільність покриття 15мГ/см 2. Електроліт PC, DME, TGF, 0.5M LiClO4. Режим розряду згідно зі схемою: 1: витримка 1 год. при -40°C, розряд до 1.75V 2, 3, 4, 5, 6, 7, 8: витримка 1год. при - 40°C, розряд 10 хвилин або до 1.75V. Фіг.5 - розрядні криві CFx-катодів, отримані в електрохімічних комірках з літієвим анодом (1 катод/2 анода). Катоди виготовлені згідно з винаходом, приклад №4. Покриття з двох боків на А1фользі. 1 - 6mA/cm 2 ; напруга розряду 2.23V. 2 - 12mA/cm 2, напруга разряду 2.1V Фіг.6 - розрядні криві LiМn2О4-катодів, отримані в електрохімічних комірках з літієвим анодом (1 катод/2 анода). Катоди виготовлені згідно з винаходом, приклад №5. Покриття з двох боків на А1фользі, щільність покриття 4.2мГ/см 2 13 83075 Винахід реалізується наступним чином. 1. Виготовлення порошкоподібної суміші електродних компонентів: активного електродного матеріалу; електропровідної домішки у вигляді графітованої сажі з питомою поверхнею в інтервалі від 40м 2/г до 70м 2/г, де 50% матеріалу має розмір часток до 3мкм, або суміші сажі та графіту в співвідношенні від 2:1 до 1:1 по вазі, порошку PTFE з розмірами часток 0.2 - 4мкм в співвідношенні масових долей. Активний електродний матеріал: 86 - 91%. Графітована сажа або суміш сажі та графіту: 6 - 10%. PTFE: 3 - 4%. 1. Змішування твердофазних електродних компонентів проводять за допомогою кульового млина або за допомогою інших міксерів, придатних для змішування порошкоподібних компонентів. 2. Виготовлення розчину високомолекулярного PVDF або PVDF/HFP в диметилацетаміді в співвідношенні масових часток: PVDF або PVDF/HFP: 2 - 4% Диметилацетамід (DMAC): 96 - 98% Розчинення PVDF або PVDF/HFP в D MAC проводять за допомогою змішувача-диспергатора лопатевого типу при помірному нагріванні до 60°C. 3. Суміш твердофазних компонентів і розчину PVDF о тримують одним із двох способів А - суміш твердофазних компонентів вносять в розчин PVDF порціями по 10 - 15% при постійному змішуванні за допомогою низькообертового змішувача з якірними або Z-подібними лопатями1. В - Розчин PVDF вливають в суміш твердо фазних компонентів та змішують за допомогою низькообертового змішувача з якірними або Zподібними лопатями1. Співвідношення суміші твердофазних компонентів і розчину PVDF складає по вазі: Суміш твердофазних компонентів: 30 - 60%. Розчин PVDF 70 - 40%. 4. Гомогенізація продукту з'єднання суміші твердофазних компонентів та розчину PVDF при одночасній дії трьох типів змішування 1. - Three Wing Anchor Agitator, 20 - 40 обертів за хвилину. - High Speed Disperser, 200 - 300 обертів за хвилину. - High Shear Rotor/Stator Mixer при поступовій зміні швидкості від 1500 до 8000 обертів за хвилину. Гомогенізацію здійснюють протягом 30 - 45 хвилин при постійному охолодженні. 5. Дегазація гомогенізованої пасти електродної композиції при помірному вакуумуванні (10 50ммHg) при постійному змішуванні за допомогою низькообертового змішувача з якірними, або Zподібними лопастями 1. 6. Нанесення 2 методом екструзії через щільову голівку з регульованим зазором пасти електроактивної композиції у вигляді тонкого покриття з одного або двох боків-одночасно на стрічку струмознімача з фольги або сітки ( переважно Al), що рухається з послідовним проходженням стрічки через 2 зони сушки, в яких покриття обдувають 14 горячим повітрям, нагрітим відповідно до 80 та 120°C. Швидкість руху стрічки, наприклад, 0.5 - 1.5 метра за хвилину. 7. Каландрування катодної стрічки с послідовним зменшенням товщини покриття на 20 - 25%. 8. Сушка виготовлених під конфігурацію джерела струму катодів, що виконується одним із трьох способів: А - При температурі 125 - 170°C атмосфері повітря при безперервній рециркуляції газу через системи видалення вологи та парів органічних речовин. Б - При температурі 125 - 170°C атмосфері інертного газу при безперервній рециркуляцуії газу через системи видалення вологи та парів органічних речовин. В - При температурі 125 - 170°С у вакумі 0.1 – 2ммHg. Зноски: 1 - ROSS Model VMC-100 VACUUM MIXER або аналогічні. 2 - HIRANO COATING MASHINE, TEXMAC. INC, або аналогічні. Приклад №1. Катод, в якому як активний катодний матеріал використаний діоксид марганцю. Катод виготовлений згідно з вищеподаною технологією. Склад пасти електроактивної композиції: PVDF - гомополімер (Solef ® 6020, Solvay): 2.0% PTFE5 (Zonyl® MP 1100, DuPont): 1.5% Д ('оксид марганцю (CDM): 43.5% Графіт (ABG1005, Superior Graphite Co.): 1.0% Сажа (Acetylene black AB55, Chevron Phillips 2.0% Chemical Company): Розчинник - N,N-Dimethylacetamide (OMNISOLV): 50% Суміш твердофазних компонентів МnО2, сажа та графіт, PTFE го тують, змішуючи їх в кульовому млині протягом 5 - 6 годин. Розчин PVDF в N,NDimethylacetamide готували з використанням ROSS Model 100L лабораторного міксера с DLнасадкою; 250 обертів за хвилину, 3 години при помірному нагріванні до 60°C. Пасту електроактивної композиції готували з використанням ROSS Model VMC-100 VACUUM MIXER в три стадії: - поєднання розчину PVDF та суміші твердофазних компонентів: використовується Three Wing Anchor Agitator, 20 - 40 обертів за хвилину. Змішування протягом 30 хвилин. - гомогенізація: використовується Three Wing Anchor Agitator, 20 - 40 обертів за хвилину; High Speed Disperser, 200 - 300 обертів за хвилину; High Shear Rotor/Stator Mixer при поступовій зміні швидкості від 1500 до 8000 обертів за хвилину. Змішування протягом 30 - 45 хвилин при постійному охолодженні. - дегазація з використанням помірного вакууму: використовувався Three Wing Anchor Agitator, 20 - 40 обертів за хвилину. Дегазація продовж приблизно 30 хвилин. Пасту наносили на обидва боки струмознімача з алюмінієвої сітки товщиною 35 мкм з використанням HIRANO COATING MASHINE, TEXMAC 15 83075 INC.; швидкість руху стрічки їм/хвилину з проходженням через зони сушки 80 та 120°C. Виготовлені катоди використовували при складанні призматичного джерела струму, що включало 10 катодів та 11 анодів на основі літію. Розміри джерела струму 34´ 60´3.8мм. Вага - 16г. Щільність катодного покриття: 2.7 - 2.8г/см 3. Електроліт: PC, D ME, TGF, 0.5M LiClO4. Джерело струму розряджали струмом 50мА. Отримана при розряді питома ємність д /оксиду марганцю склала 270mAh/r. Питома енергія - 730mWh/г. Розрядна характеристика джерела струму показана на Фіг.2 Приклад №2. Катод, в якому яке активний катодний матеріал використовується діоксид марганцю. Катод виготовлений згідно з заявленою технологією. Склад пасти електроактивної композиції: PVDF - гомополшер (Solef ® 6020, Solvay): 2.0% PTFE, (Zonyl® MP 1100, DuPont): 1.5% Діоксид марганцю (CDM): 42.5% Графітов ана сажа (SCD 315, Superior Graphite 4.0% Co.): Розчинник - N,N-Dimethylacetamide (OMNISOLV): 50% Суміш твердо-фазних компонентів MnO2, графітизованої сажі та PTFE готували протягом 5 - 6 годин, змішуючи їх в кульовому млині протягом 5 6 годин. Розчин PVDF в N,N-Dimethylacetamide готували з використанням ROSS Model 100L лабораторного міксеру с DLнасадкою; 250 обертів за хвилину, 3 години при помірному нагріванні до 60°C. Пасту електроактивної композиції готували з використанням ROSS Model VMC-100 VACUUM MIXER в три стадії: - поєднання розчину PVDF та суміші твердо-фазних компонентів: використовується Three Wing Anchor Agitator, 20 - 40 обертів за хвилину. Змішування протягом 30 хвилин. - гомогенізація: використовується Three Wing Anchor Agitator, 20 - 40 обертів за хвилину; High Speed Disperser, 200 - 300 обертів за хвилину; High Shear Rotor/Stator Mixer при поступовій зміні швидкості від 1500 до 8000 обертів за хвилину. Змішування протягом 30 - 45 хвилин при постійному охолодженні. - дегазація з використанням помірного вакууму: використовувався Three Wing Anchor Agitator, 20 - 40 обертів за хвилину. Дегазація продовж приблизно 30 хвилин. Пасту наносили на обидва боки струмознімача з алюмінієвої сітки товщиною 35 мкм з використанням HIRANO COATING MASHINE, TEXMAC INC.; швидкість руху стрічки їм/хвилину з проходженням через зони сушки 80 та 120°C. Виготовлені катоди використовували при складанні призматичної електрохімічної комірки ,що включала 1 катод та 2 Li-аноду. Електроліт: PC, DME, TGF, 0.5 M LiClO4 . Джерело струму розряджали струмом при кімнатній температурі та щільності струму від 0.15mA/cm 2 до 12mA/cm 2, що відповідає струму розряду від 0.05 до 4.0C. Розрядні характеристики показані на Фіг.3. Приклад №3. 16 Катод, в якому як активний катодний матеріал використовується діоксид марганцю. Катод виготовлений згідно з заявленою технологією. Склад пасти електроактивної композиції: PVDF - гомополімер (Solef ® 6020, Solvay): PTFE, (Zonyl® MP 1100, DuPont): Діоксид марганцю (CDM): Графітов ана сажа (SCD 315, Superior Graphite Co.): Розчинник - N,N-Dimetoylacetamide (OMNISOLV): 2.0% 1.5% 42.% 4.0 % 50% Суміш твердофазних компонентів МnО2, ірафітизованої сажі та PTFE готували змішуванням в кульовому млині протягом 5 - 6 годин. Розчин PVDF в N,N-Dimethylacetamide готували з використанням ROSS Model 100L лабораторного міксеру с DL- насадкою; 250 обертів за хвилину, 1 годину при помірному нагріванні до 60°C. Пасту електроактивної композиції готували з використанням ROSS Model 100L лабораторного міксеру з L- насадкою; до 8000 обертів за хвилину, в 3 стадії по 10 хвилин з періодичним охолодженням. Пасту наносили на обидва боки струмознімача з алюмінієвої фольги товщиною 50мкм з використанням горизонтальної ручної coating-машини Coatema. Виготовлені катоди використовували при складанні електрохімічної комірки призматичної конструкції, що містила 2 катоди та 3 Li- аноди. Електроліт: PC, D ME, TGF, 0.5 M LiClO4. Кoмірки розряджали струмом 1.31 та 1.22мА.см 2 при температурі -40°C до напруги 1.75В. Розрядні характеристики показані на Фіг.4. Приклад №4. Катод, в якому як активний катодний матеріал використовується CFx. Ка тод виготовлений згідно з заявленою технологією. Склад пасти електроактивної композиції: PVDF - гомополімер (Solef ® 6020, Solvay): PTFE, (Zonyl® MP 1100, DuPont): Фторований вуглець CFx (ARS-компанія США): Графітов ана сажа (SCD 315, Superior Graphite Co.): Розчинник- N,N-Dimethylacetamide (OMNISOLV): 1.4% 1.0% 27.6% 3.3% 66.7% Суміш твердофазних компонентів CFx, ірафітизованої сажі та PTFE готували змішуванням в кульовому млині протягом 5 - 6 годин. Розчин PVDF в N,N-Dimethylacetamide готували з використанням ROSS Model 100L лабораторного міксеру с DL-насадкою; 250 обертів за хвилину, 1 годину при помірному нагріванні до 60°C. Пасту електроактивної композиції готували з використанням ROSS Model 100L лабораторного міксеру з L-насадкою; до 8000 обертів за хвилину, в 3 стадії по 10 хвилин з періодичним охолодженням. Пасту наносили на обидва боки алюмінієвої фольги товщиною 20мкм з використанням горизонтальної ручної coating-машини Coatema. Виготовлені катоди використовували при складанні електрохімічної комірки призматичної конструкції, що містила 1 катод та 2 Li-аноди. Електроліт PC, DME, TGF, 0.5 M LiClO4. Комірки розряджали при кімнатній температурі та щільності струму 6mA/cm 2, отримана середня напруга роз 17 83075 ряду 2.23V і 12 mA/cm 2, отримана середня напруга розряду 2.10V. Розрядні характеристики показані на Фіг.5. Приклад №5. Катод, в якому як активний катодний матеріал використовується діоксид марганцю. Катод виготовлений згідно з заявленою технологією. Склад пасти електроактивної композиції: PVDF - гомополімер (Solef ® 6020, Solvay): 1.4% PTFE, (Zonyl® MP 1100, DuPont): 1.0% Шпінель діоксид марганцю (компанія Liko) 27.6% Графітов ана сажа (SCD 315, Superior Graph3.3% ite Co.): Розчинник - N,N-Dimethylacetamide (OMNISOLV): 66.7% Суміш твердофазних компонентів CFx, графітизованої сажі та PTFE готували змішуванням в кульовому млині протягом 5 - 6 годин. Розчин PVDF в N,N-Dimethylacetamide готували з використанням ROSS Model 100L лабораторного міксеру с 18 DL-насадкою; 250 обертів за хвилину, 1 годину при помірному нагрівнні до 60°C. Пасту електроактивної композиції готували з використанням ROSS Model 100L лабораторного міксеру з L-насадкою; до 8000 обертів за хвилину, в 3 стадії по 10 хвилин з періодичним охолодженням. Пасту наносили на обидва боки алюмінієвої фольги товщиною 20мкм з використанням горизонтальної ручної coating-машини Coatema. Виготовлені катоди використовували при складанні електрохімічної комірки призматичної конструкції, що містила 1 катод та 2 Li-аноди. Електроліт EC, DMC, 1.0 M LiClO4. Комірки розряджали при кімнатній температурі при щільності струму від 0.24 до 17.7mA/cm 2, що відповідало струму розряду від 0.5 до 36.5C. Розрядні характеристики показані на Фіг.6. 19 83075 20 21 Комп’ютерна в ерстка Т. Чепелев а 83075 Підписне 22 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode for primary, secondary lithium current sources and supercondensers and method for its production
Автори англійськоюShembel Olena Moiseivna, Hloba Natalia Ivanivna, Riabchuk Andrii Leonidovych
Назва патенту російськоюЭлектрод для первичных и вторичных литиевых источников тока и суперконденсаторов и способ его изготовления
Автори російськоюШембель Елена Моисеевна, Глоба Наталия Ивановна, Рябчук Андрей Леонидович
МПК / Мітки
МПК: H01M 4/02, H01M 4/04, H01M 4/62
Мітки: спосіб, первинних, літієвих, вторинних, струму, електрод, виготовлення, джерел, суперконденсаторів
Код посилання
<a href="https://ua.patents.su/11-83075-elektrod-dlya-pervinnikh-vtorinnikh-litiehvikh-dzherel-strumu-ta-superkondensatoriv-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Електрод для первинних, вторинних літієвих джерел струму та суперконденсаторів і спосіб його виготовлення</a>
Матеріал для катода літієвих джерел струму та спосіб його одержання
Номер патенту: 66710
Опубліковано: 17.05.2004
Автори: Біскулова Світлана Олександрівна, Походенко Віталій Дмитрович, Посудієвський Олег Юлійович
Мітки: струму, матеріал, одержання, катода, джерел, літієвих, спосіб
Формула / Реферат:
1. Матеріал для катода літієвих джерел струму на основі нанорозмірного V2O5 (розмір частинок від 10 до 15 нм), який відрізняється тим, що додатково містить новий редокс-активний полімер полі(2,5-тієнілендисульфід) при наступному співвідношенні компонентів, мас. %: V2O5 79,5; полі(2,5-тієнілендисульфід) 20,5. 2. Спосіб одержання матеріалу для катода літієвих джерел...
Спосіб виготовлення катоду для літієвих хімічних джерел струму
Номер патенту: 17368
Опубліковано: 15.04.1997
Автори: Апостолова Раіса Данілівна, Шембель Олена Мойсіівна, Нагірний Віктор Михайлович
МПК: H01M 4/04
Мітки: хімічних, літієвих, виготовлення, струму, спосіб, катоду, джерел
Формула / Реферат:
Способ изготовления катода для литиевых химических источников тока, включающий нанесение на металлическую основу катода в виде тонкой решетчатой ленты или фольги пастообразного покрытия, содержащего в качестве активного материала углеродную сажу, и последующую его сушку, отличающийся тем, что на металлическую основу катода наносят электролитическое композиционное покрытие на основе никеля, содержащее 30 - 45мас.% в сумме смеси дисперсных...
Спосіб виготовлення інертного катода для літієвих хімічних джерел струму
Номер патенту: 20790
Опубліковано: 07.10.1997
Автори: Шембель Олена Мойсіівна, Нагірний Віктор Михайлович, Апостолова Раіса Данілівна
МПК: H01M 4/06
Мітки: струму, літієвих, катода, хімічних, джерел, інертного, виготовлення, спосіб
Формула / Реферат:
Способ изготовления инертного катода для литиевых химических источников тока с жидким активным катодным реагентом, например, диоксидом серы и тионилхлоридом, включающий нанесение на металлическую основу катода слоя катодной массы, содержащей смесь графита, сажи и связующего компонента - фторопласта, отличающийся тем, что на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на...
Спосіб отримання електроліту для літієвих джерел струму
Номер патенту: 61296
Опубліковано: 17.11.2003
Автори: Товмаш Наталія Федорівна, Євтух Анатолій Анатолійович, Плахотнік Володимир Миколайович
МПК: H01M 6/16
Мітки: електроліту, струму, отримання, літієвих, спосіб, джерел
Формула / Реферат:
Спосіб отримання електроліту для літієвих джерел струму шляхом взаємодії фториду літію з фторовмісними кислотами Льюїса безпосередньо в апротонному органічному розчиннику, який відрізняється тим, що як вихідну сировину використовують відпрацьовані катодні пластини фторовуглецевих літієвих джерел струму.
Спосіб отримання катодного матеріалу для вторинних джерел електричного струму
Номер патенту: 69197
Опубліковано: 16.08.2004
Автори: Лісняк Владислав Владиславович, Слободяник Микола Семенович, Стусь Наталія Вікторівна, Стратійчук Денис Анатолійович, Смірнова Тамара Іванівна
МПК: H01J 9/02
Мітки: матеріалу, спосіб, струму, катодного, джерел, вторинних, електричного, отримання
Формула / Реферат:
1. Спосіб отримання катодного матеріалу для вторинних джерел електричного струму, який передбачає змішування еквімолярних кількостей триоксиду вольфраму (WO3), фосфорвмісного компоненту з наступним нагріванням отриманої суміші, який відрізняється тим, що при змішуванні до вихідних компонентів додають еквімолярну кількість діоксиду вольфраму (WO2), як фосфорвмісний компонент використовують еквімолярну кількість оксиду фосфору (V) (Р2O5),...
Попередній патент: Спосіб програмного контролю трансформації діапазону опору вакуумного випарника
Випадковий патент: Спосіб хірургічної тактики лікування злоякісних пухлин вуха